电渣重熔技术的最新进展
电渣重熔技术在金属冶炼中的应用

高效节能
科研人员正在研究如何降低电渣 重熔技术的能源消耗,提高能源 利用效率,以满足日益严格的节
能减排要求。
广泛应用
电渣重熔技术的应用范围正在不 断扩大,不仅适用于钢铁、有色 金属等传统领域,还逐渐拓展至 新材料、航空航天等高科技领域
。
技术发展趋势
智能化控制
随着人工智能技术的发展,未来电渣重熔技术有 望实现智能化控制,提高生产效率和产品质量。
2023 WORK SUMMARY
电渣重熔技术在金属 冶炼中的应用
汇报人:
2023-12-30
REPORTING
目录
• 电渣重熔技术概述 • 电渣重熔技术的冶炼过程 • 电渣重熔技术在金属冶炼中的应用实例 • 电渣重熔技术的挑战与前景
PART 01
电渣重熔技术概述
技术定义与原理
定义
电渣重熔是一种利用电流通过液 态渣池产生的热量和电磁力进行 金属再熔炼的工艺。
质量检测与控制
对金属锭进行质量检测, 如化学成分、金相组织、 机械性能等,以确保产品 质量符合要求。
PART 03
电渣重熔技术在金属冶炼 中的应用实例
在钢铁冶炼中的应用
钢铁是全球使用最广泛的金属材料之一,电渣重熔技术在钢 铁冶炼中有着广泛的应用。通过电渣重熔技术,可以生产出 高质量、高性能的钢铁材料,广泛应用于建筑、机械、汽车 、船舶等领域。
原理
通过熔融渣池的电阻加热和电磁 力作用,实现对金属材料的提纯 、均质化和细化组织等效果。
技术发展历程
起源
现状
电渣重熔技术起源于20世纪30年代, 最初用于生产高质量的钢轨和无缝钢 管。
目前,电渣重熔技术已经成为一种成 熟的金属加工技术,广泛应用于钢铁 、有色金属、航空航天等领域。
电渣炉重熔技术最新发展
对 S 、S 、 S 、P 等 有 害 元 素 的 要 求 含量 更 低 , 、P b n b
S <20 0一 P<5 x1 Oxl O~ , S b<5 0xl 0 , S 25 0一 n< ×1
P < x0 N、H、O 总 量 要 求 5  ̄0 以 下 甚 至 要 b 5 l~, 0 1
lrn& Se l . 1cyDe t I o te Me u p ,No tes ie s r at h Unv ri S n  ̄ g1 0 0 Chn ) e b y 0 4 1 ia
Ab t a t h s ri l d s rb st e s g si h e eo me t f ler s  ̄f r a ea di c n d v ] p n sr c :T i a t e e c ie l t e nt e d v l p n o e e to l u n c n t r e t e e o me t c me a a se Ke r s lc msa u n c ;d v lp n ;s g ywo d :e e t lg f r a e e eo me t t e a
实 际生 产 中 几 乎没 有 应 用 。希望 电渣 冶 金 工 作 者 在这 方面继续 进 行有 效 工 作
( )重熔锭表面光滑 ,基本不需 加工 ; 5
() 宏 观 偏析 ,显微 偏 析 较 轻 ; 6 (1锭 组 织 致 密 ,无 疏 松 缺 陷 7
2 电渣重熔对现代工业材料的贡献 现代航空 、航天 、军工 以及 民用工业对高级台金 材料提 出了更 为苛 刻的要求 对成分要求更为精确 ,
产 lt 以下的钢锭 .第二阶段 ,l6 9 0~ 18 9 0年为电 碴炉大发展阶段 , 工艺 的研究和设备 的研 究制造 , 把 电渣 技术推 向一个高峰 ,电渣炉 生产 的钢锭 由 16 90
科技新进展:高品质特殊钢绿色节能电渣重熔技术
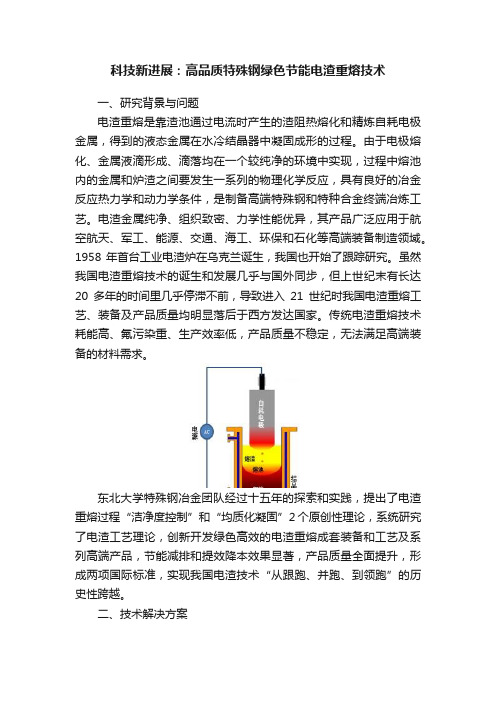
科技新进展:高品质特殊钢绿色节能电渣重熔技术一、研究背景与问题电渣重熔是靠渣池通过电流时产生的渣阻热熔化和精炼自耗电极金属,得到的液态金属在水冷结晶器中凝固成形的过程。
由于电极熔化、金属液滴形成、滴落均在一个较纯净的环境中实现,过程中熔池内的金属和炉渣之间要发生一系列的物理化学反应,具有良好的冶金反应热力学和动力学条件,是制备高端特殊钢和特种合金终端冶炼工艺。
电渣金属纯净、组织致密、力学性能优异,其产品广泛应用于航空航天、军工、能源、交通、海工、环保和石化等高端装备制造领域。
1958年首台工业电渣炉在乌克兰诞生,我国也开始了跟踪研究。
虽然我国电渣重熔技术的诞生和发展几乎与国外同步,但上世纪末有长达20多年的时间里几乎停滞不前,导致进入21世纪时我国电渣重熔工艺、装备及产品质量均明显落后于西方发达国家。
传统电渣重熔技术耗能高、氟污染重、生产效率低,产品质量不稳定,无法满足高端装备的材料需求。
东北大学特殊钢冶金团队经过十五年的探索和实践,提出了电渣重熔过程“洁净度控制”和“均质化凝固”2个原创性理论,系统研究了电渣工艺理论,创新开发绿色高效的电渣重熔成套装备和工艺及系列高端产品,节能减排和提效降本效果显著,产品质量全面提升,形成两项国际标准,实现我国电渣技术“从跟跑、并跑、到领跑”的历史性跨越。
