一汽大众速腾的生产线
一汽大众生产物流分析

速腾汽车的生产流动过程
冲压车间 成品车
焊装车间
试车的钢板冲压成形 状大小不一的多 种部件; 每一个冲压出来 的部件都要逐一 经过质量检验, 经过检验的部件 被整齐的摆放在 生产线两边,会 有专门的物流机 构将各个部件送 往下一环节。
1、热成型钢板 2、激光焊接(速腾的激光焊接主要是在车身的顶盖和侧围的连 接、底板不等厚板的拼接、车门内板不等厚板的拼接、底板与 侧围、后围板、前后风窗口以及门框等连接处) 3、机器人焊接 4、质量控制体系——AUDIT奥迪特评审
实际操作的基础条件:首先是供需双方的信息联网,其二是将质量控制转换为质量生产, 由供应方保证其所提供的零部件质量。 具体操作方法:某种需要JIT供应的零部件在前3个月,供给方通过互联 网得到需求方需 求量。这个需求量的准确性较差,假定某零部件在需求数量在650--350之间,误差相对 较大;前三个月,供应方又从互联网上得到较准确地需求量,大致在440--450之间,误 差大为降低。这批货在供货的头两天开始生产,成品直接运送到大众汽车公司的生产 线上。 借助互联网以及质量生产,供应商提高了JIT供应能力,一汽大众也实现了部分零部件 的零库存。根据相关方面的统计和分析,通过有效的JIT供应,能使一汽大众 生产库存下降4%,运输成本降低15%。
1、供货厂家(中转库)通过上公司网确认要货信息,打印供货单,并依据此单, 按照先入 先出原则进行备货,在发出要货信息2小时内用封闭车将货送到一汽 大众公司入口。 2、物料管理科入口送件工人将验收后的零件按箱上供货单上标明的送货 地点送货到 工位,同时将工位上的空箱返回到空箱存放地。 3、物料管理科入口微机员扫描供货单第一、二联,做入,出库;每扫描一张,就在其上 盖验收章;将第二联保存,将第一联交给送货人,作为供应商(中转库)送货凭证。 4、送货人持空器具出门证到空箱存放地,由叉车工依据出门证装空箱,并在其上签字。 如空箱数与出门证上的数量不相符,叉车工在其上注明实际装 车数量;送货人再将出 门证交给入口验收员盖章,由入口验收员保管一联,另一 联带走;如空箱与出门证不符, 要重开空器具出门证。 5、物料管理科仓库巡线工巡视现场,当出现空箱(双箱制)或箱内零件剩够3小时用量 (单箱制)时,就将箱上供货单取下拿到就近的要货扫描点进行扫描,向供货商 (第三方物流)发出要货信息。
大众车的4大工艺

大众车的4大工艺
大众车的四大工艺是:自动化流水线生产工艺、高效制造工艺、革命化制造工艺和数字化制造工艺。
1. 自动化流水线生产工艺:大众车采用先进的自动化设备和流水线生产工艺,实现高效率、高质量的生产。
这种工艺通过机器人和自动化技术来完成各项生产任务,提高了生产效率和产品一致性。
2. 高效制造工艺:大众车积极采用先进的制造工艺和生产技术,以提高生产效率和降低成本。
例如,大众车引入了先进的热压成型技术和模块化设计,以加快车辆的生产周期和提高产品质量。
3. 革命化制造工艺:大众车致力于创新和引领汽车制造业的发展,通过引入新的材料、工艺和技术来改善产品性能和降低排放。
例如,大众车持续推进轻量化技术和电动化技术的研发和应用,以减少车辆的燃料消耗和环境污染。
4. 数字化制造工艺:大众车推进数字化制造,利用先进的数字化技术和数据分析来提高生产效率和产品质量。
通过使用数字化工具和智能制造系统,大众车能够实现生产过程的智能化、高效化和可持续化。
一汽-大众汽车有限公司简介
一汽-大众汽车有限公司简介一汽-大众汽车有限公司(简称一汽-大众)是由中国第一汽车集团公司和德国大众汽车股份公司、奥迪汽车股份公司及大众汽车(中国)投资有限公司合资经营的大型乘用车生产企业。
公司位于中国长春西南部,占地面积182万平方米,员工总人数超过一万人,拥有大众、奥迪两大品牌,捷达、宝来、高尔夫、速腾、迈腾、CC、奥迪等系列产品。
2006-2009年,一汽-大众的销量以每年10万辆的速度快速增长。
2010年前11个月,一汽-大众的总销量已接近80万辆,同比增长25%。
面向未来,一汽-大众提出了“百万辆战略规划”的宏伟目标,并力争提前实现百万辆产销目标。
十九年的辉煌历程一汽-大众于1991年2月正式成立,1996年全面建成投产,是我国第一个按经济规模起步建设的现代化乘用车工业基地。
一汽-大众发展至今,已经拥有长春、成都两个整车生产基地,建有轿车一厂、轿车二厂、轿车三厂和发动机传动器厂。
从1991年生产第一批捷达轿车至今,一汽-大众从一个注册资本只有37.12亿元人民币的企业发展到现在拥有总资产319亿元人民币的大型汽车企业。
目前,一汽-大众已成为国内成熟的A、B、C全系列轿车生产制造基地,形成日产2000多辆整车,年产近66万辆的生产规模,同时实现部分整车、总成及零部件的出口。
成立十九年来,一汽-大众作为国内规模最大的汽车生产合资企业之一,获得了国内外多项殊荣。
1991年,国家对外经济贸易部确认一汽-大众为“先进技术企业”。
2001年、2002年,公司连续被美国著名杂志《财富》评为“中国最受赞赏的外资企业”。
2002年,公司荣获“中国机械工业核心竞争力100强”之首的荣誉称号。
2006 年“中国公众最放心的十大汽车生产厂商”民意调查结果中,一汽-大众夺得八项大奖,并在所有的获奖评比中排名第一,成为公众心目中最值得信赖的汽车生产厂商。
2008年,在中国主流媒体汽车联盟“2008中国年度汽车总评榜”中,一汽-大众荣获“最具社会责任汽车企业”大奖。
探访 天津工厂

探访天津工厂天津工厂是一汽大众继长春、成都、佛山、青岛之后在中国的第五家工厂。
2021年正式投产。
今天我们来到天津工厂,看到一汽-大众最年轻、最先进、最先进工厂的亮点。
如开头所述,天津工厂是一汽-大众集团最新的整车厂。
2021年7月开工建设,2021年6月首个整车SOP,表明其具备整车生产能力。
整个过程需要23个月,在主机厂是一个非常快的施工速度。
主机厂西侧有一个能容纳上万辆车的整车物流园区。
一汽-大众的物流车以此为起点,将车辆发往全国各地及全球的4S店铺。
确实是一流的整车厂。
对于任何品牌来说,制造一辆车无非就是冲压、焊接、喷漆和总装四大工序。
我们只是走过了四个车间。
总装车间的收紧系统甚至会将每一项工作数据上传到德国大众数据库,并保存十年,随时追踪问题。
焊接车间每小时将完成65架的生产,零件的循环效率非常高。
