醋酸乙酯的生产工艺设计原本
年产30万吨乙酸乙酯的工艺设计

乙酸乙酯(ethyl acetate,简称EA)是一种常用的有机化工原料,广泛用于溶剂、涂料、胶粘剂、香精等行业中。
本文将为您介绍年产30万吨乙酸乙酯的工艺设计。
1.原料准备本工艺设计中所需原料包括乙酸、乙醇和催化剂等。
乙酸和乙醇的纯度应达到工业级标准,催化剂选择的是硫酸。
原料的准备包括弃水、脱硫等处理。
2.乙酸乙酯的制备反应乙酸乙酯的制备反应是乙酸和乙醇发生酯化反应生成乙酸乙酯。
反应的条件包括温度、压力和催化剂的选择。
在本工艺设计中,酯化反应采用连续流程进行。
首先,将经处理的乙酸和乙醇以一定的摩尔比例混合后进入反应器。
根据经验,酯化反应的摩尔比一般为2:1、然后,在适当的温度下(一般为50-60℃)加入适量的硫酸催化剂,促进反应的进行。
反应器中的乙酸乙酯生成后,通过蒸汽加热或外部加热方式升温。
随着温度的升高,乙酸乙酯以气态形式蒸发出反应器。
3.乙酸乙酯的分离净化乙酸乙酯的分离净化主要包括提纯和脱色两个过程。
提纯过程中,需将乙酸乙酯的气态产物进入一个冷凝器进行冷凝,将其转化为液态,然后通过过滤去除其中的悬浮物。
脱色过程中,将提纯后的液态乙酸乙酯通过活性炭等脱色剂进行脱色,以提高乙酸乙酯的纯度。
脱色后的乙酸乙酯经过过滤,得到清澈的乙酸乙酯产物。
4.乙酸乙酯的回收利用在乙酸乙酯制备反应过程中,有部分乙酸乙酯会以气体的形式带出反应器,在分离净化过程中被捕集并回收利用。
在回收过程中,将乙酸乙酯的气态产物与乙酸乙酯的液态产物进行冷凝,将其转化为液态,然后通过分离装置进行分离,将回收的乙酸乙酯重新加入到反应器中。
5.产品质量控制在乙酸乙酯的制备过程中,需要对产品质量进行严密的控制。
主要的质量指标包括乙酸乙酯的纯度、含水量和酸度等。
为了确保产品质量,需要定期对反应器和分离净化设备进行清洗和维护,以避免杂质的积累影响产品质量。
以上就是年产30万吨乙酸乙酯的工艺设计。
通过合理的反应控制和分离净化过程,可以高效地制备乙酸乙酯产品,并确保产品质量。
醋酸乙烯酯生产工艺设计
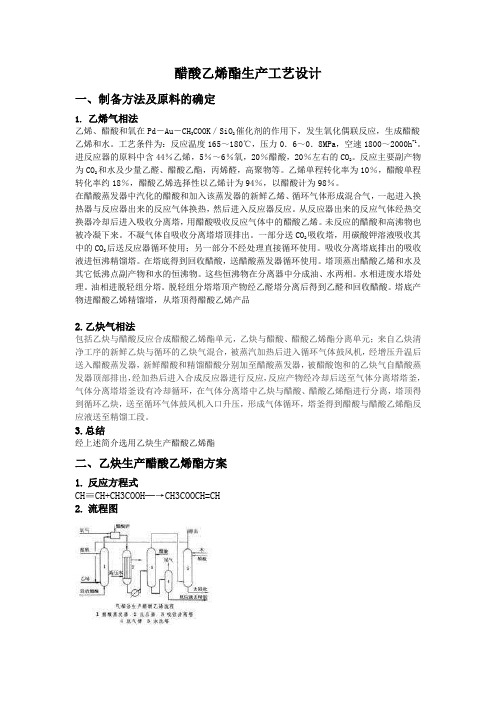
醋酸乙烯酯生产工艺设计一、制备方法及原料的确定1.乙烯气相法乙烯、醋酸和氧在Pd-Au-CH3COOK/SiO2催化剂的作用下,发生氧化偶联反应,生成醋酸乙烯和水。
工艺条件为:反应温度165~180℃,压力0.6~0.8MPa,空速1800~2000h-1。
进反应器的原料中含44%乙烯,5%~6%氧,20%醋酸,20%左右的CO2。
反应主要副产物为CO2和水及少量乙醛、醋酸乙酯,丙烯醛,高聚物等。
乙烯单程转化率为10%,醋酸单程转化率约18%,醋酸乙烯选择性以乙烯计为94%,以醋酸计为98%。
在醋酸蒸发器中汽化的醋酸和加入该蒸发器的新鲜乙烯、循环气体形成混合气,一起进入换热器与反应器出来的反应气体换热,然后进入反应器反应。
从反应器出来的反应气体经热交换器冷却后进入吸收分离塔,用醋酸吸收反应气体中的醋酸乙烯。
未反应的醋酸和高沸物也被冷凝下来。
不凝气体自吸收分离塔塔顶排出。
一部分送CO2吸收塔,用碳酸钾溶液吸收其中的CO2后送反应器循环使用;另一部分不经处理直接循环使用。
吸收分离塔底排出的吸收液进恒沸精馏塔。
在塔底得到回收醋酸,送醋酸蒸发器循环使用。
塔顶蒸出醋酸乙烯和水及其它低沸点副产物和水的恒沸物。
这些恒沸物在分离器中分成油、水两相。
水相进废水塔处理。
油相进脱轻组分塔。
脱轻组分塔塔顶产物经乙醛塔分离后得到乙醛和回收醋酸。
塔底产物进醋酸乙烯精馏塔,从塔顶得醋酸乙烯产品2.乙炔气相法包括乙炔与醋酸反应合成醋酸乙烯酯单元,乙炔与醋酸、醋酸乙烯酯分离单元;来自乙炔清净工序的新鲜乙炔与循环的乙炔气混合,被蒸汽加热后进入循环气体鼓风机,经增压升温后送入醋酸蒸发器,新鲜醋酸和精馏醋酸分别加至醋酸蒸发器,被醋酸饱和的乙炔气自醋酸蒸发器顶部排出,经加热后进入合成反应器进行反应,反应产物经冷却后送至气体分离塔塔釜,气体分离塔塔釜设有冷却循环,在气体分离塔中乙炔与醋酸、醋酸乙烯酯进行分离,塔顶得到循环乙炔,送至循环气体鼓风机入口升压,形成气体循环,塔釜得到醋酸与醋酸乙烯酯反应液送至精馏工段。
醋酸乙酯的生产工艺设计
醋酸乙酯的生产工艺设计醋酸乙酯是一种常见的有机溶剂,在化学工业中有广泛的应用。
下面将详细介绍醋酸乙酯的生产工艺设计。
工艺流程:醋酸乙酯的生产可以采用酸碱催化剂催化的酯化反应法。
具体的工艺流程如下:1. 原料准备:将乙醇、醋酸和催化剂(如硫酸)按照一定的比例准备好。
其中乙醇和醋酸可以采购到市场上的工业级纯品。
2. 酯化反应:将乙醇和醋酸加入反应釜中,并加入一定量的催化剂,进行酯化反应。
反应温度一般在120-150摄氏度之间,反应时间视具体的催化剂和反应条件来定。
3. 分离提纯:酯化反应结束后,在反应釜中得到混合物。
混合物中会含有醋酸乙酯、副产物和催化剂等,需要进行分离和提纯。
首先通过蒸馏将醋酸乙酯和未反应的醋酸分离,然后在碱洗塔中用碱洗去残留的醋酸,最后通过蒸馏将醋酸乙酯纯化。
4. 产品收集:最后将纯化后的醋酸乙酯收集起来,并进行检验,确保产品质量符合要求。
工艺优化:为了提高醋酸乙酯的生产效率和产品质量,可以进行一些工艺优化措施,如增加反应釜的体积,提高反应温度和压力,采用切割醋酸回流系统等。
同时,催化剂的选择也对反应效果有影响,可以尝试使用不同的催化剂,如磷酸、盐酸等。
安全环保:在醋酸乙酯的生产过程中,需要注意安全和环保问题。
首先,要在合理的温度和压力范围内进行反应,避免产生过高的温度或压力。
其次,催化剂的使用要控制在合理的浓度,避免对环境造成污染。
最后,在废水和废气处理方面要按照相关的法规进行处理,保证环境的安全和健康。
总之,醋酸乙酯的生产工艺设计需要对酯化反应的条件进行合理选择,进行后续的分离提纯和产品收集工序。
同时,为了提高生产效率和产品质量,可以优化工艺流程和采用高效催化剂。
在生产过程中,要注重安全环保,合理处理废水和废气。
醋酸乙酯生产工艺
醋酸乙酯生产工艺1、产品:醋酸乙酯 分子式:C4H8O2 O‖分子量:88 结构式:CH 3C —O —CH 2—CH 31) 物理性质:d=0.9005沸点:77.8 ℃ 汽化潜热:87.6卡/克 20℃水在酯中的溶解度3% 20℃酯在水中的溶解度7.94%a) 温度: 温度低活化分子少,反应速度慢。
温度>140℃时,酒精缩合成乙醚 。
温度>180℃时,酒精分解成乙烯。