二、技术解决方案针对传统电渣重熔耗能高、氟污染严重、效率低、产品质量不稳定,高性能大单重厚板无法满足高端装备的材料需求等问题,采用“基础研究-关键共性技术-应用示范-行业推广”全创新链的研发模式,系统研究了电渣重熔过程炉渣物理化学性质、渣-金-气反应以及电制度等对其过程的电场、磁场、流场和温度场,以及气体(氢、氧)、非金属夹杂物和钢锭凝固组织的影响机理和规律,开发了绿色高效的新一代电渣重熔成套装备和工艺技术,解决了传统电渣重熔存在的主要问题,实现了电渣重熔生产大幅度的节能减排,显著提高了生产效率和降低生产成本,提升了电渣钢的产品质量,开发了一系列高品质特殊钢品种。
2024版电渣重熔技术新进展PPT教案

目录
• 电渣重熔技术概述 • 电渣重熔技术新进展 • 关键设备与工艺优化 • 实验研究及案例分析 • 未来发展趋势与挑战 • 总结与展望
01
电渣重熔技术概述
定义与原理
定义
电渣重熔技术是一种利用电流通过熔渣产生的热量来熔 化金属电极,并在水冷结晶器中凝固成锭的冶金工艺。
数据处理与结果分析
数据收集与整理
收集实验过程中的电压、 电流、温度等关键参数, 以及金属成分、组织等数 据。
数据处理
对收集的数据进行清洗、 整理和分析,提取有用信 息。
结果展示
通过图表、图像等形式展 示实验结果,便于分析和 比较。
案例展示及讨论
案例选择
选择具有代表性的电渣重熔实验 案例,如不同金属材料的重熔、
电渣重熔技术应用领域
介绍了电渣重熔技术在航空航天、能源、化工等领域的应用实例,突显其重要性和广泛应用 前景。
学生自我评价与反思
知识掌握程度
通过本次课程学习,我对电渣重熔技术的基本原理、新进展和应用 领域有了更深入的了解,掌握了相关知识和技能。
学习方法与效果
在学习过程中,我采用了多种学习方法,如阅读文献、听讲座、与 同学讨论等,取得了良好的学习效果。
原理
该技术基于电流的热效应,当电流通过具有高电阻的熔 渣时,产生大量热量使金属电极熔化,熔化的金属液滴 通过熔渣进入结晶器,在水冷作用下凝固成锭。
发展历程及现状
01 20世纪初
电渣重熔技术的起源,最初用于 生产特殊钢。
02 20世纪50年代
该技术得到快速发展,开始应用 于生产大型锻件和铸件。
03 21世纪初至今
03 余热回收技术
利用电渣重熔过程中产生的余热,进行回收利用, 提高能源利用效率。
2024年电渣重熔市场需求分析
电渣重熔市场需求分析1. 引言电渣重熔是一种重要的废钢利用方式,通过高温熔化废钢中的电渣,将其分离出来,以得到回收利用的金属和其他有价值的组分。
近年来,电渣重熔市场需求快速增长,本文将对电渣重熔市场需求进行详细分析,并探讨相关影响因素。
2. 市场需求情况电渣重熔市场需求的增长主要受以下几个方面的影响:2.1 工业发展需求随着全球工业化进程的加快,各行各业对金属原材料的需求大幅增加。
废钢经过电渣重熔可以得到高纯度的金属,满足不同工业领域对金属的需求,如建筑、汽车制造、机械制造等。
这种高效的废钢利用方式可以节约大量的原材料,因此受到工业领域的青睐。
2.2 环保要求推动随着人们对环境保护意识的不断提高,废钢的回收利用成为重要的环保举措。
相比于传统的废钢处理方式,电渣重熔可以有效减少废钢的排放量,减轻对环境的污染,因此得到环保机构的支持和推动。
2.3 技术进步带动需求增长电渣重熔技术的不断进步和成本的下降,进一步推动了市场需求的增长。
新一代的电渣重熔设备具有更高的熔化效率和更低的能耗,可以满足大规模废钢处理的需求。
同时,相关配套设备和工艺的改进也提升了电渣重熔的生产效率和产品质量,进一步吸引了投资者的关注。
3. 市场发展趋势基于对电渣重熔市场需求的分析,可以得出以下几个市场发展趋势:3.1 国内市场需求稳步增长中国是全球最大的钢铁生产和消费国,废钢资源丰富。
随着经济发展和工业化进程,国内对金属原材料的需求持续增加,将推动电渣重熔市场的发展。
同时,政府对于环保和资源利用的要求也将进一步推动电渣重熔市场的发展。
3.2 技术升级不断推动市场变革电渣重熔技术的不断进步将带动市场迈向更高效、更环保的方向。
随着熔炼效率和产品质量的不断提升,电渣重熔将在废钢处理领域占据更大的市场份额。
同时,新材料的需求也将推动电渣重熔市场的发展。
3.3 多元化应用的拓展电渣重熔的应用不仅局限于金属回收,还可以用于其他领域。
例如,电渣重熔可以将废钢中的有害物质进行杀灭和稳定化处理,还可以提取出废钢中的其他有价值组分,如铜、铝等。
电渣重熔冶炼技术
电渣重熔冶炼技术
1 引言
电渣重熔冶炼技术是熔化废旧金属的一种方法,能够有效地回收金属资源,减轻资源的消耗和环境污染。
本文将从技术原理、设备结构、优点和发展趋势等方面介绍该技术。
2 技术原理
电渣重熔冶炼技术是通过电极向熔体中通入一定的电流和电压,使废旧金属在高温下熔化。
同时,添加一定量的草酸盐或碳化物,将金属污染物转化为易于脱除的渣滓。