然而,高输出支持的规模效应使公众能够设置冲压和焊接的缓冲时间。
在一两天内,冲孔后的零件会在这些台架上静止不动,“自行沉淀”,冲孔过程中残留的冲洗液自然滴干,以免影响涂装过程。
这些可有可无的设备,但细节会在一定程度上影响车辆的质量,只有当规模达到一定水平或者车企对一款车型有很大信心的时候,才会愿意加装。
我们买车的只有一小部分是那些铁材料,相当一部分其实是分摊这些生产线的成本。
喷漆车间的小细节:难点在于,如果机器人的运动误差超过1毫米,可能会撞到框架上,这就需要很高的精度。
一方面,透明PVC胶是防腐的;另一方面,PVC在高温下熔化后,会渗透到缝隙中,充满整个车身的缝隙,从而防止空腔钣金在行驶过程中产生共振,影响车辆的NVH。
“空型腔补蜡”的另一项技术是德系车独有的工艺。
其原理是液态蜡在车身内表面固化形成0.5-1毫米的保护层,在汽车遇到涉水时也能起到防锈的作用。
不幸的是,我们没有参观这个过程。
实验室和综合测量室:从四大流程来看,我们还参观了一汽-大众天津工厂的气味实验室和综合计量室质检部下属的两个车间。
一汽大众-实习技术总结
一汽-大众实习技术总结总装车间大致可分为5个工段,动力工段,底盘工段,内饰工段,仪表工段,车门工段,而我所在的是底盘工段。
首先为大家讲讲我所干的活。
我所在的是生产车间东厂,只生产捷达和速腾。
我负责的工作是前低固板固定工作,基本上就属于打钉的工作。
如果来的车辆是NF(捷达)的话,我就需要打8颗钉,如果来的车辆是NCS(速腾)的话,我就需要打16颗钉,如果遇到没按前杠的话,我打钉的数量就减半,但是一般会很少出现这种状况。
我工作的工具有4类,电抢,QA拧紧器,刻章的章子和漆笔。
NCS来的话,我就直接用2.0转的电枪打16颗钉就完事了。
NF来的话,就比较复杂点,我打完8颗钉后还要用拧紧器干左后刹车油管复紧,然后点漆,最后从车底下出来在点检卡上盖章。
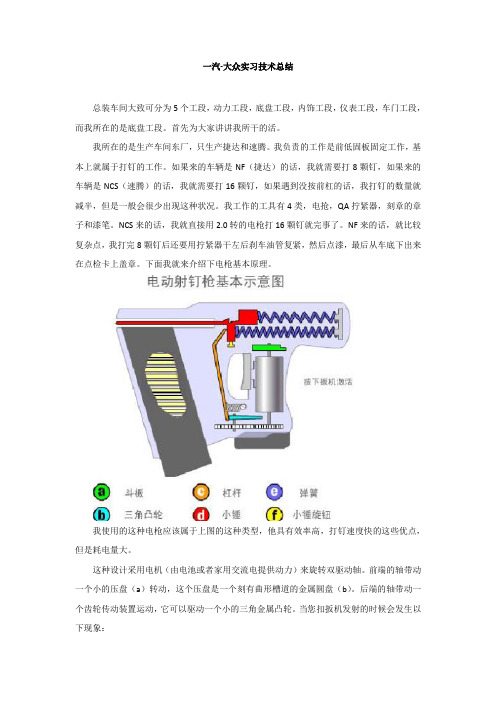
下面我就来介绍下电枪基本原理。
我使用的这种电枪应该属于上图的这种类型,他具有效率高,打钉速度快的这些优点,但是耗电量大。
这种设计采用电机(由电池或者家用交流电提供动力)来旋转双驱动轴。
前端的轴带动一个小的压盘(a)转动,这个压盘是一个刻有曲形槽道的金属圆盘(b)。
后端的轴带动一个齿轮传动装置运动,它可以驱动一个小的三角金属凸轮。
当您扣扳机发射的时候会发生以下现象:三角凸轮旋转时会将控制杆(c)的一端向下推。
控制杆转动后将锤击装置(d)向上推。
锤击装置向上推升可以使两个弹簧(e)压缩。
锤击装置的一端连有一个小的球形把手(f)。
当控制杆将锤击装置向上推升时,转动的压盘会扣住这个把手。
同时,旋转凸轮(b)松开控制杆,从而释放锤击装置。
锤击装置现在被压盘所扣住。
随着压盘的旋转,锤击装置被提升得越来越高,直到最后瞬间松开。
两个压缩弹簧以很高的速度将锤击装置向下推动。
如果射钉已经就位,锤击装置会将它从射钉枪中射出。
以上就是电枪的基本工作原理了,也是我工作的所有内容。
最后我为大家介绍下总装车间的相关信息。
总装车间占地8.9万平方米,生产线运用先进的h型规划布局,缩短了物流距离,也使生长线的延长更加灵活。
(工厂与企业)一汽大众工厂探密

一汽大众工厂探密如果抛开DSG+TSI的先进动力技术不说,一汽大众的车确实比相同配置的其它车辆价格高出不少。
有人抱怨它们的性价比不如日韩系的车,但也有铁杆粉丝就是觉得它好,淘汰了捷达又换宝来、迈腾。
现在,10来万的日系车都能配备驾驶座6向电动调节、可视倒车雷达、后视镜自动折叠以及自动感应雨刮器等功能了,一汽大众的车到底都贵在哪儿了?带着这个问号,笔者前往一汽大众位于长春生产基地的第二工厂寻找答案。
闲扯:一辆汽车是怎么造出来的?首先来给大家扫扫盲。
不论是奔驰、宝马,还是奇瑞、吉利,但凡是开厂造汽车的,都要遵循整车制造的四大工艺。
这四大工艺分别为冲压、焊接、涂装、总装。
详细来说:冲压车间:冲压车间主要负责生产车辆的表面覆盖件,即金属件。
通过大型模具,把不同厚度的钢板裁切成车门、顶盖、翼子板等不同形状的材料。
焊接车间:通过机器人、工人等,将各部分材料焊接成一个整体的车壳。
涂装车间:对车架进行电镀(主要是防锈)、喷漆总装车间:把车身和底盘连接在一起,然后工人们开始手工安装控制面板、方向盘、车座椅等,最终完成一辆整车。
冲压:一粒灰尘都会导致昂贵的废品笔者以前也曾参观过不少车厂的冲压车间,工人的劳动内容基本相同,即把大型钢材抬到模具上,随着一声巨响,再把经过冲压的半成品抬到流水线上的另一台模具设备上继续冲。
因此,冲压车间算得上是所有车间中噪音最大、工人劳动强度最大的工序了。
但一汽大众的冲压车间有所不同。
整个车间内的工人非常少,取而代之的是四条70多米长的白色大箱子。
工程师介绍说,这四条带有“M/W”标志的大白箱名叫“米勒万家顿”(听着有点像万家乐热水器,不过可是德国进口的哦),所有的冲压过程都依靠自动化的设备在这个大箱子内封闭完成,工人只需在成型的产品从箱子出来后进行检测和装箱即可。
由于“米勒万家顿”的设备非常昂贵,因此在国内汽车制造商中并未普及。
但封闭式冲压的好处是显而易见的,一方面,电脑程序的设定保证了冲压的精度,而且解放了工人的劳动力;另一方面,封闭式冲压能够确保料件在一尘不染的环境下成型,成品质量大大提高。
2015一汽大众速腾全车电路图安装位置-插头接线板

New Sagitar安装位置编号805 / 1版本03.2015插头接线板和对接插头插头连接一览1 -空调装置上鼓风机的对接插头,-T10a-安装位置→章节2 -副驾驶员侧A 柱旁的对接插头,-T28a-安装位置→章节3 -副驾驶员座椅的接线板,-T10d-, -T3l-,-T2be-安装位置→章节4 -副驾驶员侧B 柱旁的对接插头,-T28c-安装位置→章节5 -后部保险杠的对接插头,-T6af-安装位置→章节6 -驾驶员侧B 柱旁的对接插头,-T28b-安装位置→章节7 -驾驶员座椅接线板,-T10c-, -T3k-, -T2q-安装位置→章节8 -驾驶员侧A 柱旁的对接插头,-T28-/ -T32c-安装位置→章节9 -诊断接口-U31-,-T16-安装位置→章节10 -转向系对接插头,-T6z-安装位置→章节11 -发电机对接插头,-T4t-安装位置→章节12 -发动机对接插头,-T14-安装位置→章节13 -前部保险杠的对接插头,-T8l-安装位置→章节14 -散热器风扇对接插头,-T4x-安装位置→章节15 -阳光照射光电传感器的对接插头,-T4n-安装位置→章节空调装置上鼓风机的对接插头A -10 芯黑色插头连接-T10a-副驾驶员侧A 柱旁的对接插头A -28 芯黑色插头连接-T28a-副驾驶员座椅的接线板A -2 芯黑色插头连接-T2be-B -3 芯黄色插头连接-T3l-C -10 芯黑色插头连接-T10d-1 -28 芯黑色插头连接-T28c-后部保险杠的对接插头-6 芯黑色插头连接-T6af--箭头-1 -28 芯黑色插头连接-T28b-提示图示针对副驾驶员侧情况。