所以乙酯酯化反应温度控制在110℃b) 催化剂,使用无机酸,尤其是HCL 最好,但易挥发,对不锈钢腐蚀严重,目前使用广泛的是 H 2SO 4,用量为0.4-0.5%使用过多,加重对设备的腐蚀,催化效果无明显提高。
c) 转化率:提高反应物某一浓度,如:HAC 克分子克数转化率即酯化反应釜酸控制在75-80%,如果太高酯化 塔脱酸不利。
4) 连续反应原理: A. 及时排除反应物中的水。
B. 酯与水能发生明显分层,但是由于有醇的存在,起“媒介”作用,从而大大增加了酯水水的互溶。
因而酯与水不能分层或不能完全分层,据此:提高粗酯中的酯含量(相对降低醇含量)水便能够因分层较彻底被分出。
这是一个很重要的问题另外回流部分酯的目的是带走一部分水,因水过量。
反应生成物的水量≥酯水共沸带出水量5) 配料:A 底料配制5000L其中:HACL3000L 酒精或粗酯:1500-2000L 硫酸:20-25kgB连续料配置:按HACL:酒精=1:1的体积比配料再增加适量的酯6)操作参数:1、酯化塔操作参数釜液组成:HACL(H2SO4):73-78% 水份:6-10% 比重1.030-1.080釜温:110℃-113℃中温:74℃-100 ℃顶温:68℃-70℃粗酯含量89-91% 酸度≤3ml/0.02碱液精馏塔操作要求:1、釜温≥86-88 2、釜压:0.2-0.4kg/h 3、顶温:68-71℃4、釜液水分: ≤0.3%成品塔操作要求:当精馏塔釜温、釜压正常后,打开进成品塔的两个阀门,待成品上升到塔顶,全回流。
乙酸乙酯生产工艺设计

乙酸乙酯生产工艺设计乙酸乙酯(也称乙酸乙酯)是一种非常常用的有机化学品,广泛应用于溶剂、涂料、油墨等工业领域。
本文将介绍乙酸乙酯的生产工艺设计,包括原料准备、反应条件、分离纯化和设备选型等方面。
1.原料准备乙酸乙酯的制备原料主要包括乙酸和乙醇。
乙酸可以通过天然气催化氧化法或乙烯碳氢化法等多种途径获取,而乙醇则可以通过乙烯水合反应、糖化发酵法等方法制得。
在工业生产过程中,选择乙烯气相氧化法和乙烯水合反应法较为常用。
2.反应过程乙酸乙酯的生产通常采用酯化反应。
酯化反应是乙酸和乙醇在酸性催化剂(如硫酸、磷酸等)存在下发生的反应,反应方程式为:CH3COOH+C2H5OH→CH3COOC2H5+H2O反应条件:温度:一般在50-100℃之间,根据实际情况调整;压力:常压下进行反应,不需要额外增加压力;催化剂:可以选择硫酸、磷酸等酸性催化剂,需要在反应中添加适量的催化剂以促进反应进行。
3.分离纯化酯化反应后,乙酸乙酯与水混合,需要进行分离纯化。
一般采用蒸馏法进行,根据乙酸乙酯和水的沸点差异,将两者分离。
设备选型:可选择常压蒸馏、真空蒸馏或多效蒸馏等设备进行分离纯化。
4.废水处理在乙酸乙酯生产过程中,产生的废水中含有乙醇、乙酸等有机物,需要进行废水处理。
一般采用生化处理、物化处理或综合处理等方法。
如采用活性炭吸附、生物降解等方法进行废水处理,实现有机物的去除。
总结:乙酸乙酯的生产工艺设计包括原料准备、反应过程、分离纯化和废水处理等环节。
通过合理调控反应条件、选择合适的催化剂和设备,可以提高乙酸乙酯的产率和质量,同时减少对环境的污染。
在实际生产中,还需根据不同的工艺要求和资源条件进行具体的设计和改进。
年产30万吨乙酸乙酯的工艺设计

年产30万吨乙酸乙酯的工艺设计摘要乙酸乙酯是重要的精细化工原料。
它是一种具有优异溶解性能和快干性能的溶剂,已广泛应用于生产中。
目前,乙酸乙酯的工业生产方法已趋于成熟,而乙醛缩合法因其具有原料来源广泛、绿色、环保等优点在众多生产方法中脱颖而出最具发展前景。
本设计采用乙醛缩合法,对工艺中的主要设备进行物料与能量衡算,并对乙酸乙酯的精馏塔、反应器进行了设计选型。
根据设计要求对设备进行选型。
就脱乙醇塔而言,塔体压力为常压,回流比取3,操作条件:X D=99%、X W=0.01。
计算出塔板数为46块,塔高22.4m。
对塔体的主要尺寸设计:精馏段:算得堰长为0.72m,出口堰高为0.045m,堰宽为0.106m,降液管底隙高度为0.028m;提馏段:算得堰长为1.2,出口堰高为0.049m,堰宽为0.176m,降液管底隙高度为0.027m。
对于反应器选择连续型搅拌反应釜:算得筒体高度4.8m,筒体和封头直径3m,内筒筒体厚度为10mm。
设计中,首先根据工艺操作的要求和特点,参照相关工艺的资料,绘制工艺流程图,然后根据工艺计算结构设计的最终数据画出主要设备图。
设计满足安全生产要求,而且经济合理。
关键词:乙酸乙酯,乙醛缩合法,物料衡算,精馏塔,工艺流程图PRODUCTION DESIGN WITH AN ANNUALOUTPUT OF 300 THOUSANDS TONS OFETHYL ACETATEABSTRACTEthyl acetate is an important fine chemical raw material. It is a kind of excellent solubility and fast-drying solvent, has been widely used in production. At present, the industrial production of ethyl acetate have been more and more mature, and the condensation of acetaldehyde because of its wide raw material sources, green, environmental protection and other advantages stand out from many production methods in the most development prospect.The condensation of acetaldehyde had been used in the design, material and energy balance calculation of the main process equipment, and distillation tower, reactor for ethyl acetate were design selection. According to the design requirements, we selected the suitable equipment. As far