内部稽核作业(系统名称SYSTEM)
稽核作业指导书(二)
引言概述:稽核作业是一项重要的管理活动,旨在确保组织内部业务运作的合规性、有效性和高效性。
稽核作业指导书是对稽核作业的具体步骤和要求进行规范和说明的工具,有助于稽核人员正确进行工作,并提高工作的质量。
本文将为您详细介绍稽核作业指导书的使用方法和内容要点。
正文内容:一、稽核目标与范围1.明确稽核目标:在开始稽核作业之前,要明确稽核的目标是什么,例如检查某个业务流程的合规性或评估某个部门的风险管理能力等。
2.确定稽核范围:确定稽核的范围是非常重要的,可以避免稽核人员的工作超范围或遗漏重要内容。
二、稽核计划和准备1.编制稽核计划:根据稽核目标和范围,制定详细的稽核计划,明确稽核的时间安排、人员分配、稽核程序等。
2.收集稽核准备资料:稽核作业需要相关的准备资料,例如文件、记录、数据等,稽核人员要提前收集并整理好这些资料,确保稽核工作的顺利进行。
三、稽核实施1.明确稽核程序:根据稽核计划,稽核人员要按照规定的程序进行稽核,例如了解被稽核对象的情况、收集证据、进行数据分析等。
2.采取合适的稽核方法:根据稽核的性质和目标,选择相应的稽核方法,例如文件审查、系统检查、询问当事人等。
3.及时沟通与报告:稽核过程中,稽核人员要与被稽核对象进行沟通,了解业务情况,同时要及时向上级主管报告稽核进展和发现的问题。
四、稽核结果评价与反馈1.结果评价:在稽核完成后,稽核人员要对稽核结果进行评价,判断业务运作的合规性和有效性,并提出改进意见或建议。
2.问题跟踪与整改:对于发现的问题,稽核人员要进行跟踪和整改,确保问题得到解决,并预防类似问题的再次发生。
3.主管评审和决策:稽核结果和意见要提交给上级主管,供其进行评审和决策,以采取适当的措施或纠正措施。
五、稽核总结与报告1.总结经验教训:稽核工作结束后,稽核人员要总结工作经验教训,包括稽核中遇到的问题、工作中的不足以及改进措施等。
2.编写稽核报告:将稽核过程、结果和评价等内容整理成稽核报告,报告要具有清晰、准确、全面的特点,并呈交给上级主管和相关部门。
QC080000有害物质管理体系文件

5.4测试步骤:5。
4.1拆分:将成品依BOM表拆分,素材无需拆分。
拆样人员须带上手指套,拆分时应避免损坏材料表面。
将拆分后的部件分开放置,如88223-0200N可拆分为胶体(H),端子(T),铁耳(FN)。
5.4。
2 测试:依「能量色散光谱仪操作作业指导书(DQ-SO-0050)」作业。
测试时应选取表面干净无损坏的样品,样品放置应尽量覆盖仪器探测范围。
5。
4.3如XRF仪器异常,则样品送XXXX实验室或第三方检测机构测试。
5.5测试分析报告:5。
5.1测试分析报告编码原则:5.5.2测试分析报告的存盘:任何一份有编号的测试分析报告都要以电子文件形式存盘,每季度拷贝成CD保存,并写入报告登记表。
5.6各项禁用物质判定限值及测试异常的处理方法:5.6。
1各项禁用物质的限定规格依「环境管理物质限制使用作业指导书(-WI-72Q101)」限值及XRF仪器误差下降30%进行定义,如下表所示:XRF测试允收标准.5。
6。
2对测出的总Cr及有卤料的总Br超标并不代表六价铬Cr+6及PBBs&PBDEs超标,应送样XXXX承认之第三方机构检测,并以第三方机构出具之报告做相应处理.塑料有卤类Br﹑Cl为经验参考标准值。
5.6。
3针对不锈钢材料因其材质含铬,经验证其含量在160000ppm-200000ppm时不含六价铬,如内部检测超出其范围需送第三方检测。
5.6。
4 EDX3000B能量色散光谱仪及ICP的检测限值为2PPM,ND表示该元素含量小于2PPM。
5.6.5如测试发现样品超标,需立即更换仪器载样薄膜,并开立「质量异常处理报告单(-FM—83013)」通知送测单位,依「环境关联物质异常管制程序(-QP—83Q1)」处理.必要时,样品送第三方检测机构确认。
项次类型XRF测试允收标准铅Pb镉Cd汞Hg六价铬Cr+6总铬Cr砷As总溴Br总氯Cl总溴+总氯Br+Cl塑料有卤材质(ppm) (ppm)(ppm)(ppm) (ppm) (ppm) (ppm) (ppm) (ppm)1 PA46 〈35 〈5 ND ——〈700 ND <140000 NA NA PA6T <35 〈5 ND —- 〈700 ND 〈170000 NA NA。
稽核管理系统开发流程
稽核管理系统开发流程一、引言稽核是组织内部一项非常重要的控制工具,通过对组织内部活动和管理措施的检查核实,以提供有关组织操作情况和风险控制状况的信息,以保证组织的正常运作和风险的有效控制。
而稽核管理系统的开发则是为了更好地支持和管理整个稽核过程,提高稽核效率和精度,降低人为错误和漏洞,进而增强组织对风险的识别和应对能力。
本文将围绕稽核管理系统的开发流程进行详细介绍,包括需求分析、系统设计、系统实现、系统测试和系统部署等环节,以期为相关开发人员提供参考和指导。
二、需求分析1. 系统概述:稽核管理系统是一个基于Web的系统,旨在帮助组织管理和执行稽核活动,包括计划、执行、记录、报告和跟踪整个稽核过程。
2. 功能需求:(1)用户管理:包括用户注册、登录、权限分配等功能,不同用户角色有不同的系统操作权限。
(2)稽核计划管理:可以创建、编辑和删除稽核计划,设定计划的执行时间、地点和责任人等信息。
(3)稽核任务管理:将稽核计划细化为具体的稽核任务,分配给相应的稽核员,并提供任务执行情况的实时监控和跟踪。
(4)稽核报告管理:稽核员可以填写稽核报告,记录稽核过程和结果,系统可以生成报告并归档保存。
(5)风险评估管理:系统可以进行风险评估和风险控制,帮助组织更好地识别和管理潜在风险。
(6)数据分析和报表生成:系统可以对稽核数据进行分析和统计,并生成各种形式的报表和图表,便于管理层决策和分析。
3. 非功能需求:(1)安全性要求:系统需要保证数据的机密性、完整性和可靠性,确保系统只能被授权用户访问,并具备审计功能。
(2)性能要求:系统需要具备高性能,能够支持大量用户同时操作和高并发访问。
(3)易用性要求:系统界面简洁明了,操作方便,逻辑清晰,用户易于上手操作。
三、系统设计1. 系统架构设计:稽核管理系统采用B/S架构,用户通过浏览器访问,服务器端采用Java 开发,数据库采用MySQL存储。
2. 数据库设计:设计稽核管理系统所需的数据库结构,包括用户表、稽核计划表、稽核任务表、稽核报告表等。
内部稽核培训资料
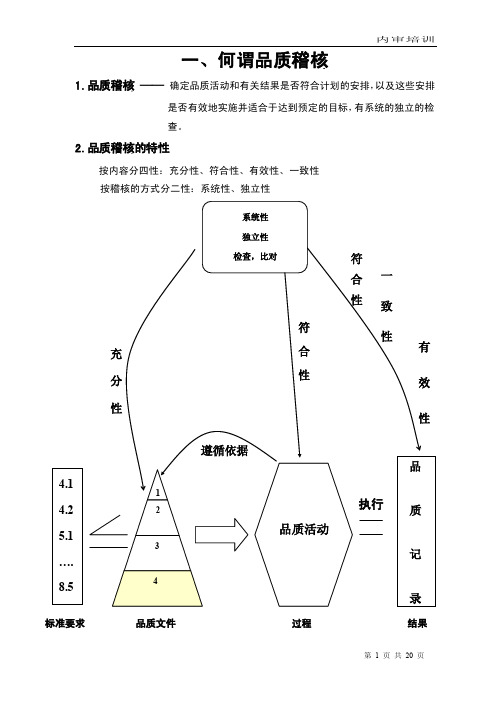
一、何谓品质稽核1.品质稽核 —— 确定品质活动和有关结果是否符合计划的安排,以及这些安排是否有效地实施并适合于达到预定的目标,有系统的独立的检查。
2.品质稽核的特性按内容分四性:充分性、符合性、有效性、一致性按稽核的方式分二性:系统性、独立性标准要求 品质文件 过程 结果二、稽核之型式三、内部质量稽概论一、内部质量稽核的目的1.满足质量标准或规定要求。
2.判定质量系统中要项是否符合规定之要求。
3.判定质量系统对于达成质量目标的有效性。
4.提供被稽核者改进质量系统的机会。
5.第二、三方稽核前及当内稽发现问题时及时矫正,为通过第二、三方稽核作准备。
二、内部质量稽核的范围1.稽核范围决于质量系统所涉及的部门,产品及服务。
如第二、三方稽核选择一定范围,则内稽亦不同。
2.可以在特定时期在产品和部门中确定一定的范围。
(如新产品尚未正式批量生产前,不列入制程管制的内稽范围)。
3.与生产无直接关系的部门,如后勤、财务等可不在内稽范围。
三、内部质量稽核的依据1.ISO 9001品保证标准2.品质手册3.质量计划、作业标准4.合约要求5.国际或国家有关的法律、法规、标准四、稽核的时机与频度(1)常规稽核(可选如下一种方式预先编订年度稽核计划)a)某月对一个或几个单位(或系统要素)进行稽核,每年应覆盖所有部门(或全部系统要素)至少两次。
b)每年两次集中稽核各单位和各系统要素。
(2)追加稽核a)发生了严重的质量问题或客户抱怨。
b)组织机构、质量政策和目标、产品、生产技术装备以及生产场所等有较大的改变。
c)即将进行第二、第三方稽核。
d)证书即将满期又希望继续保持认证资格。
五、内稽的步骤工作量分配:1.策划准备40%2.实施40%3.报告10%4.追踪确认10%四、内部质量稽核的策划总体安排和组织管理主要内容如下:1.高阶领导重视是内稽成败的关键。
高阶领导的重视是主要表现在领导层认真研究组建内稽小组,任命干部确定其职责和制定其工作方针。
稽核技巧
第一章内部品质系统稽核简介一、品质稽核的意义二、品质稽核的目的三、品质稽核的益处第二章内部品质稽核之规划一、内部品质系统稽核二、内部品质系统稽核流程三、拟定稽核计划或方案四、执行内部稽核作业五、检讨稽核作业六、跟催稽核矫正行动七、内部品质系统稽核结果纳入管理审查八、稽核员之角色特质与应具备之能力九、执行稽核的技巧十、报告能力十一、内部品质稽核程序范例第三章稽核系统之维持与品质改进第一章、内部品质系统几何简介一、品质稽核的意义:依照ISO9000:2000品质管理系统一基本原理和字汇对「稽核」所下的定义如下:Audit: systematic,independent and documented process for obtaining audit evidence and evaluating it objectively to determine the extent to which audit criteria are fullilled.稽核:系统的、独立的与文件化的过程(流程)用以获得、证据及对它客观的评估,以决定稽核准则所达成的程度。
而在ISO10011中,对品质稽核的实施,又分为内部与外部两种。
其中有关于内部稽核的作业,在ISO9001明订为必要的评鉴项目。
内部品质稽核与外部品质稽核的差异,依照ISO10011的解说,主要是目的不同:内部品质稽核的重点,在确定品质系统达成品质目标的有效性,并提供被评尖者改进其系统的机会:外部品质稽核(second aparty,third party audit)的重点,则是为符合政府或公司的法规要求,或受登录于认可的评鉴组织。
验证二、品质稽核的目的:—判定品质系统中的各要项是否符合规定之需求。
—判定品质系统对于达成品质目标的有效性。
—提供被稽核者改进品质系统的机会。
—符合规定的要求。
—受稽核组织可核准登录于验证名册。
三、品质稽核的益处:—可对有意建立契约关系的供货商作初期评估。
内部稽核制度
标题内部稽核制度编号YH-QⅢ-D-内部稽核制度1.0内部稽核的定义:内部稽核是一项既有系统性又有独立性的稽查与复核活动,收集证据并对证据进行客观地评价,以确定相关的活动及其结果是否与规划内容一致,规划内容是否有效实施,且规划内容是否适合与达成目标,或是否满足相关之审核原则(如ISO条文),对异常问题进行追溯和跟踪,并最终形成文件的过程。
2.0目的:为加强和规范公司的内部管理,建立和完善内部稽核制度,以保护公司资产的完整与安全、促进目标任务达成、促进流程制度落实、提高执行力、降低成本费用,形成内部制约机制和控制体系,防止内部管理过程的失控,履行公司各部门的职责,实现公司持续改进与经济效益最大化,特制订本制度3.0范围:本制度适用于公司总经办属下所有部门和人员。
