不锈钢酸洗钝化操作规程-中英文应用版本
不锈钢酸零部件膏剂酸洗钝化工艺规程
不锈钢酸零部件膏剂酸洗钝化工艺规程说明:不锈钢零部件在制造过程中,经过运输、划线、下料成型及焊接,每道工序只要稍不注意,最后在零部件表面会留下划伤、划痕、榔头印痕迹等。
使零部件抗腐蚀性能降低,直接影响使用寿命。
为提高不锈钢零部件抗腐蚀能力,延长产品使用寿命,因此对不锈钢零部件必须进行酸洗、钝化表面处理,为控制零部件表面质量,特制定本工艺规程。
本工艺规程,仅适用于涂刷膏剂进行酸洗、钝化的不锈钢零部件。
1.对产品酸洗零部件表面质量要求:1.1焊缝表面熔渣,焊接飞溅必须去除干净。
1.2钢板表面严重划伤,砂轮磨痕应用细砂轮打磨干净,然后用抛光机进行局部抛光。
1.3钢板表面不得有明显的凹坑。
2.表面处理(酸洗、钝化)工艺流程:去灰尘(用冷水冲洗)——去油污(按工艺规定)——冲洗(用冷水或热水冲洗)——酸洗(按工艺规定)——冲洗(用冷水或热水冲洗)——消除残存氧化物和焊接飞溅物。
检验——钝化(按工艺规定)——冲洗(用冷水或热水冲洗)中和——检验。
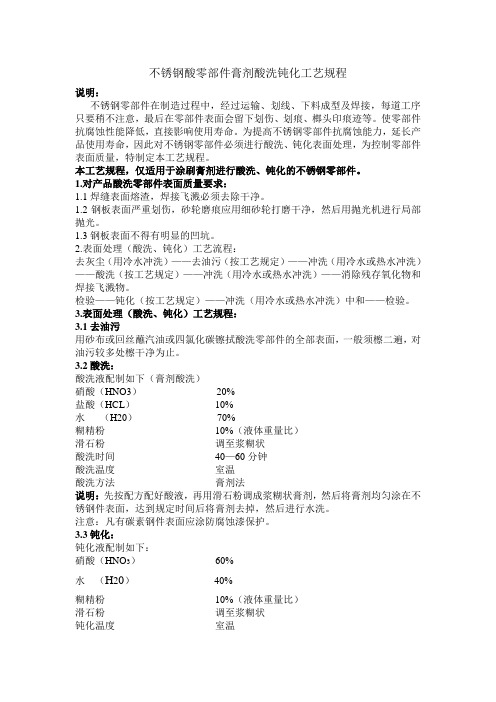
3.表面处理(酸洗、钝化)工艺规程:3.1去油污用砂布或回丝蘸汽油或四氯化碳镲拭酸洗零部件的全部表面,一般须檫二遍,对油污较多处檫干净为止。
3.2酸洗:酸洗液配制如下(膏剂酸洗)硝酸(HNO3)20%盐酸(HCL)10%水(H20)70%糊精粉10%(液体重量比)滑石粉调至浆糊状酸洗时间40—60分钟酸洗温度室温酸洗方法膏剂法说明:先按配方配好酸液,再用滑石粉调成浆糊状膏剂,然后将膏剂均匀涂在不锈钢件表面,达到规定时间后将膏剂去掉,然后进行水洗。
注意:凡有碳素钢件表面应涂防腐蚀漆保护。
3.3钝化:钝化液配制如下:硝酸(HNO3)60%水(H20)40%糊精粉10%(液体重量比)滑石粉调至浆糊状钝化温度室温钝化时间2-3小时钝化方法膏剂法说明:先按配方比例配好钝化液,再用滑石粉调成浆糊状膏剂,然后将膏剂均匀涂在不锈钢件表面,达到规定时间后将膏剂去掉,然后进行水洗。
注意:1.碳素钢表面应涂防腐蚀漆保护。
不锈钢管道清洗钝化操作规程
不锈钢管道酸洗钝化操作规程编号:不锈钢管道酸洗钝化操作规程1.0适用范围本标准适用于工业管道、公用管道部分的不锈钢管道酸洗与钝化工艺。
2.0主要编制依据下列文件为本标准的引用文件,若有新版本规范及标准,以其最新版本中对应条文要求为准。
2.1 SH/T3547-2011《化工设备和管道化学清洗施工及验收规范》2.2 HG/T2387-2007《工业设备化学清洗质量标准》2.3 GB8978-2002《污水综合排放的标准》2.4其他现行有关标准、规范、技术文件。
3.0工艺原理及目的3.1酸洗钝化原理:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显著下降的现象称金属的钝化。
其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能牢固地附在金属表面上的钝化膜。
这层膜成独立相存在,通常是氧和金属的化合物。
