粗牙螺栓、螺钉的拧入深度、攻螺纹深度和钻孔深度
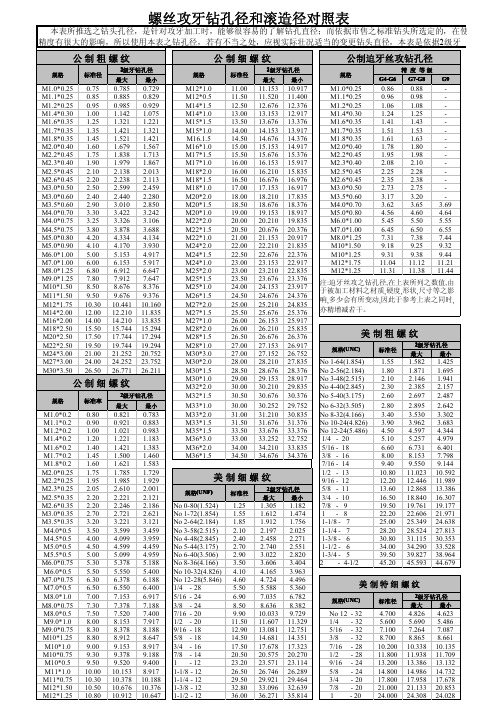
螺丝攻牙钻孔径和滚丝径对照表
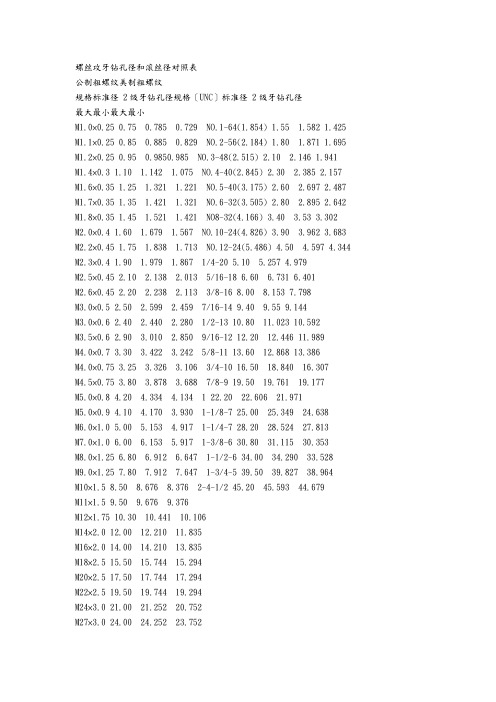
螺丝攻牙钻孔径和滚丝径对照表公制粗螺纹美制粗螺纹规格标准径 2级牙钻孔径规格〔UNC〕标准径 2级牙钻孔径最大最小最大最小M1.0×0.25 0.75 0.785 0.729 NO.1-64(1.854) 1.55 1.582 1.425 M1.1×0.25 0.85 0.885 0.829 NO.2-56(2.184) 1.80 1.871 1.695 M1.2×0.25 0.95 0.9850.985 NO.3-48(2.515) 2.10 2.146 1.941M1.4×0.3 1.10 1.142 1.075 NO.4-40(2.845) 2.30 2.385 2.157 M1.6×0.35 1.25 1.321 1.221 NO.5-40(3.175) 2.60 2.697 2.487 M1.7×0.35 1.35 1.421 1.321 NO.6-32(3.505) 2.80 2.895 2.642 M1.8×0.35 1.45 1.521 1.421 NO8-32(4.166) 3.40 3.53 3.302M2.0×0.4 1.60 1.679 1.567 NO.10-24(4.826) 3.90 3.962 3.683 M2.2×0.45 1.75 1.838 1.713 NO.12-24(5.486) 4.50 4.597 4.344 M2.3×0.4 1.90 1.979 1.867 1/4-20 5.10 5.257 4.979M2.5×0.45 2.10 2.138 2.013 5/16-18 6.60 6.731 6.401M2.6×0.45 2.20 2.238 2.113 3/8-16 8.00 8.153 7.798M3.0×0.5 2.50 2.599 2.459 7/16-14 9.40 9.55 9.144M3.0×0.6 2.40 2.440 2.280 1/2-13 10.80 11.023 10.592M3.5×0.6 2.90 3.010 2.850 9/16-12 12.20 12.446 11.989M4.0×0.7 3.30 3.422 3.242 5/8-11 13.60 12.868 13.386M4.0×0.75 3.25 3.326 3.106 3/4-10 16.50 18.840 16.307M4.5×0.75 3.80 3.878 3.688 7/8-9 19.50 19.761 19.177M5.0×0.8 4.20 4.334 4.134 1 22.20 22.606 21.971M5.0×0.9 4.10 4.170 3.930 1-1/8-7 25.00 25.349 24.638M6.0×1.0 5.00 5.153 4.917 1-1/4-7 28.20 28.524 27.813M7.0×1.0 6.00 6.153 5.917 1-3/8-6 30.80 31.115 30.353M8.0×1.25 6.80 6.912 6.647 1-1/2-6 34.00 34.290 33.528M9.0×1.25 7.80 7.912 7.647 1-3/4-5 39.50 39.827 38.964M10×1.5 8.50 8.676 8.376 2-4-1/2 45.20 45.593 44.679M11×1.5 9.50 9.676 9.376M12×1.75 10.30 10.441 10.106M14×2.0 12.00 12.210 11.835M16×2.0 14.00 14.210 13.835M18×2.5 15.50 15.744 15.294M20×2.5 17.50 17.744 17.294M22×2.5 19.50 19.744 19.294M24×3.0 21.00 21.252 20.752M27×3.0 24.00 24.252 23.752M30×3.5 26.50 26.771 26.211螺丝攻牙钻孔径和滚丝径对照表公制细螺纹美制细螺纹规格标准径 2级牙钻孔径规格〔UNC〕标准径 2级牙钻孔径最大最小最大最小M1.0×0.2 0.80 0.821 0.783 NO.0-80(1.524) 1.25 1.305 1.182M1.1×0.2 0.90 0.921 0.883 