FANUC机器人单机安装工作步骤(附图)
使用fanuc的流程
使用Fanuc的流程简介Fanuc是世界领先的工业机器人和自动化解决方案提供商,其工业机器人在各行各业中得到广泛应用。
本文档将介绍使用Fanuc机器人的流程,帮助用户了解如何正确高效地使用Fanuc机器人。
准备工作在开始使用Fanuc机器人之前,您需要进行以下准备工作:1.购买适合您需求的Fanuc机器人型号;2.了解Fanuc机器人的基本原理和操作方法;3.确保机器人所需的供电、网络和空气压力等基础设施正常运行;4.安装Fanuc机器人控制系统,并进行初始化和配置。
使用步骤按照以下步骤正确地使用Fanuc机器人:1.上电和启动–连接机器人的电源,并确保供电正常;–打开机器人控制系统;–按照操作手册的指引,启动机器人。
2.设置工作环境–在机器人控制系统中选择适当的工作模式(手动、自动或编程模式);–设置工作区域和工具坐标系;–确保没有障碍物或危险物品在机器人工作空间内。
3.编写程序–使用Fanuc机器人控制系统的编程界面,编写机器人的运动和操作指令;–通过特定的编程语言(如Fanuc的Karel语言)编写程序;–根据具体需求,编写循环、条件和函数等控制结构,以实现复杂的操作流程。
4.联机和离线操作–当机器人程序编写完成后,可以通过联机模式将程序上传到机器人控制系统,通过控制系统直接操作机器人;–在离线模式下,可以使用编程仿真工具模拟机器人的运动和操作效果,调试程序并做出必要的修改。
5.机器人操作和监控–在机器人控制系统中,通过控制面板和操纵杆等输入设备,进行机器人的操作和监控;–关注机器人的状态指示灯、报警信息和故障诊断信息,及时处理异常情况;–通过监控系统对机器人的运行状态、工作效率和能耗等指标进行实时监测和数据收集。
6.安全操作–在任何时候都要遵守安全操作规程,确保机器人和人员的安全;–在机器人操作和维护过程中,佩戴适当的安全装备,如手套、护目镜等;–在机器人工作区域内设置安全栅栏或警示标识,避免他人误入。
FANUC发那科机器人:系统安装

所需工具:a.一个U盘, 包含FANUC系统,将所有文件解压U盘根目录下b.只能插在控制柜上的USB口,即UD1.c.安装之前请确认软件包版本信息与当前控制柜是否匹配!步骤如下:1.备份原系统在一般模式下备份控制器文件(文件-> 备份-> 以上所有……)2.修改原系统中的配置文件将备份下来的文件的【orderfil.dat】文件拷贝到解在U盘根目录,用【记事本】打开,修改文件并保存,如下:插入空行加入需要安装软体的代码3.将U盘插在【控制柜】USB接口上4.关机状态下,同时按住【F1+F5】,再上电,启动设备,进入如下界面:1A)1B)1C)1D) 5.等待自动安装完成后,输入两次角度值:06.待界面跳转至“Tool Setup”时,再按FCTN键->冷启动设备选择 【1 START (COLD)】7. 冷重启后,等待显示正常画面。
8. 控制模式启动再关机,关机状态下,同时按住【PREV+NEXT 】上电启动设备,选择3, CONTROLLED START 重启设备,9. 恢复原系统参数将之前备份的原系统拷贝到U 盘中。
U 盘插入。
【MENU 】--> 【FLIE 】-->【RESTORE 】必须恢复 【SYSMAST.SV 】数据文件, 在原系统中其它系统、数据、程序文件视按需要恢复。
文件参考图:SYSVARS.SV 用来保存坐标、参考点、关节运动范围、抱闸控制等变量的设置。
SYSSERVO.SV 用来保存伺服参数SYSMAST.SV 用来保存Mastering 数据SYSMACRO.SV 用来保存宏命令设置FRAMEVAR.SV 用来保存坐标参考点的设置SYSFRAME.SV 用来保存用户坐标系和工具坐标系的设置NUMREG.VR 用来保存寄存器数据POSREG.VR 用来保存位置寄存器数据PALREG.VR 用来保存码垛寄存器数据DIOCFGSV.IO 用来保存I/O 配置数据。
FANUC机器人操作规范流程图.docx
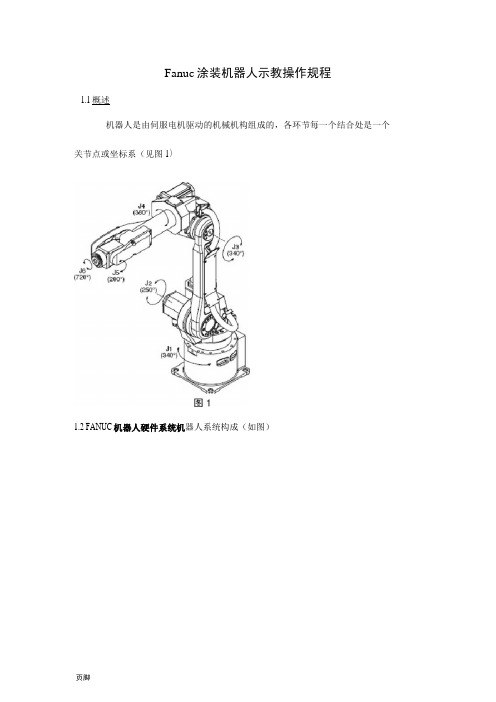
Fanuc涂装机器人示教操作规程1.1概述机器人是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见图1)1.2 FANUC机器人硬件系统机器人系统构成(如图)1.3示教盒TP1.3.1认识TP上的键(见图4)3)控制柜4)周边设备SHIFT :与其他 键一起执行。
Pre:显示上一屏 幕 数字键STEP :单步运行DISP :分 屏显示 Reset:复位键7 1 | 81 9 ■ ■ ■14 r」 I6、MENU:菜单Select :程序选择界面 Edit 、:程序编辑界面 DATA:参数设直界面 FCTN:功能键1.3.2 TP上的开关r erst e(表1)TP 开关此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
DEADMAN 开关当TP有效时,只有DEADMAN开关被按下,机器人才能运动,一旦松开,机器人立即停止运动。
急停按钮此按钮被按下,机器人立即停止运动。
1.3.3 TP 的显示屏安全操作规程1-4示教和手动机器人1)请不要带者手套操作示教盘和操作盘。
2) 在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。
3) 在按下示教盘上的点动键之前要考虑到机器人的运动趋势。
4) 要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5) 机器人周围区域必须清洁、无油,水及杂质等。