它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解。
为确保钝化处理的效果,在钝化前先对被钝化表面进行酸洗处理。
整个处理过程就称为酸洗钝化处理,简称酸洗钝化。
3.2常见的酸洗钝化液工序使用配方:(1)(3%-5% NaOH脱脂)+(5-8%硝酸+23氢氟酸)(酸洗钝化)(2)(3%-5% NaOH脱脂)+(18%i肖酸+2%氢氟酸)(酸洗钝化)(3)(1% NaO H脱脂)+ (65%-68%肖酸)(酸洗钝化)(4)(3%-5% NaOH脱脂)+斯福特3050配液(主要成分:柠檬酸)4.0酸洗钝化前准备工作4.1熟悉待酸洗钝化的管路系统流程图(P& ID)及现场,将需要酸洗钝化的管道和需要移除、待替、封堵和增加的部件进行标注。
标注过的待酸洗钝化的管路系统流程图附在《管道清洗和钝化记录》后。
在待酸洗钝化的管理系统流程图上的标注做如下规定:(1)在管道清洗和钝化过程中需要清洗和钝化的管道和开启的阀门标注绿色;(2 )在管道清洗和钝化过程中需要关闭的阀门在管路系统流程图上标注“关闭”;(3)需要移除、待替和封堵的部件用红色标注,如:压力探头、温度探头等精密仪器。
不锈钢酸洗钝化规程
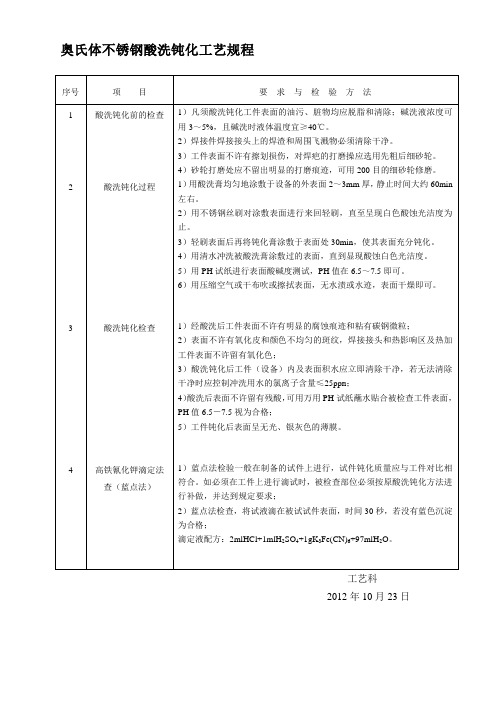
2)用不锈钢丝刷对涂敷表面进行来回轻刷,直至呈现白色酸蚀光洁度为止。
3)轻刷表面后再将钝化膏涂敷于表面处30min,使其表面充分钝化。
4)用清水冲洗被酸洗膏涂敷过的表面,直到显现酸蚀白色光洁度。
5)用PH试纸进行表面酸碱度测试,PH值在6.5~7.5即可。
4)酸洗后表面不许留有残酸,可用万用PH试纸蘸水贴合被检查工件表面,PH值6.5-7.5视为合格;
5)工件钝化后表面呈无光、银灰色的薄膜。
4
高铁氰化钾滴定法
查(蓝点法)
1)蓝点法检验一般在制备的试件上进行,试件钝化质量应与工件对比相符合。如必须在工件上进行滴试时,被检查部位必须按原酸洗钝化方法进行补做,并达到规定要求;
2)蓝点法检查,将试液滴在被试试件表面,时间30秒,若没有蓝色沉淀为合格;
滴定液配方:2mlHCl+1mlH2SO4+1gK3Fe(CN)6+97mlH2O。
工艺科
2012年10月23日
6)用压缩空气或干布吹或擦拭表面,无水渍或水迹,表面干燥即可。
3
酸洗钝化检查
1)经酸洗后工件表面不许有明显的腐蚀痕迹和粘有碳钢微粒;
2)表面不许有氧化皮和颜色不均匀的斑纹,焊接接头和热影响区及热加工件表面不许留有氧化色;
3)酸洗钝化后工件(设备)内及表面积水应立即清除干净,若无法清除干净时应控制冲洗用水的氯离子含量≤25ppm;
奥氏体不锈钢酸洗钝化工艺规程
序号
项目
要求与检验方法
1
酸洗钝化前的检查
1)凡须酸洗钝化工件表面的油污、脏物均应脱脂和清除;碱洗液浓度可用3~5%,且碱洗时液体温度宜≥40℃。
不锈钢酸洗钝化操作规程
不锈钢酸洗钝化操作规程
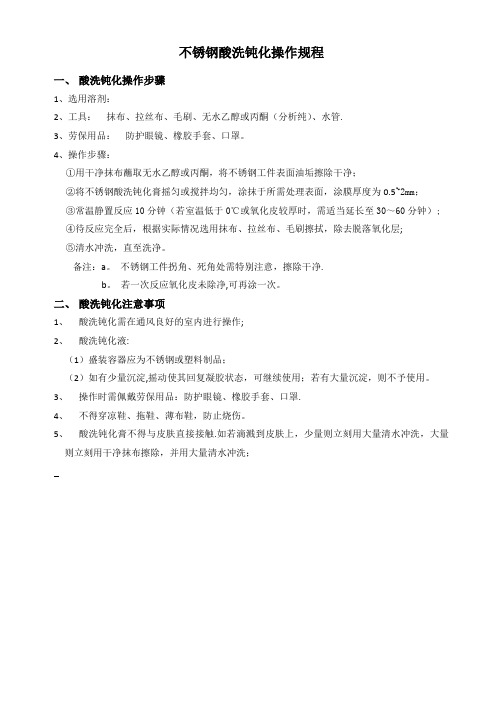
一、酸洗钝化操作步骤
1、选用溶剂:
2、工具:抹布、拉丝布、毛刷、无水乙醇或丙酮(分析纯)、水管.