熔融时,废旧金属中的杂质被转化为渣滓,可通过重力作用自然分层,而金属熔体则通过不同的喷吐器进行分离。
3 设备结构
电渣重熔冶炼设备主要由炉爐鼓风系统、电极导电系统、草酸盐或碳化物投加系统、喷吐与收渣系统等部分组成。
其中,炉爐主要由铁墙、保温层和炉底构成,电极通常采用水冷型,以防止焦化。
而草酸盐或碳化物的加入量和时间、喷吐器的数量和位置、加热方式等参数会影响电渣重熔冶炼的效果和质量。
4 优点
电渣重熔冶炼技术的主要优点是可以高效、环保地回收废旧金属,减少对地球资源的消耗和环境的污染。
此外,该技术还可以生产高纯
度的金属材料,广泛应用于工业生产。
5 发展趋势
电渣重熔冶炼技术已经成为国际铸造行业中广泛使用的一种高效、环保的回收技术。
未来,随着金属回收利用的重要性不断提升,电渣
重熔冶炼技术将在材料回收领域中扮演更为重要的角色。
同时,技术
革新和设备升级还将进一步提高电渣重熔冶炼技术的效率和质量。
6 结论
无论是从环保角度,还是从资源利用率的角度来看,电渣重熔冶
炼技术都是一种十分重要的回收技术。
未来,我们应该进一步加强对
该技术的研究和探索,为推动环境保护和可持续发展做出贡献。
电渣重熔工模具钢及电渣熔铸技术
0100708 电渣重熔工模具钢及电渣熔铸技术文章来源:淄博市信息中心33.电渣重熔工模具钢及电渣熔铸技术1.电渣重熔的特点电渣重熔是利用电流通过熔渣时产生的电阻热作为热源进行熔炼的方法。
其目的主要是提纯金属,并获得结晶组织均匀致密的钢锭。
经电渣重熔的钢,纯度高、含硫量低、非金属夹杂物少、钢锭表面光滑、结晶均匀致密、金相组织和化学成分均匀。
电渣钢的铸态机械性能可达到或超过同钢种锻件的指标。
电渣重熔的产品品种多,应用范围广。
其钢种有:碳素钢、合金结构钢、轴承钢、模具钢、高速钢、不锈钢、耐热钢、超高强度钢、高温合金、精密合金、耐蚀合金、电热合金等400多个钢种。
此外,可用电渣法直接熔铸异形铸件,可以铸代锻,简化生产工序,提高金属的利用率。
电渣重熔设备简单,操作方便,不仅能生产钢锭,还可以作为小型炼钢设备冶炼钢水,生产铸钢件,铸铁件。
2.电渣产品及市场分析电渣钢由于其质量好,产品品种多,其产品几乎遍及国民经济的各个部门,如在航空、航天、军工、汽车工业、石油化工、铁路部门、能源工业、轻工业等都有着广泛的应用。
1996年我国钢产量已达到l亿吨,电渣钢将今后若干年内达到1%即100万吨,而我国目前电渣钢不足20万吨,因此,电渣重熔发展前景是很远大的。
以下是东北大学电冶金研究室近年来开发并适合于中小企业的几个电渣产品。
2.1 模具钢为了降低生产成本,提高产品质量和生产效率,提高材料的利用率,国内外制造工业广泛采用各种无切削或少切削工艺,如精密冲裁、精密锻造、压铸、冷挤压、热挤压等以模具压制成型的新工艺代替传统的切削加工工艺。
目前家用电器80%和机电工业70%的零部件采用模具加工。
新工艺的发展促使模具工业迅速发展。
80年代,西方发达国家模具工业产值已超过机床工业的产值。
我国模具工业虽然发展很快,1993年年产值约120亿元,但模具仍然供不应求。
1993年进口模具用汇达6.75亿美元。
特另是高质量的模具主要依赖进口。
高品质特殊钢绿色高效电渣重熔关键技术的开发和应用
高品质特殊钢绿色高效电渣重熔关键技术的开发和应用
为了满足现代工业高品质钢材生产的需求,特殊钢的电渣重熔技术逐渐成为了钢材生产领域的研究热点。
然而,传统的电渣重熔技术存在较多的问题,如能源消耗大、设备投资高、环境污染等,因此对于该技术进行改进和创新,提高其经济和环保效益具有重要意义。
本文将介绍一种绿色高效的电渣重熔关键技术,其开发和应用对于特殊钢的生产将起到一定的推动作用。
一、技术原理
该技术采用的是新型高压电弧电源,可靠性高、电弧稳定耐用、能量损失少、导电性能好,同时配合高频水冷孔,使得渣池稳定,温度控制更加精确。
另外,该技术将电渣重熔与真空冶炼相结合,使得钢水中的不良元素被彻底去除,并减少了钢水在再次冷却后的气孔产生。
此外,通过对炉体进行特殊的防护处理,增加了炉体的使用寿命和稳定性,从而减少了维护和更换的成本。
二、关键技术
1.高压电弧电源技术
改变了传统电弧电源中的变压器结构,采用了新颖的强场构造,使得电弧能够在更小电流下稳定工作,同时将弧气进行高效冷却,减少了能量损失,能够作为电渣重熔的能源供应。
2.真空冶炼技术
通过在电渣重熔的过程中加入真空冶炼工艺,彻底去除钢水中的不良元素,从而提高了钢材的质量和使用寿命。
3.倍增孔设计技术
新型的电渣重熔设备中采用了特殊的倍增孔设计,使得渣池稳定,温度更易控制,进一步提高了钢材的质量。
三、应用前景
新型的电渣重熔技术不仅能够提高特殊钢材的质量,同时还具有较高的经济效益和环保效益。
该技术可应用于航空、航天、核电等高端领域,提高了产品的安全性、可靠性和使用寿命,拓展了特殊钢市场的应用范围,具有较广的市场前景和应用潜力。
电渣冶金的未来展望
电渣冶金的未来展望
21世纪电渣冶金仍然具有下列优势:
(1) 电渣重熔在中型及大型锻件生产中,将处于垄断地位。
(2) 在优质工具钢、模具钢、双相不锈耐热钢、含N超高强钢、管坯、冷轧辊领域中占绝对优势,真空电弧重熔在这一领域必为电渣重熔所取代。
(3) 在超级合金领域(高温合金、耐蚀合金、精密合金、电热合金),电渣重熔与真空电弧重熔处于竞争局面;在80年代末,电渣重熔在产量上已超过真空电弧重熔。
(4) 在有色金属生产方面,电渣重熔处于方兴未艾的阶段。
(5) 电渣重熔空心锭和电渣重熔异形铸件具有独特地位,如石化工业用的合金管及曲轴。
(6) 电渣冶金的发展前途是走出单一结晶器重熔而与钢铁冶金流程结合成在线工序,成为冶炼、精炼、连铸的一个环节,如中间包电渣加热。
电渣重熔技术
电渣重熔技术### 电渣重熔技术——提升金属再生利用效率的绿色途径**摘要:** 本文介绍了电渣重熔技术,这是一种用于再生利用金属废料的环保技术。
通过电渣重熔,废弃金属废料得以再次溶解并重新铸造成为新的金属制品。
这种绿色途径不仅提高了金属资源的再生利用效率,还有效减少了对自然资源的依赖和对环境的破坏。
本文将依次介绍电渣重熔技术的原理、优势以及相关的应用领域。
#### 1. 引言随着经济的发展和工业化的进程,大量废弃金属废料被产生出来,这对环境保护和资源利用提出了新的挑战。
为了高效地回收再利用这些金属废料,电渣重熔技术应运而生。
#### 2. 原理电渣重熔技术利用高温电弧将金属废料进行融化,再通过合适的工艺和操作使废料中的杂质被分离、去除,得到高纯度的金属液体。
随后,将这些金属液体注入适当形状的铸造模具中,经过冷却凝固形成新的金属制品。
#### 3. 优势电渣重熔技术相比传统的冶炼方法具有以下优势:- **高效能利用**:该技术可用于回收多种类型的金属废料,包括铁、铜、铝等常见金属。
由于电渣重熔采用集中供电方式,能耗较低,不仅能充分利用金属资源,还节约了能源消耗。
- **环保可持续**:采用电渣重熔技术可以有效减少金属废料对环境的污染。
传统冶炼方法常常需要开采大量矿石,由此带来的生态破坏和废弃物释放大大减少。
- **灵活性和精确度高**:电渣重熔工艺可根据废料的种类和质量要求进行调整,生产出的金属产品具有更高的精确度和可定制性,满足不同领域的应用需求。
#### 4. 应用领域**4.1** 金属制造业:电渣重熔技术广泛应用于金属制造领域,如钢铁冶炼、铸造等,进一步提高了金属制品的质量和物理性能。
**4.2** 建筑业:通过电渣重熔技术,废旧钢筋、废旧铝材等建筑废料得以有效回收,并重新利用于新建筑项目中,减少了资源浪费。
**4.3** 汽车制造业:废弃汽车零部件可以通过电渣重熔技术得到再利用。
这不仅降低了车辆制造的成本,还缓解了废弃物的压力。
电渣重熔的发展及其趋势
电渣重熔的发展及其趋势
师江伟;杨涤心;倪峰
【期刊名称】《特钢技术》
【年(卷),期】2004(009)003
【摘要】简要地回顾了电渣重熔工艺在近几十年的发展与创新.对电渣重熔技术发展过程中的一些重要工艺,如快速重熔、保护气氛下的电渣重熔等进行了简单的描述.这些技术在改善传统电渣冶金工艺局限性的同时,进一步发挥了电渣重熔的优越性,使电渣重熔显示了更宽广的应用前景.并简要地讨论了电渣重熔工艺在21世纪的发展趋势.
【总页数】4页(P58-61)
【作者】师江伟;杨涤心;倪峰
【作者单位】河南科技大学材料科学与工程学院;河南科技大学材料科学与工程学院;河南科技大学材料科学与工程学院
【正文语种】中文
【中图分类】TF1
【相关文献】
1.电渣重熔技术的新发展 [J], 陈永红
2.真空电渣重熔炉发展前景的探讨 [J], 刘喜海;徐成海;单丹阳;陈丽华;李杰;刘景远;金鑫;贾维国
3.电渣重熔技术在中国的应用和发展 [J], 李正邦;傅杰
4.电渣重熔的大型化发展:近十年世界大型型电渣重熔概况 [J], 向大林;叶允苘
5.电渣重熔体系渣池运动分析及数学模型发展 [J], 郭培民;张家雯;李正邦
因版权原因,仅展示原文概要,查看原文内容请购买。
电渣重熔技术新进展
以基本避免, 特别有利于含Al, Ti高 温合金的窄成分控制 可以获得高洁净度的钢锭 用Ar保护时可以防止钢的吸氮和吸 氢 对于含N钢可以采用氮气保护 对脱硫效果有一定影响
保护气氛电渣炉
不同熔炼方法的洁净度
电渣重熔的起源
Borys E. Paton院士
Borys I. Medovar院士
29/03/1916-19/03/2000
电渣重熔的起源
B.E. Paton, B.I. Medovar, 1952: first ESR ingot at PWI
ESR: 发展历程的简要回顾
1952-1958: 实验室研究 1958: 在前苏联和中国工业化 1963: 开始在西方国家工业化 1967: 召开第一国际会议 1970-1980: 在全世界推广应用 1980-1990: 保护气氛和加压电渣炉 1990- 稳定发展期 2000: ESR LM, ESRR® ,ESCC(电渣连铸) ???