驾驶员侧大致可由此推出。
驾驶员座椅接线板A -2 芯黑色插头连接-T2q-B -3 芯黄色插头连接-T3k-C -10 芯黑色插头连接-T10c-仅用于高端车辆A -28 芯插头连接-T28-仅用于低端车辆A -32 芯插头连接-T32c-诊断接口-U31-A -16芯插头连接-T16-。
【一汽大众】二厂各车间生产工艺特点

车门密封条 车门检电设备
DOCOS 装车门机械手
车门粘接
加注设备 前端机械手 电瓶机械手 预检测2设备MFT
轿车二厂总装车间Finish区域设备清单
设备
工段
整车检测设备/流程
Finish 1
整车电器检测设备MFT 四轮定位调整设备 转毂检测设备
Finish 1灯光板式带检车链 路试噪音检查
Finish 2
CPII-PS车间质量控制流程
1
2
模具的设计、制造、验收及使用状态的严格监控、维护
4
入口板料质检
3
三座标测量 零件几何尺寸 、形位公差曲 线曲面精确测量 1、首件检查,过程抽检、终检(目视,触摸) 2、离线检查(检具、Audit检测)
焊 装 车 间 CPIIBS
➢热成型钢板
侧围前内板 3C5.809.43 7/438
首先,一个货筐对应一辆份零件,杜绝了现 场零件摆放无序、无处摆放、零件浪费、流 失以及操作者的错漏装,节约了材料成本并 且保证了装配质量;其次货筐供货方式与滑 撬线生产方式相结合,筐车、操作者及车身 保持相对静止,操作者只需要转身便可取道 零件完成装车工作,非常符合人机工程,大 大降低了辅助装配实践,提高了劳动生产率
涂胶机器人;底盘号打印机器人;联网的拧紧机;四轮定位调整设备;转 毂检测设备;淋雨检测设备等设备
轿车二厂总装车间生产区域设备清单
工段 设备
传递 设备
一次内饰
滚道线 一内1、2号举升
机
一内滑橇线
二次内饰
二内滑橇线 二内举升机
动力总成模块 分装
驾驶模块分装
驱动总成分装线 仪表板吊具
托盘立体库
发动机吊具
➢激光焊
新速腾“断轴门”一汽大众之殇

Focus事实是否如一汽大众公司以及北京某一汽大众4S 店所言,当然不能只是一面之词。
但不能否认的是,在国内由于大众品牌多年经营不得不承认大家依旧非常认可这一品牌,而速腾汽车在此之前不论是车型、技术、价格,在同级别车当中都属受购买者喜爱的车型。
2014年以来,中国汽车工业协会公布乘用车品牌销量排名中,速腾从年初的第8名,逐步攀升至了8月份的第2名。
近期“断轴门”事件后,一汽大众给出的解决方案是在新速腾后轴纵臂上安装金属衬板,面对这样“打补丁”似的召回,新速腾“断轴门”一汽大众之殇本刊记者 张艳2014年10月开始,大众深陷“断轴门”事件,全球116万辆车的召回,产品涵盖捷达、速腾和甲壳虫等畅销车型,在中国主要召回2012款新速腾,涉及56万辆车。
独立悬架改后悬架并非速腾减配如此简单便可解释,那么遭遇断轴的新速腾到底怎么了?这要从头说起……一汽大众:速腾后悬架断裂均是撞击造成的,召回中没有缺陷零部件,断轴和司机驾驶行一汽大众4S 店:非独立悬架的速腾车已售完,现在销售被召回车主:买车时千挑百选,从没想到会出这样的问题,这次“中奖”对速腾非常失望,只想把车退了。
再加上遭遇此劫难的一汽大众再将该车改回独立悬架,翻来覆去中让人迷乱,销量似乎难保不出现下滑。
一汽大众品牌受损速腾是一汽大众在中国市场的主力车型之一,由于外观大气结构紧凑,速腾自推出以来一直受到众多消费者的追捧。
但这次“断轴门”使速腾遇到不小的麻烦,“大众神车”美誉想必是要走下神坛了。
此次速腾断轴地区主要在云南、陕西、山东等地,济南不少2012款速腾车主联系在一起举行维权行动,高喊“退车”,这样的维权行动在全国多地同时举行,一时间将2012款速腾“断轴门”推上高潮。
问题的关键自然还是离不开2012款速腾后悬架问题。
2012年3月,一汽大众公司推出的全新速腾轿车以最低售价13万的价格,全面上市并且销售向好。
但后悬架问题从上市之初就遭受到了很多车主的投诉,这也为后来的风波埋下了伏笔。
揭秘汽车制造全过程走进一汽大众
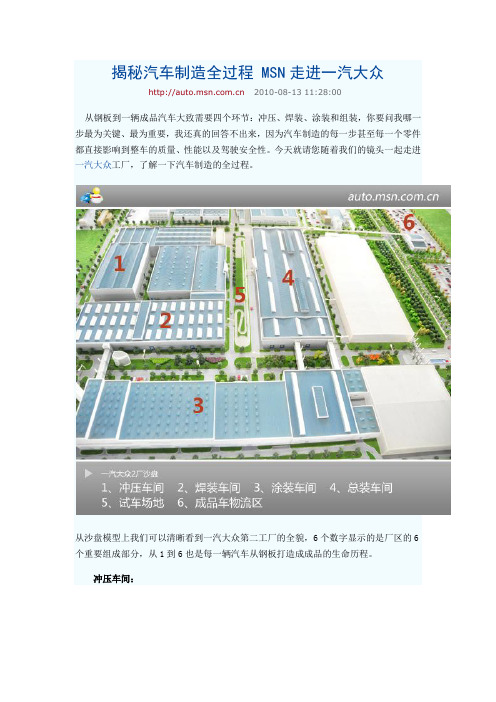
揭秘汽车制造全过程 MSN走进一汽大众2010-08-13 11:28:00从钢板到一辆成品汽车大致需要四个环节:冲压、焊装、涂装和组装,你要问我哪一步最为关键、最为重要,我还真的回答不出来,因为汽车制造的每一步甚至每一个零件都直接影响到整车的质量、性能以及驾驶安全性。
今天就请您随着我们的镜头一起走进一汽大众工厂,了解一下汽车制造的全过程。
从沙盘模型上我们可以清晰看到一汽大众第二工厂的全貌,6个数字显示的是厂区的6个重要组成部分,从1到6也是每一辆汽车从钢板打造成成品的生命历程。
冲压车间:汽车制造过程中运用最多的材料就是型号、规格不一的钢板,钢板到达汽车工厂首先是要做的就是通过冲压机床将一块块的钢板冲压成形状大小不一的多种部件,这就是我们今天参观的第一站———冲压车间。
一汽大众的冲压设备均为德国进口机床,高成本投入的目的都是为了从第一道工序开始就保证产品的精度和质量,大型的冲压设备都被安排在了精美的房子里,这样做第一是为了防尘防污染,第二就是为了保证工人的人身安全。
为了防尘防污染,原材料钢板在运输及存放过程中都经过多层塑料薄膜的包裹,就连拆封后剩下的原料都要用塑料薄膜进行遮盖,因为头发丝大小的杂物都会使钢板在经过一系列冲压环节后形成清晰的“伤痕”。
在冲压车间内,技术含量最高的莫过于“模具”,它要求的精度极高,我们能够经常看到许多德国高级技术人员亲自在厂房内指导工人对模具进行维护和修缮。
为了提高产品的精度和工作效率,一汽大众大量采用了全自动化机器人进行操作,眼前图片是机器人将码放整齐的钢板原料逐一抓取到传输皮带上,然后皮带又将钢板输送到冲压机内。