as alcohol tower, the tower body was at atmospheric pressure, reflux ratio was 3, the operating conditions: X D=99%, X W=0.01. We could calculate that the plate number was 46, the height of the tower was 22.4m. The main dimensions design of tower body: rectifying section: the length of the weir was 0.72m, the outlet height of the weir was 0.045m, the width was 0.106m, the down comer height of the bottom clearance was 0.028m; stripping section: the length of weir was 1.2mr, the outlet height of the weir was 0.049m, the width was 0.176m, the down comer height of the bottom clearance was 0.027m. The reactor was selected continuous stirred tank reactor: the height of cylinder was 4.8m by calculation, the diameter of cylinder and head was 3m, the thickness of the inner cylinder was 10mm. In the design, according to the process requirements and characteristics, reference to the related process data, wecould draw a process flow diagram, then according to the process of structure design and calculation of the final data to draw the main equipment. The design satisfied the requirement of safe production, and reasonable in economy.KEY WORDS: ethyl acetate, acetaldehyde, material balance, distillation, process flow diagram符号说明符号意义单位A 传热面积m2弓形降液管面积m2Af塔截面积m2ATC 气体负荷系数m/s定压比热容kJ/(kg·℃) CPD 精馏塔直径md阀孔直径m 0E 液流收缩系数全塔效率ETe雾沫夹带量kg液/kg气vF 原料液流量kmol/hH 塔高m塔底空间高度mHBH塔顶空间高度m D降液管内清液层高度mHd进料板处高度mHF干板阻力m液柱hc板上充气液层阻力m液柱hl气相通过浮阀塔板的压降m液柱hph w出口堰高mh o w堰上液层高度mK0传热系数W/(m2·℃) L 精馏塔液相流量kmol/hl w堰长mM A A物质的分子量N 实际塔板数块P 操作压力KPaΔP p单层塔板压降Pat 物料温度℃t∆平均温度差℃mu 速度m/s V 精馏塔气相流量kmol/h W d弓形降液管宽度m Ws 破沫区宽度mx馏出液中易挥发组分摩尔分数dx原料液中易挥发组分摩尔分数fx釜残液中易挥发组分摩尔分数Wα相对挥发度θ液体在降液管中停留时间sρL液相密度kg/m3ρv气相密度kg/m3t 孔心距mμl粘度Pa s⋅目录摘要 (I)前言 (9)第1章工艺流程的确定 (16)§1.1 本课题设计的内容和要求 (16)§1.1.1 设计要求 (16)§1.1.2 具体设计内容 (16)§1.2 设计方案的确定 (16)§1.2.1 设计原理 (17)§1.2.2 工艺流程 (18)第2章物料衡算 (20)§2.1 数据采集 (20)§2.1.1 全流程的工艺数据 (20)§2.1.2 催化剂的配方 (20)§2.1.3 操作条件 (20)§2.1.4 原料和产品的控制指标 (21)§2.2 一步缩合反应釜的物料衡算 (22)§2.3 二步缩合反应釜的物料衡算 (23)§2.4 单效蒸发器的物料衡算 (24)§2.5 脱乙醛塔的物料衡算 (26)§2.6 脱乙醇塔的物料衡算 (27)§2.7 脱重组分塔物料衡算 (28)第3章热量衡算 (30)§3.1 基本数据 (30)§3.2 一步缩合反应釜的热量衡算 (31)§3.3 二步缩合釜热量衡算 (32)§3.4 单效蒸发器的热量衡算 (32)§3.5 冷凝器的热量衡算 (34)§3.6 脱乙醛塔的热量衡算 (35)§3.6.1 再沸器的热负荷 (35)§3.6.2 冷凝器的冷凝量 (36)§3.7 脱乙醇塔的热量衡算 (36)§3.7.1 再沸器的热负荷 (36)§3.7.2 冷凝器的冷凝量 (37)§3.8 脱重组分精馏塔的热量衡算 (37)§3.8.1 再沸器的热负荷 (37)§3.8.2 冷凝器的冷凝量 (38)第4章设备选型和车间布置经济核算 (39)§4.1 缩合釜的设计 (39)§4.1.1 缩合釜体的设计 (39)§4.1.2 搅拌装置的设计 (41)§4.2 单效蒸发器的设计与选型 (42)§4.2.1 蒸发器的选择理由 (42)§4.2.2 蒸发器计算与设计 (42)§4.3 脱乙醛塔的设计与计算 (44)§4.3.1 基础数据 (45)§4.3.2 塔径的确定 (48)§4.3.3 塔板结构设计 (49)§4.3.4 塔板布置 (51)§4.3.5 流体力学验算 (52)§4.3.6 塔高的确定 (54)§4.4 脱乙醇塔的设计 (55)§4.4.1 基础数据 (55)§4.4.2 塔径的确定 (59)§4.4.3 塔板结构设计 (60)§4.4.4 塔板布置 (61)§4.4.5 流体力学验算 (63)§4.4.6 塔高的确定 (65)§4.5 脱重组分塔的选型与计算 (66)§4.5.1 相关计算 (66)§4.5.2 塔体结构 (67)§4.6 