电动自行车工艺流程图
电动自行车工作原理与图解
电动自行车工作原理与图解————————————————————————————————作者:————————————————————————————————日期:E-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
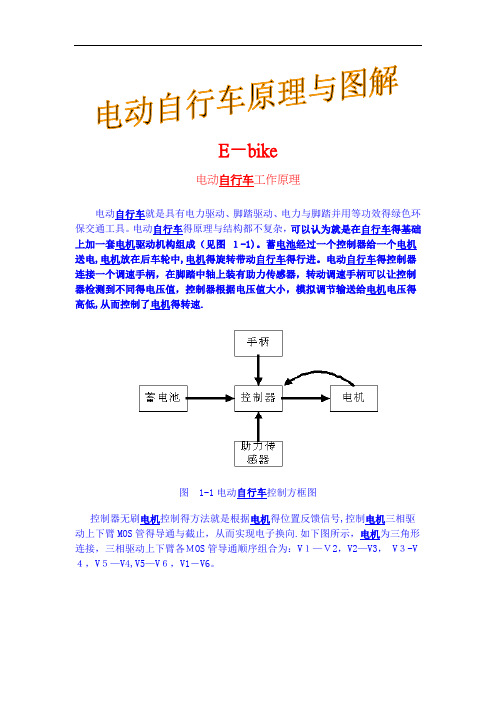
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护(31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为 15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
电动自行车车生产工艺设计

8X10刀、字螺丝刀、钳子、十字十螺丝、具动)工手、气动(电手扳14X17扳扳扭力手。
审核(日期)标准化(日期)设计(日期)
批准(日期)
记标
处数
件更改文号
字签
日期
记标
处数
号更改文件
签字
日期
司限公电动车有XXXXX线装装配工艺卡片
型车
共页17页第6
图部件号
时序工工
序工号6
闸前与名称把车装工序
罩
管鞍座
11整
2.1/2 4.1 5.1 5.2 6.1 13.1 16.1返组装前工.2飞内车后装安电池轮把返修外组胎盒泥架车刹组合叉前板车组挡碗合组合合
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
改更文件号
签字
日期
记标
处数
文更改件号
签字
日期
电动自行车线装装配工艺号:件文编102XXXX-GY– ):计(日期设 :期)日审核(
支泥、装1、安前泥板前板架。接连板架前安、2装泥板支。支泥装、泥装3、安后板安后板架板连架支泥装、4安后板接。安、5装射反后器。
1、泥板不得有明显的扭曲及偏斜。2、后反射器紧固无松动。3、裙网安装应可靠无松动。
4、车轮与车架或前叉内侧间隙。2mm相等,其偏差小于
工艺装备及辅料
)动(电扳手、气动十字螺丝刀、8X10具工
电动自行车生产工艺流程图101XXXX-GY–文件编号:
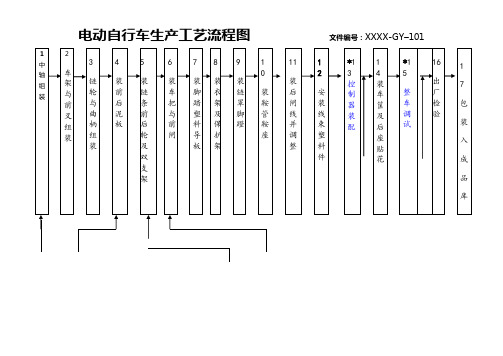
12*13 14 *15 1 16 17包出安装中整控装厂装制轴车车入线器组调筐检成束及试装验装品后配塑
库座料贴件花
2车架
3链轮
电动车生产工艺流程
电动车生产工艺流程电动车生产工艺流程是指将原材料经过一系列的加工、制造与装配工序,最终生产出一辆完整的电动车的过程。
下面是一个简单的电动车生产工艺流程。
1. 原材料准备:电动车生产的原材料包括铁材、铝材、塑料等,需要提前准备好,并按照工艺要求进行分拣与加工。
2. 框架制作:电动车的框架是其整体结构的基础,通常由铁材焊接而成。
首先,将铁材进行切割、弯曲、裁剪等加工,再进行焊接,最终形成电动车的稳定结构。
3. 驱动系统安装:驱动系统是电动车的核心,包括电机、电池、控制器等。
在框架内部设置固定装置,将电机、电池、控制器等元件按照设计要求进行安装。
4. 车轮组装:将车轮的轮毂、轮胎、刹车系统等元件进行组装,通过螺栓固定在车架上,确保稳固牢固。
5. 电路连接:将电动车的电路进行连接,包括电池与电机之间的线路,控制器与电机之间的线路,以及其他电气元件的连接。
6. 化工涂装:对电动车的外观进行化工涂装,使用喷涂、喷粉等工艺将车架进行上色,增加电动车的外观吸引力。
7. 组装调试:完成以上工序后,对电动车进行组装调试,包括安装座椅、车把、踏板等配件,以及对电机、电池、控制器等系统进行测试,确保其正常工作。
8. 质检与包装:对生产完成的电动车进行质量检测,确保其性能符合要求。
通过包装工艺将电动车包装起来,以防止在运输过程中的损坏。
9. 上市销售:经过质检和包装后,电动车可以正式上市销售,为消费者提供高质量的、经过严格工艺流程生产的电动车。
综上所述,电动车的生产工艺流程包括原材料准备、框架制作、驱动系统安装、车轮组装、电路连接、化工涂装、组装调试、质检与包装、上市销售等多个环节,每个环节都需要严格执行,并通过质检和调试等工序保证电动车的品质和性能。
中间可能还涉及其他的工序和操作,具体的工艺流程会根据不同厂家和不同型号的电动车有所差异。
