冷冲压工艺卡片 (1)
冲压工艺卡片
冲压工艺卡片
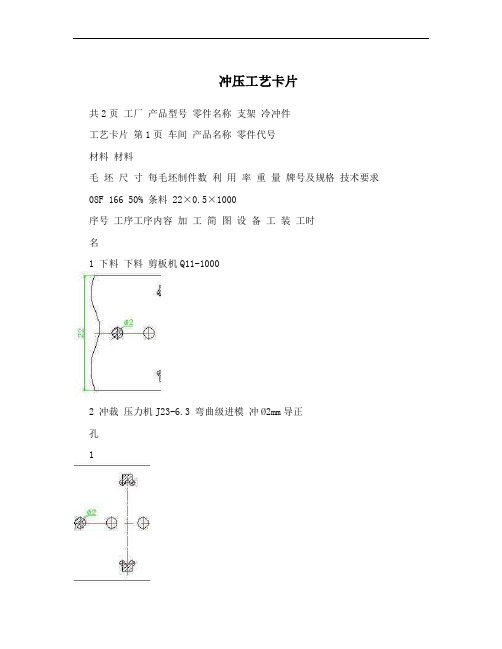
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。
硅钢片工艺性分析
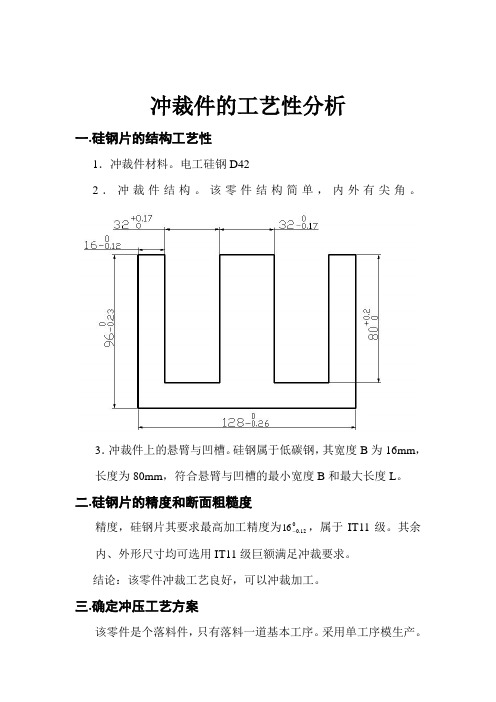
冲裁件的工艺性分析一.硅钢片的结构工艺性1.冲裁件材料。
电工硅钢D422.冲裁件结构。
该零件结构简单,内外有尖角。
3.冲裁件上的悬臂与凹槽。
硅钢属于低碳钢,其宽度B 为16mm ,长度为80mm ,符合悬臂与凹槽的最小宽度B 和最大长度L 。
二.硅钢片的精度和断面粗糙度精度,硅钢片其要求最高加工精度为012.016 ,属于IT11级。
其余内、外形尺寸均可选用IT11级巨额满足冲裁要求。
结论:该零件冲裁工艺良好,可以冲裁加工。
三.确定冲压工艺方案该零件是个落料件,只有落料一道基本工序。
采用单工序模生产。
四.工艺计算1.计算冲压力,采用刚性卸料装置和下出料方式冲模。
1.1.冲裁力F ,根据冲裁力的计算公式b Lt F σ=,根据网上获取取MPa b 480=σ)(7689616803280328032801696128mm L =+++++++++++=,得)(2949124808.0768N Lt F b =⨯⨯==σ1.2推件力T F ,根据推件力的计算公式F nK F T T =,查表1-8取055.0=T K ,且凹模洞口直刃高度h 取4mm ,58.04=÷==t h n ,得)(8.81100294912055.05N F nK F T T =⨯⨯==1.3总冲压力Z F ,计算总冲压理,)(3800008.3760128.81100294912N F F F T Z ≈=+=+= 2.初选压力机。
根据总冲压力Z F 选择压力机的标称压力,因为%80630380380000⨯<=KN KN N ,所以初选为J23-63型开式可倾曲柄压力机五.剪板机1.板料规格。
选用mm mm mm 8.012502000⨯⨯ 2.剪板机型号选用六.填写冲压工艺过程卡。
按分析计算的结果填写冲压过程工艺卡,见下表。
冲压工艺过程卡班级:模具0933 姓名:陈XX日期:2010-10-14。
冷冲压工艺制定及模具设计实例(1)ppt课件
8.2 冲压工艺制定实例
[ 例 8-1] 如 下 图 心 轴 托 架 , 资料08钢,料厚t=1.5 mm, 年产量二万件,技术要求: 外表不允许有明显的划痕。 试确定其冲压工艺方案。
1.工艺分析 2.工艺方案确实定
心轴托架弯曲变形方式
冲压方案冲压流程图
冲压方案一各工序模具任务原理图
方案二弯曲模任务部分原理图
8.1.6 编写工艺文件和设计计算阐明书
详细内容包括冲压工艺规程卡片〔如表8-4所示〕、冲 压工序卡片、工艺道路明细表等。在大批量消费中,需求 制定每个零件的工艺过程卡和工序卡;成批消费中,普通 需求制定工艺过程卡;小批量消费普通只需求填写工艺道 路明细表。
对于重要的冲压件工艺制定和模具设计,往往还需求 编制计算阐明书。计算阐明书的内容包括:1冲压件工艺性 分析;2毛坯尺寸计算;3排样及剪板;4工序次数及工序件 外形和尺寸;5工艺方案的技术、经济性分析比较;6模具 构造方式分析;7模具主要零件构造、资料、公差、技术要 求等;8凸、凹模任务部分尺寸与公差确定;9模具主要零 件强度计算、压力中心、弹性元件选用和核算;10设备类 型、吨位、主参数等。
