钢筋套丝机现场检查记录表格
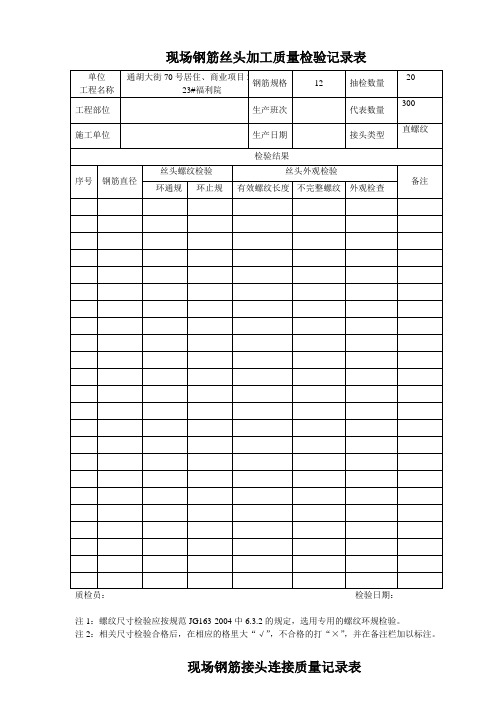
1、现场钢筋丝头加工质量检验记录表

工程名称
钢筋规格
抽检数量
工程部位
生产班次
代表数量
施工单位
生产日期
接头类型
检验结果
序号
钢筋直径
丝头螺纹检验
丝头外观检验
备注
环通规
环止规
有效螺纹长度
不完整螺纹
外观检查
质检负责人:检验员:检验日期:
注1螺纹尺寸检验应按规范JG163-2004中632的规定,选用专用的螺纹环规检验。
注2:相关尺寸检验合格后,在相应的格里大“V”,不合格的打“X”,并在备注栏加以标注。
现场钢筋接头连接质量记录表
工程名称
钢筋规格
抽检数量
工程部位
生产班次
代表数量
施工单位
生产日期
接头类型
检验结果
序号
钢筋直径
拧紧力矩值检验
外露有效螺纹检验
备注
左
右
质检负责人:检验员:检验日期:
注1拧紧力矩检验应按规范JG163-2004中表3的规定进行检验。
套丝机检查卡

检查人:检查日期:
序号
项目
检查要求
是/否
备注
1
设
备
检
查
外壳
无裂缝和破损
手柄
完好
夹紧装置
前后夹紧装置完好操作灵活,夹紧可靠
放置
平衡可靠,工作时不得有明显的震动
割刀架,割刀刀片
割刀手柄转动灵活,丝扣完好,割刀刀片完好
倒角器
倒角器固定装置完好
2
用
电
安
全
接地装置
连接正确,牢固可靠;
电源线
电源线完好无损;应使用整根导线,
插头、插座
完整无损
开关动作
正常、灵活,有无缺陷、破裂;
3其他注:1检源自结果填写“是/否”2否项在备注里注明原因
3每季检查一次
施工现场电气设备检查记录表精选
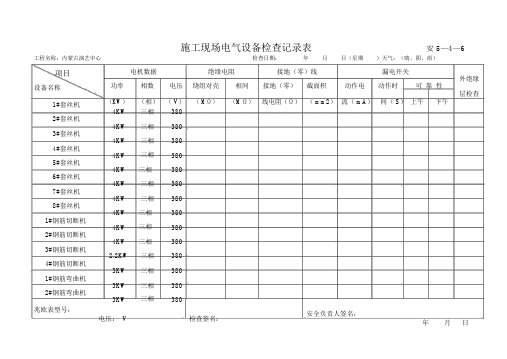
施工现场电气设备检查记录表安 5—4—6 工程名称:内蒙古演艺中心检查日期:年月日(星期)天气:(晴、阴、雨)项目设备名称1#套丝机2#套丝机3#套丝机4#套丝机5#套丝机6#套丝机7#套丝机8#套丝机1#钢筋切断机2#钢筋切断机3#钢筋切断机4#钢筋切断机1#钢筋弯曲机2#钢筋弯曲机兆欧表型号:电机数据绝缘电阻接地(零)线漏电开关外绝缘功率相数电压绕组对壳相间接地(零)截面积动作电动作时可靠性层检查(KW)(相)( V)( MΩ)(MΩ)线电阻(Ω)( mm2)流( mA)间( S)上午下午4KW 三相3804KW 三相3804KW 三相3804KW 三相3804KW 三相3804KW 三相3804KW 三相3804KW 三相3804KW 三相3804KW 三相3802.2KW 三相3803KW 三相3803KW 三相3803KW 三相380电压: V 检查签名:安全负责人签名:年月日施工现场电气设备检查记录表安 5—4—6 工程名称:内蒙古演艺中心检查日期:年月日(星期)天气:(晴、阴、雨)项目设备名称3#钢筋弯曲机4#钢筋弯曲机1#木工切割机1#钢筋弯箍机1#钢筋调直机1#交流电焊机1#切割机2#切割机3#切割机4#切割机电机数据绝缘电阻接地(零)线漏电开关外绝缘功率相数电压绕组对壳相间接地(零)截面积动作电动作时可靠性层检查(KW)(相)( V)( MΩ)(MΩ)线电阻(Ω)( mm2)流( mA)间( S)上午下午3KW 三相3803KW 三相3802.2KW 三相3802.2 ,三相3804KW15KW 三相38020KW 三相3803KW 三相3803KW 三相3803KW 三相3803KW 三相380安全负责人签名:兆欧表型号:电压: 500 V 检查电工签名:年月日。