电动自行车生产工艺流程图
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
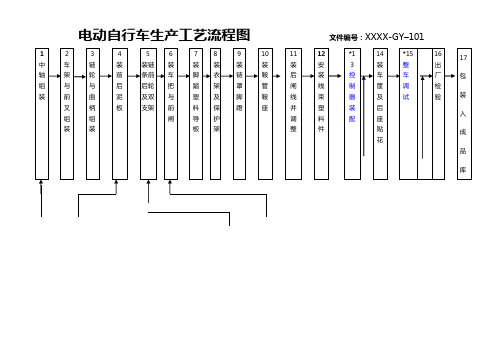
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
电动自行车生产工艺流程图
前后泥板组合
5.1
内外胎组合
5.2
飞轮抱闸组合
6.1
车把组合
13.1
组装电池盒
16.1返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
电动自行车生产工艺流程图
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
ቤተ መጻሕፍቲ ባይዱ处数
更改文件号
签字
日期
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
电动自行车铅酸蓄电池修复工艺
电动自行车铅酸蓄电池修复工艺脉冲消除硫化一1 目的本工艺适应于流程图工序5~工序8。
消除铅酸蓄电池的硫化2 使用设备仪器仪器:XF-12D修复仪工具:比重计、吸管(修复开口电池使用)材料:去离子水、分析纯硫酸3 工作程序3·1 再次检查被修复电池,对于长期存放的电池必须无短路、断路,外壳无破损、漏液、鼓胀,对开口电池要检测电解液浓度和数量满足规定要求。
测试电池的初始状态,做好电池外观、内部质量检查,电压、容量、启用时间等原始记录。
3·2 检测电池开路电压每只电压应该高于2V。
对于不大于9V的电池进入脉冲修复一工序8。
如果是经过2次工序8的进入废弃工序5。
对于大于9V的电池直接进入初充电工序9。
3·4 将铅酸蓄电池修复仪的输出线(2台XF12D型修复仪共有18路输出线,可同时修复18个电池)连接到被修复电池的正负极端子上,红色鱼夹接电池的正极极柱,黑色鱼夹接电池的负极极柱。
接线前应将修复仪的电源开关和输出开关均置于关闭状态。
3·5 检查连线极性正确无误之后,接通电源,顺序打开总电源开关、该路输出开关,相应的绿色指示灯应该点亮。
如有异常情况,应检查极性和线路是否接错或接触不良以及修复仪的保险丝是否熔断等。
如是因所选电池不可修复导致电路无法工作则应更换电池。
一切正常后,修复仪开始工作。
3·6 每次的电池修复处理约需连续进行24小时以上,修复处理期间,开口电池的电解液会略有减少,应随时添加补充液使其保持在正常水平,密封电池不在本工序加液。
3·7 电池修复后,应先关闭修复仪该路电源,然后才可以断开电池的连接线。
4 处理4.1 测试电池开路电压,如果大于9V进入初充电工序9;如果不大于9V,看是否是二次脉冲修复,如果仅进行了一次脉冲修复,就再次进行本工艺的3·4~3·7程序,如果是再次脉冲修复,进入废弃工序5。
4·2 经过脉冲修复的电池填写《修复记录表》,然后按照流程图转入下道程序。
电动自行车工作原理与图解
E-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护(31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
电动自行车工作原理与图解89272

E-bike*********************************************************************电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
*********************************************************************图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格*********************************************************************★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护(31.5V ± 0.5 );★电子刹车;★休眠省电功能。
电动车部件生产和装配工艺流程