NO.1-72(1.854) 1.55 1.612 1.474M1.2×0.2 1.00 1.021 0.983 NO.2-64(2.184) 1.85 1.912 1.756M1.4×0.2 1.20 1.221 1.183 NO.3-56(2.515) 2.10 2.197 2.025M1.6×0.2 1.40 1.421 1.383 NO.4-48(2.845) 2.40 2.458 2.271M1.7×0.2 1.45 1.500 1.460 NO.5-44(3.175) 2.70 2.740 2.551M1.8×0.2 1.60 1.621 1.583 NO.6-40(3.505) 2.90 3.022 2.820 M2.0×0.25 1.75 1.785 1.729 NO.8-36(4.166) 3.50 3.606 3.404 M2.2×0.25 1.95 1.985 1.929 NO.10-32(4.826) 4.10 4.165 3.963 M2.3×0.25 2.05 2.061 2.001 NO.12-28(5.846) 4.60 4.724 4.496 M2.5×0.35 2.20 2.221 2.121 1/4-28 5.50 5.588 5.360M2.6×0.35 2.20 2.246 2.186 5/16-24 6.90 7.035 6.782M3.0×0.35 2.70 2.721 2.621 3/8-24 8.50 8.636 8.382M3.5×0.35 3.20 3.221 3.121 7/16-20 9.90 10.033 9.729M4.0×0.5 3.50 3.599 3.459 1/2-20 11.50 11.607 11.329M4.5×0.5 4.00 4.099 3.959 9/16-18 12.90 13.081 12.751M5.0×0.5 4.50 4.599 4.459 5/8-18 14.50 14.681 14.351M5.5×0.5 5.00 5.099 4.959 3/4-16 17.50 17.678 17.323M6.0×0.75 5.30 5.378 5.188 7/8-14 20.50 20.675 20.270M6.0×0.5 5.50 5.550 5.400 1-12 23.20 23.571 23.114M7.0×0.75 6.30 6.378 6.188 1-1/8-12 26.50 26.746 26.289M7.0×0.5 6.50 6.550 6.400 1-1/4-12 29.50 29.921 29.464M8.0×1.0 7.00 7.153 6.917 1-3/8-12 32.80 33.096 32.639M8.0×0.75 7.30 7.378 7.188 1-1/2-12 36.00 36.271 35.814M8.0×0.5 7.50 7.520 7.400M9.0×1.0 8.00 8.153 7.917M9.0×0.75 8.30 8.378 8.188M10×1.25 8.80 8.912 8.647M10×1.0 9.00 9.153 8.917M10×0.75 9.30 9.378 9.188M10×0.5 9.50 9.520 9.400M11×1.0 10.00 10.153 9.917M11×0.75 10.30 10.378 10.188. .M12×1.5 10.50 10.676 10.376M12×1.25 10.80 10.912 10.647M12×1.0 11.00 11.153 10.917M12×0.5 11.50 11.520 11.400M14×1.5 12.50 12.676 12.376M14×1.0 13.00 13.153 12.917M15×1.5 13.50 13.676 13.376M15×1.0 14.00 14.153 13.917M16×1.5 14.50 14.676 14.376M16×1.0 15.00 15.153 14.917M17×1.5 15.50 15.676 15.376M17×1.0 16.00 16.153 15.917M18×2.0 16.00 16.210 15.835M18×1.5 16.50 16.676 16.376M18×1.0 17.00 17.153 16.917M20×2.0 18.00 18.210 17.835M20×1.5 18.50 18.676 18.376M20×1.0 19.00 19.153 18.917M22×2.0 