4.0职责:4.1稽核组长:负责制定《稽核计划》与《稽核任务书》,并组织稽核实施,审核《稽核整改通知书》、《稽核通报》、《稽核奖惩汇总表》,向总经办定期汇报稽核情况4.2稽核专员:根据稽核计划与任务实施稽核,开具《稽核整改通知书》,发布《稽核通报》,对稽核异常进行整改跟踪验证,实施稽核奖惩.A.代表公司总经办对各部门、各岗位行使监督权、检查权、奖惩权;B.稽核检查各部门、各岗位是否按照规章制度、作业程序、岗位职责、会议决议等规定进行作业;C.以公司相关规章制度、作业程序、岗位职责、会议决议为准绳,以事实为依据,以纠偏、教育为目的,实事求是,不徇私舞弊、不偏不坦、公正无私;D.对稽核工作中发现的问题有督导建议权和奖惩权,有权召集被稽核部门相关人员参与调查会议;E.认证学习公司各类制度条文、熟练掌握奖惩尺度、使公司稽核工作良性、持续开展;F.及时向稽核组长或总经理反馈和汇报稽核工作中遇到的各类问题及建议。
4.2公司各部门:负责配合稽核实施,对稽核中暴露的问题进行限期内有效整改,持续改进.A.被稽核时,积极快捷提供各类报表证据以供稽核检查;B.对宇航公司各项规章制度、作业程序、岗位职责、会议决议等文案的缺陷可提出修改建议;C.对稽核工作有异议时向稽核组长或总经理提出书面申诉,总经办三个工作日内给予申诉部门或申诉人员回复;D.稽核专员要求按期完成整改任务,被稽核部门或人员由于特殊原因需要延长整改期限的,必须向总标题内部稽核制度编号YH-QⅢ-D-经理书面申请,并经总经理批准后方可延期完成;E.稽核内容涉及到多个部门时,稽核专员要一查到底,直到追究出最终责任部门和人员为止;各部门负责人又义务协助稽核专员查出责任人,否则责任部门负责人需承担相应责任。
工厂英语缩写

制造业中常用的英文缩写QSA:Quality System Audit 品质系统稽核SQE(供应商管理)用的比较多QPA:Quality Process Audit 品质制程稽核GR&R:Gauge repeatability &Reproducibility评价重复性和再现性,是MSA的一种常用方法MSA(MeasurementSystemAnalysis)使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分。
品质人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理PQC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商品质评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 品质/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它品质术语类QIT Quality Improvement Team 品质改善小组ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering *****ge Notice 工程变更通知(供货商)ECO Engineering *****ge Order 工程改动要求(客户)PCN Process *****ge Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序-SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单S Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4M1H Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Design Quality Assurance 设计品质保证QA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Reject Rate 批退率DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing *****geP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material Size XsLMC Least Material ConditionLMS Least Material Size UmLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessAVL Approved vendor listOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable部门名称的专有名词QS :Quality system品质系统CS: Coutomer Sevice 客户服务QC: Quality control品质管理IQC: Incoming quality control 进料检验LQC: Line Quality Control 生产线品质控制IPQC: In process quality control 制程检验FQC: Final quality control 最终检验OQC: Outgoing quality control 出货检验QA: Quality assurance 品质保证SQA: Source(supplier) Quality Assurance 供应商品质保证(VQA)CQA:Customer Quality Assurance客户质量保证PQA: Process Quality Assurance 制程品质保证QE: Quality engineer 品质工程CE: component engineering零件工程EE: equipment engineering设备工程ME: manufacturing engineering制造工程TE: testing engineering测试工程PPE: Product Engineer 产品工程IE: Industrial engineer 工业工程ADM:Administration Department行政部RMA:客户退回维修CSDI:检修PC: producing control生管MC: mater control物管GAD:General Affairs Dept总务部A/D:Accountant /Finance Dept会计LAB:Laboratory实验室DOE:实验设计HR:人资PMC:企划RD:研发W/H:仓库SI:客验PD:Product Department生产部PA:采购(PUR:Purchasing Dept)SMT:Surface mount technology 表面粘着技术MFG:Manufacturing 制造MIS:Management information system 资迅管理系统DCC:document control center 文件管制中心厂内作业中的专有名词QT:Quality target品质目标QP:Quality policy目标方针QI:Quality improvement品质改善CRITICAL DEFECT:严重缺点(CR)MAJOR DEFECT:主要缺点(MA)MINOR DEFECT:次要缺点(MI)MAX: Maximum最大值MIN: Minimum最小值DIA: Diameter直径DIM: Dimension尺寸LCL: Lower control limit管制下限UCL: Upper control limit管制上限EMI:电磁干扰ESD:静电防护EPA:静电保护区域ECN:工程变更ECO: Engineering change order工程改动要求(客户)ECR:工程变更需求单CPI: Continuous Process Improvement 连续工序改善DWG: Drawing图面ZD: Zero defect零缺点BOM:Bill of material物料清单CPU: central processing unit(中央处理器)IC: Integrated circuit(集成电路)Memory IC: Memory Integrated circuit(记忆集成电路)RAM: Random Access Memory(随机存取存储器)DRAM: Dynamic Random Access Memory(动态随机存取存储器)SRAM: Staic Random Access Memory(静态随机存储器)ROM: Read-only Memory(只读存储器)EPROM:Electrical Programmable Read-only Memory(电可抹只读存诸器)EEPROM: Electrical Erasbale Programmable Read-only Memory(电可抹可编程只读存储器)CMOS: Complementary Metal-Oxide-Semiconductor(互补金属氧化物半导体)BIOS: Basic Input Output System(基本输入输出系统)LED:发光二极体ID:identification识别,鉴别,证明PILOT RUN: (试投产)FAI:首件检查FPIR:First Piece Inspection Report首件检查报告FAA:首件确认SPC:统计制程管制CP:capability index(准确度)CPK:capability index of process(制程能力)PMP:制程管理计划(生产管制计划)MPI:制程分析DAS: Defects Analysis System 缺陷分析系统PPB:十亿分之一Flux:助焊剂P/N:料号L/N:Lot Number批号Version:版本Quantity:数量Valid date:有效日期MIL-STD:Military-Standard军用标准ICT: In Circuit Test (线路测试)ATE:Automatic Test Equipment自动测试设备MO:Manafacture Order生产单T/U: Touch Up (锡面修补)I/N:手插件P/T:初测F/T: Function Test (功能测试-终测)ASY:组立P/K:包装TQM:Total quality control全面品质管理MDA:manufacturing defect analysis制程不良分析(ICT)RUN-IN:老化实验HI-pot:高压测试FMI:Frequency Modulation Inspect高频测试DPPM: Defect Part Per Million(不良率的一种表达方式:百万分之一) 1000PPM即为0.1%Corrective Action: (CAR改善对策)ACC:允收REJ:拒收S/S:Sample size抽样检验样本大小SI-SIV:Special I-Special IV特殊抽样水平等级CON:Concession / Waive特采ISO:国际标准化组织ISA:Industry Standard Architecture工业标准体制结构OBA:开箱稽核FIFO:先进先出PDCA:管理循环Plan do check action计划,执行,检查,总结WIP:在制品(半成品)S/O: Sales Order (业务订单)P/O: Purchase Order (采购订单)P/R: Purchase Request (请购单)AQL:acceptable quality level允收品质水准LQL;Limiting quality level最低品质水准QVL:qualified vendor list合格供应商名册AVL :认可的供货商清单(Approved Vendor List)QCD: Quality cost delivery(品质,交期,成本)MPM:Manufacturing project management制造专案管理KPI:Key