正在被执行 的程序当前行号 当前示諏坐标系正在被编揖 的程序 一A前进佑退无效行号 程序结束 标志提示消息SAMPLE 1SMCPUE1 匚 HNX 119 J 7(1] 3i J TI2] 3« t P[3] • 4fc L P(4 )! 5r J Ptir gdj:En 七valuePAUSED10 OW. FIHK 70% CHT50 IQOOOft/・£q C1TT3050 O TBKL J sec FlitE 10OH rxraJFBD 咖程益卄运行伏态1/6示教速度of press KNTKRtCHO ] POSITION .当前行J 总行数1.5生产运行1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。
FANUC机器人操作说明书
有关操作机器人时的详细功能,请用户通过说明书充分理解其规格。 如果说明书与本章存在差异,应以本章为准。
在使用机器人和外围设备及其组合的机器人系统时,必须充分考虑作业人员和系统的安全预防措施。有关安全使用发那 科机器人的注意事项,归纳在“FANUC Robot Safety Manual (B-80687EN)”中,可同时参阅该手册。
EES21
单シ回ン路グ规ル格チェーン仕様の場合 外部外非部常急停停止开关ボタン
Panel board
详情请参阅以下的机器间的连接的章。
・R-30iB 控制装置维修说明书(B-83195CM) ・R-30iB Mate 控制装置维修说明书(B-83525CM) ・ R-30iB Mate( 外 气 导 入 型 ) 控 制 装 置 维 修 说 明 书
1
作业人员的定义
机器人作业人员的定义如下所示。 - 操作者
进行机器人的电源 ON/OFF 操作。 从操作面板启动机器人程序。 - 程序员 进行机器人的操作。 在安全栅栏内进行机器人的示教等。 - 维修工程师 进行机器人的操作。 在安全栅栏内进行机器人的示教等。 进行机器人的维护(修理、调整、更换)作业。 “操作者”不能在安全栅栏内进行作业。 “程序员”、“ 维修工程师”可以在安全栅栏内进行作业。 安全栅栏内的作业,包括搬运、设置、示教、调整、维护等。 要在安全栅栏内进行作业,必须接受过机器人的专业培训。
(B-83555CM)
EMGIN1
EMGIN2
图 3.1 外部急停按钮的连接图
s-4
B-83624CM/01
为了安全使用
3.2 程序员的安全
在进行机器人的示教作业时,某些情况下需要进入机器人的动作范围内。程序员尤其要注意安全。
我们来跟发那科工业机器人重新装个系统!
我们来跟发那科工业机器人重新装个系统!重装机器人操作系统的步骤(注意U盘不能超过2GB)1 重装系统① 备份原机器人系统的文件一般使用U盘进行备份。
② 将文件夹7da707里面的文件copy到U盘的根目录下,同时在原机器人系统文件中找到orderfil.dat文件,将该文件copy到U盘的根目录下。
如果原U盘中已经有orderfil.dat文件,则该文件将被覆盖。
③将U盘插在控制柜上的USB接口。
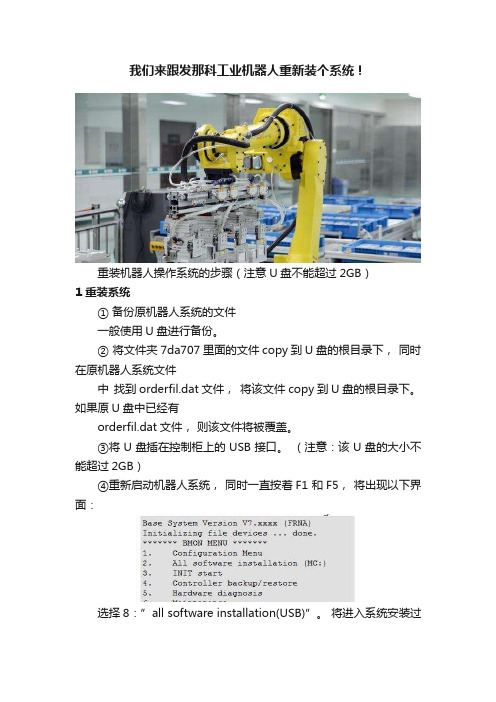
(注意:该U盘的大小不能超过2GB)④重新启动机器人系统,同时一直按着F1 和F5,将出现以下界面:选择8:”all software installation(USB)”。
将进入系统安装过程。
⑤大约20~30分钟后,安装过程介绍。
2 修改参数系统安装完成后,将自动进入Control Start的启动模式下,需要在该模式下修改2个参数。
① 焊接生产厂家:第二项由Japan该为USA,焊接速度和送丝速度将自动的由cm/min修改为IPM② 显示MASTER/CAL:从Menu->Variable->$Master_ENB,将该数值由3修改为1修改完毕后,按FCTN,选择Cycle power进入正常的工作模式,修改如下2个参数③Menu->system->config->hand broken: 由enable修改为disable④ Menu->system->config->Enable U1 signal->Group: 由”true” 修改为”false”⑤Men u->setup->ref position->No. 1->J1-J6, 将这6个值由”0” 修改为”5”⑥Menu->system->MCR->$SPC_RESET:该值本来显示为false,将其修改为”true”,马上该值将变成”false”3 Master/Cal重装系统后,原来的系统零点已经丢失,需要重新制作Master。
FANUC LADDER安装步骤(MSX-500)

⋅ Compact Flash Card (512MB)
Type: CFC-512MBA(H00AK)-ID
HAGIWARA SYS-COM
(Mori Seiki Parts #: E77029A)
∗ The following adapter is necessary for the compact flash card.
1.5 Turn the electrical cabinet doors key to lock it.
CF2165-901A-02
E MANUAL
SE-MX501NC06-01 Page 4/11
Title
Sequence Ladder (Included Alarm Messeage) Installation Procedure
NC
NV4000
∗ NC unit position is different depending on the model.
HSSB Board
Rotary Switch “ MTSW ”
SW1
Change rotary switch “ SW1 ” setting on HSSB board to “ 0 ”.