在冲压环节一汽大众的采用高速机械臂全自动生产线、三坐标式多工位自动压力机等先进技术,冲压工作的效率让人瞠目结舌。
在这里,每一个部件往往都需要经过6次冲压切割工序才能成为可用之才。
这里是冲压生产线的末端,每一个冲压出来的部件都要逐一经过质量检验,一般有十名左右的工人在运输皮带旁进行第一道检查。
完整版一汽大众轿车二厂的物流配送模式
一汽大众轿车二厂是2003年开始建厂,采用国际前沿的大规模定制化生 产方式,而法布劳格设计的拆散中心、分篮中心物流解决方案打造了一个 全新的物流配送模式。
? 而进口的零部件,先是通过集装箱海运到大连港,然后 用火车转运到长春,大量生产时,每星期大约需要500个 集装箱的零部件,由10列火车运送。
? 工厂物流则指已进入工厂的零部件在厂内的物流 过程,由法布劳格的拆散中心和分篮中心来负责 。
而分销物流部分,全国分为三十几个大区,每个区 都设立一个中转仓库,然后再向全国三百多个经销商 辐射。运输方式有火车、汽车,还有往上海、江浙、 广在也开始为南方汽车制造商带货回北方。 另一个节约方式就是,将带“之”字形斜坡的整车运 输车改装,回程的时候,车厢可调为平整状态,从而 可以装载箱式货物,比如汽车配件等。
卸货口卸货 卸货区域
? KLT-小部件 ? GLT-高位货架存储区 ? SLT-地面堆垛区 ? 封存区
? 组装车间不能无限制扩大,生产线不能无限拉长。最终的解决 方案就是将备货功能从组装车间转移到仓库中去,这正是一汽 物流中心的工作重点。
长春斯普利有限公司
法布劳格(Fablog)公司
拆散中心(DC )、分篮中 心(BC )
? 5、物料管理科仓库巡线工巡视现场 ,当出现空箱 (双箱制)或箱内零件剩够 3小时用量(单箱制 )时,就将箱上供货单取下拿到就近的要货扫描 点进行扫描 ,向供货商(三方物流)发出要货信息。
? 进口件的验收入库及出库流程:库存 3-7天的存 诸量,当库存达到最低库存时,系统会自动提示 ,此时采购中心会予以指示分捡某一个集装箱, 物流中心就会得到关于此集装箱相关零部件信息 如:
财务分析报告——一汽大众

财务分析报告一汽大众一汽大众公司介绍一汽大众汽车有限公司(简称一汽—大众)于1991年一汽—大众汽车有限公司(简称一汽-大众)于1991年2月6日成立,是由中国第一汽车集团公司和德国大众汽车股份公司、奥迪汽车股份公司及大众汽车(中国)投资有限公司合资经营的大型乘用车生产企业,是我国第一个按经济规模起步建设的现代化乘用车工业基地.经过多年的不断发展,一汽过多年的不断发展,一汽-大众在长春和成都共有二大生产基地,包括轿车一厂、轿车二厂、轿车三厂(成都分公司)轿车一厂、轿车二厂、轿车三厂(成都分公司)和发动机传动器厂.其中长春基地位于中国长春西南部,占地面积182万平方米,已形成年中长春基地位于中国长西南部,占地面积182万平方米,已形成年产66万辆的生产能力;成都基地位于成都市东南的成都经济技术开发 66万辆的生产能力;成都基地位于成都市东南的成都经济技术开发区内,占地面积81.3万平方米,2009年区内,占地面积81.3万平方米,2009年5月8日建设项目正式启动,一日建设项目正式启动,期生产规模为年产15万辆。
一汽期生产规模为年产15万辆汽—大众采用先进技术和设备制造当今世界大众品牌、奥迪品牌两大名牌产品。
捷达、宝来、高尔夫、速腾、迈腾、奥迪A4L、奥迪Q5、奥迪A6L系列轿车,深受广大消费者的喜迈腾、奥迪A4L、奥迪Q5、奥迪A6L系列轿车,深受广大消费者的喜爱。
目前,一汽大众正式员工总人数达到12331人,其中长春厂爱.目前,一汽—大众正式员工总人数达到12331人,其中长春厂11653人、成都厂678人,累计向国家上缴的税金达845亿元人民币。
11653人、成都厂678人,累计向国家上缴的税金达到845亿元人民币。
截止到2009年底,一汽—大众累计生产并销售乘用车超300万辆,牢牢占据国内乘用车市场产销的前列。
国家商务部确认一汽—大众为“技术先进企业”;国家统计局授予一汽-大众为“中国汽车制造名优企业”称号;原国家机械局授予一汽—大众为“在促进科学技术进步工作中做出重大贡献者”一等奖。
2015一汽大众速腾全车电路图安装装置-接地点

页码,4/18(W)
w
发动机舱内接地点一览(GP1)
1 - 15气缸盖上的接地点 拧紧力矩:15 Nm
安装位置 → 车锚 2 - 13发动机舱内右侧接地点
拧紧力矩:9 Nm
安装位置 → 车锚 3 - 1接地带,蓄电池 - 车身
w
New Sagitar
接地点
发动机舱内接地点一览
1 - 15气缸盖上的接地点 拧紧力矩:15 Nm 安装位置 → 车锚
2 - 13发动机舱内右侧接地点 拧紧力矩:9 Nm 安装位置 → 车锚
3 - 1接地带,蓄电池 - 车身 拧紧力矩:9 Nm 安装位置 → 车锚
4 - 12发动机舱内左侧接地点 拧紧力矩:20 Nm 安装位置 → 车锚
5 - 652变速箱和发动机地线的接地点 拧紧力矩:20 Nm 安装位置 → 车锚
6 - 671接地点 1,左前纵梁上 拧紧力矩:9 Nm 安装位置 → 车锚
7 - 655接地点,在左侧大灯上 拧紧力矩:9 Nm 安装位置 → 车锚
8 - 18发动机缸体上的接地点 拧紧力矩:20 Nm
安装位置 → 车锚 8 - 18发动机缸体上的接地点
拧紧力矩:20 Nm 安装位置 → 车锚
15
气缸盖上的接地点-箭头-
13 发动机舱内右侧接地点-A-
页码,5/18(W)
CF97-0275
w
1
接地带,蓄电池 - 车身-箭头 A-
12 发动机舱内左侧接地点-B-
页码, /18(W)
w
1 - 75接地点 1,在右后侧围板内 拧紧力矩:9 Nm
一汽大众发展史
一汽大众的发展历程可以追溯到1991年,当时一汽集团和大众
汽车集团决定成立一汽大众。
1997年,大众汽车向长春市提供了先
进的发动机生产线。
1998年,一汽大众开始生产捷达轿车,这是中国市场上第一款
采用自动变速箱的轿车。
2003年,高尔夫轿车在一汽大众投产,这
款车采用了TSI涡轮增压缸内直喷技术。
2006年和2007年,一汽-大众相继投产了出自PQ35和PQ46平
台的速腾和迈腾。
2008年,经过一汽-大众三年的自主研发,新款
宝来终于和大家见面,这款车搭载的是大众TS2+DSP动力总成系统。
2017年,一汽-大众成为双品牌运营公司,捷达作为一汽-大众
的子品牌正式独立运营。
一汽大众速腾的生产线