第8章 冷冲压工艺制定及模具设计实例
本章内容:
引见冷冲压工艺方案制定方法和步骤,并以两个实例零件为 例详细引见工艺制定过程以及模具构造设计过程。
学习目的与要求:
1.了解、掌握冷冲压工艺方案制定方法和步骤; 2.了解实例内容,对比实例可以进展普通零件的工艺分析, 确定模具零件的详细构造。
冷冲压方案内容 一,确定冷冲压工艺; 二,根据冷冲压工艺进展模具构造设计。
8.3.1 零件冲压工艺性分析
1.资料及强度、刚度 2.尺寸精度 3.零件工艺性 4.零件底部成形方法
金属冲压工艺卡模板

金属冲压工艺卡模板一、工艺卡概述金属冲压工艺卡是用于记录金属冲压加工过程中各项工艺参数和控制要点的文档。
通过填写和完善工艺卡,可以确保金属冲压工艺的稳定性和一致性,提高产品的质量和生产效率。
二、工艺卡内容1. 零件信息- 零件名称:填写冲压零件的名称。
- 零件编号:填写零件的唯一编号。
- 材质:填写零件所用的金属材质。
2. 工艺参数- 施力:填写冲压过程中所需的施力大小。
- 速度:填写冲压过程中所需的加工速度。
- 模具:填写使用的模具类型和规格。
- 润滑剂:填写所使用的润滑剂种类和用量。
3. 加工规范- 加工顺序:按照加工步骤,填写冲压工艺的加工顺序。
- 模具调整:填写调整模具的方法和要点。
- 刀具选择:填写选择刀具的原则和注意事项。
4. 质量控制- 检验标准:填写零件的检验标准和尺寸要求。
- 检测手段:填写使用的检测仪器和方法。
- 检测频率:填写进行检测的频率和时机。
三、填写要求1. 工艺卡应由经验丰富的冲压工程师填写或审核,确保内容准确可靠。
2. 填写工艺卡时应尽量使用简洁明了的语言,避免使用模糊或复杂的术语和表达方式。
3. 工艺卡的填写应遵循系统性和逻辑性原则,使每个工艺参数和控制要点都得到详细记录。
4. 工艺卡的更新和修订应及时进行,确保与实际生产一致。
四、工艺卡使用注意事项1. 在实际生产过程中,操作人员必须参照工艺卡的要求进行操作,严禁随意更改工艺参数。
2. 操作人员在使用润滑剂时应严格按照工艺卡上的用量要求进行使用,以防止质量问题的发生。
3. 操作人员在加工过程中要严格执行质量控制要求,及时检查和调整设备,确保产品的质量稳定。
以上为金属冲压工艺卡模板的主要内容和要求,希望对您的工作有所帮助。
如有任何疑问,请随时咨询。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
汽车新零部件开发的主要阶段和程序

是对市场需求、技术发展、生产能力、经济效益等进行可行性研究与必要的先行试验,作出开辟决策的工作阶段。
是新产品研究开辟的初期工作,对新产品研究开辟的成败起着重要作用,这一阶段包含下列程序。
内容包括国外市场有无同类产品与相关产品;1 、国内外同类产品与相关产品的性能指标、技术水平对照;2 、同类产品与相关产品的市场占有率,价格与市场竞争能力等;3 、顾客对同类产品与相关产品的使用意见和对新产品的要求;4 、提出新产品市场预测报告。