20.00 20.210 19.835M22×1.5 20.50 20.676 20.376M22×1.0 21.00 21.153 20.917M24×2.0 22.00 22.210 21.835M24×1.5 22.50 22.676 22.376M24×1.0 23.00 23.153 22.917M25×2.0 23.00 23.210 22.835M25×1.5 23.50 23.676 23.376M25×1.0 24.00 24.153 23.917M26×1.5 24.50 24.676 24.376M27×2.0 25.00 25.210 24.835M27×1.5 25.50 25.676 25.376M27×1.0 26.00 26.153 25.917M28×2.0 26.00 26.210 25.835M28×1.5 26.50 26.676 26.376M28×1.0 27.00 27.153 26.917M30×3.0 27.00 27.252 26.752M30×2.0 28.00 28.210 27.835M30×1.5 28.50 28.676 28.376M30×1.0 29.00 29.153 28.917. v .M32×2.0 30.00 30.210 29.835M32×1.5 30.50 30.676 30.376M33×3.0 30.00 30.252 29.752M33×2.0 31.00 31.210 30.835M33×1.5 31.50 31.676 31.376M35×1.5 33.50 33.676 33.376M36×3.0 33.00 33.252 32.752M36×2.0 34.00 34.210 33.835M36×1.5 34.50 34.676 34.376螺丝攻牙钻孔径和滚丝径对照表公制挤压丝攻钻孔径美制挤压丝攻钻孔径规格精度等级规格〔UNC〕精度等级G4-G6 G7-G8 G9 G4-G6 G7-G8 G9M1.0×0.25 0.86 0.88 - NO.2-56UNC 1.94 --M1.1×0.25 0.96 0.98 - NO.3-48 2.23 --M1.2×0.25 1.06 1.08 - NO.4-40 2.50 --M1.4×0.3 1.24 1.25 - NO.5-40 2.83 --M1.6×0.35 1.41 1.43 - NO.6-32 3.07 --M1.7×0.35 1.51 1.53 - NO.8-32 3.73 3.77 -M1.8×0.35 1.61 1.63 - NO.10-24 4.24 4.3 -M2.0×0.4 1.78 1.80 - NO.12-24 4.90 4.96 -M2.2×0.45 1.95 1.98 - 1/4-20 - 5.72 -M2.3×0.4 2.08 2.10 - 5/16-18 - 7.24 -M2.5×0.45 2.25 2.28 - 3/8-16 - 8.74 8.81M2.6×0.45 2.35 2.38 - 7/16-14 - 10.20 10.30 M3.0×0.5 2.73 2.75 - 1/2-13 - 11.27 11.82M3.5×0.6 3.17 3.20 - NO.2-64UNF 1.97 --M4.0×0.7 3.62 3.65 3.69 NO.3-56 2.27 --M5.0×0.8 4.56 4.60 4.64 NO.4-48 2.56 --M6.0×1.0 5.45 5.50 5.55 NO.5-44 2.86 --M7.0×1.0 6.45 6.50 6.55 NO.6-40 3.16 --M8.0×1.25 7.31 7.38 7.44 NO.8-36 3.78 --M10×1.5 9.18 9.25 9.32 NO.10-32 4.39 4.43 -M10×1.25 9.31 9.38 9.44 NO.12-28 4.99 5.04 -M12×1.75 11.04 11.12 11.21 1/4-28 5.85 5.90 -M12×1.25 11.31 11.38 11.44 5/16-24 7.36 7.41 - 3/8-24 - 9.00 -. .7/16-20 - 10.48 10.541/2-20 - 12.07 12.13美制特细螺纹英制电器螺纹规格标准径 2级牙钻孔径规格钻孔径最大最小NO.12-32 4.70 4.826 4.623 2BA 4.0-4.21/4 -32 5.60 5.690 5.486 3BA5/16 -32 7.10 7.264 7.087 4BA 3.0-3.23/8 -32 8.70 8.865 8.661 5BA 2.7-2.87/16 -28 10.20 10.338 10.135 6BA 2.4-2.51/2 -28 11.80 11.938 11.7099/16 -24 13.20 13.386 13.1325/8 -24 14.80 14.986 14.7323/4 -20 17.80 17.958 17.6787/8 -20 21.00 21.133 20.8531 -20 24.00 24.308 24.028螺丝攻牙钻孔径和滚丝径对照表英制螺纹公制螺纹针车用螺纹规格(UNEF) 钻孔径规格滚丝径规格滚丝径硬材软材W 1/8 - 40 2.65 2.60 M3×0.5 2.63-2.60 SM1/8-40 2.735-2.688W 5/32 - 32 3.25 3.20 M3.0×0.6 2.56-2.53 SM1/8-44 2.769-2.722W 3/16 - 24 3.75 3.70 M3.5×0.6 3.06-3.03 SM9/64-40 3.128-3.083 W 1/4 - 20 5.10 5.00 M4.0×0.7 3.49-3.45 SM11/64-40 3.855-3.805 W 5/16 - 18 6.60 6.50 M4.0×0.75 3.45-3.41 SM3/16-32 4.205-4.155 W 3/8 - 16 8.00 7.90 M4.5×0.75 3.96-3.92 SM3/16-28 4.143-4.093 W 7/16 - 14 9.40 9.30 M5.0×0.8 4.43-4.38 SM7/32-32 5.003-4.955 W 1/2 - 12 10.70 10.50 M5.0×0.9 4.36-4.31 SM15/64-28 5.325-5.570 W 9/16 - 12 12.30 12.00 M6.0×1.0 5.30-5.25 SM1/4-40 5.890-5.735 W 5/8 - 11 13.70 13.50 M7.0×1.0 6.30-6.25 SM1/4-28 5.721-5.366 W 3/4 - 10 16.70 16.50 M8.0×1.0 7.28-7.23 SM9/32-28 6.508-6.648 W 7/8 - 9 19.50 19.30 M8.0×1.25 7.12-7.07 SM11/32-28 8.092-8.432 W1 - 8 22.40 22.00 SM3/8-28 8.880-8.015W 1-1/8 - 7 25.00 24.80 SM7/16-28 10.466-10.401W 1 - 1/4 - 7 28.30 28.00 SM7/16-16 10.037-9.967SM1/2-20 11.819-11.749. v .SM9/26-20 13.400-13.425英制管螺纹英制管螺纹美制管螺纹规格标准径钻孔径规格标准径有交牙部之长度〔最小〕中之毋螺牙内径标准长度〔最小〕中之毋螺牙内径规格钻孔径最大最小使用绞刀时不用绞刀时 NPT NPS使用绞刀时不用绞刀时PS 1/16 - 28 6.50 6.632 6.490 PT 1/16 - 28 6.10 6.20 6.244 6.384 1/16 - 27 6.10 6.25 6.35PS 1/8 - 28 8.50 8.637 8.495 PT 1/8 - 28 8.10 8.20 8.249 8.388 1/8 - 278.33 8.43 8.74PS 1/4 - 19 11.40 11.549 11.341 PT 1/4 - 19 10.70 11.00 10.962 11.174 1/4 - 18 10.72 11.13 11.13PS 3/8 - 19 15.00 15.054 14.846 PT 3/8 - 19 14.20 14.50 14.448 14.658 3/8 - 18 14.27 14.27 14.68PS 1/2 - 14 18.50 18.773 18.489 PT 1/2 - 14 17.60 18.00 17.979 18.263 1/2 - 14 17.48 17.86 18.26PS 3/4 -14 24.00 24.259 23.975 PT 3/4 - 14 23.00 23.50 23.378 23.663 3/4 - 14 22.63 23.01 23.42PS 1 - 11 30.20 30.471 30.111 