CF2165-901A-02
SERVICE MANUAL
SE-MX501NC06-01 Page 3/11
Title
Sequence Ladder (Included Alarm Messeage) Installation Procedure
<< PROCEDURE >> 1. Shut down the NC power and main power. The rotary switch “ SW1 ” setting on HSSB board in the electrical cabinet to “ 0 ”. 1.1 Press the [ EMERGENCY STOP ] button on the machine operation panel and shut down the NC power and main power. 1.2 Turn the door keys to release the electrical cabinet lock then open the doors. ∗ Before opening the doors, turn the breaker handle to “ OPEN RELEASE ” position. (If it is not the “ OPEN RELEASE ” position, you might break breaker switch and breaker handle.) 1.3 Change the rotary switch “ SW1 ” setting on HSSB board in NC unit from “ 2 ” to “ 0 ”.
FANUC机器人仿真软件操作手册

目录目录 (1)第一章概述 (2)1.1. 软件安装 (2)1.2. 软件注册 (3)1.3. 新建Workcell的步骤 (4)1.3.1. 新建 (4)1.3.2. 添加附加轴的设置 (9)1.4. 添加焊枪,TCP设置。
(15)1.5. Workcell的存储目录 (18)1.6.鼠标操作 (19)第二章创建变位机 (21)3.1.利用自建数模创建 (21)3.1.1.快速简易方法 (21)3.1.2.导入外部模型方法 (31)3.2.利用模型库创建 (41)3.2.1.导入默认配置的模型库变位机 (41)3.2.2.手动装配模型库变位机 (44)第三章创建机器人行走轴 (49)3.1. 行走轴-利用模型库 (49)3.2. 行走轴-自建数模 (56)第四章变位机协调功能 (62)4.1. 单轴变位机协调功能设置 (62)4.2. 单轴变位机协调功能示例 (71)第五章添加其他外围设备 (72)第六章仿真录像的制作 (75)第一章概述1.1. 软件安装本教程中所用软件版本号为V6.407269正确安装ROBOGUIDE ,先安装安装盘里的SimPRO,选择需要的虚拟机器人的软件版本。
安装完SimPRO后再安装WeldPro。
安装完,会要求注册;若未注册,有30天时间试用。
如果需要用到变位机协调功能,还需要安装MultiRobot Arc Package。
1.2. 软件注册注册方法:打开WeldPRO程序,点击Help / Register WeldPRO弹出如下窗口,1.3. 新建Workcell的步骤1.3.1. 新建在Name 一栏输入文件名,文件名要以字母开头。
单选项第一项“根据缺省配置新建”;第二项“根据上次使用的配置新建”;第三项“根据机器人备份文件来创建”;第四项“根据已有机器人的拷贝来新建”;一般都选用第一项。
选择机器人的软件版本:V6.** 是针对R-J3iB 控制器,V7.**是应用在R-30iA控制器的。
FANUC-TC安装手册(CN)

波龙工件测头TC52(ROBODRILL α-iF Series) 安装手册目录1安装 (4)1.1红外线接收器IC56的安装 (4)1.2接口IF59的安装 (5)1.3安装工件测头 (6)1.3.1工件测头组装 (6)1.3.2测杆安装校正 (7)1.3.3测头长度测量 (8)2电缆的连接和接口的设定 (10)2.1IF59和IC56的电线连接 (10)2.2IC56 和PLC的电线连接 (11)2.2.1跳跃信号连线X4.7 (标准) (11)3参数设定 (12)3.1K参数的设定 (12)3.2机床参数的设定 (13)3.2.1连接跳跃信号X4.7 (标准) (13)3.3主轴控制功能 (14)4软件安装 (15)4.1程序安装 (15)4.2程序编辑 (16)5检查测头信号 (17)5.2检查测头开启和关闭 (17)5.2跳跃信号检查 (18)6校准 (19)6.1工件测头X和Y的校准 (19)6.2工件测头Z的校准 (20)7.3报警信息 (21)8解决问题 (22)8.1更换测杆 (22)8.2工件测头无反应 (23)1安装1.1红外线接受器IC56的安装1,塑料套管外径11MM,内径9MM,长度70MM。
2,扎线两条。
3,扎线固定座2个,型号:STM-24,防水接头一个。
规格:外径18mm 内径12mm.注意事项:接收器LED灯内的Mode字体朝上摆放。
1.2接口IF59的安装1. 打开电气柜将DIN导槽用M4×2 螺母安装在右侧2. 安装IF59在DIN导槽上3. 导槽长120mm1.3安装工件测头1.3.1工件测头组装组装拉钉,刀柄和测杆1.3.2测杆安装校正1. 将工件测头装入机床主轴中,测杆的径向最高点需要碰触千分表.2. 旋转主轴360°保证测杆的圆周跳动. (建议值< 0.01mm)3. 如果测杆的圆周跳动超出建议值,请调整图示的M2×4螺钉来进行对正1.3.3 测头长度测量测头长度 (L)480.0-292.3-50.0=137.7mm(1) 当主轴端面与机床面的距离确定ex): 标准 :480.0mm1.3.3 测头长度测量(2) 如果有已知的确切刀长的参考刀具,根据相应的参考刀具长测量工件测头的长度1. 通过参考刀具测量标准件的Z 轴位置参考Z 轴位置 (Z)-157.600-105.8-50.0=-313.4参考Z 轴位置 2. 通过参考位置测量工件测头的长度测头长度(L)313.4-125.7-50.0= 137.7mm2电缆连接和接口设定2.1IC56 和IF59之间的电缆连接NC/PLC2.2IC56 和PLC之间的连线2.2.1探头信号与机床连线电气连接)端口号地址信号IF59 X1插头电缆编号XT1-06 X4.3 Probe Error ERROR 11 X4.3XT1-07 X4.4 Probe Status STAT 1 10 X4.4XT1-08 X4.5 Probe Battery BATT 8 X4.5XT1-09 (+24E) Power supply (+) 24V 2 +24EXT1-12 X4.7 Skip STAT1 9 X4.7XT1-25 Y2.0 Probe ON/OFF FLASH 5 Y2.0XT1-27 (0V) Power supply (-) GND 1 0VXT1-29 Y2.2 DUO mode DUO 4 Y2.2PE Earth Line (Shield) E外部接口设置:在电气连接后,按下机床的紧急停止开关,修改机床PLC的梯形图如下:3参数设定3.1K参数的设定[PMC Parameter Keep Relay ] NoK15NoK17NoK23 13.2 机床参数设定将机床模式开关置于MDI ,将参数写保护设置设为1。