3、劳保用品:防护眼镜、橡胶手套、口罩。
4、操作步骤:
①用干净抹布蘸取无水乙醇或丙酮,将不锈钢工件表面油垢擦除干净;
②将不锈钢酸洗钝化膏摇匀或搅拌均匀,涂抹于所需处理表面,涂膜厚度为0.5~2mm;
③常温静置反应10分钟(若室温低于0℃或氧化皮较厚时,需适当延长至30~60分钟);
④待反应完全后,根据实际情况选用抹布、拉丝布、毛刷擦拭,除去脱落氧化层;
⑤清水冲洗,直至洗净。
备注:a。
不锈钢工件拐角、死角处需特别注意,擦除干净.
b。
若一次反应氧化皮未除净,可再涂一次。
二、酸洗钝化注意事项
1、酸洗钝化需在通风良好的室内进行操作;
2、酸洗钝化液:
(1)盛装容器应为不锈钢或塑料制品;
(2)如有少量沉淀,摇动使其回复凝胶状态,可继续使用;若有大量沉淀,则不予使用。
3、操作时需佩戴劳保用品:防护眼镜、橡胶手套、口罩.
4、不得穿凉鞋、拖鞋、薄布鞋,防止烧伤。
5、酸洗钝化膏不得与皮肤直接接触.如若滴溅到皮肤上,少量则立刻用大量清水冲洗,大量
则立刻用干净抹布擦除,并用大量清水冲洗;。
不锈钢管道清洗钝化操作规程
不锈钢管道酸洗钝化操作规程编号:编制人编制日期审核人审核日期批准人批准日期生效日期不锈钢管道酸洗钝化操作规程1.0 适用范围本标准适用于工业管道、公用管道部分的不锈钢管道酸洗与钝化工艺。
2.0 主要编制依据下列文件为本标准的引用文件,若有新版本规范及标准,以其最新版本中对应条文要求为准。
2.1 SH/T3547-2011《化工设备和管道化学清洗施工及验收规范》2.2 HG/T2387-2007《工业设备化学清洗质量标准》2.3 GB8978-2002《污水综合排放的标准》2.4 其他现行有关标准、规范、技术文件。
3.0 工艺原理及目的3.1酸洗钝化原理:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显著下降的现象称金属的钝化。
其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能牢固地附在金属表面上的钝化膜。
这层膜成独立相存在,通常是氧和金属的化合物。
它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解。
为确保钝化处理的效果,在钝化前先对被钝化表面进行酸洗处理。
整个处理过程就称为酸洗钝化处理,简称酸洗钝化。
3.2常见的酸洗钝化液工序使用配方:(1)(3%-5%)NaOH(脱脂)+(5-8%硝酸+2%氢氟酸)(酸洗钝化)(2)(3%-5%)NaOH(脱脂)+(18%硝酸+2%氢氟酸)(酸洗钝化)(3)(1%)NaOH(脱脂)+(65%-68%硝酸)(酸洗钝化)(4)(3%-5%)NaOH(脱脂)+斯福特3050配液(主要成分:柠檬酸)4.0 酸洗钝化前准备工作4.1熟悉待酸洗钝化的管路系统流程图(P&ID)及现场,将需要酸洗钝化的管道和需要移除、待替、封堵和增加的部件进行标注。
标注过的待酸洗钝化的管路系统流程图附在《管道清洗和钝化记录》后。
在待酸洗钝化的管理系统流程图上的标注做如下规定:(1)在管道清洗和钝化过程中需要清洗和钝化的管道和开启的阀门标注绿色;(2)在管道清洗和钝化过程中需要关闭的阀门在管路系统流程图上标注“关闭”;(3)需要移除、待替和封堵的部件用红色标注,如:压力探头、温度探头等精密仪器。
不锈钢酸洗钝化流程
不锈钢酸洗钝化流程英文回答:The process of pickling and passivating stainless steel is essential for ensuring its corrosion resistance and improving its surface finish. This process involves the removal of impurities and contaminants from the surface of the stainless steel, followed by the formation of a protective oxide layer.The pickling stage is the first step in the process. It involves the use of an acid solution, such as a mixture of nitric and hydrofluoric acid, to remove any scale, rust, or other impurities from the surface of the stainless steel. This acid solution is applied to the steel surface either by immersion or by brushing. The acid reacts with the impurities, dissolving them and leaving behind a clean surface.After pickling, the stainless steel is thoroughlyrinsed with water to remove any residual acid. This step is crucial to ensure that no traces of acid remain on the surface, as they can cause further corrosion if not removed.The next step in the process is passivation.Passivation involves the formation of a protective oxide layer on the surface of the stainless steel. This oxidelayer acts as a barrier, preventing the penetration of corrosive substances and enhancing the corrosion resistance of the steel.Passivation is typically achieved by immersing the stainless steel in a solution containing nitric acid orcitric acid. The acid reacts with the surface of the steel, promoting the formation of the protective oxide layer. The passivation solution is usually heated to accelerate the reaction.Once the passivation process is complete, the stainless steel is rinsed again to remove any residual acid or passivation solution. It is then dried to prevent the formation of water spots or stains on the surface.In summary, the acid pickling and passivation processfor stainless steel involves the removal of impurities through the use of an acid solution, followed by the formation of a protective oxide layer. This process is crucial for ensuring the corrosion resistance and surface finish of stainless steel.中文回答:不锈钢酸洗钝化流程是确保不锈钢耐腐蚀性能和改善表面光洁度的关键步骤。