电动车部件生产和装配工艺流程英文回答:The production and assembly process of electric vehicle components typically involves several stages. Here is a general overview of the process:1. Design and Engineering:The first step is to design and engineer the various components of the electric vehicle, including the battery pack, motor, controller, and other electronic systems. This involves CAD (Computer-Aided Design) software and simulation tools to ensure optimal performance and compatibility.设计与工程:电动车部件的生产和装配工艺流程通常包括几个阶段。
以下是该过程的一般概述:1. 设计与工程:第一步是设计和工程电动车的各个部件,包括电池组、电机、控制器和其他电子系统。
这需要使用CAD(计算机辅助设计)软件和模拟工具,以确保最佳性能和兼容性。
2. Material Procurement:Once the design is finalized, the next step is to procure the necessary materials for the production of the components. This may include metals, plastics, electronic components, and other raw materials. Manufacturerstypically establish partnerships with suppliers to ensure a steady supply of high-quality materials.2. 材料采购:设计确定后,下一步是采购生产部件所需的材料。
电动车生产工艺

淋雨漏水 检测
外观检测
整车检测线
总检入库
返修
南京路宝 电动车
谢谢观看
南京路宝 电动车制造
简 介
一、工艺基础
–
–
工艺基础:概念 工艺基础:管理 焊装工艺 涂装工艺 总装工艺
二、电动车车身制造三大工艺定义及特点
–
–
–
工艺基础:概念
工艺
–
即加工产品的方法(手段、过程)。是利用生产工具对原材料、毛坯、 半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织 的方法。 规定产品或零部件制造工艺过程和操作方法等地工艺规定(文件)。 指导工人操作和用于生产、工艺管理的各种技术文件。是企业组织 生产、计划生产和进行核算的重要技术参数。 为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量, 如电流、电极压力压等。
工艺规程
–
工艺文件
–
工艺参数
–
工艺基础:概念
工艺装备
–
产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、 量具、检具、辅具、钳工工具和工位器具等。 按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单 元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、 工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括 冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。 用数据格式来描述产品结构的文件。 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
涂装工艺
电动车玻璃钢件涂装工艺流程
刮一道原子灰 烘干打磨吹干
烘干打磨吹干
喷底漆 干燥 干燥 刮灰 刮灰 干燥