内容包括:1. 国内外技术方针策略;2. 过内外现有的技术现状,产品水平和发展趋势;3. 专利情况与有关最新科研成果采用情况;4. 功能分析;5. 经济效果初步分析;6. 对同类产品质量信息的分析、归纳;7. 同类企业与本企业的现有技术条件,生产管理,质量管理特点;8. 新产品的设想,包括产品性能〔如环境条件、使用条件、有关标准、法规、可靠性、外观等〕,安装布局应执行的标准或者法规等;9. 研制过程中的技术关键,根据需要提出攻关课题与检验大纲。
根据先行试验大纲进行先行试验,并写出先行试验报告。
进行产品设计、生产的可行性分析,并写出可行性分析报告,其内容:1. 分析确定产品的总体方案;2. 分析产品的主要技术参数含功能参数;3. 提出攻关项目并分析其实现的可能性;4. 技术可行性〔包括先行试验情况,技术先进性,结构,零部件的继承性分析〕;5. 产品经济寿命期分析;6. 分析提出产品设计周期和生产周期;7. 企业生产能力分析;8. 经济效果分析:(1) 产品成本预测;(2) 产品利润预测。
1. 对可行性分析报告等技术文件进行评审,提出评审报告与开辟项目建议书一类文件。
开辟项目建议书内容:(1) 新产品开辟项目〔顾客需要、目标预期效果〕;(2) 市场、顾客调查结果〔市场动向、预测需要量〕;(3) 技术调查结果〔国内外同类产品技术分析〕;(4) 新产品基本构思和特点〔初步设想、包括外观要求〕;(5) 开辟方式〔自行开辟或者需引进技术,确定先行研究的内容〕;(6) 必要的投资概算;(7) 可行性分析;(8) 销售设想〔时间、数量、价格、利润〕即竞争性分析。
冷冲压工艺卡片1(1)
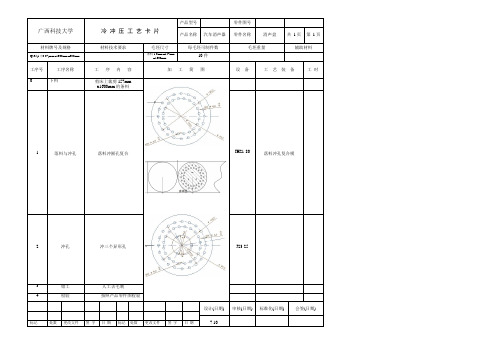
冷冲压工艺卡片
产品型号
零件图号
产品名称
汽车消声器
零件名称
消声盘
共1页
第1页
材料牌号及规格
材料技术要求
毛坯尺寸
每毛坯可制件数
毛坯重量
辅助材料
Q235(1±0.07)mmx1600mmx900mm
条料1.0mmx157mm x1600mm
10件
工序号
工序名称
工序内容
加工简图
设备
工艺装备
工时0Leabharlann 下料剪床上裁剪157mm x1600mm的条料
1
落料与冲孔
落料冲圆孔复合
JH21-80
落料冲孔复合模
2
冲孔
冲三个异形孔
J23-25
3
钳工
人工去毛刺
4
检验
按照产品零件图检验
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
7.10
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
钣金车间工艺方面基本知识讲义
钣金车间基本介绍及机械制图基本知识讲义一:钣金车间基本介绍:1、钣金车间是格力电器股份有限公司生产空调钣金件的厂家。
2、空调钣金件的原材料:薄板钢卷料钣金厂现在大量使用的钢卷,因表面处理形式不同,分为涂油和钝化两种。
需要在标识牌中注明,某些特殊产品,例如出口国外的空调钣金件,有环保要求,必须使用环保的材料,标识牌也与普通的不一样,为深绿色的标牌,上面有醒目的ROHS标志。
用于喷塑件生产的电镀锌板可用相同性能的热镀锌板(涂油)替代生产,热镀锌板包括无锌花板、光整锌板。
冷轧板、热轧板原则上只用于商用机的生产。