不锈钢酸洗钝化工艺规程
不锈钢酸洗钝化工艺规程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII目录1内容与适用范围 (3)1.1主题内容 (3)1.2适用范围 (3)2引用文件 (3)3酸洗、钝化工艺 (3)3.1酸洗、钝化前的预处理 (3)3.1.1 酸洗材料 (3)3.1.2 钝化处理的准备 (3)3.2酸洗钝化操作 (4)3.2.1 酸洗 (4)3.2.2钝化 (4)3.2.2清洗 (4)4检验 (4)4.1 外观检验 (4)4.2 残液检验 (5)4.3 钝化膜致密性检验 (5)4.4 检验钝化表面碳钢微粒 (5)5记录 (5)1内容与适用范围1.1主题内容本规程规定了不锈钢容器(包括零部件)表面油污、锈渍的清理、酸洗及钝化的要求、方法和注意事项。
1.2适用范围本规程适用于镍奥氏体不锈钢容器的酸洗钝化处理。
2引用文件以下引用标准、文件应为最新版本。
当本规程与新标准、文件内容冲突时,冲突部分按最新标准、文件相应规定内容执行。
ASTM A967 不锈钢部件化学钝化处理标准ASTM A380 不锈钢零件、设备和系统的清洗和除垢RCC-M 法国核电厂设计和建造规则(第8册 F篇F6534)3酸洗、钝化工艺3.1酸洗、钝化前的预处理3.1.1 酸洗材料3.1.1.1用于钝化处理的化学物质必须能产生符合该标准中一种或多种要求的钝化表层。
根据测试用不锈钢的大小和数量,注意所选化学物质的计量、浓度、纯净度及化学反应的温度。
3.1.1.2操作员必须记录钝化溶液的浓度和温度以此证明处理每批不锈钢都需要特定的钝化环境。
操作者禁止泄漏专利化学混合物的精确成份,但是必须对混合物质做唯一的区别标记以便下次使用时精确无误。
3.1.1.3操作者负责安全处理化学处理过程中产生的所有物质。
3.1.2 钝化处理的准备3.1.2.1钝化处理前的预处理方法和过程,包括除锈和酸浸的机械和化学处理方法是否单独使用或者两者结合使用,必须符合实验ASTM A380的要求。
不锈钢压力容器酸洗钝化处理规范
不锈钢压力容器酸洗钝化处理规范本规范旨在确保不锈钢压力酸洗钝化处理的安全和质量,以延长的使用寿命和维护其性能。
1. 背景概述不锈钢压力在使用过程中会受到环境和介质的侵蚀,为了保证的耐腐蚀性能,需要进行酸洗钝化处理。
酸洗钝化可以去除表面的氧化物和污染物,形成致密、均匀的钝化膜,提高不锈钢的耐蚀性。
2. 酸洗钝化处理步骤2.1 准备工作在开始酸洗钝化处理之前,确保如下准备工作已完成:- 确定酸洗钝化处理的不锈钢压力。
- 准备足够的酸洗剂和水。
- 准备好酸洗设备和安全器材。
- 确定处理的温度和时间。
- 清洁处理区域,确保无杂质。
2.2 酸洗处理步骤按照以下步骤进行酸洗处理:1. 将不锈钢压力放置在酸洗槽中,确保完全浸泡。
2. 向酸洗槽中加入酸洗剂,确保液位覆盖表面。
3. 根据规定的温度和时间,进行酸洗处理。
4. 酸洗结束后,将移至清洗区域,用清水彻底冲洗,以去除酸洗剂残留。
5. 钝化处理可根据需要进行。
3. 质量控制为确保酸洗钝化处理的质量,需进行以下控制措施:- 控制酸洗剂的质量,确保其纯度和浓度符合要求。
- 控制处理温度和时间,确保在规定范围内进行。
- 检查钝化膜的形成情况,确保其致密、均匀。
4. 安全注意事项在进行不锈钢压力酸洗钝化处理时,需注意以下安全事项:- 佩戴合适的个人防护装备,包括防护眼镜、手套和防护服。
- 酸洗操作需在通风良好的区域进行,以避免酸雾的吸入。
- 注意酸洗剂的浓度和温度,避免溅溢和烫伤。
- 处理过程中注意防止的损坏或变形。
5. 维护与保养完成酸洗钝化处理后,需进行相应的维护与保养工作,以确保的性能和寿命:- 定期检查钝化膜的情况,如有损坏或脆化,要及时进行修复。
- 定期清洁表面,避免污垢和杂质的积聚。
- 避免长时间处于潮湿环境,以防止钝化膜的腐蚀破坏。
6. 总结本规范规定了不锈钢压力容器酸洗钝化处理的步骤、质量控制和安全注意事项,通过遵循本规范,可以确保酸洗钝化处理的安全、质量和效果。
不锈钢管道焊后内表面酸洗钝化工艺流程

不锈钢管道焊后内表面酸洗钝化工艺流程The process of pickling and passivation of the inner surface of stainless steel pipes after welding.After welding stainless steel pipes, it is necessary to carry out pickling and passivation on the inner surface to remove any impurities and oxide scale that may have formed during the welding process, as well as to restore the corrosion resistance of the stainless steel. In this article, we will discuss the process flow of pickling and passivation for stainless steel pipes after welding.1. Cleaning: Before starting the pickling process, it is important to clean the surface of the welded stainless steel pipes thoroughly. This can be done using a suitable cleaning agent or detergent. The purpose of cleaning is to remove any grease, oil, dirt, or other contaminants from the surface.清洁:在开始酸洗过程前,需要彻底清洗焊后不锈钢管道的表面。
ISPE酸洗钝化指南(中英对照)