辅助设备的选型 (68)§4.6.1 泵的选型 (68)§4.6.2 再沸器的选型 (68)§4.6.3 冷凝器选型 (69)§4.6.4 工艺设备一览表 (69)§4.7 车间布置的基本原则和要求 (70)§4.7.1 车间布置的基本原则 (70)§4.7.2 车间布置的要求 (71)§4.8 本设计的生产车间布置 (74)§4.9 建设项目投资 (74)§4.9.1固定资产投资估算 (75)§4.9.2 建设期贷款利息 (75)§4.9.3 流动资金估算 (75)§4.10 生产成本估算 (76)§4.10.1 直接材料费 (76)§4.10.2 生产人员工资和福利 (76)§4.10.3 制造费用 (76)§4.11 经济效益 (77)§4.12 投资回收年限 (78)§4.13 核算总结 (78)第5章总结 (79)§5.1 乙酸乙酯的生产流程 (79)§5.2 生产设备设计 (79)参考文献 (80)致谢 (82)附录 (83)外文资料译文和原文 (84)前言乙酸乙酯(EA),又名醋酸乙酯,英文名称:Ethyl acetate。
乙酸乙酯生产工艺设计
乙酸乙酯生产工艺设计乙酸乙酯是一种常用的有机溶剂,广泛用于涂料、涂胶、染料、清漆、胶水、香水等行业。
下面是一种乙酸乙酯的生产工艺设计。
1. 原料准备:乙酸乙酯的主要原料是乙酸和乙醇。
乙酸可以通过氧化乙烯得到,乙醇可以通过粮食、蔗糖、淀粉等生物质原料发酵得到。
确保原料的纯度和储存条件。
2. 反应装置:乙酸乙酯的生产通常采用催化剂反应。
常见的反应装置是固定床催化剂反应器。
反应器选用不锈钢材料,具备耐腐蚀性。
反应器内设置催化剂床层,以提高催化剂的利用效率。
3. 生产工艺步骤:(1) 预热:将乙醇和乙酸分别在换热器中预热至适宜的反应温度。
预热温度一般在70-90摄氏度之间。
(2) 合流:将预热后的乙醇和乙酸经过泵送,以适当的比例合流到反应器中。
(3) 催化反应:在反应器内,乙醇和乙酸与催化剂发生酯化反应,生成乙酸乙酯。
反应温度一般在100-130摄氏度之间,压力为常压或略高于常压。
(4) 分离和精馏:将反应器中的混合物进一步分离,并通过精馏塔进行精馏,获得纯净的乙酸乙酯。
4. 催化剂选择:乙酸乙酯的合成反应通常采用硫酸锌作为催化剂,其具有高效、稳定、选择性好的特点。
5. 安全措施:乙酸乙酯属于易燃品,生产时应采取必要的安全措施,如喷淋系统、防火设备、通风设施等,确保生产过程的安全性。
上述乙酸乙酯的生产工艺设计仅供参考,具体的生产工艺还需要根据实际情况进行调整和优化。
在实际生产中,还需注意原料的纯度、储存条件、反应温度、压力和催化剂的选择等因素,以确保生产的乙酸乙酯质量和产量达到预期要求。
乙酸乙酯生产工艺设计(2篇)

第1篇摘要:乙酸乙酯是一种重要的有机溶剂和化工原料,广泛应用于涂料、塑料、医药、食品等领域。
本文将对乙酸乙酯的生产工艺进行详细设计,包括原料选择、反应工艺、设备选型、操作步骤、质量控制等方面,旨在为乙酸乙酯的生产提供一套完整、高效、环保的生产方案。
一、引言乙酸乙酯是一种无色、有果香的液体,化学式为C4H8O2,分子量为88.10。
它是一种重要的有机溶剂,具有良好的溶解性能,广泛应用于涂料、塑料、医药、食品等行业。
随着我国经济的快速发展,乙酸乙酯的需求量逐年增加。
因此,对乙酸乙酯生产工艺进行优化和设计具有重要意义。
二、原料选择1. 乙酸:乙酸是乙酸乙酯生产的主要原料,要求纯度≥99%,水分≤0.1%。
2. 乙醇:乙醇是乙酸乙酯生产的另一主要原料,要求纯度≥99%,水分≤0.1%。
3. 硫酸:硫酸用于催化乙酸与乙醇反应,要求纯度≥98%。
4. 水洗剂:水洗剂用于中和反应过程中产生的硫酸,要求具有较好的溶解性和去污能力。
5. 脱色剂:脱色剂用于去除乙酸乙酯中的杂质,提高产品纯度。
三、反应工艺1. 原料配比:乙酸与乙醇的摩尔比为1:2,硫酸的摩尔比为0.1。
2. 反应温度:反应温度控制在60-70℃,过高或过低都会影响反应速率和产品纯度。
3. 反应压力:反应压力控制在0.1-0.2MPa,过高或过低都会影响反应效果。
4. 反应时间:反应时间控制在1-2小时,过长或过短都会影响产品收率和纯度。
5. 反应介质:反应介质采用混合溶剂,包括乙酸、乙醇、硫酸和水。
四、设备选型1. 反应釜:选用不锈钢反应釜,容积为500L,压力等级为0.2MPa。
2. 冷凝器:选用列管式冷凝器,冷却介质为冷水,冷却面积不少于20m²。
3. 真空泵:选用罗茨真空泵,真空度不小于0.09MPa。
4. 搅拌器:选用磁力搅拌器,功率为0.75kW。
5. 脱色塔:选用填料塔,填料为不锈钢丝网,塔径为0.6m,塔高为4m。
五、操作步骤1. 原料准备:将乙酸、乙醇、硫酸按比例混合均匀。
(完整word版)醋酸乙酯的生产工艺设计

题目:醋酸乙酯车间工艺设计学院:班级:指导老师:组员:目录一、设计任务 (3)二、概述 (3)1.醋酸乙酯性质及用途 (3)2.乙酸乙酯发展状况 (4)三. 醋酸乙酯的生产方案及流程 (5)1、酯化法 (5)2. 乙醇脱氢歧化法 (6)3、乙醛缩合法 (7)4、乙烯、乙酸直接加成法 (8)5、确定工艺方案及流程 (9)四.工艺计算 (9)4.1. 物料衡算 (9)4.2 初步物料衡算 (11)五. 设备设计 (17)5.1 精馏塔Ⅱ的设计 (17)5.2最小回流比的估算 (19)5.3 逐板计算 (21)5.4 逐板计算的结果及讨论 (21)六. 热量衡算 (22)6.1热力学数据收集 (22)6.2热量计算,水汽消耗,热交换面积 (24)6.3校正热量计算、水汽消耗、热交换面积(对塔Ⅱ) (27)表10校正后的热量计算汇总表 ....................................................................... 错误!未定义书签。
醋酸乙酯车间工艺设计一、设计任务1.设计任务:醋酸乙酯车间2.产品名称:醋酸乙酯3.产品规格:纯度99%4.年生产能力:折算为100%醋酸乙酯1500吨/年5.产品用途:作为制造乙酰胺、乙酰醋酸酯、甲基庚烯酮、其他有机化合物、合成香料、合成药物等的原料;用于乙醇脱水、醋酸浓缩、萃取有机酸;作为溶剂广泛应用于各种工业中;食品工业中作为芳香剂等。
由于本设计为假定设计,因此有关设计任务书中的其他项目如:进行设计的依据、厂区或厂址、主要技术经济指标、原料的供应、技术规格以及燃料种类、水电汽的主要来源,与其他工业企业的关系、建厂期限、设计单位、设计进度及设计阶段的规定等均从略。