FANUC发那科机器人操作指南
FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4514:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 17:J P[5] 100% CNT50 ;18:L P[6:w261bs1115] 2000mm/sec FINE : SPOT[SD=10,P=2,S=2,ED=10] ; 19:J P[7] 100% CNT50 ; . . . . . .87:L P[72:w261bs1245] 2000mm/sec FINE : SPOT[SD=10,P=1,S=1,ED=10] ; 88:J P[73] 100% CNT80 ; 89:J P[74] 100% CNT100 ; 90:J P[75] 100% CNT100 ; 91:J P[76] 100% CNT100 ;焊点号,将机器人光标移到P[X]上,点击ENTER 键即可编辑。
发那科PROFINET弧焊机器人设置 - 最全版
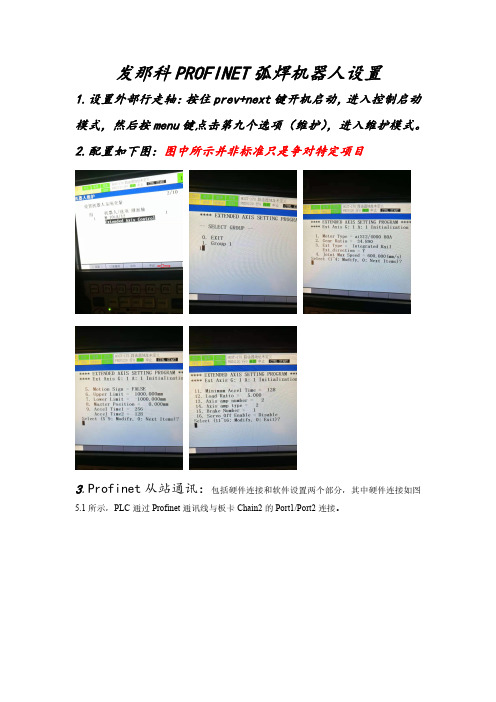
发那科PROFINET弧焊机器人设置1.设置外部行走轴:按住prev+next键开机启动,进入控制启动模式,然后按menu键点击第九个选项(维护),进入维护模式。
2.配置如下图:图中所示并非标准只是争对特定项目3.Profinet从站通讯:包括硬件连接和软件设置两个部分,其中硬件连接如图5.1所示,PLC通过Profinet通讯线与板卡Chain2的Port1/Port2连接。
图5.1从站通讯时连接的Port端口软件设置包括三个部分:Address settings、Switch settings(一般默认,不进行更改)、IO-Device。
具体步骤如下所示:TP中进入Profinet设置画面。
步骤:MENU→I/O→PROFINET(M)。
将Chain1DISABLE,保证Chain2ENABLE(设置后Chain1的图标变灰,Chain2的图标变亮)。
如图5.2所示根据客户需求设置Address settings的内容,包括:机器人的IP地址、子网网关、名称。
(通过TP上“Disp”键进行左右屏幕切换)图5.2Address settings设置如图5.3所示根据客户需求设置IO-Device的内容,包括Slot Type、Slot Size两部分。
点DISP 按钮将光标移到右面的窗口,点上下按钮,将光标移到Slot1上。
点EDIT(F4)按钮,打开Slot1的设定画面如图5.4所示,在Slot1设定画面,将光标移到SlotType上,点EDIT按钮,弹出型号选择窗口,选择Input Output slot,点APPLY按钮。
将Slot1设定成输入/输出模块,同理按照相同步骤将Slot Size设置为32bytes(即:DI DO分别为32bytes)回到图5.3IO-Device 设置界面,选择F1SAVE,然后重启,设置生效。
图5.3IO-Device设置图5.4Slot Type设置(此处为从相关文件中借用的图片)PLC侧的设置:客户现场的PLC技术人员在step7中(以西门子PLC为例)导入机器人的GSD文件,设置机器人的IP地址、子网网关、名称、输入/输出字节数(与机器人侧的设置相同),然后下载。
机器人软件安装的说明书
机器人软件安装的说明书欢迎使用我们的机器人软件!本说明书将为您详细介绍机器人软件的安装步骤和注意事项,以确保您能够顺利地安装和使用该软件。
一、系统要求在开始安装机器人软件之前,请确保您的电脑符合以下最低系统要求:- 操作系统:Windows 7及以上版本,或者Mac OS X 10.10及以上版本。
- 处理器:英特尔或AMD 1GHz以上处理器。
- 内存:至少2GB的可用内存。
- 硬盘空间:至少200MB的可用硬盘空间。
- 显示器分辨率:建议使用1024x768或更高分辨率。
二、软件安装步骤请按照以下步骤进行机器人软件的安装:1. 下载软件安装包请前往我们的官方网站(请勿在文章中出现网址链接)下载最新版本的机器人软件安装包。
确保下载的安装包与您的系统兼容并且来源可靠。
2. 打开安装包双击下载的安装包,然后根据系统提示选择安装语言并确认开始安装。
3. 安装目标路径在安装向导中,您可以选择软件的安装目标路径。
您可以接受默认路径,也可以选择其他路径进行安装。
4. 完成安装跟随安装向导的指示完成安装过程。
请耐心等待,直到安装进程完成。
三、软件使用指南以下是机器人软件的基本使用指南,帮助您更好地利用软件的功能:1. 启动软件双击机器人软件的桌面图标或者在开始菜单中找到软件并打开。
2. 注册账户首次启动软件时,您需要创建一个账户并进行注册。
请按照软件界面上的步骤完成注册过程。
3. 连接机器人在成功注册后,您需要将机器人与软件进行连接。
请按照软件提供的指示,通过USB或者Wi-Fi等方式与机器人进行连接。
4. 软件设置您可以根据个人喜好和需要对软件进行设置。
例如,设置语言、音量、互动模式等。
5. 软件功能机器人软件提供丰富的功能,例如语音识别、人脸识别、文字聊天等。
请在软件界面中探索和使用这些功能,以满足您的需求。
四、注意事项在安装和使用机器人软件时,请务必注意以下事项:1. 安全性请确保下载软件安装包的来源可信,并且避免从非官方渠道下载软件,以确保您的电脑和数据的安全。
fanuc 机器人操作流程
fanuc 机器人操作流程Fanuc机器人操作流程一、概述Fanuc机器人是一种先进的工业机器人,被广泛应用于自动化生产线中。
本文将介绍Fanuc机器人的操作流程,包括准备工作、程序加载、安全检查、示教操作、模拟运行和实际操作等步骤。
二、准备工作在操作Fanuc机器人之前,需进行一些准备工作:1. 确保机器人的电源供应正常,连接电源线并启动机器人。
2. 检查机器人的安全装置,如急停按钮和安全围栏等,确保其正常工作。
3. 检查机器人所需的工具和附件是否齐全,如末端执行器、传感器等。
三、程序加载1. 在Fanuc机器人上运行程序之前,需要将程序加载到机器人控制器中。
这可以通过U盘或网络传输等方式实现。
2. 将U盘或其他存储设备插入机器人控制器的接口,通过控制器菜单中的选项将程序导入控制器。
确认导入程序后,将其保存或加载到机器人控制器中。
四、安全检查在进行Fanuc机器人的操作之前,必须进行安全检查,以确保操作的安全性:1. 检查机器人周围的工作环境是否安全,并清除可能干扰机器人操作的障碍物。
2. 确保机器人的安全装置和紧急停止按钮等功能正常,并可随时使用。
3. 检查机器人的末端执行器是否正确安装,并根据需要配置传感器等辅助设备。
五、示教操作1. Fanuc机器人支持示教操作,可以通过示教器或编程设备来完成。
2. 使用示教器或编程设备,按照程序要求,示教机器人的位置、路径、速度等参数。