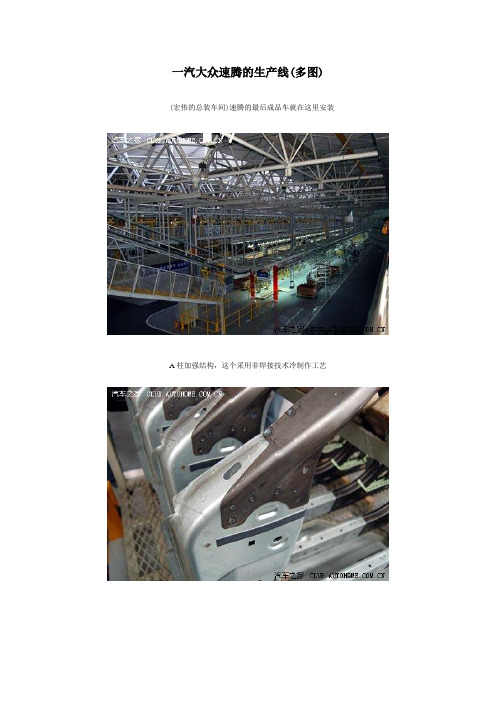
一汽大众速腾的生产线(多图) (宏伟的总装车间)速腾的最后成品车就在这里安装A柱加强结构,这个采用非焊接技术冷制作工艺B柱颜色深的就是第二层加强肋,新的钢材淬火工艺让它的颜色接近黑色,可以为B柱提供更高强度。
车顶和车侧板激光焊接细节等待焊接其他层的车门板AUDIT质量控制体系采用了大众世界先进的不等厚钢板焊接技术车顶的新型工艺,几乎没有接缝,而大多数车还要依靠胶条密封车门采用双层结构,可以很容易地修复破损的外壳车门的焊接设备及工序车门的外侧蒙皮成车中的热成型钢板此为车身下部底盘部分可见钢板连接部分相当精细防撞杆直接连接至车架上,能使撞击力直接传至车架复杂而精密的激光焊接设备焊接全程在封闭环境下进行,外部进行全方位监控黑色部分为车身B柱加强部分,能大幅度提高侧面碰撞安全性后保险杠内部结构激光焊接激光焊接而成的钢板热成型钢板车门模块底盘已经被安装上,内饰也已经安装完毕滑橇+流动货框车激光焊接而成的钢板洁净的喷涂车间,洁净度达到了食品厂级别没装上发动机罩的速腾发动机速腾的车身侧围速腾的底盘速腾的后悬挂,采用多连杆结构速腾后悬挂侧面速腾左前悬挂,采用麦弗逊式先进的激光焊接整车车身结构主要就由车身上部、下部及两侧面激光焊接而成总装车间,PQ35平台总装车间,专门生产速腾等PQ35平台车型这是生产线一角电磁发动机托运小车群发动机植入完毕,这是2.0款式复合结构的车门,分为三层的车门压制在一起,中间是加强Y型钢梁。
复合结构的车身侧面机器人在焊接机器人在焊接两层机器盖可以看到三层的三种钢材被点焊技术紧密压制在一起冷却车内封蜡B柱颜色深的就是第二层加强肋,新的钢材淬火工艺让它的颜色接近黑色,可以为B柱提供更高强度。
复合结构的车门,分为三层的车门压制在一起,中间是加强Y型钢梁机器人在焊接两层机器盖手指的位置就是前舱和乘坐舱的焊接位置,是用不等厚度焊接技术。
需要说明的是,当初在中国无法实现,这批速腾的车底钢板是德国焊接好过来的(照片拍摄于06年初),也就是说未来国产化率高了的话(也就是现在07年到09年生产的速腾),将享受不了这项最新的技术,因为国内没有对茬焊接不等厚度钢板技术。
2013年一汽大众新速腾全车电路图
修理手册
New Sagitar 2013年型 ➤
电路图
版本:2012年08月
售后服务 技术信息
New Sagitar
收音机,带 AUX-IN
自 2011 年 12 月起
电路图
编号 1 / 1
08.2012
New Sagitar
电路图
收音机
D J519 J527 R SC57 T8j T10 T16l T52b 370 610
电路图
车载电网控制单元
J329 J519 J681 SC15 SB19 T9f T9g T28 T73a T73b
T73b /38 31 T73b /60 31
编号 2 / 2
端子 15 供电继电器 车载电网控制单元 供电继电器 2,端子 15 保险丝架 C 上的保险丝 15 保险丝架 B 上的保险丝 19 9 芯插头连接 9 芯插头连接 28 芯插头连接 73 芯插头连接 73 芯插头连接 接地连接 2,在主导线束中
* *2
编号 1 / 2
点火起动开关 车载电网控制单元 转向柱电子装置控制单元 收音机 保险丝架 C 上的保险丝 57 8 芯插头连接 10 芯插头连接 16 芯插头连接 52 芯插头连接 接地连接 5,在主导线束中 接地点(音频),在前中控台下面 连接(86s),在仪表板导线束中
R
T8j /7
T8j /8 31
2012年08月电路图售后服务技术信息newsagitar电路图编号11收音机带auxin自2011年12月起082012v21r370b340a2125brt8j83125rtget8j7035grt8j605sw2t8j4收音机dj519j527rsc57t8jt10t16lt52b点火起动开关车载电网控制单元转向柱电子装置控制单元收音机保险丝架c上的保险丝578芯插头连接10芯插头连接16芯插头连接52芯插头连接370接地连接5在主导线束中610接地点音频在前中控台下面a21连接86s在仪表板导线束中b340连接158d在主导线束中v21正极连接30在收音机功率放大器导线束中2截面积视装备而定仅适用于带低端基本装备aw0的车辆newsagitar电路图编号121234567891011121314bk2001020812sc57610dj519j52725rtge25br035swgr2t102075gr552075gr3t52b5105sw3t16l7wsswrobrgnblgrligeorrs白色黑色红色褐色绿色蓝色灰色淡紫色黄色橘黄色粉红色23仅适用于带低端基本装备aw0的车辆仅适用于带高端基本装备aw1的车辆082012brrt2brws2rtws2blgr2rv28v29t8ao315brrt15t28a23t8ao415brws15t28a2410gnws10grwst8ao7t8ao815t28b2415t28b23rr15r22r23t8aot28at28b收音机左后低音喇叭右前高音喇叭右前低音喇叭8芯插头连接28芯插头连接28芯插头连接v28v292连接1在收音机导线束中连接2在收音机导线束中导线颜色取决于装备截面积视装备而定newsagitar电路图编号13收音机左后低音喇叭右前高音喇叭右前低音喇叭1516171819202122232425262728bk2001030812r23r22r1510rtbl310brbl11210blgr110wsgr34212wsswrobrgnblgrligeorrs白色黑色红色褐色绿色蓝色灰色淡紫色黄色橘黄色粉红色082012brbl2rv30v3110grws1015gnwsbrgn215t2824t2823t8ao515brgnt8ao615brbl15rtvi2t8ao115brvi2t8ao2t28c24t28c23rr17r20r21t8
一汽大众欲变脸 谋定降低成本等三步走战略

传,新奥迪 A 4的上市在 20 05年年底 。从新宝马 3
系公布的售价来看 ,入门 3 万 的价格 已经和奥迪 6 A 4同等配置的车型有很大的竞争优势 。 以新奥迪 所 A 早产也有事 出有因了。从新奥迪 A . S 车 4 4 O FI 2T 型将近 4 万的售价来看 , O 奥迪 A 4的竞争优势还是 没有宝马新 3系大 ,虽 然新 款 A 有低于 3 万 的 4 O 1 T车型 , . 8 但是大众的 1 T发动机技术 已经有些过 . 8 时, 真正能和宝马 3系竞争的还是新款奥迪 的 2 T . o