performance indicate重要绩效指标MVT:Manufacturing Verification Test制造验证试产Q/R/S:Quality/Reliability/Service质量/可靠度/服务STL:ship to line(料到上线)NTF:No trouble found误判CIP:capacity improvement plan(产能改善计划)MRB:material review board(物料审核小组)MRB:Material reject bill退货单JIT:just in time(即时管理)5S:seiri seiton seiso seiketsu shitsuke(整理,整顿,清扫,清洁,修养)SOP:standard operation process(标准作业程序)SIP:Specification inspection process制程检验规格TOP: Test Operation Process (测试作业流程)WI: working instruction(作业指导书)SMD:surface mounting device(表面粘着原件)FAR:failure aualysis report故障分析报告CAR:Corrective action report改善报告BPR:企业流程再造 (Business Process Reengineering)ISAR :首批样品认可(Initial Sample Approval Request)-JIT:实时管理 (Just In Time)QCC :品管圈 (Quality Control Circle)Engineering Department (工程部)TQEM: Total Quality Environment Management(全面品质环境管理)PD: Production Department (制造)LOG: Logistics (后勤支持)Shipping: (进出口)AOQ:Average Output Quality平均出货质量AOQL:Average Output Quality Level平均出货质量水平FMEA:failure model effectiveness analysis失效模式分析CRB: Change Review Board (工程变更会议)CSA:Customer Simulate Analysis客户模拟分析SQMS:Supplier Quality Management System供应商品质管理系统QIT: Quality Improvement Team 品质改善小组QIP:Quality Improvement Plan品质改善计划CIP:Continual Improvement Plan持续改善计划M.Q.F.S: Material Quality Feedback Sheet (来料品质回馈单) SCAR: Supplier Corrective Action Report (供货商改善对策报告) 8D Sheet: 8 Disciplines sheet ( 8D单)PDCA:PDCA (Plan-Do-Check-Action) (管理循环)MPQ: Material Packing Quantity (物料最小包装量)DSCN: Delivery Schedule Change Notice (交期变更通知) QAPS: Quality Assurance Process Sheet (品质工程表)DRP :运销资源计划 (Distribution Resource Planning)DSS:决策支持系统 (Decision Support System)EC :电子商务 (Electronic Commerce)EDI :电子资料交换 (Electronic Data Interchange)EIS :主管决策系统 (Excutive Information System)ERP:企业资源规划 (Enterprise Resource Planning)FMS :弹性制造系统 (Flexible Manufacture System)KM :知识管理 (Knowledge Management)4L :逐批订购法 (Lot-for-Lot)LTC :最小总成本法 (Least Total Cost)LUC :最小单位成本 (Least Unit Cost)MES :制造执行系统 (Manufacturing Execution System)MPS :主生产排程 (Master Production Schedule)MRP :物料需求规划 (Material Requirement Planning)MRPⅡ:制造资源计划 (Manufacturing Resource Planning)OEM :委托代工 (Original Equipment Manufacture)ODM :委托设计与制造 (Original Design & Manufacture)OLAP:线上分析处理 (On-Line Analytical Processing)OLTP:线上交易处理 (On-Line Transaction Processing)OPT :最佳生产技术 (Optimized Production Technology)PDCA:PDCA管理循环 (Plan-Do-Check-Action)PDM:产品数据管理系统 (Product Data Management))RCCP:粗略产能规划 (Rough Cut Capacity Planning)SCM :供应链管理 (Supply Chain Management)SFC :现场控制 (Shop Floor Control)TOC:限制理论 (Theory of Constraints)TQC :全面品质管制 (Total Quality Control)FYI/R:for your information/reference仅供参考ASAP:尽快S/T:Standard time标准时间TPM:total production maintenance:全面生产保养IT:information technology信息技术,资讯科学CEO:Chief Executive Officer执行总裁COO:Chief Operaring Officer首席业务总裁SWOT:Strength,Weakness,Opportunity,Threat优势﹐弱点﹐机会﹐威胁IDP:Individual Development Plan个人发展计划MRP:Material Requirement Planning物料需求计划MAT'S:Material材料LRR:Lot Rejeet Rate批退率ATIN:Attention知会3C:Computer ,Communication , Consumer electronic消费性电子5W1H:When , Where , Who , What , Why , Ho5M:Man , Machine , Material , Method , Measurement人,机器,材料,方法,测量4MIE:Man,Material,Machine,Method,Environment人力,物力,财务,技术,时间(资源)7M1I:Manpower , Machine , Material , Method,Market , Management , Money , Information人力,机器,材料,方法, 市场,管理,资金,资讯FA: Failure Analysis 失效分析5S5S整理,整顿,清扫,清洁,教养6Sigma6Sigma六标准差A/IAutoInsertion自动插件AQLAcceptQualityLevel允收水平B/IBurn-In高温热机(老化)过程BOMBillOfMaterial材料明细表BTOBuildToOrder接单生产CAD/CAMComputerAidedDesign/Manufacturing计算机辅助设计/制造CALCalibration仪器校验(仪校)CARCorrectiveActionResponse改善对策报告CCRCustomerComplainRequirement客户抱怨/要求ChargeCharge索取费用CNDCannotDuplicate无法复制,异常现象消失CRCritical严重(CR>MA>MI)CSCustomerService客户服务CTOConfigureToOrder接单组装DebitNoteDebitNote(会计)帐目通知DELL'sSurveyFormDELL'sSurveyFormDELL公司稽核供货商的文件ECNEngineeringChangeNotice工程变更通知ECREngineeringChangeRequest工程变更要求EMIElectroMagneticInterference电磁干扰ENGEngineering工程(部)ESDElectrostaticDischarge静电放电FAEFieldApplicationEngineering客诉前置处理单位FAIFirstArticleInspection首件检查FNFactoryNotice工厂通知FRRFieldReturnRate市场退修率FRUFieldReplacementUnit市场不良回修更换套件Hi-PotHi-Pot耐电压测试HoldHold(shipping,production…)停止(出货,生产…)ICTIn-CircuitTest(PC板)电路测试IEIndustrialEngineering工业工程IPQCIn-ProcessQualityControl制程质量管理IQCIncomingQualityControl进料质量管理ISOInternationalOrganizationforStandardization国际标准组织JITJustInTime实时(行动,入料…)MAMajor主要MEMechanicalEngineering机械工程MFGManufacturing制造部(业)MIMinor次要MISManagementInformationSystem信息管理系统MPMassProduction量产(亦指制造部) MRBMaterialReviewBoardVQA材料异常会阅MTBFMeanTimeBetweenFailure平均失效时间O/IOperationalInstruction作业指导书ODMOriginalDevelopingManufacturer原始设计生产OEMOriginalEquipmentManufacturer原始配备生产ORTOn-goingReliablityTest在制品可靠度测试P/NPartNumber品名P/OPurchaseOrder采购下订单(P/O->S/O->W/O)P/RPilot-Run试作验证PDCAPlanDoCheckAction戴明循环PEProductionEngineering制造工程(部)PPMPartPerMillion百万分之一(质量计算单位)PreformingPreforming预加工QAQualityAssurance品质保证QCCAQualityControlCircleActivities品管圈活动QCQualityControl质量管理QISQualityInformationSystem质量信息系统R/IRun-In常温热机(老化)过程REVRevision版本RMAReturnMerchandiseApproval(orAuthorization)退货品认可RTVReturnToVendor退回厂商S/NSerialNumber序号S/OSalesOrder业务下订单SafetySafety安全规格(安规)SMTSurfaceMountingTechnology表面黏着技术SPCStatisticsProcessControl统计制程管制SPECSpecification规格SWOTStrengthWeaknessesOpportunitiesThreats强势弱势潜在机会威胁TETestEngineering测试工程TPMTotalProductiveMaintenance全面性生产维护TQMTotalQualityManagement全面质量管理TUVTUV德国莱茵技术监护顾问公司(安规单位)ULUnderwritersLaboratories美国保险协会实验室(安规单位)VQA