ISPE化学工业技术指南清洗钝化部分(11.3)11.3 PASSIV ATION11.3 钝化作用11.3.1 Introduction11.3.1 简介Pharmaceutical equipment and high purity water systems are designed so that product contact surfaces are not reactive, additive, or absorptive so the drug product is not adversely altered. High purity water systems are primarily composed of austenitic stainless steel (SS) materials due to their corrosion resistant and contaminant free properties. Passivation is performed to maximize the metal's corrosion resistance. The stainless steel is sulfuric/nitric/hydrofluoric acid pickled at the mill to remove manganese sulfide inclusions, scale, and other impurities or imperfections from the surface of the steel. As the steel is removed from the pickling bath, a thin oxide layer forms immediately over the surface. This oxide layer is what renders the stainless steel passive and non-reactive to corrosion. Any 300 series chromium steels containing 17% or more chromium that has been handled, welded, or worked should be passivated prior to service and suitably cleaned prior to passivation.为了使得药品没有不利变化,在设计制药设备和高纯水系统时,保证它们和产品的接触面是不具有反应性、添加性和吸收性的。
(临时文件)不锈钢酸洗钝化工艺规程

3 Procedure for l Pickled and Passivated 酸洗、钝化工艺流程去油、清理污物——净水部洗——钝化———净水冲洗———吹干4 Pretreatment for l Pickled and Passivated酸洗、钝化前的预处理4.1对制造完工后的不锈钢容器或零部件按图样和工艺文件的要求,对规定项目检查合格后,才能进行酸洗、钝化预处理。
4.2将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物。
4.3清除焊缝两侧异物时,应用不锈钢丝刷,不锈钢铲或砂轮清除,清除完毕用净水(水中氯离子含量不超过25mg/l)冲刷干净。
4.4当油污严重时则用3-5%的碱溶液将油污清除,并用净水冲洗干净。
4.5对不锈钢热加工件的氧化皮可用机械喷砂的方法清除,砂必须是纯硅或氧化铝。
4.6制定酸洗、钝化的安全措施,确定必须的用具和劳动防护用品。
5酸洗、钝化膏的配方5.2酸洗膏配方:盐酸(比重1.19)20毫升,水100毫升,硝酸(比重1.42)30毫升,膨润土150克。
5.4钝化膏配方:硝酸(浓度67%)30毫升,重铬酸钾4克,加膨润土(100-200目)搅拌至糊状为止。
6 Operation酸洗钝化操作6.1只有进行过预处理的容器或零部件才能进行酸洗钝化处理。
6.2酸洗液酸洗主要用于较小型未经加工的零部件整体处理,可以用喷刷的方法。
溶液温度在21-60℃时,每隔10分钟左右检查一次,直至呈现出均匀的白色酸蚀的光洁度为止。
6.3酸洗膏酸洗主要适用于大型容器或局部处理。
在室温下将酸洗膏外均匀干净设备上(约2-3mm厚),停留一小时后用洁净水或不锈钢丝刷轻轻刷,直至呈现出均匀的白色酸蚀的光洁度为止。
6.5钝化膏主要适用于大型容器或局部处理,在室温下将钝化膏均匀涂在酸洗过的容器表面(约2-3mm),1小时后检查,直至表面生成均匀的钝化膜为止。
6.6酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,最后用酸性石蕊试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,然后擦干或用压缩空气吹干。
RF05 不锈钢表面钝化操作规程
定义:钝化:一种氧化过程,其结果是在不锈钢的被处理表面上生成氧化铬层。
步骤:1.钝化前的清洗:1.1.为了防止油脂和其它的残余物对钝化过程产生影响,应先采用洗涤剂对设备钝化面进行洗涤,同时用清洗工具,例如刷子、刮板等进行辅助清洗。
这些工具可以用不锈钢、Mylar或尼龙制造,通常同时使用手工刮刷。
在这些工具的使用过程中,应该避免其对清洗表面的损坏。
1.2.清洗后,用处理水(最好为35-50℃/95-122°F)彻底冲洗所有的表面。
直到冲洗掉全部的洗涤剂和松散的脏物或垃圾。
冲洗后,要检查冲洗的效果,以确保表面干净。
1.3.没有防护保护的人员不得进入工作区域。
操作人员应做安全防护,穿防腐蚀的工作服、套鞋、戴防毒面具。
2.钝化程序:2.1.用浓度为20%(重量/重量)的硝酸(HNO3)溶液在室温下喷洒于需钝化的不锈钢设备表面,接触2小时。
也可用20%(重量/重量)的磷酸(H3PO4)进行钝化,但接触时间至少6小时。
也可用4-10% (重量/体积) 柠檬酸在21-49°C时接触1小时或者在60-70°C 时接触10 min。
2.2.若在钝化时,表面难于和液体保持接触,则可将钝化溶液和惰性材料如助滤剂调成糊状。
接触的时间应不少于2小时。
2.3.钝化后用水冲洗干净钝化容器表面的残液。
操作人员也须作好安全防护,其他人员远离工作区域并打开通风管道。
3.钝化效果评估3.1.将钝化后容器用水冲洗,晾干24小时(此过程中暴露于空气是很重要的一步)。
3.2.试剂准备:在一个500ml容量瓶中装入200ml蒸馏水,加入3ml硫酸。
再加入8g五水硫酸铜,溶解均匀再用蒸馏水定容。
3.3.将钝化部件浸入丙酮,并用浸有丙酮的软布将其表面处理至无水。
3.4.用硫酸铜-硫酸溶液擦拭钝化部件表面,并将钝化部件浸入硫酸铜-硫酸溶液6分钟。
3.5.观察钝化部件上有无铜的沉淀出现。
如有铜的沉淀出现,则指示铁的存在,那么该部件存在腐蚀风险。
不锈钢酸洗钝化操作规程
不锈钢酸洗钝化操作规程一、操作前的准备工作1.1确认不锈钢酸洗钝化设备工作正常,清理污垢和杂物。
1.2确认酸液配制和储存设施符合安全要求,备齐所需酸洗剂和相应的中和剂。
1.3确认操作人员装备完善,佩戴好防护用品,包括耐酸手套、防护眼镜、防酸胶鞋等。
1.4确认操作区域通风良好,设备稳定可靠。
1.5准备好不锈钢工件,进行必要的检查和清理,确保表面无腐蚀、无油污和杂物。
二、操作步骤2.1将酸浴放入酸洗槽中,控制酸浴的浓度和温度,根据工件要求进行调整。
2.2将工件放入酸洗槽中,注意避免工件之间的接触,防止互相刮擦。
2.3使用机械设备或手动方式搅拌酸液,保证酸液均匀接触工件表面。
2.4控制不锈钢酸洗的时间,一般不超过15分钟。
根据工件的具体情况和酸液的浓度,可以适当调整时间。
2.5在酸洗过程中,定期检查酸洗槽内酸液的温度和浓度,及时补充和调整。
2.6当酸洗时间到达后,将工件从酸洗槽中取出,放入中和槽中进行中和处理。