二、概述1.醋酸乙酯性质及用途醋酸乙酯又名乙酸乙酯,醋酸醚,英文名称Ethyl Acetate或Acetic Ether Vinegar naphtha.醋酸乙酯是具有水果及果酒芳香的无色透明液体,其沸点为77℃,熔点为-83.6℃,密度为0.901g/cm3,溶于乙醇、氯仿、乙醚和苯等有机溶剂。
醋酸乙酯的生产工艺研究进展及其市场分析

醋酸乙酯的生产工艺研究进展及其市场分析醋酸乙酯是一种具有水果香味,外观为无色透明的油状液体。
在有机合成领域,醋酸乙酯既可以在涂料、纤维、人造革的生产过程中作为溶剂被使用,又可以在印刷油墨生产领域被用作为一种性能优良的黏合剂,在精细化学品的生产中它还可以作为香料、表面活性剂和食品添加剂被使用[1]。
1 醋酸乙酯的合成方法目前,传统的醋酸乙酯生产方法主要有乙酸酯化法、乙醇脱氢法、乙酸/乙烯加成法和乙醛缩合法四种。
其中乙酸酯化法和乙醛缩合法在工业生产领域中的应用最为广泛[2]。
1.1 乙酸酯化法乙酸酯化法[3]是乙酸和乙醇为原料,在浓硫酸作用下发生酯化反应生成醋酸乙酯。
反应方程式如下:乙酸酯化法的优点是工艺开发早,生产技术成熟,操作原理简单易懂且原料供应充足。
不足之处在于此反应以浓硫酸为催化剂,对设备腐蚀严重,反应产生的废液成分复杂且分离困难容易造成环境污染;转化率不高且在常温下反应物与产物容易混合形成共沸物,分离与提纯的难度大。
乙酸酯化法制取醋酸乙酯的工艺流程如图1所示。
图1 乙酸酯化法制取醋酸乙酯的工艺流程Fig.1 Process flow chart of ethyl acetate production by acetate esterification近年来,浓硫酸已经被固体酸、离子液体和杂多酸催化剂所取代,这种固体超强酸催化剂具有选择性好,反应速率快对设备腐蚀小对环境污染小,催化剂稳定的特点。
杂多酸是一类由两种及以上无机含氧酸缩合生成的多元酸的统称,具有良好的稳定性和催化活性,不挥发,对热稳定,环境污染小的优势[4]。
1.2 乙醇脱氢法乙醇脱氢法,又称乙醇脱氢一步法,是采用铜基催化剂使得乙醇脱氢生产醋酸乙酯和氢气,反应方程式如下:2CH3CH2OH CH3COOCH2CH3+H2生成的醋酸乙酯再通过加压精馏和减压精馏得到纯度较高的醋酸乙酯。
这一方法的优点是主反应打副产物只有氢气,故理论收率较乙酸酯化法较高;反应物乙醇可以通过可再生资源得到,成本低廉;采用铜基催化剂不会生成大量的含酸废水,对环境污染小,且对设备腐蚀较小,设备费较乙酸酯化法低;缺点是催化剂使用后为避免氧化需用保护气保护,过程繁琐,适合大化工生产。
乙酸乙酯生产线的设计原理
乙酸乙酯是一种常用的有机溶剂,它的生产可以通过醋酸与乙醇反应得到。
以下是一个乙酸乙酯生产线的设计原理:
1.原料准备:设计乙酸乙酯生产线首先需要准备醋酸和乙醇两种原料。
醋酸通常通过氧化乙烯或乙醇酸化得到,乙醇可以通过发酵或石化工艺获得。
2.醋酸处理:醋酸作为反应原料,需要进行进一步的处理。
这可能包括脱水过程,以去除其中的水分。
脱水可以通过物理吸附或分子筛等方法实现。
3.反应设施:乙酸乙酯的生成反应通常采用酯化反应。
该反应在酸性条件下进行,可以使用固定床反应器或连续流动反应器进行控制。
反应温度和压力的选择要满足反应动力学和安全要求。
4.分离和纯化:反应后生成的混合物中包含乙酸乙酯、未反应的醋酸和乙醇,以及一些副产物。
需要进行分离和纯化步骤来获取纯净的乙酸乙酯。
这可能包括蒸馏过程、萃取、结晶和洗涤等操作。
5.废水处理:此过程可能会产生废水,其中含有一定量的有机物和酸性物质。
为了环境保护,需要对废水进行处理,如中和、沉淀和过滤等工艺,以达到排放标准。
6.控制和安全:生产线的设计中需要考虑控制系统和安全措施。
控制系统可以实现对反应温度、压力和流量等参数的实时监控和调节。
安全设备如传感器、自动阀门和紧急停机装置能够确保系统运行过程中的安全性。
需要注意的是,乙酸乙酯生产线的设计需要遵守相关的法规和安全标准。
同时,还应根据具体工艺和规模进行综合考虑,以实现高效、稳定和可持续的生产过程。
年产一万吨醋酸乙酯的生产工艺设计

年产一万吨醋酸乙酯的生产工艺设计生产一万吨醋酸乙酯的生产工艺设计如下:1. 原料准备:- 乙醇:采用纯度高于99%的乙醇作为原料。
- 醋酸:采用纯度高于99%的醋酸作为原料。
- 催化剂:采用硫酸作为催化剂。
2. 反应过程:- 反应釜:使用一台大型反应釜进行反应。
- 反应温度:将反应温度控制在140-150℃。
- 反应时间:根据实验数据确定最佳反应时间。
- 反应物配比:根据化学方程式,将乙醇和醋酸按一定比例加入反应釜中。
- 催化剂加入:将适量的硫酸加入反应釜中作为催化剂。
3. 分离过程:- 分离塔:使用分离塔进行乙酸乙酯和副产物的分离。
- 分离温度:将分离温度控制在80-90℃。
- 分离压力:根据实验数据确定最佳分离压力。
- 分离时间:根据实验数据确定最佳分离时间。
- 分离物收集:将分离得到的醋酸乙酯收集起来。
4. 精馏过程:- 精馏塔:使用精馏塔进行醋酸乙酯的精馏。
- 精馏温度:将精馏温度控制在70-80℃。
- 精馏压力:根据实验数据确定最佳精馏压力。
- 精馏时间:根据实验数据确定最佳精馏时间。
- 醋酸乙酯收集:将精馏得到的纯度高的醋酸乙酯收集起来。
5. 后处理:- 产品检测:对生产得到的醋酸乙酯进行质量检测,确保其符合相关标准。
- 包装和储存:将醋酸乙酯进行包装,并存放在适当的储存条件下,以确保产品质量的稳定性和安全性。
以上是生产一万吨醋酸乙酯的基本工艺设计,具体的操作参数和设备选择还需要根据实际情况进行优化和调整。
在实际生产中,还需要注意安全操作规程和环境保护要求,确保生产过程的安全和环保。
年产一万吨醋酸乙酯的生产工艺设计
设计年产一万吨醋酸乙酯的生产工艺涉及以下步骤和基本参数:原料准备:原料:乙酸和乙醇。
纯度:乙酸纯度应达到99%以上,乙醇纯度应达到95%以上。
反应器:类型:选择适合的酯化反应器,例如连续流动反应器。
材料:反应器应采用耐腐蚀的材料,如不锈钢。
温度:酯化反应的适宜温度范围通常为60-80摄氏度。
压力:反应器中的压力一般为大气压。
催化剂:催化剂:选择适当的酯化催化剂,常用的催化剂包括硫酸、甲基硫酸等。
用量:催化剂用量应根据具体反应条件和催化剂活性进行确定。
反应过程:连续流动反应器:将乙酸和乙醇按一定比例加入反应器,加入适量的催化剂。