现场钢筋丝头加工质量检验记录表

西安市XXXXXXXXXXXXXXXXXX标钢筋直螺纹套筒连接检验记录表中铁XXXXXXXXX公司西安·二〇一五年说明钢筋机械连接技术规程JGJ 107-2010节选6 施工现场接头的加工与安装6.1接头的加工在施工现场加工钢筋接头时,应符合下列规定:1 加工钢筋接头的操作工人应经专业技术人员培训合格后才能上岗,人员应相对稳定;2 钢筋接头的加工应经工艺检验合格后方可进行;直螺纹接头的现场加工应符合下列规定:1 钢筋端部应切平或镦平后加工螺纹;2 镦粗头不得有与钢筋轴线相垂直的横向裂纹;3 钢筋丝头长度应满足企业标准中产品设计要求,公差应为0~p为螺距:4 钢筋丝头宜满足6f级精度要求,应用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入长度,止规旋入不得超过3p;抽检数量10%,检验合格率不应小于95%;锥螺纹接头的现场加工应符合下列规定:1 钢筋端部不得有影响螺纹加工局部弯曲;2 钢筋丝头长度应满足设计要求,使拧紧后的钢筋丝头不得相互接触,丝头加工长度公差应为-0.5p~-1.5p;3 钢筋丝头的锥度和螺距应使用专用锥螺纹量规检验;抽检数量10%,检验合格率不应小于95%;6.2接头的安装直螺纹钢筋接头的安装质量应符合下列要求:1 安装接头时可用管钳扳手拧紧,应使钢筋丝头在套筒中央位置相互顶紧;标准型接头安装后的外露螺纹不宜超过2p;2 安装后应用扭力扳手校核拧紧扭矩,拧紧扭矩值应符合本规程表的规定;表直螺纹接头安装时的最小拧紧扭矩值3 校核用扭力扳手的准确度级别可选用10级;锥螺纹钢筋接头的安装质量应符合下列要求:1 接头安装时应严格保证钢筋与连接套筒的规格相—致;2 接头安装时应用扭力扳手拧紧,拧紧扭矩值应符合本规程表的要求;表锥螺纹接头安装时的拧紧扭矩值3 校核用扭力扳手与安装用扭力扳手应区分使用,校核用扭力扳手应每年校核1次,准确度级别应选用5级;套筒挤压钢筋接头的安装质量应符合下列要求:1 钢筋端部不得有局部弯曲,不得有严重锈蚀和附着物;2 钢筋端部应有检查插入套筒深度的明显标记,钢筋端头离套筒长度中心点不宜超过10mm;3挤压应从套筒中央开始,依次向两端挤压,压痕直径的波动范围应控制在供应商认定的允许波动范围内,并提供专用量规进行检验;4 挤压后的套筒不得有肉眼可见裂纹;7 施工现场接头的检验与验收工程中应用钢筋机械接头时,应由该技术提供单位提交有效的型式检验报告;钢筋连接工程开始前,应对不同钢筋生产厂的进场钢筋进行接头工艺检验;施工过程中,更换钢筋生产厂时,应补充进行工艺检验;工艺检验应符合下列规定:1 