VenderQualityApproval供货商质量保证(雷同进料检验)W/OWorkOrder生产工单WIPWorkInProcess尚未完成的在制品P/N ------ Part Number 料号P/R ------ Purchase Request (物控release给采购的)请购单P/O ------ Purchase Order (采购release给厂商的)订单PMC ------ Production & Material Control 生管&物控管理PM ------ Production Management 整个生产管理(包括生管物控产销)MC ------ Material Control (企划)物控PC ------ Production Control (企划)生管PL------ Project Leader 项目管理(针对大客户大订单的专门全面管理主要是Pilot Run 阶段及其前期工作)OM ------ Order Management 订单管理(量产之后的订单答交﹑生产进度跟踪﹑工令管理﹑ECN变更﹑出货排程等)PMP ------ Project Management Plan 项目(订单)管理计划书PIC ------ Person In Charge (项目)负责人COPP ------ORT ------ Ongoing Reliability Test生产过程中的可靠度测试UCL ------ Up Control Line 上管制线LCL ------ Low Control Line 下管制线FAI ------PVT ------ Process Verification Test Pilot Run试生产第一阶段先作PVT再作MVB.MVB ------ Mass Verification Board Pilot Run试生产之第二阶段M/P ------ Mass Production量产/大批量生产BTF ------ Build To Forecast 依据销售预测进行生产BTO ------ Build To Order 依据订单生产CTO ------ Configuration To Order客制化生产PTD ------ Production To DepartureCRM ------ Customer Relationship Management 客户关系管理CRP ------ Capacity Requirements Planning 产能需求规划ERP ------ Enterprise Resource Planning 企业资源规划FMS ------ Flexible Manufacture System 弹性制造系统BOM ------ Bill Of Material 物料清单MPS ------ Master Production Scheduling 主生产排程指根据业务接单或销售预测所排定一段期间之产品生产计划须指定何种产品应于何时制造完成多少数量.MRP ------ Material Requirement Planning 物料需求规划MRP之计算依照MPS之产品独立需求透过BOM展开之零组件相依需求配合当时存货状况以求得某段期间内应投入生产或执行采购之计划方针.WIP ------ Work In Process 在制品FG ------ Finished Goods制成品/产成品E&O ------ Excess & Order/Backlog 呆滞在途(订单)EOL ------ End Of Line产品寿命中止(停止生产)MES------Manufacturing Execution System制造执行系统辅助生管人员收集现场数据及控制现场制造流程提供企业改善制程、提高生产效益的工具.大部分的MES系统模块皆会包括订单管理系统(Customer Order Management COM)﹑物料管理系统(Material Management System MMS)﹑制程控管系统(Work In Process Tracking WIP)﹑生产排程系统(Production Scheduling System PSS)﹑质量控管系统(Statistical Process Control SPC)﹑设备控管系统(Equipment Management System EMS)及对外部系统的PDM整合接口(PDM Integration Interface)与ERP 整合接口(ERP Integration Interface)等模块.OEM ------ Original Equipment Manufacture委托代工ODM ------ Original Design & Manufacture 委托设计与制造A VL ------ Approved Vendor List 具备资格/被认可的厂商名册SCM ------ Supply Chain Management供应链管理SLM ------ Supply Line Management 供应链管理产品由起始原料转换成完成品至最终到达顾客手上之流动过程中影响其执行绩效的个体组合而成之网络称为供应链供应链的组成个体可能包括:供货商→制造→工厂→配销点→零售商→最终顾客;而供应链管理之定义简单而言就是需求与供应适当的结合以达到资源﹝人﹑设备﹑物﹑资金﹞运用与分配之有效性与及时性.EC ------ Engineer Change设计变更/工程变更EC ------ Electronic Commerce 电子商务ECN ------ Engineer Change Notice工程变更通知书S/O ------ Shipping Order 装货通知单S/A ------ Shipping Advice出货通知比“SI”先行S/I ------ Shipping Invoice 正式的出货文件/发货单P/L ------ Packing List (出货)装箱单B/L ------ Bill of Leading 提货单/提单N/W ------ Net Weight 净重ETD/E.T.D/e.t.d ------ Expected Time of Departure (货船)预定开航时间ETA/E.T.A/e.t.a ------ Expected Time of Auuival预定到达时间CAT ------ Component Approval Team零件承认组KPI ------ Key Part Index 关键指标二.财务会计专有名词A/R ------ Account Receivable应收帐款A/P ------ Account Payment应付帐款Deduct AP ------ 扣除应付帐款/不良扣款T/T ------ Telegraph Transfer汇转帐(付款)OA 30天------ 货到30天后付款(如11/5到货则12/5付款)月结30天------ 货送到后下月底付款(如11/5到货则12/30付款)ID ------ Input Duty 关税V AT ------ Value Add Tax 增值税三. 品管专有名词IQC ------ Incoming Quality Control 进料质量控制IPQC------ In-Process Quality Control 制程质量管理:产品未完成前尚在制程中的品管工作FQC ------ Finish or Final Quality Control 成品质量管理:成品未装箱前的品管工作.QE ------ Quality Engineering 质量工程FAE ------ Final Application Engineer终端应用工程部门(属R&D范畴) 又称为AED --- Application Engineer Department.FAE ------ Finished Application Engineer 成品应用工程CPSR ------ Customer Product Standard Request客户产品规格标准要求QA ------ Quality Assure 品质保证OQA ------ Out-going Quality Assure 出货品质保证对厂内生产线的产品进行检验及测试范围包括: 产品外观ECN是否最新版产品结构是否符合ECN附属配件是否齐全(CD-PROMENU)包装方法是否符合客户要求产品性能检验测试(能否正常运行与其它产品的兼容性等).DIST机种用3种固定规格的CPUHDD进行测试项目机种按客户提供的固定程序测试项目相对较少时间较短.OQA 0.0 ------ 出货failure rate(不良率)为0.0%之品质保证OOB ------ Out Of Box 开箱检查包括产品功能及兼容性测试除需进行与OQA相同的检验及测试之外还要设法取得客户信息仿真客户端系统使用状况进行产品兼容性测试对客户可能采用的各种规格型号之HDDCPUFLOPPY等均需进行测试测试项目较多时间较长所需的测试程序和测试治具比OQA要多OQC ------ Out-going Quality Control 出货质量管理TQM ------ Total Quality Management 全面质量管理TQC ------ Total Quality Control全面质量管理QIT ------ Quality Improvement Team质量改善小组QIP ------ Quality Improvement Plan质量改善计划CAR ------ Correction Action Require质量异常修正联络单工厂内部各制造及技朮部门互相可发出此联络单内容广泛包括制程﹑材料﹑人为因素等造成的质量异常要求相关责任单位改善.如: OQA发出的CAR为“OQA退货修正联络单”交由PE分析并提出改进措施. SCAR ------ Supplier Correction Action Require 供货商质量改善联络单IQC发给厂商的联络单PUSH厂商针对我们提出的质量问题研究并实行改善措施厂商接到此单后即会回复改善措施.CLCA ------ Close Loop Correction Action循环改善措施其循环流程为: 制造将质量异常反应给IQCIQC发出SCAR 厂商回馈改善措施SQE对厂商的改善措施是否能有效解决质量异常作进一步确认LTQ ------ Lead ship Through Quality质量领导机制AQL ------ Acceptable Quality Level 消费者可接受之最高不良率KM ------ Knowledge Management 知识管理SFC ------ Shop Floor Control(生产)现场控制Batch Reject Rate / Lot Reject Rate批通率Defect Rate 不良率ISO ------International Organization for Standardization国际标准组织PDM ------ Product Data Management 产品数据管理系统协助工程师进行数据管理让企业透过标准程序管制提高整体效率并使作业程序电子化及标准化.