反应时间:反应时间取决于反应器设计和催化剂活性,通常在几小时到十几小时之间。
反应控制:可以通过控制温度、压力和催化剂浓度等参数来控制反应进程。
分离和纯化:分离:将反应后的混合物进行分离,分离醋酸乙酯和副产物(如水和未反应的乙酸、乙醇)。
蒸馏:采用精馏工艺,将混合物进行蒸馏,以获得高纯度的醋酸乙酯。
产品处理:过滤:将蒸馏后的醋酸乙酯进行过滤,去除其中的杂质。
储存:将过滤后的醋酸乙酯储存于适当的容器中,确保其质量和稳定性。
在设计过程中,需要考虑以下方面:安全性:确保操作过程的安全,包括储存、搅拌、供料等环节。
能耗:优化反应器设计,提高能源利用效率,减少能源消耗。
废物处理:废水处理:酯化反应过程中产生的废水需要经过处理,以达到环境排放标准。
废气处理:对于可能产生的废气,应采取适当的措施进行处理和净化,以减少对环境的不良影响。
自动化控制:自动化系统:引入自动化控制系统,以实现生产过程的监测、控制和优化。
传感器和仪表:安装温度、压力、流量和液位等传感器和仪表,实时监测关键参数。
质量控制:质量检测:建立质量检测体系,对生产过程中的样品进行定期抽检和分析,确保产品符合质量标准。
质量管理:实施严格的质量管理控制,包括记录和追踪产品质量数据,及时处理不良品等。
能源管理:能源优化:通过能源回收、余热利用等措施,降低生产过程中的能源消耗。
醋酸乙酯生产工艺

醋酸乙酯生产工艺
醋酸乙酯,化学式为CH3COOC2H5,是一种常用的有机溶剂和化工原料。
下面是醋酸乙酯的生产工艺:
1. 原料准备:醋酸和乙醇是醋酸乙酯生产的主要原料。
醋酸通常可以通过氧化丙烯或乙烯脱氢制得,乙醇则可以通过发酵或石油化工工艺得到。
2. 醋酸酯化:将醋酸和乙醇按一定比例加入反应釜中,同时加入酸催化剂如硫酸或磷酸作为催化剂,并进行酯化反应。
反应温度通常在60-90℃之间,反应时间一般为数小时。
3. 盐化处理:酯化反应结束后,通过加入盐水进行盐化处理,将其中的醋酸和未反应的乙醇以及其他杂质与水分离。
4. 脱水处理:将盐化后的混合物进行脱水处理,去除水分和底物中残留的醋酸和乙醇等杂质。
通常采用分子筛或其他干燥剂进行脱水处理。
5. 蒸馏提纯:将脱水后的混合物进行蒸馏,将醋酸乙酯与其他副产物如醋酸和乙醇分离。
由于醋酸乙酯的沸点较低,通常采用真空蒸馏进行提纯。
6. 精制处理:经过蒸馏提纯后的醋酸乙酯通常仍然含有少量的杂质,需要进行一定的精制处理。
可以通过活性炭或其他吸附剂进行吸附、脱色等处理。
7. 包装和储存:精制后的醋酸乙酯经过包装,通常存放在密封的容器中,避免阳光直射和高温暴露。
以上就是醋酸乙酯的生产工艺。
需要注意的是,在生产过程中需要控制反应条件和质量检测,以确保产品的质量和安全性。
醋酸乙酯的生产技术

醋酸乙酯的生产技术醋酸乙酯( EA) 又名乙酸乙酯, 分子式为C4H8O2, 为具有水果香味的无色透明液体, 具有优异的溶解性、挥发速度与快干性, 在工业中要紧用作生产涂料、粘合剂、乙基纤维素、氯化橡胶、乙烯树脂、乙酸纤维素酯、纤维素乙酸丁酯、人造革、油毡着色剂与人造纤维等的溶剂, 也可作为粘合剂用于印刷油墨、人造珍珠等的生产, 作为提取剂用于医药、有机酸产品等的生产, 此外还可用作生产菠萝、香蕉、草莓等水果香精与威士忌、奶油等香料的原料, 在纺织工业中用作清洗剂等。
近年来, 随着世界经济持续稳固增长, 建筑、汽车等行业进展迅速, 环保法规日益严格, 使用高档溶剂生产涂料、油墨、粘合剂等产品已成大势所趋, 从而带动醋酸乙酯类溶剂需求的快速增长。
一、生产技术及其进展目前, 乙酸乙酯的工业生产方法要紧有:醋酸酯化法乙醛缩合法乙醇脱氢法醋酸/ 乙烯加成法4 种。
目前世界上工业乙酸乙酯要紧制备方法有乙酸酯化法、乙醛缩合法、乙烯加成法与乙醇脱氢法等。
传统的乙酸酯化法工艺在国外被逐步淘汰,而大规模生产装置要紧是乙醛缩合法与乙醇脱氢法,在乙醛原料较丰富的地区万吨级以上的乙醛缩合法装置得到了广泛的应用。
乙醇脱氢法是近年开发的新工艺,在乙醇丰富且低成本的地区得到了推广。
最新的乙酸乙酯生产方法是乙烯加成法,1998年在印度尼西亚迈拉库地区使用日本昭与电工专利技术建成了50 kt/a生产装置。
大规模生产装置要紧使用后三种方法,其中新建装置多使用乙烯加成法。
(1)乙酸酯化法乙酸酯化法是传统的乙酸乙酯生产方法,在催化剂存在下,由乙酸与乙醇发生酯化反应而得。
CH3CH2OH+CH3COOH=CH3COOCH2CH3+H2O乙醇乙酸乙酸乙酯水反应除去生成水,可得到高收率。
该法生产乙酸乙酯的要紧缺点是成本高、设备腐蚀性强,在国际上是属于被淘汰的工艺路线。
(2)乙醛缩合法在催化剂乙醇铝的存在下,两个分子的乙醛自动氧化与缩合,重排形成一分子的乙酸乙酯。
醋酸乙酯生产

醋酸乙酯生产引言醋酸乙酯是一种常用的有机化合物,广泛应用于涂料、颜料、果味香精、药品和染料等行业。
其生产通常通过醋酸和乙醇反应而得到。
本文将介绍醋酸乙酯的生产过程,包括原料准备、反应反应、分离和提纯等步骤。
一、原料准备醋酸乙酯的主要原料是醋酸和乙醇。
醋酸通常采用工业级的醋酸,它可以通过醋酸蒸馏得到。
乙醇则是通过发酵或化学合成得到的。
这两种原料需要进行精确的处理和净化,以确保反应的效果和产物的纯度。
二、反应反应醋酸乙酯的生产过程采用酯化反应。
反应通常在反应釜中进行,需要添加催化剂和控制适当的温度和压力。
催化剂可以是无机酸,如硫酸或磷酸,也可以是有机酸,如甲苯磺酸。
这些催化剂促进乙醇和醋酸之间的反应生成醋酸乙酯。
反应温度和压力的选择取决于催化剂的种类和反应速率的要求。
三、分离和提纯酯化反应完成后,产物中还可能存在一些未反应的原料和副产物。
因此,需要对产物进行分离和提纯,以得到高纯度的醋酸乙酯。
分离的主要过程包括蒸馏、萃取和晶体化等。
蒸馏是最常用的分离方法,通过控制不同的沸点将混合物中的组分分离出来。
萃取利用溶剂的选择性溶解性将混合物中的组分分离出来。
晶体化则通过溶解性差异使得其中一个组分结晶出来,然后通过过滤或离心来进行分离。
这些分离和提纯步骤需要根据具体情况进行调整和优化,以提高产物的纯度和产率。
四、废物处理醋酸乙酯的生产过程中也会产生一些废物和副产物。
这些废物可能对环境造成污染,因此需要进行适当的处理和处置。
一个常用的废物处理方法是进行催化剂的回收和再利用。
催化剂可以通过蒸馏或过滤的方式从反应产物中分离出来,并通过再生处理使其恢复活性。
此外,废物处理还可以利用其他方法,比如焚烧、中和、浓缩和固化等,以减少废物对环境的影响。