每种规格钢筋的接头试件不应少于3根;2 每根试件的抗拉强度和3根接头试件的残余变形的平均值均应符合本规程表和表的规定;3接头试件在测量残余变形后可再进行抗拉强度试验,并宜按按本规程附录A 表中的单向拉伸加载制度进行试验;4 第一次工艺检验中1根试件抗拉强度或3根试件的残余变形平均值不合格时,允许再抽3根试件进行复验,复验仍不合格时判为工艺检验不合格;、接头安装前应检查连接件产品合格证及套筒表面生产批号标识;产品合格证应包括适用钢筋直径和接头性能等级、套筒类型、生产单位、生产日期以及可追溯产品原材料力学性能和加工质量的生产批号;现场检验应按本规程进行接头的抗拉强度试验,加工和安装质量检验;对接头有特殊要求的结构,应在设计图纸中另行注明相应的检验项目;接头的现场检验应按验收批进行,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,应以500个为一个验收批进行检验与验收,不足500个也应作为一个验收批;螺纹接头安装后应按本规程第条的验收批,抽取其中10%的接头进行拧紧扭矩校核,拧紧扭矩值不合格数超过被校核接头数的5%时,应重新拧紧全部接头,直到合格为止;对接头的每一验收批,必须在工程结构中随机截取3个接头试件作抗拉强度试验,按设计要求的接头等级进行评定;当3个接头试件的抗拉强度均符合本规程表中相应等级的强度要求时,该验收批应评为合格;如有1个试件的抗拉强度不符合要求,应再取6个试件进行复检;复检中如仍有1个试件的抗拉强度不符合要求,则该验收批应评为不合格;现场检验连续10个验收批抽样试件抗拉强度试验一次合格率为100%时,验收批接头数量可扩大1倍;现场截取抽样试件后,原接头位置的钢筋可采用同等规格的钢筋进行搭接连接,或采用焊接及机械连接方法补接;对抽检不合格的接头验收批,应由建设方会同设计等有关方面研究后提出处理方案;质检负责人:检验员:检验日期:注:P-表示螺距;合格:√,不合格:×;C-表示螺纹周长;。
钢筋套丝机进场验收表

工程名称
规格型号
设备编号
设备操作手
项 目
内 容 及 要 求Fra bibliotek结果备注
1.安装
1,机身安装是否稳固,工作台面水平一致
2,按钢筋的直径调整丝轴,丝轴应与钢筋直径保持一定间距
3.检查丝轴及其他部位无损坏和裂纹
2.安全防护
1,传动部位是否紧固可靠
2,钢筋套丝机的作业范围内无障碍物
3,操作棚防雨,防砸
3,运转
1,设备运转正常,无异常,无异响
4.电气
1,设备外壳是否做保护接零,使用符合要求的开关箱
设
备
科
验
收
意见
见
验收意见:
部门负责人:
日 期:
质量安全
科
验
收
意见
见
验收意见:
部门负责人:
日 期:
项
目
技术负责人
验收意见:
技术负责人:
日 期:
钢筋套丝机现场检查记录表格
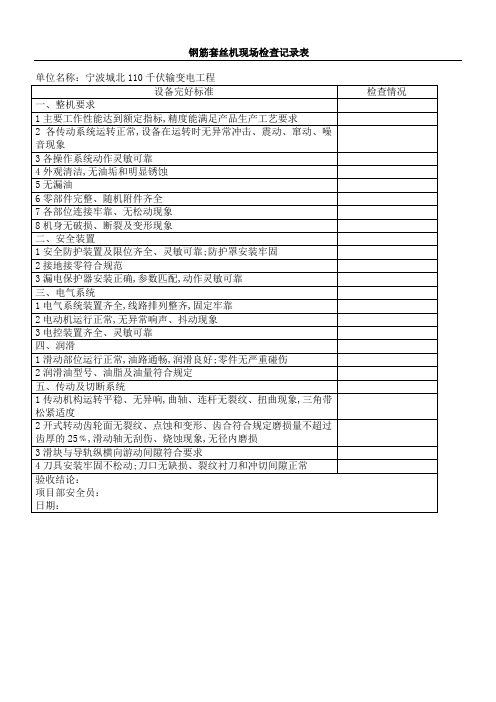
单位名称:宁波城北110千伏输变电工程
设备完好标准
检查情况
一、整机要求
1主要工作性能达到额定指标,精度能满足产品生产工艺要求