3. 示例操作需要遵循机器人的示教规范,确保示教的准确性和可靠性。
六、模拟运行在实际操作Fanuc机器人之前,可以进行模拟运行,以验证程序的正确性和机器人的预期行为:1. 在机器人控制器中,选择模拟运行功能,并加载所需的程序。
2. 在模拟运行模式下,机器人会按照程序要求进行模拟操作,但不实际运动。
可以通过观察机器人的模拟操作来验证程序的正确性。
七、实际操作最后,进行Fanuc机器人的实际操作:1. 在机器人控制器中选择实际运行功能,并加载所需的程序。
fanuc机器人单机安装工作步骤附图

FANUC 机器人单机安装的工作步骤(R-2000iA/165F)一)开箱1)安全措施准备:手套,工作鞋,安全帽2)工具准备:羊角榔头,撬棒3)先拆木箱顶盖,再拆木箱四周(注意钉子伤人)二)搬运机器人1)安全措施准备:手套,工作鞋,安全帽2)工具准备:活动扳手2个,斜口钳,安装用螺栓(与机器人型号有关)3)设备准备:叉车(2吨以上)或行车(2吨以上)4)组合使用2个活动扳手将固定机器人与木箱底板的螺母拆掉(参见图1,图2)5)使用叉车或行车将机器人及控制器搬运(吊装)至安装位置(参见图3)注:第5)项可参看机械保养手册相关章节固定机器人与木箱底板的螺母三)安装机器人机械本体1)安全措施准备:手套,工作鞋,安全帽2)工具准备:内六角扳手,安装用螺栓,螺母及垫片(与机器人型号有关)3)将机器人安装在地板或底座上(参见图4).注:第3)项可参看机械保养手册相关章节四)机器人上电1)安全措施准备:手套,工作鞋,安全帽,空置机器人电源电缆插头2)工具准备:万用表,内六角扳手,十字螺丝刀,夹线钳,金属接头,电工胶带,扎带3)电源电缆准备:四芯线(单芯2.5mm2以上)4)电源准备:交流3相电源(火线+地线,不需要零线),具体电压参看控制器门板上的标签以及机器人的Inspection data sheet,功率视机器人型号进行确认(参见图5,图6)5)使用夹线钳将金属接头装在电缆末端并用电工胶带将导体裸露处包好(参见图7)6)将电源电缆安装在机器人BRAKER的上装头(不分相位)(参见图8,图9)7)将RM,RP,AS,ARP,ARM,DP,DS等电缆的HARDIN插头插在机器人底座相应的插座上并扣好.将地线用内六角螺丝固定在机器人底座相应的位置上.(参见图10,图11)8机器人的TP电缆与机器人示教盘相连接并拧紧接头(参见图12)9)将机器人的BRAKER置于OFF,将机器人电源电缆插头插在相应的电源插座上(参见图13, 图14)10)使用万用表在BRAKER上装头处量取线电压和相电压,确认线电压和相电压与控制器门板上的标签以及机器人的Inspection data sheet中的数据一致,,线电压的上下限应为额定电压的10%(参见图15)11)释放操作箱和示教盘的急停按钮(参见图16,图17)12)接通机器人电源,将机器人的BRAKER置于ON,按POWER ON按钮给机器人通电(参见图18,图 19)图7图9图11图12图13 图14图15图16 图17图18 图19五)确认机器人状态1)工具准备:Memory card (参见图20)2)通电后,如果示教盘显示 SRVO-006 Hand broken,顺序选择 MENU /NEXT PAGE /SYSTEM /CONFIG /Handbroken /<*GROUP*>N ENABLE 改为 DISABLE;(参见图 21,图 22)36/3929 Allow Force I/O in AUTO mode: TRUE 30 Allow chg. ovrd. in AUTO mode:TRUE 31 Signal to set in AUTO mode DO[ 0] 32 Signal to set in T1 mode DO[ 0] 33 Signal to set in T2 mode DO[ 0] 34 Signal to set if E-STOP DO[ 0] 35 Set if INPUT SIMULATED DO[0]36 Hand broken :<*GROUPS*>37 Remote/Local setup:Remote38 External I/O(ON:Remote):DI [ 0]图 21图223)如果示教盘显示SRVO-037input, 顺序选择 MENU /PAGE /SYSTEM /CONFIG /Use signal /TRUE 改为 FALSE.最后RESET 复位消除报警.(参见图23)图233)手动示教机器人各轴,确认其状 态4)MC 备份(参见图24)图245)IMAGES 方式备份机器人文件 5-1)同时按住回,园然后按下 POWER ON 按扭,就可以进入图25 所示画面.5-2)选择4.进入图26所示画面.5-3)选择2.进入图27所示画 面..图265-4)选择1.进入图28所示画 面..图275-5)选择1.开始IMAGES 备份.图28六)其他1)清检机器人备品2)备份Inspection data sheet,记录机器人的机械序列号,控制器序列号及Y序列号3)填写安装报告.。
fanuc 机器人操作流程
FUNAC点焊机器人站操作手册一、设备开机1﹒开启水源球阀、气压球阀,确认外部主电源220VAC机器人电源、440VAC焊接用电源已开启。
2﹒开启机器人电源(主旋转开关转向上,机器人电源开关按下ON,此时机器人电源灯亮起,进行开机约需30秒)。
3﹒按下设备启动绿色按纽,2秒后上方的塔灯,绿色灯亮起,请注意此时若红灯也亮起,请至PLC箱看异常讯息查看何项设备有异常(若紧急停止按着,绿色灯不会亮,设备不会启动)。
4﹒请确认机器人教导器,左边第三个STEP灯未亮起(若有亮绿灯,请按STEP按纽消除)确认教导器ON/OFF开关切至OFF,确定异常灯未亮红灯(若有请按复归),确认机器人程序已归零,可进行维护呼叫作确认。
此时设备已开启,可进行生产。
二、设备关机1﹒按下设备停止红色按纽,此时塔灯绿灯熄灭,若塔灯红色灯有闪烁,请按警报停止红色按纽。
2﹒按下机器电源开关变OFF,此时机器人电源灯熄灭,机器人即关机完成;若要长时间停机(超过一天),请将下方的电源总开关旋转至水平OFF位置。
3﹒关闭水源、气源,及焊接440VAC电源。
三、机器人预约程序1﹒请确认所有滑台皆在外围,且滑台气缸上的外定位磁簧有感应亮灯。
此时按下预约纽,预约灯亮起(若外定位未感应到,则无法预约)。
2﹒PLC依滑台工程1、2、3、4,次序扫描,当本站预约扫描到此时检查夹具感应Sensor是否有感应到(检知为X2A、X2B、X2C、X2D、X2E共五个讯号ON, X28,X29讯号OFF;,若未符合条件,此时预约灯会自动熄灭,塔灯红色异常灯闪烁,人机界面异常讯息会出现本站夹具夹紧检知异常,或板件检知异常,错误讯息未按警报停止清除将一直存在, 但若再次预约而且检查正常,此时错误讯息消除。
3﹒滑台检知正常,机器人移动即往夹具,在机器人未动作之前按下取消,可停止程序继续进行, 焊接中途若要夹具打开,请将中途打开之传感器接至X2F。