传统电渣重熔不足
生产效率低:熔化速度低、单件生产,成本高 电耗高:1400~1700kWh/t 氟的污染:传统渣系中含70%CaF2 产品洁净度低:大气下重熔,元素易氧化、气体含量高 大钢锭凝固偏析严重:凝固控制不能定量化 特大型板坯电渣重熔技术不过关,尤其是我国
技术路线
测定电渣重熔渣系的氢渗透率,找出与渣成分 的关系,使氢的控制定量化;
应用后节能减排效果显著:吨钢节电200kWh, 钢中基本不增氢并明显减少氟的排放。
不同渣系氢含量在重熔过程的变化(ALD) 起始阶段是氢含量最高的区间
2.低渗透率节能型低氟渣系
国外电渣重熔概况 -东北特钢集团0522

国外电渣重熔新技术
快速电渣重熔的优点是,在保证质量的前提下,熔化速 率是传统电渣重熔的3~10倍,具有很高的生产率。可 以用交换电极的方法,用大断面电极坯料连续生产出各 种小断面规格的电渣钢圆型材、方型材及六角材。由于 具有抽锭功能,并配备了切割装置,在拉坯过程中,电 渣锭的长度可以根据用户需求进行切割,具有很强的生 产灵活性,产品趋于近终成形。另外,电渣钢的成材率 高于传统的电渣重熔。图为因泰克公司为意大利瓦尔布 鲁纳公司制作的快速电渣重熔设备。(见图1~4)。
东北特钢集团
1 前言
东北特钢抚顺基地除引进一台6t保护气氛电渣炉外(已与 ALD公司签订合同),近期还将引进一台12t和一台30t保 护性气氛电渣炉。为了对世界上最先进的电渣炉及电渣重 熔的工艺技术有更加深入全面的了解,出于对引进电渣炉 选型和确定工艺的需要,东北特钢先后与乌克兰科学院巴 顿电焊研究所及世界上著名的CONSARC(康萨克) 公司、ALD公司及INTECO(因泰克)公司等特种 冶金设备制作厂家分别进行了几轮技术交流。派专家到德 国和奥地利的电渣钢生产厂家和电渣冶炼设备设计制作厂 家进行了实地考察。并与因泰克公司正式签订了20t和 100t两台气密型保护气氛电渣炉的订货合同。 东北特钢集团
ESR with two power circuit –ESR TC
1 4 2 5 6
7
3
1电极 图5 1电极 2 熔池 3 钢锭 4 渣池 5 电流导电环 7 水冷结晶器 6 绝缘材料
国外电渣重熔新技术
传统的电渣重熔受渣池温度和钢锭表面质量的影响,熔 化速率、熔池深度及钢锭的凝固速度的控制受到很大的 限制。熔化速率偏低,电渣锭表面质量就会出现问题。 而当今很多质量要求高的产品,需要低的熔化速率,浅 平的金属熔池及快的结晶速度,这些要求是传统的电渣 重熔无法实现的。比如传统的电渣重熔生产含铬2~3% 的轧辊辊坯合格率很高。
电渣重熔新技术的研究现状及发展趋势
电渣重熔新技术的研究现状及发展趋势电渣重熔技术是一种重要的金属再生利用技术,可以有效地回收废旧金属,并在节能减排、资源循环利用方面发挥重要作用。
随着新技术的不断涌现,电渣重熔技术也在不断发展。
本文将从研究现状和未来发展趋势两个方面进行讨论。
一、电渣重熔技术的研究现状1. 传统电渣重熔技术传统电渣重熔技术是指利用电熔炉将金属渣进行加热熔化,使其成为液态金属,然后进行分离纯化的工艺流程。
这种技术在废旧金属回收利用领域已经有着长期的应用历史,主要适用于较为简单的金属合金回收。
传统电渣重熔技术在对复杂金属渣的处理方面存在效率不高、能耗较大、操作成本高等问题。
2. 新型电渣重熔技术随着科技的发展,新型电渣重熔技术不断涌现。
以高温等离子体技术为代表的新型电渣重熔技术,可以通过强电场和高温等离子体作用,实现金属渣的高效分解和还原,从而提高了金属回收率,减少了能耗和废气排放。
利用先进的智能控制系统和传感器技术,结合人工智能和大数据分析等手段,对电渣重熔过程进行精准监控和优化调控,也成为了当前的研究热点。
二、电渣重熔技术的发展趋势1. 资源综合利用未来电渣重熔技术将更加注重资源综合利用,不仅仅局限于金属的回收,还将考虑非金属元素的回收利用。
采用高效分离技术,将金属和非金属进行有效分离,实现资源的最大化回收。
2. 精准智能化控制未来电渣重熔技术将朝着智能化和自动化方向发展,通过引入先进的传感器和智能控制系统,实现对电渣重熔过程的精准监控和模型预测,确保生产过程的稳定性和产品质量的一致性。
3. 节能减排未来电渣重熔技术将致力于进一步降低能耗和减少环境污染。
采用新型高效电熔炉、恒温技术和废气处理技术,减少电渣重熔过程中的能源消耗和废气排放,实现绿色环保生产。
随着科技的不断进步和创新,电渣重熔技术必将迎来更加辉煌的发展。
通过持续深入的研究和不断改进技术手段,电渣重熔技术将为金属再生利用领域注入新的活力,为推动资源循环利用和实现绿色可持续发展做出更大的贡献。
2024年电渣重熔市场发展现状

电渣重熔市场发展现状简介电渣重熔是一种将废弃的电渣通过高温高压处理再生利用的工艺,目前在全球范围内得到广泛应用。
本文将对电渣重熔市场的发展现状进行分析和讨论。
1. 市场规模电渣重熔市场在近年来经历了快速增长。
据研究机构统计数据显示,2019年全球电渣重熔市场规模达到XX亿美元,预计到2025年将超过XX亿美元。
这说明电渣重熔市场具有巨大的发展潜力。
2. 市场驱动因素电渣重熔市场的发展受到多个因素的驱动。
2.1 环保需求电渣重熔技术可以有效地处理废弃的电渣,减少对环境的污染。
随着全球环保意识的增强,政府和企业对环保要求的提高,对电渣重熔市场的需求也在不断增长。
2.2 资源回收电渣重熔可以将废弃的电渣回收再利用,实现资源的循环利用。
尤其是对于稀有金属等有限资源的回收,电渣重熔技术具有重要意义。
这也促使电渣重熔市场的快速发展。
2.3 工业发展随着工业领域的发展,产生的废弃电渣数量也在增加。
电渣重熔技术为工业企业提供了一种高效、经济的废渣处理方式。
这对于提高生产效率和降低成本具有重要作用,推动了电渣重熔市场的发展。
3. 市场现状目前,电渣重熔市场呈现以下几个特点:3.1 技术创新随着科技的不断进步,电渣重熔技术也在不断创新。
高温高压处理设备的改进和智能化水平的提升,使得电渣重熔工艺更加高效、稳定。
同时,新型材料的应用也为电渣重熔提供了更多的可能性。
3.2 区域发展不平衡电渣重熔市场在全球范围内呈现区域发展不平衡的现象。
发达国家在电渣重熔技术和设备方面具有明显优势,市场规模较大。
而一些发展中国家则在电渣重熔领域存在技术和设备的瓶颈,市场发展相对较慢。
3.3 产业链协作电渣重熔市场的发展需要产业链各环节的协作。