维普资讯
5 8
市场论 坛
轻 型汽 车技 术
20 ( 总 18 0 6 2) 9
春节前 , 一汽大众为即将下线的速腾展开了一 场别开生面的公关活动一一参观速腾 的生产线 和雪 地试驾。 这让一直以 “ 谍照” 面孔示人的速腾有机会 展示其真实的外表 、强壮 的骨骼以及其为人称道的 操控性能06
幕。
中国的重新定位 , 可以作为大众求 “ 的第二步 ; 变”
一
汽大众作为大众在中国的偏重心 , 怎么样去切实
履行大众的 “ 奥林匹克” 压缩成本计划将是一汽大 众在 2 0 年的主要任务 。产品的转型 , 07 成本的降低
可以说一汽大众面临转型所必须要走的三步路 。
众所周知 , 一汽大众的销量从 20 04年开始出现 增长颓势 , 2 0 年更是出现有史 以来 的第一次销 而 05 量上的负增长和经营上的亏损,这都让一汽大众 面
第一步 , 奥迪品牌在 中国的重新定位
奥迪品牌在世界范 围内都难 以和奔驰 、 宝马相 提并论 。但在 中国是个例外 , 在中国奥迪 已经成为 了豪华车的代名词 ,在中国的豪华 车市场 占有绝对 的优势 ,这与奥迪
2015一汽大众速腾全车电路图:1.6升汽油发动机CDPA

J*2907
5
2
3
0.5
4.0
br
sw
电路图
编号 95 / 5
车载电网控制单元, 起动机继电器 1, 起动机继电器 2 J519 - 车载电网控制单元
J764 - 电子转向柱锁止装置控制单元
J906 - 起动机继电器 1
J907 - 起动机继电器 2
J935 - 转换器盒
T10i - 10 芯插头连接
ws = 白色 sw = 黑色 ro = 红色 rt = 红色
br = 褐色 gn = 绿色 bl = 蓝色
gr = 灰色 li = 淡紫色 vi = 淡紫色 ge = 黄色
or = 橘黄色 rs = 粉红色
BK2-095030315
w
页码,4/16(W)
New Sagitar
10
10a
0.35 ws/rt
BK2-095040315
w
页码,5/16(W)
New Sagitar
4
4.0 rt
J935
T10i /1
0.35
4.0
rt/sw
rt
1
5
J906
*
2
3
A41
4.0 rt
0.5
4.0
br
sw
J935
T10i /1
0.5 rt/sw
J764
B239
T16v /13
0.35 rt/sw
6
0.35 rt/sw
0.5
4.0
rt
rt
br
sw
3a
3b 0.5 rt
24a
47b 1.0 rt/ge
T9f
速腾1.4L TSI 内部线路图——一汽大众内部培训资料

1.4 L - Motronic/88 kW,发动机型号代码 CAXA 自 2008 年 7 月起提示:相关信息:♦继电器位置分配和保险丝位置分配♦多芯插头连接♦控制单元和继电器♦接地连接⇒ 安装位置一览!相关信息:♦故障查询程序⇒ 引导型故障查询ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色蓄电池、起动机、三相交流发电机、保险丝A蓄电池B起动机C三相交流发电机C1电压调节器J519车载电源控制单元SA1保险丝架 A 上的保险丝 1SA5保险丝架 A 上的保险丝 5SC12保险丝架 C 上的保险丝 12SC27保险丝架 C 上的保险丝 27T2 2 芯插头连接T2c 2 芯插头连接,在起动机附近(针对未配备空调的汽车)T3ba 3 芯插头连接T4t 4 芯插头连接,在起动机附近(针对配备空调的汽车)U11内部插座,230 V、110 V1接地带、蓄电池 - 车身12接地点,在发动机舱内左侧507螺栓连接(30),在蓄电池保险丝架上652变速箱和发动机接地的接地点A17连接(61),在仪表板线束中B169正极连接 1(30),在车内线束中91011121314ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色冷却液辅助泵继电器、车载电源控制单元、接线端 15 供电继电器 2、接线端 50 供电继电器G65高压传感器J496冷却液辅助泵继电器J519车载电源控制单元J681接线端 15 供电继电器 2J682接线端 50 供电继电器SB20保险丝架 B 上的保险丝 20SC2保险丝架 C 上的保险丝 2SC4保险丝架 C 上的保险丝 4T3c 3 芯插头连接T9b9 芯插头连接T14a14 芯插头连接,在蓄电池附近T4040 芯插头连接V50冷却液循环泵A2正极连接(15) ,在仪表板线束中A20正极连接(15a),在仪表板线束中A41正极连接(50) ,在仪表板线束中A199正极连接 4(15a),在仪表板线束中-••-仅针对配备可变保养周期显示器的汽车1516171819202122232425262728373839404142dws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色燃油存量表传感器、预供给燃油泵、车载电源控制单元、燃油泵控制单元G 燃油存量表传感器G6预供给燃油泵J519车载电源控制单元J538燃油泵控制单元,在燃油存量表传感器附近SB6保险丝架 B 上的保险丝 6SB15保险丝架 B 上的保险丝 15SB24保险丝架 B 上的保险丝 24SB28保险丝架 B 上的保险丝 28T3j 3 芯插头连接T5b 5 芯插头连接T10v 10 芯插头连接T4040 芯插头连接U512 V 插座78接地点,右侧 B 柱下部383接地连接 18,在主线束中E30接线(87a),在发动机线束中eD784344454647484950515253545556ddD182ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色Motronic 供电继电器J271Motronic 供电继电器,在电控箱上,在发动机舱内左侧 (100)J519车载电源控制单元SB10保险丝架 B 上的保险丝 10SB13保险丝架 B 上的保险丝 13SB14保险丝架 B 上的保险丝 14SB22保险丝架 B 上的保险丝 22SB23保险丝架 B 上的保险丝 23T14a14 