2.7在中和过程中,使用中和剂均匀覆盖工件表面,使酸洗残留物得到有效中和。
2.8将中和后的工件取出,进行冲洗和干燥处理。
三、注意事项3.1操作人员要严格遵守安全操作规程,佩戴好防护用品,确保自身安全。
3.2在酸洗过程中,严禁使用高浓度的酸液,以免对操作人员和设备造成伤害。
若酸液浓度过高,应及时稀释。
3.3酸洗槽和中和槽要定期清理和检查,保持设备的良好状态。
3.4酸液使用后,应及时处理,不能直接排放到环境中,应按照相关要求进行废液的处理。
3.5在操作过程中,要保持沟通畅通,及时沟通和协调,确保工件的处理质量和进度。
四、操作后的处理4.1清洗工件后,应进行目测检查,确保工件表面无水迹、无污垢等。
4.2检查工件表面有无异常,如腐蚀、划痕等,对异常情况及时处理。
4.3对使用的设备、工具和防护用品进行清洁和检查,保养好设备,维护好设备的正常运行。
以上是不锈钢酸洗钝化操作规程,着重强调了准备工作的重要性、操作步骤的具体细节和注意事项的重点。
不锈钢酸洗钝化流程

不锈钢酸洗钝化流程英文回答:Stainless Steel Pickling and Passivation Process.Introduction.Stainless steel is an alloy of iron that contains at least 10.5% chromium and less than 1.2% carbon. The chromium content makes the steel resistant to corrosion and rust. Pickling and passivation are two processes that are used to improve the corrosion resistance of stainless steel.Pickling.Pickling is a process that removes oxides, scale, and other contaminants from the surface of stainless steel.This is typically done by immersing the steel in a solution of hydrochloric acid or nitric acid. The acid reacts withthe oxides and scale, dissolving them and leaving a cleansurface.Passivation.Passivation is a process that creates a thin,protective layer of chromium oxide on the surface of stainless steel. This layer is what makes the steel resistant to corrosion. Passivation is typically done by immersing the steel in a solution of nitric acid or a mixture of nitric acid and sulfuric acid. The acid reacts with the surface of the steel, forming a chromium oxide layer.Benefits of Pickling and Passivation.Pickling and passivation offer a number of benefits for stainless steel, including:Improved corrosion resistance.Reduced surface roughness.Enhanced appearance.Increased weldability.Process Steps.The pickling and passivation process typically involves the following steps:1. Cleaning: The stainless steel is cleaned to remove any dirt, grease, or other contaminants.2. Pickling: The stainless steel is immersed in a solution of hydrochloric acid or nitric acid.3. Rinsing: The stainless steel is rinsed with water to remove any residual acid.4. Passivation: The stainless steel is immersed in a solution of nitric acid or a mixture of nitric acid and sulfuric acid.5. Rinsing: The stainless steel is rinsed with water to remove any residual acid.6. Drying: The stainless steel is dried to prevent rusting.Safety Precautions.Pickling and passivation are hazardous processes that must be carried out by trained personnel. The following safety precautions should be taken:Wear appropriate personal protective equipment, including gloves, goggles, and a respirator.Use proper ventilation to prevent exposure to acid fumes.Handle acids with care and dispose of them properly.中文回答:不锈钢酸洗钝化工艺。
酸洗作业指导书中英文版