2各传动系统运转正常,设备在运转时无异常冲击、震动、窜动、噪音现象
3各操作系统动作灵敏可靠
4外观清洁,无油垢和明显锈蚀
5无漏油
6零部件完整、随机附件齐全
1滑动部位运行正常,油路通畅,润滑良好;零件无严重碰伤
2润滑油型号、油脂及ຫໍສະໝຸດ 量符合规定五、传动及切断系统
1传动机构运转平稳、无异响,曲轴、连杆无裂纹、扭曲现象,三角带松紧适度
2开式转动齿轮面无裂纹、点蚀和变形、齿合符合规定磨损量不超过齿厚的25﹪,滑动轴无刮伤、烧蚀现象,无径内磨损
3滑块与导轨纵横向游动间隙符合要求
7各部位连接牢靠、无松动现象
8机身无破损、断裂及变形现象
二、安全装置
1安全防护装置及限位齐全、灵敏可靠;防护罩安装牢固
2接地接零符合规范
3漏电保护器安装正确,参数匹配,动作灵敏可靠
三、电气系统
1电气系统装置齐全,线路排列整齐,固定牢靠
2电动机运行正常,无异常响声、抖动现象
3电控装置齐全、灵敏可靠
四、润滑
4刀具安装牢固不松动;刀口无缺损、裂纹衬刀和冲切间隙正常
验收结论:
项目部安全员:
日期:
1-钢筋直螺滚丝机定期检查表

山水锦园一期工程B地块
施工单位
广厦建设集团云南分公司
设备型号
安装日期
检查部门
被检查部门
检查项目
检查内容
发现隐患
整改限期
安外作业,防护棚的搭设符合要求
各部位连接牢固、无松动现象
机体清洁,无油垢、锈蚀
安全防护
各零部件齐全,切刀无裂纹,刀架螺栓紧固,各部分连接安全可靠
各传动部分和轴承运转正常,无异常现象
各润滑点润滑良好,油量、油质符合要求
防护罩坚固可靠
电气
有专用的开关箱,安装位置确当,固定牢靠
闸具、熔断器、漏电保护器参数与设备容量匹配,设置合理
接零保护安全可靠
使用按钮开关
检查人员(签字)
安全负责人
技术负责人
设备管理员
设备操作员
复
查
结
论
复查人:
年月日
钢筋直螺滚丝机定期检查表
注:此检查表一式两份,检查部门一份,被检查部门一份。
现场钢筋丝头加工质量检查记录表

现场钢筋丝头加工质量检查记录表一、检查概述本次检查针对现场钢筋加工工人对于钢筋丝头加工质量的执行情况进行检查。
本次检查共涉及了以下内容:1.加工钢筋丝头的工艺标准是否符合现行标准的规定;2.加工钢筋丝头的工具和设备是否符合相关要求,是否维护良好;3.工人是否具备钢筋丝头加工技能,并严格遵守加工工艺标准;4.加工钢筋丝头的环境是否干净整洁,有无杂物影响加工质量。
二、检查人员本次检查由以下人员组成:•检查组长:张三•检查组员:李四、王五三、检查内容1. 加工钢筋丝头的工艺标准是否符合现行标准的规定在现场检查中,检查人员发现加工钢筋丝头的工艺标准符合现行标准的规定,主要表现在以下几个方面:•现场钢筋加工工人熟练掌握加工工艺标准,能够正确的操作加工工具和设备;•钢筋丝头的长度和直径符合现行标准的规定;•钢筋丝头的表面光滑无明显的毛刺和裂痕;•钢筋丝头的连接件与加工钢筋之间紧密连接,连接件表面无防锈处理隐患。
2. 加工钢筋丝头的工具和设备是否符合相关要求,是否维护良好通过现场检查发现,工具和设备符合相关的要求,并且维护良好,主要表现在以下几个方面:•加工工人使用的钢筋剪和切割机能够满足加工的工艺要求;•工具和设备的尺寸和质量工艺符合现行标准的规定;•工具和设备经过定期检查和维修,并保持清洁和稳定状态。