结论醋酸乙酯的生产是一个复杂的过程,涉及原料准备、反应反应、分离和提纯等多个步骤。
准确控制反应条件和催化剂的使用,合理进行分离和提纯操作,以及正确处理废物和副产物,对于提高产物的质量和产率至关重要。
乙酸乙脂的制备

2、制备乙酸乙酯时反应温度不宜过高,要保持在 60 C 〜70 C 左右,温度过高时会产生乙 乙酸乙酯-制备方法工业制备1.直接酯化法是国内工业生产醋酸乙酯的主要工艺路线。
以醋酸和乙醇为原料, 硫酸为催化剂直接酯化得醋酸乙酯,再经脱水、分馏精制得成品。
2•乙醛缩合法以烷基铝为催化剂,将乙醛进行缩合反应生成醋酸乙酯。
国外工业生产大多采用此工艺。
3•乙烯与醋酸直接酯化生成醋酸乙酯。
乙酸乙酯也可由乙酸、乙酐或乙烯酮与乙醇反应制得; 也可在乙醇铝催化下,由两分子乙醛反应生成。
此外,工业上由丁烷氧化制乙酸时也副产乙酸乙酯。
[3]实验室制备实验室制取乙酸乙酯装置实验室乙酸乙酯的制取:先加乙醇,再加浓硫酸(加入碎瓷片以防暴沸),最后加乙酸,然 后加热(可以控制实验)。
1、酯化反应 是一个可逆反应。
为了提高酯的产量,必须尽量使反应向有利于生成酯的方向 进行。
一般是使反应物酸和醇中的一种过量。
在工业生产中,究竟使哪种过量为好,一般视原料是否易得、价格是否便宜以及是否容易回收等具体情况而定。
在实验室里一般采用乙醇 过量的办法。
乙醇的质量分数要高,如能用 无水乙醇代替质量分数为95%的乙醇效果会更好。
催化作用使用的浓硫酸量很少,一般只要使硫酸的质量达到乙醇质量的3%就可完成催 化作用,但为了能除去反应中生成的水,应使浓硫酸的用量再稍多一些。
醚和 亚硫酸 或乙烯 等杂质。
液体加热至沸腾后, 应改用小火加热。
事先可在试管中加入几片碎瓷片,以防止液体暴沸。
3、导气管不要伸到Na 2CO 3溶液中去,防止由于加热不均匀,造成Na 2CO 3溶液倒吸入加热反应物的试管中。
3.1 :浓硫酸既作催化剂,又做吸水剂,还能做脱水剂。
3.2:Na2CO 3溶液的作用是:(1) 饱和碳酸钠溶液的作用是冷凝酯蒸气,减小酯在水中的溶解度 (利于分层),除出混合在乙酸乙酯中的乙酸,溶解混合在乙酸乙酯中的乙醇。
(2) Na 2CO3 能跟挥发出的乙酸反应,生成没有气味的乙酸钠,便于闻到乙酸乙酯的香味。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目:乙酸乙酯车间工艺设计学院:化工学院班级:化工80802指导老师:许文林组员:吴蔚目录一、设计任务 (3)二、概述 (3)1.乙酸乙酯性质及用途 (3)2.乙酸乙酯发展状况 (4)三. 乙酸乙酯的生产方案及流程 (5)1、酯化法 (5)2. 乙醇脱氢歧化法 (6)3、乙醛缩合法 (7)4、乙烯、乙酸直接加成法 (8)5、确定工艺方案及流程 (9)四.工艺计算 (10)4.1. 物料衡算 (10)4.2 初步物料衡算 (12)五. 设备设计 (17)5.1 精馏塔Ⅱ的设计 (17)5.2最小回流比的估算 (19)5.3 逐板计算 (21)5.4 逐板计算的结果及讨论 (22)六. 热量衡算 (22)6.1热力学数据收集 (22)6.2热量计算,水汽消耗,热交换面积 (24)6.3校正热量计算、水汽消耗、热交换面积(对塔Ⅱ) (27)表10校正后的热量计算汇总表 (34)乙酸乙酯车间工艺设计一、设计任务1.设计任务:乙酸乙酯车间2.产品名称:乙酸乙酯3.产品规格:纯度99%4.年生产能力:折算为100%乙酸乙酯1880吨/年5.产品用途:作为制造乙酰胺、乙酰乙酸酯、甲基庚烯酮、其他有机化合物、合成香料、合成药物等的原料;用于乙醇脱水、乙酸浓缩、萃取有机酸;作为溶剂广泛应用于各种工业中;食品工业中作为芳香剂等。
由于本设计为假定设计,因此有关设计任务书中的其他项目如:进行设计的依据、厂区或厂址、主要技术经济指标、原料的供应、技术规格以及燃料种类、水电汽的主要来源,与其他工业企业的关系、建厂期限、设计单位、设计进度及设计阶段的规定等均从略。
二、概述1.乙酸乙酯性质及用途乙酸乙酯又名乙酸乙酯,乙酸醚,英文名称Ethyl Acetate或Acetic Ether Vinegar naphtha.乙酸乙酯是具有水果及果酒芳香的无色透明液体,其沸点为77℃,熔点为-83.6℃,密度为0.901g/cm3,溶于乙醇、氯仿、乙醚和苯等有机溶剂。
乙酸乙酯的重要用途是工业溶剂,它是许多树脂的高效溶剂,广泛应用于油墨、人造革、胶粘剂的生产中,也是清漆的组份。
它还用于乙基纤维素、人造革、油毡、着色纸、人造珍珠的粘合剂、医用药品、有机酸的提取剂以及菠萝、香蕉、草莓等水果香料和威士忌、奶油等香料。
此外,还用于木材纸浆加工等产业部门。
对于用很多天然有机物的加工,例如樟脑、脂肪、抗生素、某些树脂等,常使用乙酸乙酯和乙醚配制成共萃取剂,它还可用作纺织工业和金属清洗剂。
2.乙酸乙酯发展状况(1)国内发展状况为了改进硫酸法的缺点,国内陆续开展了新型催化剂的研究,如酸性阳离子交换树脂﹑全氟磺酸树脂﹑HZSM-5等各种分子筛﹑铌酸﹑ZrO2-SO42-等各种超强酸,但均未用于工业生产。
国内还开展了乙醇一步法制取乙酸乙酯的新工艺研究,其中有清华大学开发的乙醇脱氢歧化酯化法,化学工业部西南化工研究院开发的乙醇脱氢法和中国科学院长春应用化学研究所的乙醇氧化酯化法。
中国科学研究院长春应用化学研究所对乙醇氧化酯化反应催化剂进行了研究,认为采用Sb2O4-MoO3复合催化剂可提高活性和选择性。
化学工业部西南化工研究院等联合开发的乙醇脱氢一步合成乙酸乙酯的新工艺,已通过单管试验连续运行1000小时,取得了满意的结果。
现正在进行工业开发工作。
近来关于磷改性HZSM-5沸石分子筛上乙酸和乙醇酯化反应的研究表明,用HZSM-5及磷改性HZSM-5作为乙酸和乙醇酯化反应的催化剂,乙醇转化率变化不大,但酯化反应选择性明显提高。
使用H3PMo12O40•19H2O代替乙醇-乙酸酯化反应中的硫酸催化剂,可获得的产率为91.48%,但是关于催化剂的剂量、反应时间和乙醇/乙酸的质量比对产品产量的研究还在进行之中。
(2)国外发展状况由于使用硫酸作为酯化反应的催化剂存在硫酸腐蚀性强、副反应多等缺点,近年各国均在致力于固体酸酯化催化剂的研究和开发,但这些催化剂由于价格较贵、活性下降快等原因,至今工业应用不多。
据报道,美Davy Vekee公司和UCC公司联合开发的乙醇脱氢制乙酸乙酯新工艺已工业化。
据报道,国外开发了一种使用Pd/silicoturgstic双效催化剂使用乙烯和氧气一步生成乙酸乙酯的新工艺。