T r a n s m i t t a l , r e p r o d u c t i o n , d i s s e m i n a t i o n a n d /o r e d i t i n g o f t h i s d o c u m e n t a s w e l l a s u t i l i z a t i o n o f i t s c o n t e n t s a n d c o m m u n i c a t i o n t h e r e o f t o o t h e r s w i t h o u t e x p r e s s a u t h o r i z a t i o n b y L i 'A n a r e p r o h i b i t e d . O f f e n d e r s w i l l b e h e l d l i a b l e f o r p a y m e n t o f d a m a g e s . A l l r i g h t s c r e a t e d b y p a t e n t g r a n t o r r e g i s t r a t i o n o f a u t i l i t y m o d e l o r d e s i g n p a t e n t a r e r e s e r v e d .This specification applies to Shanghai Li'An Lubrication Equipment Manufacturing Co., Ltd. pickling section二、具体要求The Specific RequirementsA:不锈钢酸洗钝化工艺流程Stainless Steel Pickling Passivation Technological Process去油清理污物净水冲洗酸洗钝化------------ 净水冲洗----------- 吹干Remove the oil Clean up the dirt Clean water rinse Pickling passivation ---------- Clean water rinse--------- Blow air dry一.酸洗、钝化前的预处理Pickling And Passivation Pretreatment1. 对制造完工后的不锈钢容器或零部件按图样和工艺文件的要求,对规定项目检查合格后,才能进行酸洗、钝化预处理。
酸洗、钝化工艺规程

Acid Pickling and Passivation Procedure酸洗、钝化工艺VENDOR DOCUMENT NO.Prepared By: Date: Checked By: Date:编制:日期:审核:日期:1Purpose &Scope 目的和范围This procedure is applied to Cleaning, acid pickling and passivation for internal & external surfaces of austenitic stainless steel vessels and parts that we manufactured for XXXX Project. As the original 2B surfaces and have been polished treatment surfaces, the pickling and passivation could be combine, otherwise step by step.本工艺适用于制造的项目名称铬、镍奥氏体不锈钢容器及零部件的内、外表面酸洗钝化处理。
对于原始表面2B状态及抛光处理后的表面将酸洗、钝化一次完成,否则分开进行。
2Reference standards 参考标准ASTM A380-2006 《Cleaning and Descaling of Stainless Steel》ASTM A380-2006 《不锈钢洗清和除垢》3Compositions of pickling and passivation liquid(paste)酸洗钝化液(膏)主要成分a)The main composition of pickle liquid is HNO3, HF and water.酸洗液主要成分为:HNO3、HF和水。
HNO3(Nitric Acid 67%) 6 ~ 25%HNO3(硝酸67%重量试剂) 6 ~ 25%HF (Hydrofluoric Acid 70%) 1 ~ 6%HF (氢氟酸70%重量) 1 ~ 6%b) The main composition of pickle paste as below:酸洗膏成分如下:HNO3 30~50% , HF 3~8%Acid mist inhibitor 酸雾抑制剂 1~2%Inorganic polymeric resin 无机聚合树脂 15~35%注:酸洗膏的成分具体见产品说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重庆市澳凯龙医疗器械研究有限公司文件编码:不锈钢酸洗钝化规程编制人: 审核人:批准人:版本号: 日期:受控文件:不锈钢酸洗钝化规程目录TABLE OF CONTENTS1编制方案的依据Basis of scheme compilation 2 2工作范围Working scope 2 3清洗工艺Cleaning process 2 4清洗过程Cleaning process 3 5废液处理Waste liquor treatment7 6甲方提供的条件Condition supplied by the owner7 7临时配管Temporary tubing8 8检验与验收Test and accept8 9安全91 编制方案的依据Basis of scheme compilation1.1管道清洗的必要性Necessity of piping cleaning纯化水不锈钢管道在使用前,要进行脱脂、酸洗、钝化和消毒处理,管道才能达到生产使用的技术要求。
Before used stainless steel piping for purified water should be degreased, pickled, passivity and disinfected. Only in this way can piping meet technical needs of production and usage.1.2《脱脂工程施工及验收规范》HG20202-2000。
Construction and Acceptance Criteria of Industrial Piping1.3《工业设备化学清洗质量标准》HG/T2387-2007Quality Criteria of Chemical Cleaning for Industrial Equipment1.4VWS提供的图纸Drawings supplied by VWS1.5管线的材质为全部为316L,如有其它材质,清洗前必须说明。
Material of pipeline is all 316L. Give a description of the material before cleaning if other materials are used.2 工作范围Working scope主要为卫生级不锈钢SS316L管道Mainly for sanitary SS316L pipe.2.1从纯水制造机到纯水TANK接口前级的循环管道;Pipes from Orion to water tank and pipes of water tank returning to the front tank.2.2纯水循环管道;PW loop distribution Pipes.3 清洗工艺Cleaning process3.1采用我公司多年成熟的不锈钢管道清洗工艺。