用来管理特定产品从研发到量产之生命周期里全程/各点产生的一切信息例如CAD图面﹑3D模型数据﹑NC程序﹑CAE 分析结果测试数据﹑设计历史和相关制程文件.OPT ------ Optimized Production Technology 最佳生产技术任何企业的真正目标是现在和未来都赚钱;要实现这个目标必须在增加产销率的同时减少库存和营运费用.PDCA ------ 品管之“PDCA”管理模式: Plan→Do→Check→ActionPDSA ------ 品管之“PDSA”管理模式: Plan→Do→Study→ActionCLCA ------5S ------ 5S是由企业研究出来的一种环境塑造方案其目的在藉由整理(SEIRI)﹑整/顿(SEITON)﹑清扫(SEISO)﹑清洁(SEIKETSU)及身美(SHITSUKE)五种行为来创造清洁﹑明朗﹑活泼化之环境以提高效率﹑质量及顾客满意度.5S活动的对象/是现场的环境它对生产现场环境全局进行综合考虑并制订切实可行的计划与措施从而达到规范化管理.四. 计算机软硬件专有名词PCB ------ Printed Circuit Board 印刷电路板PCA ------ Printed Circuit Assembly印制电路插件M/B ------ Mother Board / Main Board 主机板/主板/母板B/B ------ BareBone 系统半成品又称“准系统”或称“裸机”由OEM客户指定其配备通常由下列部分组成:Case+power supply+M/B+CD ROM+HDD+FDD 由OEM客户自行增添:CPU+RAM等即成为完整的系统system.HD ------ Hard Disk 硬盘HDD ------ Hard Disk Drive 硬盘驱动器Floppy Disk软盘/软磁盘FDD ------ Floppy Disk Drive 软盘驱动器/软磁盘机CD/CDPRO ------ Compact Disc 激光唱盘/光盘CD-ROM/ CD-ROM drive 光盘驱动器CDROM 只读光盘品质人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output Quality Level 平均出厂品质Q/R/S Quality/Reliability/Service 品质/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV 特殊抽样水准等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece Inspection Report 百万分之一PPM Percent Per Million 批号制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR Gauge Reproducibility&Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team 品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水准RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process 制程检验规格SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization 工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格CMCS C-China M-Manufact C-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-Assembly Compaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & Material Control 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部P/A Personal & Administration 人事行政部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM Original Equipment Manufacture 原设备制造PCE Personal Computer Enclosure 个人计算机外设PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China 中国大陆U.S.A the United States of America 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存I/O Input/Output 输入/输出OK Ok 好NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光盘CD-ROM Compact Disk Read-Only Memory 只读光盘FDD Floppy Disk Drive 软盘机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CA V Cavity 模穴CAD Computer Aid Design 计算器辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requitement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3C Computer,Commumcation,Consumer electronic's 消费性电子5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Desigh Quality Assurance 设计品质保证MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic Magnetion Inspect 高磁测试FMI Frequency Modulatim Inspect 高频测试B/M Boar/Molding(flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic in put/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体PDA Personal Digital Assistant 个人数字助理IC Integrated Circuit 集成电路ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微信道结构EISA Extended Industry Standard Architecture 扩充的工业标准结构SIMM Single in-line memory module 单项导通汇流组件DIMM Dual in-line Memory Module 双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes 失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WPR Weekly Delivery Requirement 周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 操作系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入品质人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供货商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最后一次稽核CAR corrective action request 改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level 运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的。
内部稽核管制程序完整流程
1.目的:检查本厂内部品质系统运作的合理性,提出具体客观的证据,以减少及清除不良问题发生, 且同时作为管理阶层改善品质系统运作的参考依据。
2.适用范围:本厂所属的品质管理系统均适用。
3.权责:3.1管理代表:负责编制年度稽核计划, 任命稽核组长及稽核组成员。
3.2稽核组:执行内稽工作,并向管理层汇报稽核结果。
4.定义:4.1 CAR(Corrective Action Requirement):改善行动要求,指品质系统运行发生不合格时,要求不合格发生部门提出改善措施。
本厂指《矫正与预防措施单》。
5.作业流程图:6. 作业内容:6.1 拟定审核计划:6.1.1管理代表或其指定人每年年底拟定下一年《年度稽核计划表》,包含预定稽核部门或区域,选定稽核范围,预定执行稽核的月别等,呈最高管理者批准。
6.1.2定期稽核一年两次,上、下半年各一次,每月采取滚动式稽核对体系运行情况进行检查, 不定期稽核指有品质异常、组织变动等重大之事项时,依需要临时召开。
6.2 稽核准备:内稽小组依《年度稽核计划表》于稽核前通知被稽核部门。
6.2.1内稽小组事先了解受稽核部门的业务状况,并联络排定稽核的日期与时间。
6.2.2 稽核人员指派及任务分配:每位稽核员均应分配与受稽核活动无直接责任关系的部门稽核,任务的分派由组长与相关稽核员等商讨后决定。
6.2.3 稽核员准备工作:包括准备《内部稽核查检表》等表单及调阅所稽核部门的文件。
6.2.4 收悉《内部稽核通知单》后,受稽核部门主管应指派专人给予稽核人员作业支持6.3 稽核范围与项目:与稽核有关的文件包含品质手册、品质程序、作业指导书以及相关记录、报告、标签等。
6.4 稽核作业:6.4.1 视需要与否召开首次会议,说明审核的目的和范围,说明排程表,确定受稽核单位陪同人员,暂定总结会议时间。
6.4.2 执行稽核作业时,在受稽核部门观察到的符合或不良现象应详细登录于《内部稽核查检表》上,不良现象的内容应包含相关文件的编号、不符合及违反文件的现况等详细叙述。
内部稽核作业程序,验证质量管理,及时发掘问题加以改善

5.3.稽核准备:
5.3.1.稽核员稽核前,制订内部稽核查检表。
5.3.2.稽核前稽核组长发出稽核通知,通知受稽核单位时程、范围及配合事项。
5.3.3.查检表制订:
5.3.3.1查检表将章节/名称填在查检表。
5.1.3.稽核计划与频度亦可依重要性、严重性及上次稽核不符合缺失之状况而调整。
5.2.稽核小组:
5.2.1.每次稽核前,由管理代表负责筹组稽核小组,并指任稽核组长。
5.2.2.稽核小组之成员须受过厂内外相关训练六小时以上。GP内审小组成员必须是ISO内审员并接受GP体系训练经考核合格人员.