从废渣收集、运输到处理再利用,各环节的协作对于提高效率、降低成本至关重要。
一些企业通过建立废渣回收网络,形成完整的产业链,推动电渣重熔市场的发展。
4. 发展趋势电渣重熔市场的发展展示出以下几个趋势:4.1 自动化和智能化随着技术的发展,电渣重熔设备将趋向于自动化和智能化。
电渣重熔冶炼技术
电渣重熔冶炼技术电渣重熔冶炼技术是一种先进的冶金技术,其主要应用于金属材料的回收和再利用。
该技术利用电弧加热,将废旧金属材料熔化,通过电渣的作用,将杂质分离出来,得到高纯度的金属材料,从而实现资源的有效利用和环境的保护。
一、电渣重熔冶炼技术的原理电渣重熔冶炼技术是利用电弧加热将废旧金属材料熔化,通过电渣的作用,将杂质分离出来,得到高纯度的金属材料。
在电渣重熔冶炼过程中,电极和金属材料之间形成的电弧产生高温,将金属材料熔化。
同时,电极和金属材料之间的电流产生电渣,电渣起到了隔离空气和杂质的作用,使金属材料被分离出来,从而得到高纯度的金属材料。
二、电渣重熔冶炼技术的应用1. 废旧金属材料的回收和再利用废旧金属材料中含有很多有价值的金属元素,如铁、铜、铝等。
这些金属元素可以通过电渣重熔冶炼技术进行回收和再利用,从而实现资源的有效利用和环境的保护。
2. 金属材料的精炼和纯化电渣重熔冶炼技术可以将金属材料中的杂质分离出来,得到高纯度的金属材料。
这一过程可以对金属材料进行精炼和纯化,提高其质量和性能。
3. 金属材料的合金化电渣重熔冶炼技术可以将不同种类的金属材料进行熔合,形成合金材料。
这些合金材料具有更好的性能和应用价值,可以广泛应用于冶金、机械制造、航空航天等领域。
三、电渣重熔冶炼技术的优点1. 能够回收和再利用废旧金属材料,实现资源的有效利用。
2. 能够精炼和纯化金属材料,提高其质量和性能。
3. 能够将不同种类的金属材料进行熔合,形成合金材料,具有更好的性能和应用价值。
4. 能够实现无污染生产,保护环境。
四、电渣重熔冶炼技术的发展趋势随着社会经济的快速发展,金属材料的需求量越来越大。
电渣重熔冶炼技术的应用将会越来越广泛,发展前景十分广阔。
未来,电渣重熔冶炼技术将会更加智能化、自动化,实现无人化生产。
同时,电渣重熔冶炼技术将会与其他领域的技术相结合,形成更加高效、环保、节能的新型冶金技术,为人类的发展和进步做出更大的贡献。
电渣重熔的发展及其趋势

电渣重熔的发展及其趋势李孝根内蒙古科技大学材料与冶金学院09冶金2班 0961102226摘要:简要地回顾了电渣重熔工艺在近几十年的发展与创新。
对电渣重熔技术发展过程中的一些重要工艺,如快速重熔、保护气氛下的电渣重熔等进行了简单的描述。
这些技术在改善传统电渣冶金工艺局限性的同时,进一步发挥了电渣重熔的优越性,使电渣重熔显示了更宽广的应用前景。
并简要地讨论了电渣重熔工艺在21世纪的发展趋势。
关键词:电渣重熔导电结晶器电渣快速重熔保护气氛下的电渣重熔Development and Tendency of Electroslag RemeltingAbstract :The development and achievement of technology of Electroslag Remelting (ESR) in near decades has been reviewed briefly in this text. Some important technologies in the evolution of ESR,such as Electroslag Rapid Remeltiong (ESRR) ,Electroslag Remelting under gases ,etc. were introduced briefly . With the development of these techniques,which avoid some disadvantages existing in the traditiongal ESR,the ESR is entitled to wider range application. And the development trend of the technology of ESR in the 21th century is discussed.Key Words :ESR ,Current conductive mold(CCM) ,ESRR ,ESR under gases 前言电渣重熔是一种在世界范围内广泛应用于优质钢生产的重熔工艺。
电渣重熔技术的新发展_陈永红
电渣重熔技术的新发展陈永红(宝钢特钢技术中心,上海200940)=摘要>论述电渣重熔技术的新进展,主要介绍可控气氛电渣重熔、导电结晶器电渣重熔、快速电渣重熔、电渣重熔P冷壁感应引导等技术,这些技术使电渣重熔冶金焕发了新的活力,得以进一步的发展。
=关键词>电渣重熔技术导电结晶器可控气氛冷壁感应引导NEW DEVELOPMENT OF ELECTROSLAGREMELTING TECHNIQ UESChen Yonghong(Special Steel Technical Center of Baosteel)=Abstract>The new development of electrosla g re melting techniques was reviewed.Some important innovative techniques were introduced briefly,including the atmosphere-controlling electroslag remelting,curren-t c onduc tive mould electrosla g remelting,elec troslag rapid remelting and electroslag remelting P cold wall induction guiding.These techniques refreshed the electroslag metallurgy and made its further development.=Key Words>Electroslag Remelting Techniques,Curren-t C onduc tive Mold, Atmosphere C ontrolling,Cold Wall Induction Guiding1引言电渣重熔作为金属的一种精炼技术,其去除杂质、非金属夹杂物的能力优异。