4﹒滑台前进到前定位,前定位感应磁簧灯亮起,即开始机器人呼叫启动程序,若机器人未待机(教导器未切OFF,教导器在步进STEP灯亮状态,机器人在其他程序程序中未完成,程序未归零,机器人异常灯亮起有异常讯息,共四种状态)则无法启动机器人,此时塔灯异常红灯亮起,人机界面显示本站机器人启动异常,程序停止,请将设备停止按下,手动将滑台后退,复原机器人至待机(A:STEP灯OFF、B:教导器OFF、C:FCTN+ENTER程序归零),重新按设备启动后重来。
发那科自动头安装步骤
发那科自动头安装步骤第一步:确认参数D40 头库容量(5-6个)D41-D45 对应(A1-A5号头)对应数值(1-5)对应附件头功能开启,如输入99为功能关闭。
执行M58 A1-A5 时报警提示头号错误。
第二步:将K0.2设1维修模式开启第三步:C轴零点设定。
执行指令M69 (M68主轴模式)切换到C轴模式。
执行G91G28C0主轴回零,如果位置不合适修改系统参数4135数值调整。
将数据填写到宏程序O8999程序段(N4135 P1 R_ (A2 SPOS))第四步:依次执行M193(附件头中位松开准备)M134(主拉丁松开)(M135主拉丁夹紧)M195(附件头拉丁松开)(M194附件头拉丁夹紧)手轮模式移动三轴,找到合适的位置。
(注意Z轴预留3-5MM间隙)将机械坐标输入到附件头换头坐标D500-D556中,确认系统参数6934(换头坐标最高点)和6954(换头坐标最低点)这两参数为换头区间参数,所有头的换头位置,必须在这两个数据内。
第五步:执行M56(A1-A5)装载M57(A1-A5)卸载M58 (A1-A5)交换测试。
第六步:附件头精度补偿,找一把标准刀测出标准刀的长度和直径。
将刀具装入到基准头A1上。
用千分表头触碰标准刀具侧面或地面对零。
将相对坐标清零将该机械坐标输入到G54-G59选中的坐标系中。
更换需要补偿附件头,装上标准刀具移动三轴去触碰表头对零。
将相对误差值补入宏程序O9742 #4 (X轴)#5(Y轴)#6(Z 轴必须是负数)内第七步:检测补偿误差:执行(G117 C 54-59;)(G118 B0-B270;)(G90 G0 G 54-59 X0 Y0 Z0;)(54-59为已选中工件坐标系)(B0-B270为附件头角度)(X0 Y0 Z0 为测试轴测那个选哪个)。
FANUC数控系统硬件的连接ppt

Fanuc数控系统硬件的未来展望
更加智能化
云端化
绿色环保
多轴联动
未来的Fanuc数控系统硬件将更 加智能化,具备更高级别的自动 化和自适应性,能够更好地适应 各种复杂应用场景。
随着云计算技术的发展,Fanuc 数控系统硬件将逐渐实现云端化 ,实现数据集中管理和远程监控 ,提高设备运行效率和生产效益 。
屏蔽措施
为了防止电磁干扰,信号线应采取屏蔽措施,如使用屏蔽电 缆或穿管铺设。
硬件设备的兼容性
匹配型号
Fanuc数控系统与硬件设备必须匹配型号,以确保系统的稳定性和可靠性。不匹配的硬件设备可能导致系统故 障或降低性能。
兼容性检查
在连接硬件设备之前,应检查其与Fanuc数控系统的兼容性。可以通过查阅产品手册或联系供应商来获取兼容 性信息。
电源与接地
电源稳定
Fanuc数控系统需要稳定的电源供应,以保证其正常运转。电源波动可能会 导致系统故障或精度降低。
接地良好
为了防止静电和电磁干扰,Fanuc数控系统必须接地。接地不良会导致系统运 行不稳定,甚至损坏系统。
信号线的连接
正确连接
信号线是传输控制指令和反馈信息的重要通道。必须正确连 接信号线,避免信号丢失或错误。
《fanuc数控系统硬件的连 接》
2023-10-29
目 录
• Fanuc数控系统硬件介绍 • Fanuc数控系统硬件连接流程 • Fanuc数控系统硬件连接注意事项 • Fanuc数控系统硬件常见故障及解决方案 • Fanuc数控系统硬件发展趋势与展望 • Fanuc数控系统硬件应用案例分享
01
要点一
总结词
要点二
详细描述
采用Fanuc数控系统硬件的企业成功降低维护成本,同 时优化设备性能。
(完整版)FANUC机器人基本操作指导
FANUC机器人基本操作指导1.概论----------------------------------------------------------------------------------------------------------- 1 1)机器人的构成------------------------------------------------------------------------------------------- 1 2)机器人的用途------------------------------------------------------------------------------------------- 1 3)FANUC机器人的型号-------------------------------------------------------------------------------- 12.FANUC机器人的构成--------------------------------------------------------------------------------- 1 1)FANUC机器人软件系统------------------------------------------------------------------------------- 1 2)FANUC机器人硬件系统------------------------------------------------------------------------------- 2(1). 机器人系统构成------------------------------------------------------------------------------ 2(2). 机器人控制器硬件--------------------------------------------------------------------------- 23.示教盒TP------------------------------------------------------------------------------------------------- 2 1)TP的作用------------------------------------------------------------------------------------------------- 2 2)认识TP上的键------------------------------------------------------------------------------------------- 3 3)TP上的开关---------------------------------------------------------------------------------------------- 4 4)TP上的显示屏------------------------------------------------------------------------------------------- 5安全操作规程 5 编程 6 1.