PT 1- 11 29.00 29.50 29.459 29.822 1 - 11-1/2 28.58 28.98 29.36PS 1-1/4 - 11 38.80 39.132 38.772 PT 1-1/4 - 11 37.50 38.00 37.976 38.339 1-1/4-11-1/2 37.31 37.69 38.10PS 1-1/2 - 11 44.80 45.025 44.665 PT 1-1/2 - 11 43.40 44.00 43.869 44.232 1-1/2-11-1/2 43.66 44.04 44.45PS 2 - 11 56.50 56.836 56.476 PT 2 - 11 54.90 55.50 55.412 55.844 2 - 11 - 1/2 55.58 55.96 56.36。
攻螺纹前钻底孔直径及底径

M30 Φ26.5
螺纹钻孔底径计算
一般按下列公式:
1.攻公制螺纹:螺距 t<1 毫米,dz=d-t
t>1 毫米,dz=d-(1.04~1.06)t
式中 t——螺距(毫米)
dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(毫米)
2.攻英制螺纹:
螺纹公称直径
铸铁与青铜
钢与黄铜
3/16"~5/8"
dz=25(d-1/n)
盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式
要攻丝的尺寸乘上 0.85
如:M3‐‐2.4mm
M4‐‐3.1mm
M5‐‐4.2m M6‐‐5.1mm M8‐‐6.8mm 公制螺纹的计算方法: 底径=大径‐1.0825*螺距 英制螺纹的计算方法: 底径=大径‐1.28*螺距 脆性材料钻孔直径 D=d(螺纹外径)‐1.1p(螺距) 塑性材料钻孔直径 D=d(螺纹外径)‐p(螺距) 除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。记这个最直观
以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距
M1 Φ0.75
M2 Φ1.6
M3 Φ2.5
M4 Φ3.3
M5 Φ4.2
M6 Φ5
M8 Φ6.75
M10 Φ8.5
M12 Φ10.25
M14 Φ12
M16 Φ14
M18 Φ15.5
M20 Φ17.5
M22 Φ19.5
M24 Φ21
M27 Φ24
起
并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
螺纹底孔直径及深度的确定钻孔直径的确定

任务实施
(2)直径
螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1) ,在表示螺纹时采用的是公称直径,公称直径是代表螺纹 尺寸的直径。
普通螺纹的公称直径就是大径。
(a)外螺纹
(b)内螺纹
任务实施
(3)线数 沿一条螺旋线形成的螺纹称为单线螺纹。 沿轴向等距分布的两条或两条以上的螺旋线形成
3、螺纹的螺距(p)表示相邻两牙对应两点的轴向距离。( )
4、攻螺纹前的底孔直径必须 ( )螺纹标准中规定的螺纹小径。
A大于
B小于
C等于
5、螺纹的大径用( )来表示。
A 、(d或D)
B、(d1或D1)
C、(d2或D2)
参考答案
1 .工作部分、柄部 2 .大于 3. √ 4. A 5. A
任务实施
一.螺纹基本知识
1.什么是螺纹
螺纹的指在圆柱或圆锥的表面上,沿着旋线所形成的具有规定牙 形的连续凸起称为螺纹。
在外表面上形成的螺纹称外螺纹(如螺栓),在内表面上形成的 螺纹称内螺纹(如螺母)。
螺栓
螺母
任务实施
2.螺纹的种类
螺纹的种类很多,有标准螺纹、特殊螺纹和非标准螺纹,其中以标准 螺纹中的普通三角螺纹最常用,标准螺纹的分类见下图。
1.钻孔直径的确定
用丝锥加工螺纹时,螺纹底孔直径应大于螺纹小径,否则就会将丝锥
扎住或挤断。螺纹底孔大小要根据工件材料的塑性和螺孔的大小来决定,
可用下式计算钻螺纹底孔用钻头的直径:
(1)加工塑性材料时
d钻 = D-P
式中 d钻——底孔钻头直径,mm;
D ——螺纹大径,mm;
P ——螺距,mm。
例:我们要在钢件上攻M10螺纹计算底孔直径是多少?
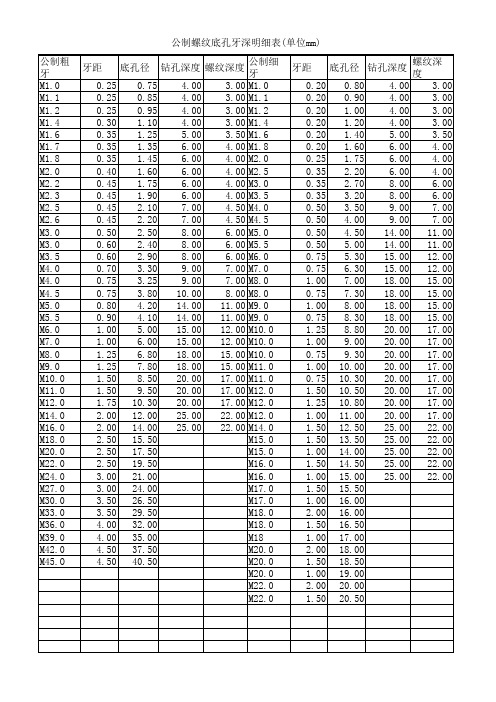
公制螺纹底孔深度明细表
1.50 9.50 20.00 17.00 M12.0
1.75 10.30 20.00 17.00 M12.0