芯插头连接,在蓄电池附近T4040 芯插头连接D78正极连接 1 (30a),在发动机舱线束中D182连接 3(87a),在发动机舱线束中*仅针对配备手动变速箱的汽车D182eD78656667686970dws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色发动机控制单元J519车载电源控制单元J527转向柱电子装置控制单元J623发动机控制单元,在排水槽内中部T20d 20 芯插头连接T9494 芯插头连接131接地连接 2,在发动机舱线束中607接地点,在排水槽内左侧B508连接(DF),在车内线束中D78正极连接 1 (30a),在发动机舱线束中D182连接 3(87a),在发动机舱线束中798081828384ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色发动机控制单元、带功率输出级的点火线圈、火花塞J519车载电源控制单元J623发动机控制单元,在排水槽内中部N70带功率输出级的点火线圈 1N127带功率输出级的点火线圈 2N291带功率输出级的点火线圈 3N292带功率输出级的点火线圈 4P火花塞插头Q火花塞T14a14 芯插头连接,在蓄电池附近T6060 芯插头连接15接地点,在气缸盖上85接地连接 1,在发动机舱线束中281接地连接 1,在发动机敷设电缆线束中642EC 风扇接地点D20连接 (87a),在右前线束中8586878889909192939495969798ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色燃油压力传感器、节气门控制单元、发动机控制单元G186电子油门操纵机构的节气门驱动装置G187电子油门操纵机构的节气门驱动装置角度传感器 1G188电子油门操纵机构的节气门驱动装置角度传感器 2G247燃油压力传感器J338节气门控制单元J519车载电源控制单元J623发动机控制单元,在排水槽内中部T6x 6 芯插头连接T6060 芯插头连接220接地连接(传感器接地),在发动机线束中D101连接 1,在发动机舱线束中22022099100101102103104105106107108109110111112G 42G71G 40ws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色霍尔传感器、进气温度传感器、进气歧管压力传感器、发动机控制单元G40霍尔传感器G42进气温度传感器G71进气歧管压力传感器J519车载电源控制单元J623发动机控制单元,在排水槽内中部T3q 3 芯插头,在发动机前部T6060 芯插头连接D101连接 1,在发动机舱线束中114115116117118119120121122123124125126113ws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色发动机转速传感器、增压压力传感器、冷却液温度传感器、进气温度传感器 2、发动机控制单元G28发动机转速传感器G31增压压力传感器G62冷却液温度传感器G299进气温度传感器 2J519车载电源控制单元J623发动机控制单元,在排水槽内中部T6060 芯插头连接220接地连接(传感器接地),在发动机线束中D107连接 5,在发动机舱线束中N30N31N32N33ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色爆震传感器 1、发动机控制单元、喷油嘴G61爆震传感器 1J519车载电源控制单元J623发动机控制单元,在排水槽内中部N30气缸 1 喷油嘴N31气缸 2 喷油嘴N32气缸 3 喷油嘴N33气缸 4 喷油嘴T6060 芯插头连接D103连接 3,在发动机舱线束中ws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色发动机控制单元、增压压力限制电磁阀、涡轮增压器空气循环阀、冷却液循环泵J519车载电源控制单元J623发动机控制单元,在排水槽内中部N75增压压力限制电磁阀N249涡轮增压器循环空气阀T4x 4 芯插头连接,在左下散热器风扇上T14a 14 芯插头连接,在蓄电池附近T6060 芯插头连接T9494 芯插头连接A99连接 1(87),在仪表板线束中D181连接 2(87a),在发动机舱线束中***散热器风扇接口156157158159160161162163164165166167168155ws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色散热器出口上的冷却液温度传感器、发动机控制单元、活性炭罐电磁阀 1 、凸轮轴调节阀 1 、燃油压力调节阀G83散热器出口上的冷却液温度传感器J519车载电源控制单元J623发动机控制单元,在排水槽内中部N80活性炭罐电磁阀 1N205凸轮轴调节阀 1N276燃油压力调节阀T14a 14 芯插头连接,在蓄电池附近T6060 芯插头连接T9494 芯插头连接D181连接 2(87a),在发动机舱线束中791851701711721731741751761771781791801811821691939ws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色氧传感器、油门踏板位置传感器、油门踏板位置传感器 2 、发动机控制单元、氧传感器加热装置G39氧传感器G79油门踏板位置传感器G185油门踏板位置传感器 2J519车载电源控制单元J623发动机控制单元,在排水槽内中部T6h 6 芯插头连接T4am 4 芯插头连接,在发动机舱内前部T9494 芯插头连接Z19氧传感器加热装置184185186187188189190191192193194195196 183ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色制动灯开关、制动踏板开关、尾气催化净化器后氧传感器、车载电源控制单元、发动机控制单元、尾气催化净化器后氧传感器 1 的加热装置F制动灯开关F47制动踏板开关G130尾气催化净化器后氧传感器J519车载电源控制单元J623发动机控制单元,在排水槽内中部T4y 4 芯插头连接T4ao 4 芯插头连接,在发动机舱内前部T9494 