电渣重熔ESR

电渣重熔(ESR)早在20世纪30年代,ESR就已为人所知,但是它作为公认的大批量生产高质量钢锭的工艺,却经过了约30年的时间。
ESR技术的优势不仅在于生产较小重量的工具钢和高温合金的钢锭,而且在于生产重型锻锭,粗锭重量可达165吨。
大视图大视图大视图1. 16吨PESR炉,最大压力16 bar,2. 20吨ESR炉,能够在保护气氛中进行熔炼,3. 165吨ESR炉工艺技术和工艺特点VAR需要真空进行精炼,但在ESR中,熔化电极浸在水冷铸模的渣池中。
电流(通常为AC)通过电极和即将成型的钢锭之间的熔渣并加热熔渣,从而金属滴在电极上熔化。
熔化的金属滴穿过熔渣到达水冷铸模的底部,在这儿进行凝固。
当钢锭形成后,渣池向上移动。
新的精炼材料钢锭在铸模底部慢慢形成。
它均匀定向地凝固,避免了中心凝固不佳,这在传统的钢锭铸造中时有发生,因为它们从外向内凝固。
一般来说,ESR提供了非常高的、一致的和可预测的产品质量。
精确控制的凝固过程,使结构完整,无缺陷。
由于在钢锭和铸模壁之间形成了一层凝固的波薄渣皮,从而提高了钢锭表面的质量。
这就是ESR被认为是生产当今工业中的高性能高温合金的首选方法的原因,例如用于航空航天、核工和和重型锻造等。
所得到的都为高纯度的钢锭,这在若干年前还未听过。
其它工程领域也以“高技术”先驱为榜样,坚持利用最先进和最复杂的设备通过ESR 得到更新更高的纯度。
电渣重熔冶金由于过热熔渣与电极端部持续接触,将在电极端部形成一层金属液膜。
当正在形成的金属液穿过熔渣,利用与熔渣的化学反应或通过物理浮动至熔池顶部将清除金属内的非金属杂质使金属得到净化。
在ESR中的剩余夹杂物尺寸很小,并且均匀的分布在重熔钢锭上。
用于ESR的熔渣通常主要为氟化钙(CaF2)、氧化钙(CaO)和三氧化二铝(Al2O3)。
有时需加入氧化镁(MgO)、二氧化钛(TiO2)和二氧化硅(SiO2),这取决于将要重熔的合金。
为了具有所需要的功能,熔渣必须具有精确定义的属性,比如:• 它的熔点必须高于重熔的金属的熔点;• 必须有效节约电能;• 它的组成必须保证能够进行所需的化学反应;• 在重熔温度下必须有合适的粘度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电渣冶金的最新进展陈希春1,冯涤1傅杰2,周德光2(1•钢铁研究总院高温材料研究所,北京,100081; 2.北京科技大学电冶金研究所,北京,100083)摘要:对电渣冶金的最新进展进行了综述,简要介绍了导电结晶器技术、快速电渣重熔、洁净金属喷射成形以及可控气氛电渣冶金,包括真空电渣重熔、惰性气体保护下电渣重熔、高压下电渣重熔等技术。
这些技术的出现,在改善与消除传统电渣冶金局限性的同时,进一步发扬了电渣冶金技术的优越性,使电渣冶金显示出了更强大的生命力、更宽广的应用前景。
关键词:电渣冶金;导电结晶器;高纯净度中图分类号:Recent Development of Electroslag Metallurgy1 12 2CHEN Xi-chun ,FENG Di ,FU Jie,ZHOU De-guang(1. Central Iron & Steel Research Institute, Beijing 100081 ,China ;2. Un iversity of Scie nee & Techno logy Beiji ng, Beijing 100083 ,China)Abstract: The recent adva nces in Electroslag Metallurgy have bee n reviewed in this paper. Some importa nt inno vative tech no logies, such as Curren t-c on ductive Mold, Electroslag Rapid Remelt ing, Clea n Melt Spray Forming, and Vacuum Electroslag Remelting, Electroslag Remelting under Inert Gases, Electroslag under High Pressure, Electroslag Remelting under Ca-containing Fluxes are introduced briefly. With the developme nt of these adva need tech no logies, which avoid some disadva ntages existi ng in the traditi onal ESM successfully, Electroslag Metallurgy is en titled to further improveme nt and wider applicati on.Keyword: Electroslag Metallurgy ;Current-conductive Mold ;High Cleanliness现代电渣冶金技术起源于前苏联乌克兰巴顿电焊研究所,在电渣焊的基础上开发出了电渣重熔技术。
由于电渣冶金在技术经济上具有一系列的优越性,如金属性能的优异性(包括纯净度高、组织致密、成分均匀、表面光洁),经济上的合理性(设备简单、操作方便、生产费用低于真空电弧重熔、金属成材率高)以及工艺的稳定灵活并具有很好的可控性,世界各国都致力于发展该技术,并取得了迅速的发展。
电渣冶金从最初的电渣重熔技术开始,现已发展成为一门跨行业、跨专业的新学科,开拓作者简介:陈希春(1973-),男,在站博士后;收稿日期:2002-01-06 ;修订日期:2002-04-03 出了不少的新分支,如电渣熔铸、电渣浇注、电渣转注、电渣热封顶、电渣自熔模、电渣离心浇铸、电渣直接还原、电渣焊接、电渣表面镀膜等。
根据—1 —最新资料[1~2]推算,世界电渣钢的产量约为90 万吨/ 年,钢种有低合金高强钢、轴承钢、工具钢、模具钢、不锈耐热钢、高温合金、耐蚀合金和电热合金等。
世界各国生产材料钢号已超过400 个。
近年来,电渣冶金进一步扩大应用于生产有色金属,如Al 、Cu、Ti、Mo 、Cr 合金及贵金属Ag 合金。