3:指导钣金车间作业的作业指导书的名称叫“冷冲压工艺规程”。
3.1冷冲压工艺规程的说明:公司工艺部钣金工艺员为指导钣金车间利用模具生产零件做的作业指导书。
钣金车间调度(或其它生产安排者)将需要生产的零件名称和图号及数量下单给班长,由班长再安排员工进行生产。
3.2冷冲压工艺规程的三部分基本内容。
3.2.1封面叫“冷冲压工艺规程”3.2.2冷冲压工艺规程的目录叫“冲压工艺流程卡”车间生产零件时根据冲压工艺流程卡上的序号来确定模具的先后顺序,根据工艺流程卡上的序号对应的工序名称来找相应的模具,根据工艺流程卡上的班组名称确定生产班组,根据工艺流程卡上的设备名称确定最小吨位冲床或油压机。
3.2.3冷冲压工艺规程的每一步实际内容叫“冷冲压工艺卡片”。
冷冲压工艺卡片指导员工按照“操作程序及技术要求”明确该工序的操作次数,按照相应的定位靠定位,检查零件的毛刺高度,按照单件毛坯尺寸来检验剪板班的下料尺寸。
同时根据冷冲压工艺卡片的工艺附图来检验该道工序结束后的钣金零件的尺寸要求。
4:车间各班组介绍:4.1:剪板班:负责钣金车间的第一道工作。
将卷料按照冷冲压工艺规程中的下料工序内容,将薄板钢卷料开卷成一定规格的板料,再将板料按照冷冲压工艺规程的下料工序剪成。
剪板班员工下料时必须注意要检查板料的“四要素”:板料的厚度,长度,宽度,及板料的对角线长度。
冲压工艺及模具课程设计说明书(冲孔模)(终稿前稿)
储油油柜端盖冲压工艺及模具课程设计说明书(冲孔模)(终稿前稿)目录设计任务书及零件图 (2)绪论 (4)第一章设计要求 (7)第二章零件工艺性分析 (8)第三章冲压零件工艺方案的确定 (9)第四章工艺参数计算 (10)第五章模具的总体设计及装配 (15)第六章模具的动作过程和操作要求 (18)总结 (19)设计参考文献 (20)设计任务书及零件图任务书专业班级:材料成型及控制工程xxxx设计人:xxx设计题目:储油油柜端盖冲压工艺及模具设计设计参数:1。
零件尺寸如产品图所示。
2。
大批量生产.设计要求:1。
确立合理的工艺流程。
2。
保证材料的利用率及工件的精度3.如原产品设计不合理或工艺性差可提出修改方案.4。
保证模具的实用性和经济性.设计时间:X年X月X日——X年X月X日设计人:xxxx指导老师:xxx零件图如下图所示绪论改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C—Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。
以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。
此外,许多研究机构和大专院校开展模具技术的研究和开发.经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。
冷加工工艺过程卡片
共21页
冷加工工艺过程卡片
产品型号
MG250/591-WD
零件图号
20MJ0601
产品名称
采煤机
零件名称
右摇臂壳体
序号
工序
工序内容
车间
设备
工艺装备
工等
工时
单件
备注
夹具
刃具
量具
辅具
(2) 120H7镗成
(3)90H7镗成
(4) 100镗好
(5) 320刀检镗好
(6) 130及5 镗好