2.00 12.00 25.00 22.00 M12.0
2.00 14.00 25.00 22.00 M14.0
2.50 15.50
M15.0
2.50 17.50
M15.0
2.50 19.50
1.50 14.50 25.00 22.00
1.00 15.00 25.00 22.00
1.50 15.50
1.00 16.002.00Biblioteka 16.001.50 16.50
1.00 17.00
2.00 18.00
1.50 18.50
1.00 19.00
2.00 20.00
1.50 20.50
说明:螺纹有效深度要大于螺孔直径的1.5倍,如M4有效牙要大于6mm
0.50 2.50 8.00 6.00 M5.0
0.60 2.40 8.00 6.00 M5.5
0.60 2.90 8.00 6.00 M6.0
0.70 3.30 9.00 7.00 M7.0
0.75 3.25 9.00 7.00 M8.0
0.75 3.80 10.00 8.00 M8.0
0.80 4.20 14.00 11.00 M9.0
M16.0
3.00 21.00
M16.0
3.00 24.00
M17.0
3.50 26.50
M17.0
3.50 29.50
M18.0
4.00 32.00
M18.0
4.00 35.00
M18
4.50 37.50
M20.0
攻螺纹前钻底孔直径及底径

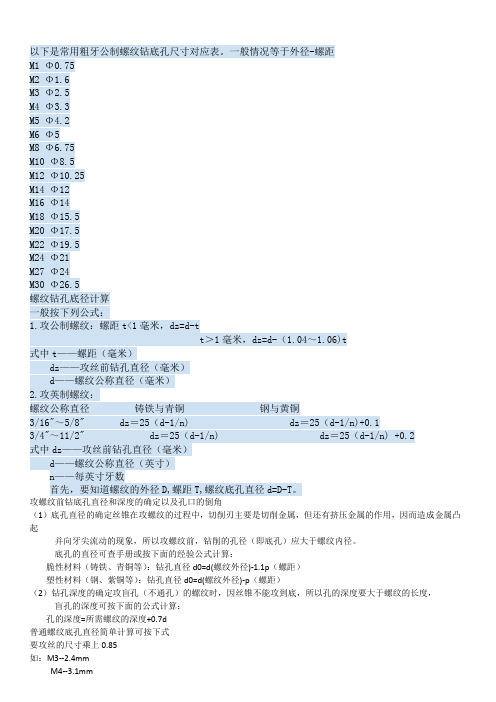
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 ① 0.75M2 ① 1.6M3 ① 2.5M4 ① 3.3M5 ① 4.2M6①5M8 ① 6.75M10 ① 8.5M12 ① 10.25M14 ① 12M16 ① 14M18 ① 15.5M20 ① 17.5M22 ① 19.5M24 ① 21M27 ① 24M30 ① 26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt> 1 毫米,dz=d- (1.04 〜* 1.06)t式中t——螺距(毫米)dz ――攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"〜5/8" dz = 25 (d-1/n)dz = 25 (d-1/n)+0.13/4"〜11/2" dz = 25 (d-1/n)dz = 25 (d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n -----每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)(2 )钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制粗牙環丝Metric coarse screw thread绵畦尺h Nominal 恬直悴Dr illldiameter呼世尺寸Nomirul站直帶DfilldiametAfJI惟尺廿Ncmiriail帖直汙Dnlldiame-lef n建尺寸Nomiinal粘直猗Drill diameterMl X{J,25 0 7& M?t&x045 2.10 M9 7 00 M27X3 "(J M' .l xO.250 86M2 6x0 4b 2.20MWX1.5 6 5C M3DK^26 5 M-.2x0.25 0.96M2 2.S0MUX 15 .)h(:29.5 M- .4x0.3 1.10M3.5x0.5 2.90M^x17510.3M36X432.0 Mk6x0.36 1.2S M4 x0 7 3.30 MUx2 12.0 35 0 M*.7x0.35 1.35W4,5J<D 75 3.80 MlGx2 14.0M42X4.537.5 M J .8x0.35 V4S MS xD.S 4.20 M16xZ,515.6M45X4.5 40.5 M2 X0.41,60M6 x 1.95,00M 20x2,517,5LU护543.0 M2.