通电和关电------------------------------------------------------------------------------------------------ 7 1)通电-------------------------------------------------------------------------------------------------------- 7 2)关电-------------------------------------------------------------------------------------------------------- 7 2.手动示教机器人----------------------------------------------------------------------------------------- 7 1)示教模式-------------------------------------------------------------------------------------------------- 7 2)设置示教速度-------------------------------------------------------------------------------------------- 8 3)示教-------------------------------------------------------------------------------------------------------- 83.手动执行程序---------------------------------------------------------------------------------------------84.自动运行----------------------------------------------------------------------------------------------------9一.概论1.机器人的构成是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见图1)图12.机器人的用途Arcwelding(弧焊),Spotwelding(点焊),Handing(搬运),Sealing(涂胶),Painting(喷漆),去毛刺,切割,激光焊接.测量等.3.FANUC机器人的型号主要型号:型号轴数手部负重(kg)M-1iA 4/6 0.5LR Mate 200iC 6 5M-10iA 6 10(6)M-20iA 6 20(10)R-2000iB 6 210/(165等)M-710iC 6 50/(70,20)二.FANUC机器人的构成1. FANUC机器人软件系统Handling Tool 用于搬运Arc Tool 用于弧焊Spot Tool 用于点焊Sealing Tool 用于布胶Paint Tool 用于油漆Laser Tool 用于激光焊接和切割2. FANUC机器人硬件系统1)机器人系统构成(见图2)2)机器人控制器硬件(见图3)三.示教盒TP1.TP的作用图2图31)点动机器人2)编写机器人程序3)试运行程序4)生产运行5)查阅机器人的状态(I/O设置,位置,焊接电流)2.认识TP上的键(见图4)图4新版彩色TP,如下图3.TP 上的开关(见图5)图5(表1)TP开关此开关控制TP有效/无效,当TP无效时,示教、编程、手动运行不能被使用。
17_19轴(QDS4015)机器人安装组装教程word资料11页
17、19轴机器人组装教程(PS2手柄按键示意图在本教程的最后面)机器人的整体安装调试包括4个步骤,1.舵机没上舵盘前舵机重置2.机器人安装3.舵机偏差调整4.动作组导入或动作组调试,程序编程。
组装成品图如下1、舵机没上舵盘前舵机重置拿到机器人先不要忙着组装,按照此图做好开关连线把电线做好接头并跟降压二极管连接上。
按照此图把各个器件跟舵机控制板连接好,并接好360MA跟1500MA的电池,打开总开关(注意图示没有接电池,实际组装要接电池)那边图示左边的串口板,将串口板用6P杜邦线跟舵机板连接,注意串口板上4P 排针头上的线序,数字对应GRN---GRN,BLK---BLK。
然后拿出MINI-USB线跟左边的串口板连接,并连接电脑,电脑通过串口板经过4P杜邦线跟舵机板通讯。
(注意主板跳线帽都置于USB)1、安装驱动(如果已经安装好驱动则直接跳过)使用USB线连接上舵机板串口板找到以下的驱动,这里可跳过安装然后打开驱动程序的相对应的CP2102驱动文件夹根据不同的系统安装驱动程序。
2、安装Microsoft Framewoks2.0,如果已经安装了或者有高版本的NetFramewoks 文件可跳过安装,如果没有安装这个文件则打不开上位机软件,如果能直接打开上位机软件则可不安装此文件。
WIN7或以上操作系统可直接跳过安装。
2、双击打开上位机软件Q-Robot_Servo_Control刷新COM口在下拉COM口中选择最新出来的COM口,波特率默认为115200,然后单击连接点击连接之后这里变为断开,说明已经连接上再单击全不选依次勾上0-11号舵机然后给舵机板0-11号舵机位置上各插上一个舵机,舵机排针S 接舵机线黄色、- 接舵机线棕黑色、+ 接舵机红色。
舵机先不要上舵盘先点击一次重置舵机然后下面以0号舵机为例左拖拉一次右边拉一次测试下舵机是否能正常工作,(此时舵机板红灯D2跟着同步闪动)依次左右拖拉0-11号舵机,测试下所有舵机能否正常工作。
机器人安装系统步骤

机器人安装系统步骤1.打开robinstall 选择create boot disk2.点击browse 选择要安装的机器人的备份文件的文件夹(不含中文,选主文件夹即可,不用选择子文件夹)3.将options里面的内容全部复制出来放在文本里面备用4.点击cancel 退出5.在robinstall中点击new,新建一个系统6.在enter system name 中取不带中文的名字(最好是数字如:1427等跟机器人的序列号对应最好)7.Robetware key: enter robtware key or add key from中选择3中拷贝下来文本中的Loaded key(s) “HRFmu4pWOcxG”(RW signature 105)中的“HRFmu4pWOcxG”8.点击OK9.点击“下一步”10.Type in additional key中填写3中文本拷贝下来的Loaded key(s) HRFmu4pWOcxG(RW signature 105) vi0DUcoXS7VjpcSSbaWWQSSTY (3HNA009844-001)中的“vi0DUcoXS7VjpcSSbaWWQSSTY”11.点击下一步12.点击下一步13.点击:options14.选择:english点击“下一步”15.参照3中拷贝下来的里面的选择:right side或者left side后,点击“下一步”16.选择3文本中的内容(一般都会勾上)点击下一步17.选择文本中的内容勾上,点击下一步18.点击finish 点击下一步19.点击完成20.选择download连线下载21.机器人要重启(参照:192.168.125.1 user name:abb password:abb)22.如果中控室的电脑连接不上,需要做X-STAR 在启动选项里面选择网路IP地址,输入相应的地址即可。