5.2.3.稽核小组稽核员不可稽核自己之部门。
此次稽核日期
上次稽核日期
编号
稽核员
被稽核单位
稽核总结:
1、上次稽核缺点改善状况:
2、此次稽核缺点叙述:
2、稽核总结叙述:
稽核组组长
日期
5.4.2稽核员须记录发现之事实证据,以作为稽核报告之依据。
5.4.3稽核时应避免争执,若有争议则应与组长或管理代表讨论。
5.4.4稽核员应控制稽核时间,若无法于预定时间内完成稽核,可经稽核小组组长与受稽核部门主管同意,延长稽核时间。
5.5矫正措施:
5.5.1受稽核单位须于指定期限内回复矫正措施通知单,交与稽核员。
5.3.3.6查检表填写时字体须清晰,易于阅读。
5.3.4查检表使用:
5.3.4.1稽核员稽核时依内部稽核程序执行,稽核结果填写于查检表中,GP体系内审检查表沿用SONY公司检查表内容:
A.符合时在判定栏打OK。
ISO90012015内部稽核管理程序
6.3.4每次审核时,审核小组组成由管理者代表负责发起、联系及协调。
6.4稽核前准备:
6.4.1管理者代表根据稽核部门及工作内容任命稽核组长和稽核组员,并指派稽核组长负责本次稽核的具体组织工作。
6.4.2稽核组长对组员适当分工,并排定“内部品质稽核行程表”呈管理者代表核准,于一星期前通知并分发于相关部门。
管理评审程序
年度稽核计划表
内部品质稽核计划
内部品质稽核查检表
不符合报告
不符合管制记录表
6.5.3稽核结束会议:本会议由稽核组长负责召开,由稽核人员提报所发现的问题点,经受稽核部门主管签审确认后,将不符合项填写“不符合报告 ” ,同时稽核小组依“不符合管制记录表”做后续改善追踪。
6.5.4改善确认:受稽核部门须于3日内将“不符合报告”按要求填写完毕,交稽核小组备案,稽核员对改善结果追踪确认,确认改善OK,经管理者代表核准结案。
6.1.2.3必须对受稽核部门采取的纠正措施进行查证时。
6.2内审员资格认定:
6.2.1教育背景:中专以上学历,有相关工作的经验
6.2.1需经过培训,持有内审员培训合格上岗证书。
6.2.2在组织内审工作中应客观、公正、坚持。
6.3成立审核小组
6.3.1审核小组由管理者代表及其他合格的审核人员组成。
6.3.2审核小组成员见”内部审核人员名册”。
8.5不符合管制记录表YQ-FM-QA-18a
8.6内部品质稽核报告 YQ-FM-QA-19a
9.0附件:
9.1附件一:内部稽核作业流程图
附件一:内部稽核作业流程图:
流 程
权责部门
相关文件
使用表单
NG
内部稽核员培训

内部稽核一、稽核的定义依据ISO9000:2000中对稽核(Audit)的定义为:为获得审核证据并对其进行客观的评价,以确定满足。
经协商的准则的程度所进行的系统的、独立的、并形成文件的过程。
在ISO9001:2000品质系统中,明文要求建立六份程序,其中在8.22内部稽核条文中,即明文要求(书面化稽核程序必须订定),其要求的内容包括:1.供应者应建立并维持书面程序,籍以规化与执行内部稽核,以查证品质活动及其有关结果,是否与规划之安排相符合,进而决定品质系统之有效性。
2.内部稽核应依被稽核活动之重要性与状况排定时程,且应由与受稽核活动无直接责任关系的人员执行之。
3.稽核结果应作成记录,并提请受稽核单位负责人注意,该单位之管理者应对稽核所发现之缺失采取适当的矫正措施。
4.在后续追综的稽核活动中,应查证并记录所采矫正措施的执行情形与效果。
二、稽核的目的执行稽核的目的,可因其为内部稽核(Internal Audit)或外部稽核(External Audit)而定,所谓内部稽核为企业内自主的查核:而外部稽核则为企业与外部机构间的查核作业,以下我们分别介绍其目的如下:1.其目的在于:(1)确认品质系统内之要求是否有助于达成企业本身的品质目标,并籍由稽核作业协助各部门完成品质目标之达成。
(2)提供被稽核者改进品质系统之机会,以追求持续改善。
2.外部稽核:其目的在于:(1)判定品质系统是否符合政府与客户之相关要求,以避免违背合约或法令,遭致公司损失。
(2)经稽核通过的企业,得登录于验机构的名录内,以提升公司信誉与形象,并增加商机。
三、品质稽核的时机发动品质稽核的时机可分为定期与不定期两类,其区分如下:(1)定期稽核:依公司事先之规则,持续有计划的稽核品质系统,公司在推行ISO9000时,定期稽核是绝对必须的,一般排定的稽核计划均配合验证的时程,在验证一个月内执行定期稽核,以作为验证的热身活动,方便正式验证的顺利能过。
内部稽核课件ppt

02
对企业信息数据的完整性进行审计,确保数据不被篡改或丢失
。
信息技术服务审计
03
对企业的信息技术服务供应商进行审计,确保服务质量和合规
性。
04
CATALOGUE
内部稽核的风险与挑战
审计风险
1 2
审计计划不周全
由于审计计划制定时未能全面考虑被审计单位的 实际情况,导致审计过程中出现遗漏或重复,影 响审计效果。
案例三:某政府部门业务审计案例
总结词
业务审计是内部稽核的重要内容之一,通过对政府部门各项业务的审查,发现潜在的管 理漏洞和舞弊行为。
详细描述
某政府部门业务审计案例中,审计人员对政府部门的各项业务进行了审查,发现了一些 管理漏洞和舞弊行为。例如,有些业务存在重复审批、有些业务存在超标采购等。审计 人员进一步调查后,最终发现了相关人员的舞弊行为,并提出了改进建议,帮助政府部
报告撰写
根据稽核结果,撰写内部稽核 报告,对发现的问题和风险进 行分析和评估,提出改进建议 。
跟踪整改
对报告中提出的问题和建议进 行跟踪督查,确保整改措施得
到有效执行。
02
CATALOGUE
内部稽核的技巧与方法
审计计划与准备
确定审计目标和范围
准备审计工具和资料
明确审计的目的和需要审查的范围, 确保审计工作的针对性。
成本审计
对企业的成本进行审计,分析其成本构成,寻找 降低成本的途径。
资金审计
对企业的资金活动进行审计,确保资金的安全、 合规使用。
合规审计
合规政策审计
对企业是否遵守相关法律法规、行业标准和内部规章制度进行审 计。
合规操作审计
对企业日常操作是否符合合规要求进行审计。
LTQW-QA4-003品保稽核管制作业办法

品质系统品质系统三三阶文件Quality System Procedure文件文件编号编号编号:: LTQW-QA4-003Document No.:文件名称文件名称::品保品保稽核管制作业办法稽核管制作业办法Document name:版 本:1Revision:页 次:1/5~5/5Page:****** 会签单位******Co-signed by Division Managers会签 Co-signed分发 Distribute部门名称 Dept .Name 签署 Signed 意见栏 Rem rk ■ □ BU20 SBU2 AK Approved ■ □ BU20 制造管理处 Jal Approved ■□BU20 品质管理处David Approved核准Approved by审核Checked by制定Prepared By文件发行章Issue SealKinson Mary Power.HanQuality Name:Object:NO.:LTQW-QA4-003品质管理系统Quality management system品保稽核管制作业办法版次:REV.:1页数:Page:1 / 5 ***** 修订履历*****Update Record版次Rev 修订日期Update date修订页次Update page修订内容Update Content1 2018/7/30 全部 新制定Quality Name :Object :NO.:LTQW-QA4-003品质管理系统Quality management system品保稽核管制作业办法版次:REV.: 1页数:Page :2 / 51.1.目的目的目的:: 为确保本BU的品质及其它管理体系符合客户标准要求,以定期稽核本BU的品质及其它管理体系有充分性、适宜性和运行的有效性,并得到正确的实施与保持。
2.2.范围范围范围:: BU20所有部门均适用。
企业内部稽核制度

企业内部稽核制度企业内部稽核制度是一种有效的管理工具,旨在确保企业的运营合规性、风险控制和内部控制的有效性。
稽核制度是企业内部控制体系中的重要组成部分,通过内部稽核可以评估企业内部控制的有效性,发现潜在的风险和问题,并提出改进和建议。
一、内部稽核制度的目的和原则内部稽核制度的目的是确保企业的经营活动遵守法律法规和内部规章制度,保护企业和股东的利益,提高企业的运营效率和竞争力。
其原则包括以下几点:1.独立性:内部稽核部门应独立于被稽核单位,以确保稽核工作的客观性和公正性。
2.客观性:稽核工作应以客观的态度进行,不受私人、经济或其他干扰。
3.保密性:稽核信息应严格保密,只能向必要的人员披露。
4.系统性:稽核应按照一定的程序和规范进行,以确保全面和有效的稽核工作。
二、内部稽核的职责和权限1.职责:内部稽核部门的主要职责包括制定内部稽核计划,开展稽核工作,评估内部控制的有效性,发现潜在的风险和问题,并提出改进建议。
稽核部门应与其他部门合作,并向高层管理层提供稽核结果和建议。
2.权限:内部稽核部门应有足够的权力和资源来开展稽核工作。
他们有权进入各个部门、查阅各类文件和记录,并可以要求员工提供必要的信息和解释。
三、内部稽核程序和方法1.制定稽核计划:内部稽核部门应根据风险评估和管理层的要求,制定年度稽核计划。
计划中应包括稽核的范围、对象、目标和方法。
2.开展稽核工作:稽核部门应按照计划进行稽核工作,包括现场稽核、文件稽核和抽样稽核等。
稽核人员应遵守稽核程序和方法,准确收集、分析和记录相关信息。
3.评估内部控制的有效性:稽核部门应对企业的内部控制进行评估,发现潜在的风险和问题,并提出改进建议。
评估应依据相关法律法规和行业规范,确保内部控制体系的有效性和合规性。
4.提出改进建议:稽核部门应向高层管理层提出稽核结果和建议,包括改进内部控制的措施和流程等。
高层管理层应根据稽核结果和建议,及时采取相应的措施进行改进。
ISO 9001内部稽核Checklist--查核指引
(4)产品及工具之有效性
(5)发行及变更日期
(6)变更有效性之确认
9.文件使用单位,是否有私自影印之文件?