£XO.45 \75 M7 xl.O 6.00 M22M2.5 15.5M2.3XQ.4 1 90MB xi 25 6.80 ?1 Q聲雀尺寸NomimaJ 钛直径Drilldiameteru毎尺寸Ncmirtal钻直径Drilldiameter煤蛙尺寸Nominal鮎直径DNIIdiame-:ef每蛙尺寸Nominal站直径OriUdiamettrMH XO.Z oao Ml 1x0.75 10 3M25X1 5?3 5 M39X1.5 37.5 Ml .1X0,20.30Mljx I $10.5M 鬲、1.3M4QX3.037.D M\2XO.? ).00 1W1 t L2510.H Kin 1.5M40X2.O 38.0 Mil.4X0.2 1.2G M12M 1.0 1.0M27x? 0M4QX1M- .GxO.2 .40Lil < 1.!12.6 M27K1.J 25.S M42X4.0 33.D M\0XO.2 1.60M14X Lt 3.0M27x1 : 2B.C M42K J39.D M2 X0.25 V7S M15X1.5 13,5 >J28x2,0 26.0 M42X2.0 40.0 M2.2x0,2b 1.95M1&XL0■::I M28x1.& 263M42X1&•— !;Ml2.5x0.35 2.20 M16K 1.514.5 M28X1.0 i?.o MME kg 410M3 XO35 2.70M16X1.0 15-0M3OX3.D27.0M45X3.042 0 M3…5X0.35 3 20 M17XK515.5M3Ox2s0 23.0M45^2.0 43.0 M4 XCJ.& 3 50Ml Tx | L Q 5.Q M3OX1 .h XP. t M4&X 1.543.5M4.5x0.^ d 00 MlBx?Q 16-0 M3QX1 0?9 0 M4^X4.Q 44.0 MS >0.5.50MlRx I/ 5.5U32x2.0 30.C M佃2045.0 M 5.5X0.5 5.00 Miaxi.i 7.0 ■ ■30.5 M4ax2.0 46.0 M6 X0.7S 5.30M20X2.018.0M33x3.030.0M+8X 1.546.5 M? X0J5 6.30 M?DX15 13.5 ^33x2,0 31.0 M50X3 0 47.0 x LO7.00M20x 1.019.0M33x1.b 31.5MbOxS.O4B0 MH XO 75 7.30 M22x2.U 200 M 25x1.5 i3.5M50 x 1.5 5M9 X1.0 8.00M22X1.S 20.5M36X3.D33.0M9 XO75 8.30 L1?£xl .021.Q M36X.2.0 340MIO Ki.25 8 00 M?4x2.Q 22.0 M36xl 5 345M'O X1.0 9 00 M24X1 322.5 MHflxl .5斑藪同中」町刚人」M O >0.759 30MZ4x 1.23.0M39X3.0 woMl 1 Xl.D )0.Q M25>c2.O 23.0 M39x2 Q 37.0公制细牙饋銓Metric fine screw thread对六角孔總孔•螺栓孔的尺寸表,D,MEN5,0NS 0FC0UNTERB0R,NG叩HEXAG0N SOCKET HEAD CAP SCREW AND B0LT H0L£SHCWA TOOL CO Bi LTD.ts世尺寸fd)ds dr L>.k H p Hr dzMonwui dmnaBcflnadh/3 34 5.5 氐 2.7 3.3 2.6臥丄 4 4.57e426 4.J 3.45 5.5 05 9.5 5 46 5.4 4 3W6 6.^ 1011&汕MB8 9 1314B7.4 H.e 65M10 111617.5109.210.B a.eM12 12 li IB 20 12 11 1310.4M U 1416212314 12.fi IS 21?.2MIS16 18 24?6 16 U.S17 5 14-2M13 ie2C2?2<51816-5 19 515 JM L2O2Q 22 30 32 20 16 521 5 17.7M>22 223433 35 £220.5 23.519 7M2424 ?G 36 392422.5 25 5 2L2273040 4327ZS2924. ZM30 503345 4830茁32 26.7。
螺丝攻牙孔径对照表
13.081 12.751
14.681 14.351
17.678 17.323
20.575 20.270
23.571 23.114
26.746 26.289
29.921 29.464
33.096 32.639
36.271 35.814
公制迫牙丝攻钻孔径
规格