Adopt cleaning process for stainless steel pipe which we are good at.3.2 管道的清洗工艺为:Piping cleaning process is as follows:临时配管建立循环回路form circulation—拆除滤芯remove filter—水冲洗water flush——脱脂degrease——水冲洗rinse by water——酸洗pickling,钝化passivation——水冲洗rinse bywater——系统恢复system reset3.3设备、管线系统内不宜清洗的部件:Components in the equipment and piping that are not suitable to be cleaned清洗系统中的仪表类(一次仪表、二次仪表及仪表传感器)和UV杀菌灯、热交换器(板式及管壳式)对清洗液敏感的部件应临时拆除。
Other components, such as 1st loop instrument, 2nd loop instrument and other transmitter, UV, HX (including plate type and tube/shell) that are not in conformity with material and are sensitive to cleaning agent, such as flow meter, conductivity meter, level meter, wiring, tank, etc should be dismantled temporarily.3.4管线系统内不参与清洗的短管等拆除的部件采用浸泡清洗,清洗完成后经检验合格后用塑料保鲜膜包扎,等管线系统清洗完成后再安装复位。
All components did not involved on the pipeline to be soaked and cleaned. After cleaned and tested, it must be packed with plastic film. Installed and positioned after pipe clean finished.3.5清洗流程Cleaning process3.5.1.所有需要清洗的管道用临时管道连接形成清洗循环系统,采用循环清洗,清洗时建立一个循环回路.All piping that need cleaning should be connected by temporary piping to formcirculation system. Circulating cleaning is used and one loop was formed whenproceeding with cleaning.3.5.2.清洗流程图Cleaning flow chart根据系统流程图According to the flow chart of the system4 清洗过程Cleaning process所有清洗系统的过程是一样的。
All cleaning system have the same process.4.1人工处理Manual handling4.1.1.管线在清洗前要做全面检查,设备材质和方案中所列要一致。
Pipelines should be inspected in the overall perspective before cleaning and make sure that equipment material is in conformity with that listed in the scheme.4.1.2.不参与清洗的被隔离的仪表阀门等要在清洗前检查确认Isolated instruments andvalves that are not cleaned should be checked before cleaning。
4.1.3. 测试样品必须包含两个新焊的,未清洗的焊缝。
一个安装在将要清洗的管路中,另外一个放在化学清洗罐内;.4.2水冲洗:水冲洗及试压的目的在除去管线内表面积灰、泥沙、脱落的金属氧化物及其它疏松污垢,并在模拟清洗状态下对临时清洗回路进行泄漏检查。
Rinse with water. Rinse and pressure test aim to remove ashes, mud and shed metallic oxide and other loose dirt on the surface of pipelines and proceed with leak test on temporary cleaning loop under the circumstances of cleaning stimulation.用纯化水(氯离子小于0.1ppm)进行冲洗,冲洗时控制进出水平衡。
冲洗的同时检查清洗循环系统是否有泄漏等情况发生,如果有,在清洗剂添加前要处理好。
Rinse with purified water (chlorine ion is less than 0.1ppm). In rinse process control the balance between incoming and outgoing water and check if circulating system leaks. If so, do it well before adding cleaning agent.4.3脱脂:脱脂处理的目的系统内表面在制作、安装、过程中产生的油脂,使酸洗液能完全,彻底地和系统内表面接触,从而使清洗彻底,钝化膜完整;Degrease. It aims to degrease the oil produced in the fabrication, installation of inner surface of system to make pickling agent get in full contact with inner surface system. Therefore cleaning can be finished fully and passivation membrane is in complete situation.4.3.1.操作步骤,系统加入纯化水(氯离子小于0.1ppm)至预定液位,开始循环,并加入碱洗药剂。
Procedure. Inject purified water (chlorine ion is less than 0.1ppM) into the system and begin the circulation. And add alkaline cleaning medicament for stainless steel and degreasing finishes.4.3.2.工艺条件:Process温度temperature 常温normal temperature循环时间circulating time2小时hours循环时间可根据天气、管道复杂情况适当延长或缩短。
Circulating time can be lengthened or shortened according to the weather and piping.4.3.3.脱脂药剂:Degreasing medicament序号No 名称Name1 氢氧化钠直到其浓度为1%4.3.4. 测试项目:Items to be testedPH 1次/半小时once/half hour脱脂液PH要求维持在12以上,当PH小于12时应添加氢氧化钠。