10.文件是否为易读的、可迅速识别及可取的?
11.文件是否按办法及规范制作格式书写?
第三阶文件,以及相关的作业规定(包含作业使用到的窗体),文件放在使用者能拿到的地方
IPQC定义的频率与方法与其记录一致;有首件检查定义,作业记录与定义一致
抽查生产控件目,其执行方法与作业记录与QC工程图(POR)一致,
<作业资格异动及证明办法><HVM生产在线技术士对作业人员教育训练办法>系统执行记录
IPQC检验规范、FIT、OQC、O/S测试规范教材等
无尘室(含曝光室)、仓库、仪校、检验照明区环境要求
2.是否有书面化程序以标识、储存、订正、保护、规定保存期限与处理质量记录?保管环境是否适当?
3.质量记录是否依规定年限保存?
4.记录是否适当分类归档、易于辨认、调阅并为作业人员所熟知?
5.记录格式是否包含必要之项目?如制作者、审核者、日期、名称或标题、保存期限、流程及编号等?
6.质量记录是否有用铅笔写?是否有涂改现象?
8.教育训练的成效是否整合并定期进行有效性评估?
9.质量系统是否列入教育训练课程并有效执行?
10.各部门主要的教育训练记录是否保存在教育训练中心?
11.各单位对工作场所及设施是否列入4S管理?
12.对设备、硬件及软件是否进行有效管理?
训练计划表保存
抽查训练记录
作业资格确认,随机抽查员工
新进员工的标示,随机抽查新进员工是否有小老师带领
受核部门﹕稽核人﹕
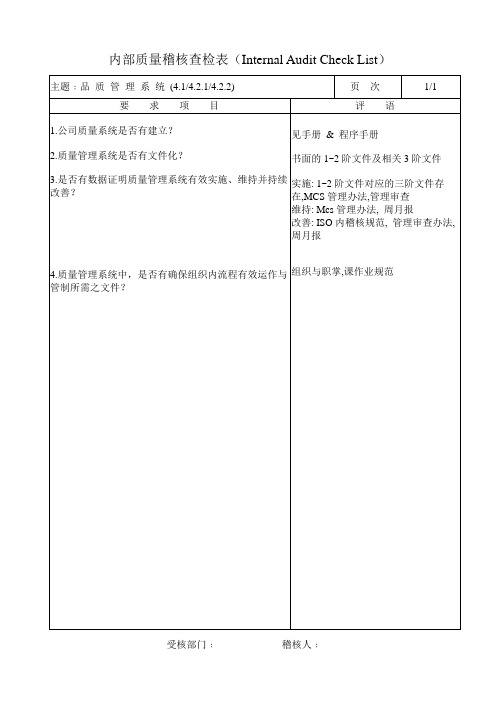
内部质量稽核查检表(Internal Audit Check List)
SQE体系简介

运用合理的奖励办法,籍以激励供应商能再接再历,完善品质与 格美及格美客戶,建立良好合作伙伴关系,达到“三贏”
供应商奖励评选 发放作业流程
統计供应商交货品质狀況
选出符合交货品质达到要求之供应商
开出《绩优供应商评比年度排名册》
交货量&交期&配合度統计結果 填写于表單
格美公司最高主管签核
知会厂商
年度供应商品质大会颁奖
异常材料处理
Purpose
*
SQE专人专案式处理(Managementby dedicated person & project) 对原材料不良进行快速原因分析,即日切入改善对策,有效进行追踪.
•將有效之原因分析及改善对策转换成 Data Dase 形成原材料不良原因分 析及改善对策资料库,作为后续工程,品质進行原材料不良分析及处理之 重要参考资料,提高解決问题之时效性和有效性.
取消合格供应商资格
供应商稽核辅导
目的:
协助供应商改善制造技术,提高品质水准及管理能力,使其能
适质,适量,适时供应我司所需之料件,建立长期性合作伙伴关系
稽核辅导构成条件及时机
A. 正常情況之供应商定期稽核輔导 B. 供应商交货品质无法达到格美公司之要求.
C. 供应商主动要求协助其改善本身制度者,可考虑对其实施辅导共谋发展
C. 所有新材料/模具/新图面制程/检验/作业变更等提出正式文件知会格美,並经SQE确认
后执行 D. 所有VCAR ,QIT必须详述真因,暂时对策/永久对策/确认/验证/追踪报告交由格美SQE E. 新产品(Component)导入需由格美NPI负责召开说明会,詳述检验及作业注意 事项,并在完成首件/首批检验后才开始进行生产 F. 供应商须提出年度品质目标及方針,由SQE定期追踪进度及改善成效. G. 成立品质评比月会/年度大会等,会议中可提供供应商在月/季/年度的品质评 比或供应商建议案,此会议是双向沟通的最佳渠道.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
---------------------------------------------------------------最新资料推荐------------------------------------------------------1 / 6內部稽核作業(系統名稱SYSTEM )FOXCONN HONG FU JIN PRECISION IND. CO., LTD. 系統名稱SYSTEM: 品質系統文件 主 題 SUBJECT: 內部品質稽核程序 文件編號 DOCUMENT No.: QP-32 PAGE 1 OF 7 REVC ※※※※ 目 錄 ※※※※ 項 目 ITEM 內 容 CONTENTS 頁 次 PAGE 目 錄 1 修 訂 履 歷 2 1. 目 的 3 2. 適 用 范 圍 3 3. 定 義 3 4. 責 任 單 位 3 5. 作 業 內 容 3~6 6. 參 考 資 料 7 7. 資 料 保 存7 8.相 關 表 單FU JIN PRECISION IND. CO., LTD. 系統名稱 SYSTEM: 品質程序文件 主 題 SUBJECT: 內部品質稽核程序 文件編號DOCUMENT No.: QP-32 PAGE 2 OF 7 REV C ※※※※ 修訂 履 歷 ※※※※ 版次 ECN NO. 修 訂 履 歷 備 注 AEC-A0-2329 初 版 發 行 B 在 5.1.2 項增加不定期稽核方式.C 增加 5.5 項, 內部稽核要點 FOXCONN HONG FU JIN PRECISION IND. CO., LTD. 系統名稱 SYSTEM:品質程序文件 主 題 SUBJECT: 內部品質稽核程序 文件編號 DOCUMENT No.: QP-32 PAGE 3 OF 7 REV C 一. 目的:確保品質管理系統按 ISO9001-2019 年版國際標准有效執行,及正確維護,進而使產品品質合乎客戶需求. 二. 適用范圍: ESBG 所有品質文件包括之項目和要求均屬之. 三. 定議: 3.1 管理階層:能作出權威性決策,並要求職能部門 100%地執行的領導群體. 3.2品質稽核: 為系統化及獨立性之查驗,以決定各項品質活動之成果與品質系統及計劃是否一致性,且有效被執行,及達到預定品質目標. 四. 責任單位 (權責): 4.1 總經理: 負責內部品質稽核執行、矯正及預防處理之監督. 4.2 管理代表: 經授權負責內部稽核活動之推動,安排矯正預防處理之跟催與查驗.4.3 稽核員: 取得公司內稽員資格,並經授權之人員. 4.4 品保部: 負責稽核活動之計劃、實施與矯正處理跟催復核. 4.5 受稽單位: 與稽核小組充分合作,提供必要資源.(如:設備、權責人員陪同),並依稽核報告決定及發啟矯正行動及預防措施. 五. 作業內容: 5.1 稽核方式: 5.1.1 定期稽核: 一年實施二次,上下半年各一次. 5.1.2 不定期稽核: 如遇 I法規要求,ii下列情形顯著變化(異常): 組織運作/管理/政策/技術/品質系統(改變)/重大品質問題發生. 應對沖壓、組裝、烤漆、模具現場及周邊各單位在系統和規格執行度上進行不定期稽核,原則上以每季度一次為准.5.2 稽核准則: 參照稽核查檢表 (見附表一)及公司三階文件進行稽核. 5.3 稽核小組: 由經理核准之公司內稽員組成,與受稽單---------------------------------------------------------------最新资料推荐------------------------------------------------------位有直接責任利益關系之稽核員不得擔當該單位之稽核,以求公正客觀. 5.4 稽核作業及要求: (見下表:) FOXCONN HONG FU JIN PRECISION IND. CO.,LTD. 系統名稱 SYSTEM: 品質程序文件主題 SUBJECT: 內部品質稽核程序文件編號 DOCUMENT No.: CGEE-32PAGE 4 OF 7 REV C 稽核流程程序內容實施細則稽核計劃 1.根據品質現狀,參閱上次稽核結案擬定稽核計劃.2.稽核人員確定.3.稽核范圍及項目(產品流程、ECN、文件系統及規格執行狀況等). 4.稽核頻率及時間確定. 5.稽核目的說明. 6.相關執行細節 1. 稽核項目: 結合上次稽核結果及現狀擬定. 2.評分標准: A. 以品質文件為依據對低階文件進行稽核. B. 品質文件每條款為五分,任何一條款不符將扣五分. 3. 依循稽核: A. 如三階文件與一階文件在內容程度相比更嚴,則以三階文件評分. 每一個三階文件均為五分,如任何段落不符將扣一分至五分,總共扣分不超過五分. 稽核實施稽核通知 1. 品保主管及公司總經理授權簽發連絡單知會相關單位. 2. 概述稽核計劃、稽核日期、稽核人員、受稽核單位、稽核項目. 1. 在執行稽核日前三天完成稽核計劃查檢表 2. 品保部下發連絡單知會受稽部門. 執行稽核 1. 按稽核計劃和查檢表進行稽核. 2. 稽核期間,被稽核單位提供陪同人員. 3. 被稽核人員必須如實回答實情. 4. 稽核人員認真如實作好查檢表記錄. 5. 向品保部主3 / 6管報告,並與被稽核部門主管檢討結果,改善對策及預計完成日期. 1. 稽核查檢表記錄(見附表一)須經陪同人員和現場責任人簽字確認. 2. 查檢表報告需簡明、扼要. 3. 整理稽核摘要報告給管理層主管簽發. 稽核反饋及矯正 1. 稽核報告摘要和矯正及預防處理單分發, 2. 跟蹤稽核矯正及預防處理單回復. 3. 根據被稽核部門提出驗証安排進行復核. 4.跟進確認改正措施執行之有效性 1. 稽核實施完畢 3 天內下發〝稽核偏差摘要報告〞(附表二)和〝矯正及預防處理單〞(見附表三)並在〝矯正與預防措施管制表〞(見附表四)中登記. 2. 品保部如期跟催矯正結果. 稽核結案 1. 稽核偏差報告改善后,呈報品保部最高主管審核,決定是否結案. 2. 如遇特殊情況,不能短期改善及第二次改善無效,被稽核部門應出具原因說明,及臨時對策,報稽核部門備案,呈報管理階層討論轉下一輪 P、D、 C、A 為稽核循環依據以求持續改善. 1. 在〝矯正與預防措施管制表〞(附表四) 中登記結案與否,轉入下一輪 PDCA 循環等狀況. ※※本文件之著作權及營業秘密內容屬於鴻富錦公司,非經公司准許不得翻印※※ FOXCONN HONG FU JIN PRECISION IND. CO., LTD. 系統名稱 SYSTEM: 品質程序文件主題 SUBJECT: 內部品質稽核程序文件編號 DOCUMENT No.: QP-32 PAGE5 OF 7 REV C 5.5 內部稽核要點: 5.5.1 為確保質量管理體系的有效性(質理管理體系的有效性是指通過完成質量管理體系所需的過程及相關關鍵活動而達到質量方針和質量目標的程度,)---------------------------------------------------------------最新资料推荐------------------------------------------------------在內稽活動中得到有效確認,並對稽核所發現的問題點及時采取糾正和預防措施加以改善,以使質量管理體系持續有效的運行;因此,在內稽時應以以下幾點為稽核之重點並加以重點驗証: A. 公司各相關單位是否依照系統文件之規定有效實施每一個過程並留下確實有效的記錄. B. 對於每一個過程中的關鍵活動,各單位是否依據職責和義務,在過程中確實執行相關的關鍵活動並留下確實有效的記錄. C.針對品質系統文件中所定義的,對過程的運行實施有效的控制的准則和方法;公司中各相關單位是否依照此准則和方法,對過程的運行過程和結果加以監視和測量,並采用的適當的統計技術加以統計. D.公司是否將過程監視和測量的統計結果與預定的目標進行比較,以確定系統實施之有效性,並對比較結果進行數據分析,以發現改進的機會,並采取措施,包括提供必要的資源, 以實現持續改進,提高過程的有效性和效率. E. 公司各相關單位是否對公司內外部稽核所發現的缺失選取適當的矯正和預防措施加以切實改善,相關的改善結果是否依計劃進行定期追蹤,並對改善結果的有效性加以驗証. F. 公司最高管理者是否依照策劃的時間間隔評審質理管理體系,以確保其持續的適宜性,充分性和有效性.評審是否包括對質理管理體系改進的機會和變更的需要的評價,評審的內容是否包括質量方針和質量目標. FOXCONN HONG FU JIN PRECISION IND. CO., LTD. 系統名稱 SYSTEM:品質程序文件主題 SUBJECT: 內部品質稽核程序文件編號 DOCUMENT No.: QP-32 PAGE 6 OF 7 REV C 5.6 稽5 / 6核流程圖: 總經理及管理層管理代表稽核單位被稽核單位A OK A總結階段 NG NG NG NG OK OK NG OK 內部品質稽核計劃表 (定期或不定期)及工作分配審核核准 OK 審核文件制定內稽查核表實地稽核採樣審核核准 NG NG OK 判定結案發現缺失發矯正措施單撰寫內部稽核摘要報告登記,收集數據缺失矯正改善判定, 審核 NG 內部稽核總結報告審核二次改善 C矯正階段 D稽核階段 P計劃階段 OK 跟催復核復核第二次改善無效召開管理層討論會 OK NG A FOXCONN HONG FU JIN PRECISION IND. CO.,LTD. 系統名稱 SYSTEM: 品質程序文件主題 SUBJECT:內部品質稽核程序文件編號 DOCUMENT No.: QP-32PAGE 7 OF 7 REV C 六. 參考資料: QP-41 《矯正與預防措施管理程序》七. 資料保存: 相關記錄依 QP-03 《品質記錄管制程序》規定執行. 八. 相關表單 8.1 〝鴻富錦公司稽核內容明細表(查檢表)〞 QP32-01A 附表一 8.2 〝稽核偏差摘要報告〞QP32-02A 附表二8.3 〝矯正與預防措施管制表〞QP32-03A 附表三8.4 〝矯正及預防處理單〞見 QP41-01A。