M1.0*0.25 M1.1*0.25 M1.2*0.25 M1.4*0.30 M1.6*0.35 M1.7*0.35 M1.8*0.35 M2.0*0.40 M2.2*0.45 M2.3*0.40 M2.5*0.45 M2.6*0.45 M3.0*0.50 M3.5*0.60 M4.0*0.70 M5.0*0.80 M6.0*1.00 M7.0*1.00 M8.0*1.25 M10*1.50 M10*1.25 M12*1.75 M12*1.25
20.376 20.917 21.835 22.376 22.917 22.835 23.376 23.917
24.676 25.210 25.676 26.153 26.210 26.676 27.153 27.152 28.210 28.676 29.153 30.210
24.376 24.835 25.376 25.917 25.835 26.376 26.917 26.752 27.835 28.376 28.917 29.835
1.25 1.55 1.85 2.10 2.40 2.70 2.90 3.50 4.10 4.60 5.50 6.90 8.50 9.90 11.50 12.90 14.50 17.50 20.50 23.20 26.50 29.50 32.80 36.00
2级牙钻孔径
最大
螺纹底孔及攻丝深度与钻头丝锥知识—PPT

3
4
一 、简介
实际在设计过程中,特别是有几年工作经验的设计人 员,一般情况下基本不会去查阅手册来确定,如M10的螺 钉,我要打多大的底孔,深度是多少,公差标注多少,攻 丝深度等等,完全根据经验值来给出。当然,在现今制图 软件中一般给出螺纹深度,底孔会自动给出,已经集成了 标准图库。但作为机械工程中的基础知识,我们需要明白 其设计依据,真正系统掌握在记忆中,并能灵活运用。
11
二、螺纹深度经验总结
2、拧入深度,底孔深度及螺纹深度总结经验公式(盲孔)
通孔螺纹的拧入深度比盲孔要深一点,设计中可
认为基本等同于盲孔的攻螺纹深度。
以钢体工件为例(列举三种规格种来总结公式)
螺距p(粗牙)
1 1.25 1.5
公称直径d
6 8 10
盲孔拧入深 度L
6 8 10
攻螺纹深度 L1
8 10 13
17
三、钻孔及攻丝工具
攻丝所用的工具为丝锥,按形状可分为: 普通直槽丝锥 螺旋槽丝锥 挤压丝锥
18
三、钻孔及攻丝工具
普通直槽丝锥 ➢ 向下排屑 ➢ 适用于硬度较高、粉末状
或短短切屑材料 ➢ 用于加工通孔或深度较小
的盲孔
19
三、钻孔及攻丝工具
螺旋槽丝锥 ➢ 沿螺旋槽向上排屑 ➢ 加工盲孔的最佳选择 ➢ 寿命长,耐用度高
14
三、钻孔及攻丝工具
钻底孔一般使用麻花钻,根据实际情况也可用中心钻, 扩孔钻或者铣刀等。
15
三、钻孔及攻丝工具
• 钻孔直径一般小于80mm,钻较大孔时,根据孔的尺寸 精度要求,可分多次钻成,或用扩孔钻或铣刀完成加工。
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
公制螺栓、螺纹钻孔尺寸表
1 0.75 1.5
1 1.25 0.75 1.75 1.5 1.25
1 2 1.5 1 2 1.5 1 2.5 1.5 1 2.5 2 1.5 1
钻头 直径
1.6 1.7 2.5 2.6 3.3 3.5 4.2 4.5 5 5.3 6.8 7 7.3 8.5 9 8.8 9.3 10.2 10.5 10.8 11 12 12.5 13 14 14.5 15 15.5 16.5 17 17.5 18 18.5 19
5
5.3
5.3
5.5
5.8
6.4
6.6
7
7.4
7.6
8
8.4
9
10
10.5
11
12
13
13.5
14.5
15
15.5
16.5
17
17.5
18.5
19
20
21
21
22
24
23
24
26
25
26
28
螺纹d
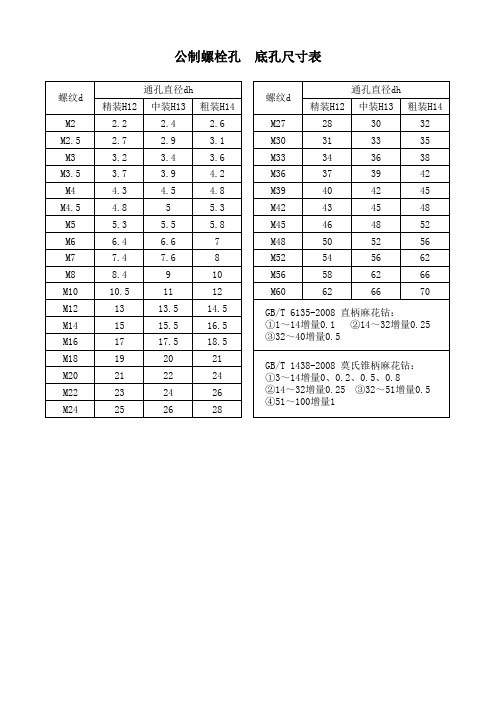
M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60
通孔直径dh
精装H12 中装H13 粗装H14
公制螺栓孔 底孔尺寸表
螺纹d
M2 M2.5 M3 M3.5 M4 M4.5 M5 M6 M7 M8 M10 M12 M14 M16 M18 M20 M22 M24
通孔直径dh
精装H12 中装H13 粗装H14
2.2
2.4
2.6
2.7
2.9
3.1
3.2
3.4
3.6
3.7
3.9
4.2
攻螺纹前钻底孔直径及底径1

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。