同时,电渣冶金也存在着局限性,如熔炼和凝固速度偏低、自耗电极氧化以及熔渣吸气以及活泼金属的氧化等。
如何发展电渣冶金技术的优越性,改善与消除其局限性,一直是电渣冶金技术发展道路上的主要课题。
最近,在广大电渣冶金工作者的不懈努力下,电渣冶金技术又有了新的突破。
开发了导电结晶器 (CCM ,Current-conductive Mold )、快速电渣重熔 ( ESSR,Electroslag Rapid Remelting )、洁净金属喷射成形( CMSF ,Clean Melt Spray Forming )以及可控气氛电渣冶金,包括真空电渣重熔 ( VAC-ESR ,Vacuum Electroslag Remelting )、惰性气体保护下电渣重熔 ( Electroslag Remelting under Inert Gases) > 高压下电渣重熔(PESR、Electroslag under High Pressure)、含钙熔渣电渣重熔(Electroslag Remelting under Ca-containing Fluxes )等技术。
这些技术的出现,使电渣冶金再一次显示出了强大的生命力、宽广的发展前景,使得电渣冶金与现代工业生产相匹配、为工农业国防尖端的发展提高更多、更好的优质材料成为可能。
下面,将对以上电渣冶金技术的最新进展作进一步的介绍。
1. 导电结晶器技术导电结晶器技术是由乌克兰巴顿电焊研究所“Elmet-Roll ”密多瓦尔科研组和奥地利“Inteco ”公司独立研究开发的[3]。
基本原理如图1 所示,与传统电渣重熔过程电流从自耗电极经过熔渣到达重熔锭(结晶器保持中立或与重熔锭同电位)不同,导电结晶器技术可以有多种方式让电流经过渣池,如电极—结晶器/重熔锭、结晶器—重熔锭、结晶器—结晶器等。
在此基础上,“ Elmet-Roll ”密多瓦尔科研组开发了液态金属电渣冶金技术( EST-LM)⑷和双回路电渣冶金技术(EST-TC)⑸,“Inteco”公司开发了电渣连续浇铸技术( ESCC)⑹等。
如图2 所示,液态金属电渣冶金技术无需制造和准备自耗电极,导电结晶器就起到了非自耗电极的作用,并且改变了传统电渣重熔过程中温度参数与电效率之间的特定关系,大大增强了控制渣池和熔池之间热分配的能力,这在传统电渣重熔过程中是无法实现的,图 3 表明,液态金属电渣冶金技术使熔池的深度减小了,这对获得均匀细小的组织是十分有益的,如图4所示。
“ Elmet-Roll ”密多瓦尔科研组与Novokramatorsk 机械制造工厂应用液态金属电渣冶金技术批量生产了直径为740mm ,工作层为高速钢的复合热轧辊,试用结果表明,使用寿命比标准的铸铁轧辊提高了4〜4.5倍⑺。
当必须使用自耗电极的时候,就演变成双回路电渣冶金技术,如图5 所示,可以获得同样的效果。
图2液态金属电渣冶金技术示意图(a)—真空电弧重熔;(b)—传统电渣重熔;(c)—液态金属电渣冶金图3 熔池形状图1导电结晶器技术原理图Fig.1Schematic of Current Conductive mould(b)(a)(a)—电渣镀层;(b)—熔铸空心锭;(c)—熔铸实心锭(c)Fig.2 Diagrams of electroslag technologies with liquid metal(a)(b)(c)图6电渣连续浇铸技术示意图 Fig.5 Diagram of ESR-TCprocessFig.6 Arrangement of the electroslag continuous casting process图6是电渣连续浇铸技术的原理图,渣池由从导电结晶器输入的电流加热,可以保护熔池表层不 被大气氧化并且在结晶器内壁与凝固壳之间起到了润滑剂的作用。
由于有加热渣池的保护,可以使连 续铸钢的速度大幅度降低,而不会导致铸锭表面质量的恶化,这一技术使易偏析合金,如高速工具钢、 镍基合金等的连续铸钢成为可能。
2.快速电渣重熔技术传统电渣重熔过程中重熔速度的控制依据熔化速度( kg/h )与重熔锭直径(mm )之比不到或略大于1,对于一些易偏析合金如工具钢、高温合金等,这一比值低至0.65〜0.75。
这样,重熔小直径钢锭Fig.3 Structure and shape of metal pool(a)(b)(a)—液态金属电渣冶金;(b)—传统电渣重熔 图4镍基合金管坯的低倍组织图Fig.4 Macrostructure of nickel-based alloy pipe billet produced by the ESR-LM (a) and classical ESR (b) 图5双回路电渣冶金技术原理图时熔炼速度就很低,导致了相当高的冶炼费用,尽管小直径重熔锭具有细小的枝晶结构可以直接进行 轧制,然而300〜400mm 以下重熔锭的广泛应用仍是难以逾越的鸿沟。
而奥地利“Inteco ”公司在导电结晶器技术基础上发展起来的快速电渣重熔技术可以很好地克服这一问题[8]。
如图7所示,快速重熔主要设备导电T 型结晶器。
应用这一技术重熔直径为 100〜300mm的小直径钢锭时,其熔化速度与重熔锭直径之比可以达到 的自耗电极熔化速度高达300〜1000 kg/h 。
Fig.7 T shape current conductive mould of ESRR technologyFig.8 200mm square ESRR billet在过去的四年中,为了更好地掌握这一技术,进行了大量的试验工作[8~10],包括100mm 、140mm 、160mm 、200mm 的方坯,钢种有高速工具钢、不锈钢、高温合金如718等。
结果表明,各种小直径重熔锭具有良好内在质量和表面质量,可以直接进行热轧;在自耗电极熔化速度高达 500kg/h 以上时,重熔锭组织均匀细小,没有发现明显的偏析和疏松。
3. 洁净金属喷射成型技术非金属夹杂物对气涡轮发动机高温合金部件的低循环疲劳寿命有重要的影响,脆性的夹杂物经常 是裂纹源,从而导致了高温合金部件的早期失效。
因此,消除或限制此类夹杂物的大小尺寸就显得十 分重要。
目前,在高纯净度铸造、锻造高温合金生产工业中普遍采用三联工艺(真空感应熔炼+电渣重熔 +真空电弧重熔)。
真空感应熔炼制备具有适当化学成分的自耗电极,在电渣重熔工序去除脆性的氧化物夹杂获得较高的纯净度,最后通过真空电弧重熔获得无宏观偏析、组织均匀的毛坯,这一组合工艺 很快就成为了标准的冶炼工艺。