(7)各止口台面镗留余量1
4
4′
2.90×128(俯视,N-N)
3.工艺基准块位置打样冲孔
4.3-M36-6H
10
铣
1. 150×80×100槽(俯视,N1-N1)
机1
WD130A
4
18′
2. 90×128槽(俯视,N-N)
15
焊
水道
铆
20
钳
领工艺基准块按图焊好
机1
4
2′
第2页
共21页
冷加工工艺过程卡片
产品型号
MG250/591-WD
4. 215H7行孔
(1) 275镗好
(2) 215H7镗成
(3) 296镗好
(4) 320刀检镗好
(5)行孔各尺寸面镗留余量1
5. 240H7行孔
(1) 304刀检镗好
(2) 240H7镗成
(3) 170H7镗成
(4) 230镗好
(5)行孔各尺寸面镗留余量1
第13页
共21页
冷加工工艺过程卡片
产品型号
二、工件调个,主视图示向床头,按870 0.2上面拉
《冷冲压工艺与模具设计》课程标准

《冷冲压工艺与模具设计》课程标准学时:72学分:4适用专业及学制:三年制、模具制造技术、全日制审定:机电技术教学部一、制定依据本课程是模具类专业核心课程。
本标准依据《中职国家专业教学标准》而制定。
二、课程性质本课程属于中职模具设计与制造专业学生的职业能力必修课,是在学生了解了机械制图、公差配合与技术测量、工程材料、工程力学、机械设计基础、机械制造技术、液压与气动等知识的基础上,为培养学生冷冲压模具设计的基本能力而开设的。
其目的是为后续深入学习精密高速多工位冷冲模设计和能够具备中等复杂程度冲模结构选择和设计的能力打下基础,为以后走上实际工作岗位打下基础。
三、课程教学目标1.知识目标学生通过本课程的学习,使学生掌握冷冲压模具设计的基本概念和原理, 具备冷冲压模具设计的基本方法及其冷冲压模具加工、装配、调试的相关知识,能够具有对初等难度冷冲压件进行冷冲压工艺设计、冷冲压模具类型选择和结构设计的能力。
2,技能目标(1)了解拉深变形过程并能进行拉深制件的质量分析;(2)了解拉深制件的结构工艺性要求,并能对旋转体、矩(方)形拉深制件进行工艺计算,能正确选择压力机;(3)熟悉常用拉深模具结构;(4)能计算拉深模凸、凹模工作部分的尺寸,能设计拉深模。
3.情感与态度目标通过对模具材料与热处理的学习,进一步了解模具材料种类与对应热处理方法和原则,从了解中感受学习的快乐与幸福,从快乐中养成一丝不苟的工作态度、良好的职业道德,以及团结协作、不怕困难、勇于创新的精神。
通过对模具材料选取与热处理过程的实践,加深对涉猎有关的技术、知识、态度、经营、交往的理解。
从而逐步形成不断创新、勇攀高峰、立志创业的意识。
四、课程内容及学时安排本课程教学内容及要求(总学时72)《冲压工艺与模具设计》课程教学内容及课时安排五、教学实施建议1.课程设计思路(1)鉴于该课程具有将冲压成形加工原理、冲压设备、冲压工艺、冲模设计等有机融合,综合性和实践性较强,同时又是模具设计师必备的一项职业技术等特点,针对学生生产实践经验少的情况,课程设计的总体思路是以各种冷冲压工艺及冲模的基本概念、基本原理和典型结构为主线,以冷冲压模具设计基本方法为重点,以应用为目的,采用讲授与实践相结合进行教学,针对企业冲压模具设计技术人员职业岗位工作过程、职业能力,制定课程的能力目标,围绕能力目标确定知识目标,选定教学内容。