3. 工人是否具备钢筋丝头加工技能,并严格遵守加工工艺标准在现场检查中,检查人员观察了工人的作业过程,发现工人具备钢筋丝头加工技能,并且严格遵守加工工艺标准,主要表现在以下几个方面:•工人熟练掌握加工工艺技能,能够根据图纸要求加工钢筋丝头;•工人严格按照加工工艺标准进行操作,确保加工质量符合现行标准的规定;•工人对于加工中可能存在的风险有清晰的认识,并做好安全防护措施。
4. 加工钢筋丝头的环境是否干净整洁,有无杂物影响加工质量现场钢筋加工的环境干净整洁,无杂物影响加工质量,主要表现在以下几个方面:•工作区域环境清洁,通风良好;•工作现场整洁无杂物,不影响钢筋丝头加工质量;•加工钢筋丝头的材料都摆放在指定区域,有序管理。
现场钢筋丝头加工质量检验记录表(必查)
现场钢筋接头连接质量记录表
单位
工程名称
通胡大街70号居住、商业项目22#办公23#福利院
钢筋规格
12
抽检数量
20
工程部位
生产班次
代表数量
300
施工单位
生产日期
接头类型
直螺纹
检验结果
序号
钢筋直径
拧紧力矩值检验
外露有效螺纹检验Байду номын сангаас
现场钢筋丝头加工质量检验记录表
单位
工程名称
通胡大街70号居住、商业项目22#办公23#福利院
钢筋规格
12
抽检数量
20
工程部位
生产班次
代表数量
300
施工单位
生产日期
接头类型
直螺纹
检验结果
序号
钢筋直径
丝头螺纹检验
丝头外观检验
备注
环通规
环止规
有效螺纹长度
不完整螺纹
外观检查
质检员:检验日期:
注1:螺纹尺寸检验应按规范JG163-2004中6.3.2的规定,选用专用的螺纹环规检验。
备注
左
右
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
质检员:检验日期:
注1:拧紧力矩检验应按规范JG163-2004中表3的规定进行检验。
注2:外露有效螺纹检验按规范JG163-2004中6.3.3的规定检验。
注3:相关检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
现场钢筋丝头加工质量检验记录表
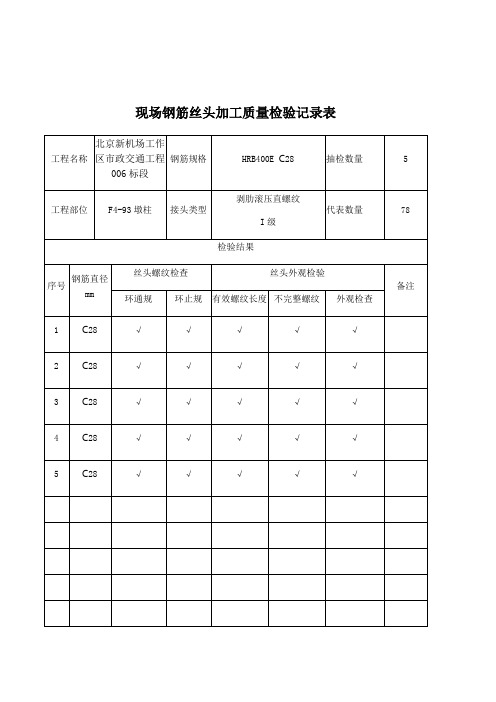
现场钢筋丝头加工质量检验记录表北京新机场工作 工程名称 区市政交通工程 钢筋规格 006 标段HRB400E C28抽检数量5剥肋滚压直螺纹 工程部位 F4-93 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工质量检验记录表北京新机场工作工程名称 区市政交通工程 钢筋规格 HRB400E C28 抽检数量 5006 标段剥肋滚压直螺纹 工程部位 F4-94 墩柱 接头类型 I级 检验结果 钢筋直径 mm 丝头螺纹检查 环通规 √ 环止规 √ 丝头外观检验 备注 有效螺纹长度 不完整螺纹 √ √ 外观检查 √ 代表数量78序号1C282C28√√√√√3C28√√√√√4C28√√√√√5C28√√√√√监理工程师:检验日期:2017/9/3注:1、本表引用《滚轧直螺纹钢筋连接接头》JG 163-2004 中附录 D; 2、直螺纹接头的加工质量应符合《钢筋机械连接技术规程》JGJ107-2010 中 6.1.2 的规定; 3、有效螺纹长度:C20=25~26; C22=27~28; C25=30~31; C28=32~33; C32=37~38; 4、相关检验合格后,在相应的格里打“√”,不合格时打“×”,并在备注栏里加以标注。
现场钢筋丝头加工安装质量检验记录表
现场钢筋丝头加工安装质量检验记录表
SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
直螺纹套筒质量检查记录
注:1、每批次直螺纹连接使用套筒数量的10%检验;如有一个不合格,即应对该加工批全数检查,不合格套筒应退货。
2、检查项目合格的打“√”,否则打“×”,全部检查项目合格的在检验结论中填写“合格”。
现场钢筋丝头加工质量检验记录表
注 1、螺纹尺寸检查按规范JGJ107-2016的规定进行检验,选用专用的螺纹环规检验。
2、相关尺寸检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
现场钢筋接头连接质量记录表
注1:拧紧力矩检验应按规范JGJ107-2016的规定进行检验。
注2:外露有效螺纹检验按规范JGJ107-2016中的规定检验。
注3:相关检验合格后,在相应的格里大“√”,不合格的打“×”,并在备注栏加以标注。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(7)各部位连接牢靠、无松动现象
(8)机身无破损、断裂及变形现象
二、安全装置
(1)安全防护装置及限位齐全、灵敏可靠。防护罩安装牢固
(2)接地(接零)符合规范
(3)漏电保护器安装正确,参数匹配,动作灵敏可靠
三、电气系统
(1)电气系统装置齐全,线路排列整齐,固定牢靠
(2)电动机运行正常,无异常响声、抖动现象
钢筋套丝机现场检输变电工程
设备完好标准
检查情况
一、整机要求
(1)主要工作性能达到额定指标,精度能满足产品生产工艺要求
(2)各传动系统运转正常,设备在运转时无异常冲击、震动、窜动、噪音现象
(3)各操作系统动作灵敏可靠
(4)外观清洁,无油垢和明显锈蚀
(5)无漏油
(3)滑块与导轨纵横向游动间隙符合要求
(4)刀具安装牢固不松动。刀口无缺损、裂纹衬刀和冲切间隙正常
验收结论:
项目部安全员:
日期:
(3)电控装置齐全、灵敏可靠
四、润滑
(1)滑动部位运行正常,油路通畅,润滑良好。零件无严重碰伤
(2)润滑油型号、油脂及油量符合规定
五、传动及切断系统
(1)传动机构运转平稳、无异响,曲轴、连杆无裂纹、扭曲现象,三角带松紧适度
(2)开式转动齿轮面无裂纹、点蚀和变形、齿合符合规定(磨损量不超过齿厚的25﹪,滑动轴无刮伤、烧蚀现象,无径内磨损