FANUC数控机床的安装和调试过程
目录摘要 (2)第一章、数控机床的安装 (2)1.1机床基础 (2)1.2机床安装 (2)1.3机床电源接线要求 (3)第二章、FANUC数控机床的调试 (3)2.1 FANUC数控机床的调试 (3)2.1.1数控机床机电联调电气前期工作 (3)2.1.2加工中心的调试步骤 (3)2.1.3强电试调 (3)2.1.4电源电压准备 (4)2.1.5各控制回路的调试 (4)2.1.6弱电调试 (5)2.2 PMC梯形图(LADDER)的调试 (6)第三章、数控机床的验收 (8)3.1预验收 (8)3.2开箱检验 (8)3.3机床精度验收 (9)结语 (10)参考文献: (10)致谢 (11)FANUC数控机床的安装和调试过程摘要:数控设备的应用越来越广泛,对数控设备的安装、调试是保证设备高效工作的必要前提,是企业的一项重要管理工作。
当机床运到后,首先要进行安装、调试、并进行试运行,精度验收合格后才能交付使用。
本文详细阐述了对FANUC数控机床的安装和调试过程。
关键词:数控安装调试第一章、数控机床的安装按照工艺流程,选择好机床安装位置,然后按照机床厂家提供的机床基础图和外形图进行车间现场实际放线工作。
检查机床与周边设备、走道、设施(消防栓、低压控制柜、暖气装置、各种管道、立柱加强筋)等有无干涉,并注意天车行程极限,若有干涉需移位后再重新放线,直至无干涉为止。
1.1机床基础机床基础可按照机床厂家提供的基础图来做,基础深度要考虑土质情况。
浇注基础时,需用振捣器将混凝土振实,中间多浇注一些,防止中部下沉过多,并需将基础表面找平抹平,否则无法调整机床。
车间一般先做机床基础、预埋各种管道,后做地面。
车间地面在三合土的基础上铺200mm厚钢筋混凝土(混凝土加钢筋头)地面。
1.2机床安装机床组装前要把导轨和各滑动面、接触面上的防锈涂料清洗干净,把机床各部件,如数控系统柜、电气柜、立柱、刀库、机械手等组装成整机。
机床放置在基础上,应在自由状态下找平,然后将地脚螺栓均匀地锁紧,留出适当的调整量约1~2个螺母高度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC机器人单机安装的工作步骤
(R-2000iA/165F)
一) 开箱
1)安全措施准备:手套,工作鞋,安全帽
2)工具准备:羊角榔头,撬棒
3)先拆木箱顶盖,再拆木箱四周(注意钉子伤人)
二) 搬运机器人
1)安全措施准备:手套,工作鞋,安全帽
2)工具准备:活动扳手2个,斜口钳,安装用螺栓(与机器人型号有关)
3)设备准备:叉车(2吨以上)或行车(2吨以上)
4)组合使用2个活动扳手将固定机器人与木箱底板的螺母拆掉(参见图1,图2)
5)使用叉车或行车将机器人及控制器搬运(吊装)至安装位置(参见图3)
注:第5)项可参看机械保养手册相关章节
固定机器人与木箱底板
的螺母
图1
机器人的铲脚
拆掉机器人以
后的木箱底板
图2 图3
三) 安装机器人机械本体
1)安全措施准备:手套,工作鞋,安全帽
2)工具准备:内六角扳手,安装用螺栓,螺母及垫片(与机器人型号有关)
3)将机器人安装在地板或底座上(参见图4).
注:第3)项可参看机械保养手册相关章节
固定机器人与底座或
底板的螺母
图4
四) 机器人上电
1)安全措施准备:手套,工作鞋,安全帽,空置机器人电源电缆插头
2)工具准备:万用表,内六角扳手,十字螺丝刀,夹线钳,金属接头,电工胶带,扎带
3)电源电缆准备:四芯线(单芯2.5mm2以上)
4)电源准备:交流3相电源(火线+地线,不需要零线),具体电压参看控制器门板上的标签以及机器人的Inspection data sheet,功率视机器人型号进行确认(参见图5,图6)
5)使用夹线钳将金属接头装在电缆末端并用电工胶带将导体裸露处包好(参见图7)
6)将电源电缆安装在机器人BRAKER的上装头(不分相位) (参见图8,图9)
7)将RM,RP,AS,ARP,ARM,DP,DS等电缆的HARDIN插头插在机器人底座相应的插座上并扣好.将地线用内六角螺丝固定在机器人底座相应的位置上. (参见图10,图11) 8机器人的TP电缆与机器人示教盘相连接并拧紧接头(参见图12)
9)将机器人的BRAKER置于OFF,将机器人电源电缆插头插在相应的电源插座上(参见图13,图14)
10)使用万用表在BRAKER上装头处量取线电压和相电压,确认线电压和相电压与控制器门板上的标签以及机器人的Inspection data sheet中的数据一致, ,线电压的上下限应为额定电压的10%(参见图15)
11)释放操作箱和示教盘的急停按钮(参见图16,图17)
12)接通机器人电源,将机器人的BRAKER置于ON,按 POWER ON按钮给机器人通电(参见图18,图19)
图5 图6
图7 图8 金属接头
电工胶带
火线
地线
图9
图10 RM1
RP1
ARM1
ARM1
AS
使用扎带将电源电缆固定好
图11
图12
图13 图14 地线
TP 电缆接头
电源电缆插头
BRAKER 置于OFF
万用表
图15
操作箱的急停按钮
示教盘的急停按钮
图16 图17
POWER
ON按钮
BRAKER
置于OFF
图 18 图 19
五) 确认机器人状态
1)工具准备:Memory card (参见图
20)
图 20
2)通电后,如果示教盘显示SRVO-006 Hand broken, 顺序选择MENU→NEXT
PAGE→SYSTEM→CONFIG→Hand broken→<*GROUP*>→ENABLE改为DISABLE; (参见图21,图22)System/Config
36/39
29 Allow Force I/O in AUTO mode: TRUE
30 Allow chg. ovrd. in AUTO mode:TRUE
31 Signal to set in AUTO mode DO[ 0]
32 Signal to set in T1 mode DO[ 0]
33 Signal to set in T2 mode DO[ 0]
34 Signal to set if E-STOP DO[ 0]
35 Set if INPUT SIMULATED DO[ 0]
36 Hand broken : <*GROUPS*>
37 Remote/Local setup: Remote
38 External I/O(ON:Remote):DI [ 0]
39 UOP auto assignment: Full [ TYPE ]
图 21
System/Config
Hand broken 1/1
1 GROUP1: DISABL
[ TYPE ] ENABLE DISABLE
图22。