电动车装配工艺图
电动车装配工艺图————————————————————————————————作者:————————————————————————————————日期:23编号:BZ部装工艺规程(S版)产品代号:FLX800DT-2开发令号:806产品名称:电动踏板摩托车共20 页重庆唯远实业有限公司·福兰西电动车2012 年6月45重庆唯远实业有限公司·福兰西电动车装配工艺明细表产品型号FLX800DT-2工艺类别部装共1页第1页产品名称电动踏板摩托车使用单位生产部序号工序代号工序名称共页页数备注序号工序代号工序名称共页页数备注1 OL一前面板 1 12 OL二仪表3 OL三头罩4 OL四方向把管5 OL五尾灯与左右车体6 OL六前叉与前挡泥7 OL七断电开关8 OL八座垫锁座9 OL九前围支架与喇叭组合10 OL十侧支架11 OL十一主站架12 OL十二空气开关13 OL十三脚踏板与杂物箱14 OL十四充电口15 OL十五后挡泥16 OL十六平叉17 OL十七压胎18 OL十八方向轴承编制校对标准化67审核 标记 处数更改文件号签字日期标记处数 更改文件号签字日期批准重庆唯远实业有限公司·福兰西电动车 装配工艺卡片产品代号 工序代号 工序名称 本工序共1 页 共18页 第 1页FLX1000DW-2YZB 一前面板部装本工序第 1页序号 工具/设备 数量 序号 辅料 数量 1 工作台 1张 1 手套 1双 2 WD-208A 气动枪 1把 3 PH2气动枪头 1个 4 强力磁环1个序号 代号 零部件名称 数量 工步号工步内容技术要求检查1 前面板 1 1 首先将前大灯总成装在前面板上,对正其螺栓孔,将WD-208A 气动枪调到三档位置装上PH2气动枪头,用ST4.2×13自攻钉紧固,然后将前面板右装饰盖装在前面板上,对正其螺栓孔用ST4.2×13自攻钉紧固。
电动自行车工艺流程
47
检测外观 并清洁
工 序
工具
1 斜口钳
2 剥线钳
3
锡炉、电 烙铁
4
电烙铁、 专用夹具
5
电烙铁、 专用夹具
6
电烙铁、 专用夹具
7
电烙铁、 压线钳
8
十字螺丝 批
9 斜口钳
10 电烙铁
11
十字螺丝 批
12
十字螺丝 批
13 电烙铁
14 电烙铁
15 电烙铁
18
十字螺丝 批
19 电烙铁
23 镀锡
套/吹PVC 36 膜、修边
、贴条码
37 焊排线
24 保护板焊线 38 固定排线
焊接保护
39
板、绝缘 并固定保
护板
保护板充 、放功能 40 测试、测 内阻、记 录数据
41 装上盖
入壳、上
42
底盖、装 上、下盖
螺丝
测内阻、 43 电压、记
录数据
44
充、放电 循环测试
45 振动测试
46
测内阻、 电压
TFMO:入领库电
芯 备注: A 表示该工
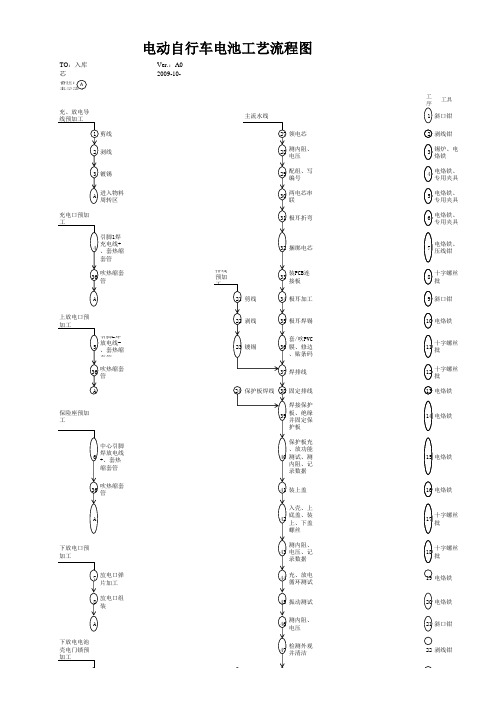
电动自行车电池工艺流程图
VDeTr:.:A0 2009-10-
充、放电导 线预加工
1 剪线
2 剥线
3 镀锡
A
进入物料 周转区
充电口预加 工
引脚1焊
4
充电线+ 、套热缩
套管
36
吹热缩套 管
A
上放电口预 加工
引脚L焊
5
放电线、套热缩
套管
36
吹热缩套 管
A
保险座预加 工
# 内阻仪
#
电动自行车工作原理与图解
电动自行车工作原理与图解-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIE-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护( 31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
电动车生产工艺
– 用数据格式来描述产品结构的文件。
⚫ 外协件明细表
– 填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
工艺基础:概念
⚫ 外购工具明细表
– 填写产品在生产过程中所需购买的全部刀具、量具等的名称、 规格与精度等的一种工艺文件。
⚫ 材料消耗工艺定额明细表
– 填写产品每个零件在制造过程所需消耗的各种材料的名称、 牌号、规格、重量等的一种工艺文件。
车身主体总成、车身侧围总成 螺母
CO2保护焊、氩弧焊
车身总成
焊装工艺