低于180℃和在25%的乙烯转化率的条件下,乙酸乙酯的选择性为46%。
催化剂中的Pd为氧化中心silicoturgstic酸提供酸性中心。
随着科技的不断进步,更多的乙酸乙酯的生产方法不断被开发,我国应不断吸收借鉴国外的先进技术,从根本上改变我国乙酸乙酯的生产状况。
三.乙酸乙酯的生产方案及流程1、酯化法酯化工艺是在硫酸催化剂存在下,乙酸与乙醇发生酯化脱水反应生成乙酸乙酯的工艺,其工艺流程见图1乙酸、过量乙醇与少量的硫酸混合后经预热进入酯化反应塔。
酯化反应塔塔顶的反应混合物一部分回流,一部分在80℃左右进入分离塔。
进入分离塔的反应混合物中一般含有约70%的乙醇、20%的酯和10%的水(乙酸完全消耗掉)。
塔顶蒸出含有83%乙酸乙酯、9%乙醇和8%水分的塔顶三元恒沸物,送人比例混合器,与等体积的水混合,混合后在倾析器倾析,分成含少量乙醇和酯的较重的水层,返回分离塔的下部,经分离塔分离,酯重新以三元恒沸物的形式分出,而蓄集的含水乙醇则送回醋化反应塔的下部,经气化后再参与酯化反应。
含约93%的乙酸乙酯、5%水和2%乙醇的倾析器上层混合物进人干燥塔,将乙酸乙酯分离出来,所得产品质量见表1表一工业品级乙酸乙酯的质量指标项目指标乙酸乙酯含量,% ≧99.5乙醇含量,% ≦0.20水分,% ≦0.05酸度(以乙酸计),% ≦0.005色度(铂-钴) <10传统的酯化法乙酸乙酯生产工艺技术成熟,在世界范围内,尤其是美国和西欧被广泛采用。
由于酯化反应可逆,转化率通常只有约67%,为增加转化率,一般采用一种反应物过量的办法,通常是乙醇过量,并在反应过程中不断分离出生成的水。
根据生产需要,既可采取间歇式生产,也可采取连续式生产。
该法也存在腐蚀严重、副反应多、副产物处理困难等缺点。
近年来开发的固体酸酯化催化剂虽然解决了腐蚀问题,但由于价格太高,催化活性下降快等缺点,在工业上仍无法大规模应用。
2. 乙醇脱氢歧化法该法不用乙酸,直接用乙醇氧化一步合成乙酸乙酯,其催化剂主要是Pd/C和架Ni,Cu-Co-Zn-Al混合氧化物及Mo-Sb二元氧化物等催化剂,这些体系对乙醇的氧化有一定的活性,但其催化性还有待进一步改进。
95%乙醇从储槽出来,经泵加压至0.3~0.4MPa,进入原料预热器,与反应产物热交换被加热至130℃,部分气化,再进入乙醇汽化器,用水蒸气或导热油加热至160℃~170℃,达到完全气化,然后进入原料过热器,与反应产物换热,被加热至230℃,再进入脱硫加热器,用导热油加热到反应温度240~270℃,然后进入脱氢反应器,脱氢反应为吸热反应,要用导热油加热以维持恒温反应。
从脱氢反应器出来的物料进入原料过热器,被冷却至180℃,再进入加氢反应器将酮和醛加氢为醇,以便后续分离。
然后进入原料预热器,被冷却至60℃,再进入产物冷凝器,被水冷却至30℃,从冷凝器出来的液体,进入反应产物储罐,然后进入分离工段,氢气则从上部进入水洗器,以回收氢气中带走的易挥发物料,然后放空或到氧气用户。
该工艺的特点是产品收率高,对设备腐蚀性小,产品成本较酯化法低,不产含酸废水,有利于大规模生产,若副产的氢气能有效合理的利用,该工艺是比较经济的方法。
3、乙醛缩合法由乙醛生产乙酸乙酯包括催化剂制备、反应、分离和精馏4大部分,工艺流程见图3。
在氯化铝和少量的氯化锌存在下将铝粉加人盛有乙醇和乙酸乙酯混合物的溶液中溶解得到乙氧基铝溶液。
催化剂制备装置与主体装置分开,制备反应过程产生的含氢废气经冷回收冷凝物后排放,制备得到的催化剂溶液搅拌均匀后备用。
乙醛和催化剂溶液连续进人反应塔,控制反应物的比例,使进料在混合时就有约98% 的乙醛转化为目的产物,1.5%的乙醛在此后的搅拌条件下转化。
通过间接盐水冷却维持反应温度在0℃,反应混合物在反应塔内的停留时间约1h后进人分离装置。
分离装置中粗乙酸乙酯从塔顶蒸出,塔底残渣用水处理得到乙醇和氢氧化铝,将乙醇与蒸出组分一起送人精馏塔,在此回收未反应的乙醛并将其返回反应塔,乙醇和乙酸乙酯恒沸物用于制备乙氧基铝催化剂溶液。
如有必要,乙酸乙酯还可进一步进行干燥。
乙醛缩合制乙酸乙酯工艺由俄罗斯化学家Tischenko于20世纪初开发成功,因而该工艺又称为Tischenko工艺。
反应在醇化物(乙氧基铝)的存在下进行。
由乙醛生产乙酸乙酯的第一步实际上先由乙烯制取乙醛,由乙烯生产乙醛通常在氯化钯存在下于液相中进行(即Wacker工艺)。
根据保持催化剂活性方法的不同,又有两种工艺可选择,一种为一步法工艺,即乙烯和氧气一起进人反应器进行反应; 另一种是两步法工艺,即乙烯氧化为乙醛在一个反应器内进行,而催化剂的空气再生在另一反应器内进行,两种工艺在经济上并无大的差异。
乙醛缩合制乙酸乙酯工艺受原料来源的限制,一般应建在乙烯-乙醛联合装置内。
日本主要采取此工艺路线,装置能力已达200kt/a.4、乙烯、乙酸直接加成法在酸性催化剂存在下,羧酸与烯烃发生酯化反应可生成相应的醋类。
罗纳·普朗克公司在80年代进行了开发,但由于工程放大问题未解决,一直未实现工业化。
日本昭和电工公司开发的乙烯与乙酸一步反应制取乙酸乙酯工艺终于在90年代实现了工业化。
反应原料中乙烯:乙酸:水:氮体积组成为80:6.7:3:10.3。
反应系统由3个串联反应塔组成,反应塔中装填磷钨钥酸催化剂(担载于球状二氧化硅上) 。
反应塔设置了中间冷却,反应温度维持在140-180℃,反应塔压力控制在0.44-1MPa。
反应在担载于金属载体上的杂多酸或杂多酸盐催化下于气相或液相中进行。
在水蒸气存在条件下,乙烯将发生水合反应生成乙醇,然后生成的乙醇又继续与乙酸发生酯化反应生成乙酸乙酯产物。
而且,逆向的乙酸乙酯水解生成乙醇或乙酸的反应也可能发生。
该工艺乙酸的单程转化率为66%,以乙烯计,乙酸乙酯的选择性约为94%.5、确定工艺方案及流程从产量分析,生产任务要求是1840吨,产量不是太大,乙烯、乙酸直接合成法有利于大规模生产,而且该法对设备要求很高,设备造价高,因此不采用该工艺。
从经济上考虑,乙醇脱氢歧化法对催化剂要求高,采用该工艺不经济。
最后从技术成熟方面考虑,虽然乙醇脱氢歧化法在国外生产技术已经比较成熟,且可以进行大规模的生产,但在国内实施尚有困难,另外,该法总生产能力比酯化法要低,综合考虑采用酯化法。
在国内,乙酸乙酯的生产大都采用酯化法,生产乙酸乙酯的厂家主要有上海试剂一厂,苏州溶剂厂,北京化工三厂,天津有机化工一厂,吉化公司,徐州溶剂厂,杭州长征化工厂,贵州有机化工溶剂分厂,沈阳市溶剂厂,大连酿酒厂,沈阳石油化工二厂,哈尔滨化工四厂﹑六厂﹑七厂等。