芯插头连接Z29尾气催化净化器后氧传感器 1 的加热装置402接地连接(车内照明),在车内线束中B131连接(54),在车内线束中B383 B390J743ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色T9494 芯插头连接367接地连接 2,在主线束中602接地点,在左前脚部空间内605接地点,在转向柱上部B383连接 1(驱动 CAN 总线 High),在主线束中B390连接 1(驱动 CAN 总线 Low),在主线束中**仅针对配备手动变速箱的汽车-••-仅针对配备双离合器变速箱 0AM (DSG) 的汽车ws=白色sw=黑色ro=红色br=褐色gn=绿色bl=蓝色gr=灰色li=淡紫色ge=黄色多功能显示器、组合仪表控制单元、车载电源控制单元、数据总线诊断接口J119多功能显示器J285组合仪表控制单元J519车载电源控制单元J527转向柱电子装置控制单元J533数据总线诊断接口,在左侧脚部空间内,中控台附近K132电子油门操纵机构故障指示灯T1616 芯插头连接,仪表板左下方的诊断接口T2020 芯插头连接T20d20 芯插头连接T3636 芯插头连接376接地连接 11,在主线束中381接地连接 16,在主线束中655接地点,在左大灯上B383连接 1(驱动 CAN 总线 High),在主线束中B390连接 1(驱动 CAN 总线 Low),在主线束中B397连接 1(舒适 CAN 总线 High),在主线束中B406连接 1(舒适 CAN 总线 Low),在主线束中-••-仅针对配备可变保养周期显示器的汽车ws =白色sw =黑色ro =红色br =褐色gn =绿色bl =蓝色gr =灰色li =淡紫色ge =黄色机油压力开关、燃油存量表、增压压力显示器、冷却液不足显示传感器、机油油位/机油温度传感器、组合仪表控制单元F1机油压力开关G1燃油存量表G30增压压力显示器G32冷却液不足显示传感器G266机油油位和机油温度传感器H3蜂鸣器和报警音J285组合仪表控制单元J519车载电源控制单元K3机油压力指示灯K31定速巡航装置指示灯K38机油油位指示灯K83废气警示灯K105燃油存量指示灯T6z 6 芯插头连接,在左大灯附近T14a 14 芯插头连接,在蓄电池附近T3636 芯插头连接410接地连接 1(传感器接地),在主线束中-••-仅针对配备可变保养周期显示器的汽车。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一汽大众速腾的生产线(多图) (宏伟的总装车间)速腾的最后成品车就在这里安装
A柱加强结构,这个采用非焊接技术冷制作工艺
B柱颜色深的就是第二层加强肋,新的钢材淬火工艺让它的颜色接近黑色,可以为B柱提供更高强度。
车顶和车侧板激光焊接细节
等待焊接其他层的车门板
AUDIT质量控制体系
采用了大众世界先进的不等厚钢板焊接技术
车顶的新型工艺,几乎没有接缝,而大多数车还要依靠胶条密封
车门采用双层结构,可以很容易地修复破损的外壳
车门的焊接设备及工序
车门的外侧蒙皮
成车中的热成型钢板
此为车身下部
底盘部分可见钢板连接部分相当精细
防撞杆直接连接至车架上,能使撞击力直接传至车架
复杂而精密的激光焊接设备
焊接全程在封闭环境下进行,外部进行全方位监控
黑色部分为车身B柱加强部分,能大幅度提高侧面碰撞安全性
后保险杠内部结构
激光焊接
激光焊接而成的钢板
热成型钢板
车门模块
底盘已经被安装上,内饰也已经安装完毕
滑橇+流动货框车
激光焊接而成的钢板
洁净的喷涂车间,洁净度达到了食品厂级别
没装上发动机罩的速腾发动机
速腾的车身侧围
速腾的底盘
速腾的后悬挂,采用多连杆结构
速腾后悬挂侧面
速腾左前悬挂,采用麦弗逊式
先进的激光焊接
整车车身结构主要就由车身上部、下部及两侧面激光焊接而成
总装车间,PQ35平台
总装车间,专门生产速腾等PQ35平台车型
这是生产线一角
电磁发动机托运小车群
发动机植入完毕,这是2.0款式
复合结构的车门,分为三层的车门压制在一起,中间是加强Y型钢梁。
复合结构的车身侧面
机器人在焊接
机器人在焊接两层机器盖
可以看到三层的三种钢材被点焊技术紧密压制在一起
冷却车内封蜡
B柱颜色深的就是第二层加强肋,新的钢材淬火工艺让它的颜色接近黑色,可以为B柱提供更高强度。
复合结构的车门,分为三层的车门压制在一起,中间是加强Y型钢梁
机器人在焊接两层机器盖
手指的位置就是前舱和乘坐舱的焊接位置,是用不等厚度焊接技术。
需要说明的是,当初在中国无法实现,这批速腾的车底钢板是德国焊接好过来的(照片拍摄于06年初),也就是说未来国产化率高了的话(也就是现在07年到09年生产的速腾),将享受不了这项最新的技术,因为国内没有对茬焊接不等厚度钢板技术。
而前舱和乘坐舱的焊接又非常重要,关系到车体在极端条件下是否会断裂,所以你现在如果看到速腾断裂就不要大惊小怪的了,但肯定不是06年那第一批德国焊接好的速腾,当然,现在的速腾价格也便宜很多。
速腾车体比较特殊,为了达到更高强度,车身左右是整体焊接的,并且采用了三层材料复合焊接,
箱子装的全是CKD零件
内饰风格和它兄弟:途安、开迪很像
轮胎
内饰零件绝对可以称为业界最高制作水平
强化钢材的球笼结构使得C柱可以承受极大的冲击力
全德国原厂的CKD零件
全是德国原厂的CKD零件
行驶至最后调试车间
这是质检人员刮下来的多余腊膏
左右车侧板和底盘顶板焊接在一起,并且焊缝比本体钢材强度要高!
奥迪特评审-灯光隧道.jpg
奥迪特评审一直以来都是大众公司的质量控制的特色之一,在焊装车间出口、油漆车间出口和总装车间出口及整车验收出口都设有这种评审。
它是衡量各个车间车身制造质量的重要环节,其评分的高低是各个车间质量控制的重要指标。
在焊装车间,质量保证部每天在每个车型的生产线上都会随机抽取一台整车接受检测和评审。
其原则就是以消费者的眼光对轿车的质量进行评审,使白车身在未被油漆之前,表面质量和匹配尺寸都达到最好的状态。
每天将评审结果向各个工作环节的员工公布。
在焊装车间出口、油漆车间出口和总装车间出口及整车验收出口都设有这种
评审。
淋雨检验间
前束调整、转榖设备
速腾的解剖车图
到此个人保存的速腾生产线的图片就发完了,这些图片有早期拍摄的,也有近期拍摄的.发这个帖子的目地就是让更多的TX们都了解自己的爱车到底是什么样的品质,决没有在为厂商做宣传的目的.。