⚫ 点焊:通过导电,电阻加热,金属熔合。 ⚫ 点焊的过程:预压-焊接-保压-休止。 ⚫ 点焊相关工艺参数:电流/电压/电极压力/焊接时间/电极直
径等。 ⚫ 点焊设备:固定式点焊机,移动式点焊机,包括:供电系统(变
压器和二次回路)、焊具部分(机臂、电极夹持器、电极)、加 压机构(气压、液压等)、冷却系统、机体等。 ⚫ CO2气体保护焊接:一种熔化极气体保护电弧焊接法,利用焊丝 与工件间产生的电弧来熔化金属,由CO2作为气体保护气,并采 用光焊丝填充。 ⚫ 焊接工艺参数:电源极性/焊丝直径/电弧电压/焊接电流/气 体流量/焊接速度/焊丝伸出长度/直流回路电感等。
⚫ 工艺设计过程
– 策划(产品定义)-产品设计和开发(产品数据)-过程设计和开 发-产品与过程确认-生产-(持续改进)。
电动车车身制造三大工艺定义及特点
在四轮电动车制造业中,焊装、涂装、总装合为三大核心 技术(即三大工艺)。从结构上看,四轮电动车属于有骨架车身,
它的生产工艺流程大致为:
焊
白车身
涂
装
⚫ 材料消耗工艺定额汇总表
– 将“材料消耗工艺定额明细表”中的各种材料按单台产品汇 总填列的一种工艺文件。
电动自行车工作原理与图解 (2)
E-bike电动自行车工作原理电动自行车就是具有电力驱动、脚踏驱动、电力与脚踏并用等功效得绿色环保交通工具。
电动自行车得原理与结构都不复杂,可以认为就是在自行车得基础上加一套电机驱动机构组成(见图1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机得旋转带动自行车得行进。
电动自行车得控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同得电压值,控制器根据电压值大小,模拟调节输送给电机电压得高低,从而控制了电机得转速.图1-1电动自行车控制方框图控制器无刷电机控制得方法就是根据电机得位置反馈信号,控制电机三相驱动上下臂MOS管得导通与截止,从而实现电子换向.如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1—V2,V2—V3, V3-V 4,V5—V4,V5—V6,V1-V6。
图1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务就是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W ﻫ★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8、5N、M ★欠压保护:31、5 ± 0、5Vﻫ★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航; ★欠压保护( 31、5V ±0、5);ﻫ★电子刹车; ★休眠省电功能。
ﻫ★过流保护(限流为15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4、1 1:1助力1:1助力,就是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者得骑行速度提供1:1助力。
电动自行车生产作业指导书
******有限公司电动自行车生产作业指导书零件图号:H01-2192-001★质量控制电动自行车装配工艺流程图★★↓↓↓↓↓↓↓↑↑产品名称电动自行车零件名称共1页第1页工序号 1 工序名称车架上线车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额〔min〕1 2 在后接头孔内装入鞍管螺丝,适度拧紧,不能使车架管孔变形将车架前叉组合件的鞍管孔插入总装线的夹具上总装线夹具车架与夹具紧密配合车架无偏斜、倾侧现象设计〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕批准〔日期〕标记处数更改文件号签字日期标记处数更改文件号签字日期装配工序卡片产品型号零件图号H01-05-10 H01-2392-002产品名称电动自行车零件名称中轴共1页第1页工序号 2 工序名称中轴装配车间总装工段总装设备总装线工序工时3min 工序号工步内容工艺装备技术要求工时定额〔min〕1 2 3 4 5 6 左、右中轴碗上润滑脂左、右中轴碗中安装球架〔或Φ6钢珠每边12颗〕注意球架正反右轴碗装入车架中接头〔螺纹为左旋〕必须拧紧到底装中轴辊,中轴辊长端在右边装左轴碗,松紧适宜,保证中轴转动灵活且无松动将中轴锁母拧紧在左中轴碗上右轴碗专用扳手左轴碗专用扳手锁母扳手中轴转动灵活且无松动设计〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕批准〔日期〕标记处数更改文件号签字日期标记处数更改文件号签字日期装配工序卡片产品型号零件图号H01-05-00 H01-2392-003产品名称电动自行车零件名称中轴共1页第1页工序号 3 工序名称曲柄链轮装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额〔min〕1 2 3 4 检查右曲柄的方孔内壁及曲柄方体部无附着物,然后将曲柄用木锤敲入方孔内壁拧入止退螺母,用套筒扳手紧固装上螺母端盖将左曲柄与右曲柄成180度方向,用同样方法装于中轴棍左端木锤14mm套筒扳手扭力扳手两曲柄方向相反链轮端面跳动量不大于2mm设计〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕批准〔日期〕标记处数更改文件号签字日期标记处数更改文件号签字日期装配工序卡片产品型号零件图号H01-16-00 H01-2392-004产品名称电动自行车零件名称中轴共1页第1页工序号 4 工序名称前后泥板装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额〔min〕1 2 3 4 装配前泥板取M6*35螺丝装上垫图把前泥板装上装配后泥板(1)把后泥板插入后三角架内,使其前端的安装孔与平叉接片安装孔对齐,用M5*10螺丝初步固定,注意应先固定平叉上的螺丝(2)在立叉接片上用M5*10螺丝初步固定后泥板(3)调整后泥板安装角度,把平、立叉接片上螺丝拧紧2#十字螺丝刀2#十字螺丝刀泥板无明显扭曲、偏斜现象紧固件应无松动设计〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕批准〔日期〕标记处数更改文件号签字日期标记处数更改文件号签字日期装配工序卡片产品型号零件图号H01-05-00 H01-2392-005产品名称电动自行车零件名称后轮共1页第1页工序号 5 工序名称链条装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额〔min〕1 装配链条(1)将链条突出销头的一端放在后链轮上,此时链条向外(2)将链条的另一端穿过飞轮,一直到后平叉的下侧(3)把链条两端用链条弹簧片连接弹簧片应装在外侧,开口端应与运动方向相反设计〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕批准〔日期〕标记处数更改文件号签字日期标记处数更改文件号签字日期装配工序卡片产品型号零件图号H01-2392-006产品名称电动自行车零件名称共1页第1页工序号 6 工序名称前轮、前闸装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额〔min〕1 2 装配前轮(1)松开前轴螺母,将前轮轴分别插入前叉两侧内(2)将有泥板支辊固定孔插入前轴两端(3)调整叉腿内侧与车圈左右侧面之间间隙,使之相等,拧紧前轮回转灵活且无松动装配前闸(1)取M5内六角螺栓套上垫圈,把前闸分别拧在前叉两螺孔内(2)调整左右闸皮,使之与轮辋受闸部平行,上下一致(3)拧紧左右两侧前闸闸皮自由梅花扳手扭矩扳手内六角扳手内六角扳手前轮与前叉相对偏差不大于2mm紧固件无松动设计〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕批准〔日期〕标记处数更改文件号签字日期标记处数更改文件号签字日期装配工序卡片产品型号零件图号H01-2392-007产品名称电动自行车零件名称共1页第1页工序号7 工序名称后轮、后闸、支架装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额〔min〕1 23 4 将后闸套在后轮轴上,轴两端套垫片。