铜电解抛光药水配方
铜抛光剂配方配比
铜抛光剂配方配比铜抛光剂是一种常见的金属表面处理剂,用于去除铜制品表面的氧化层和污渍,使其恢复光亮。
铜抛光剂的配方配比对于剂效的稳定性、抛光效果、使用寿命等方面有着重要的影响。
本文将详细介绍铜抛光剂的配方配比及其影响因素。
一、铜抛光剂的配方配比铜抛光剂的主要成分包括硝酸、硫酸、氢氧化钠、硫酸铜等,配方配比的比例取决于所需的抛光效果和使用寿命。
一般来说,铜抛光剂的配方配比分为以下几种:1.硝酸、硫酸、氢氧化钠的体积比为1:2:2,硫酸铜的质量比为0.8%。
2.硝酸、硫酸、氢氧化钠的体积比为1:2:2,硫酸铜的质量比为1%。
3.硝酸、硫酸、氢氧化钠的体积比为1:2:2,硫酸铜的质量比为1.5%。
以上三种配方配比的硝酸、硫酸、氢氧化钠的体积比均为1:2:2,差别在于硫酸铜的质量比例不同。
一般来说,硫酸铜的质量比例越高,铜抛光剂的抛光效果越好,但使用寿命会相应缩短。
二、铜抛光剂的影响因素1.硝酸的浓度硝酸的浓度对铜抛光剂的抛光效果和使用寿命有着重要的影响。
一般来说,硝酸的浓度越高,抛光效果越好,但使用寿命会相应缩短。
因此,在制备铜抛光剂时,应根据所需的抛光效果和使用寿命选择合适的硝酸浓度。
2.硫酸的浓度硫酸的浓度对铜抛光剂的稳定性和使用寿命有着重要的影响。
一般来说,硫酸的浓度越高,铜抛光剂的稳定性越好,但使用寿命会相应缩短。
因此,在制备铜抛光剂时,应根据所需的使用寿命选择合适的硫酸浓度。
3.氢氧化钠的浓度氢氧化钠的浓度对铜抛光剂的抛光效果和使用寿命有着重要的影响。
一般来说,氢氧化钠的浓度越高,抛光效果越好,但使用寿命会相应缩短。
因此,在制备铜抛光剂时,应根据所需的抛光效果和使用寿命选择合适的氢氧化钠浓度。
4.硫酸铜的质量比硫酸铜的质量比对铜抛光剂的抛光效果和使用寿命有着重要的影响。
一般来说,硫酸铜的质量比越高,铜抛光剂的抛光效果越好,但使用寿命会相应缩短。
因此,在制备铜抛光剂时,应根据所需的抛光效果和使用寿命选择合适的硫酸铜质量比。
电镀光亮剂配方
电镀光亮剂配方
电镀光亮剂是一种用于表面处理的化学制剂,可以使金属表面变得光滑、光亮、耐腐蚀。
下面介绍一种常见的电镀光亮剂配方。
原料:
1. 硝酸铜
2. 硝酸铵
3. 硫酸
4. 氨水
5. 乙二胺四乙酸(EDTA)
6. 聚乙二醇(PEG)
7. 氯化铵
步骤:
1. 将硝酸铜、硫酸和氨水按照比例混合,搅拌均匀,制成溶液。
2. 在另一个容器中,将硝酸铵和氨水按照比例混合,搅拌均匀。
3. 将第二步中的混合溶液倒入第一步中的溶液中,搅拌均匀。
4. 加入适量的EDTA和PEG,并继续搅拌。
5. 最后加入氯化铵,并搅拌至完全溶解。
注意事项:
1. 操作时要注意安全,佩戴防护手套和眼镜。
2. 每个原料的添加量应严格按照配方比例进行。
3. 搅拌时要均匀,以充分混合各种原料。
以上是一种常见的电镀光亮剂配方,不同厂家和生产需求可能会有所不同。
在使用时,应根据具体情况选择合适的配方,并按照操作规程进行操作。
电解抛光液配方
电解抛光液配方电解抛光液配方,是指由多种化学物质混合而成的特殊液体,用于对金属表面进行抛光处理。
在实际生产中,根据不同的金属材料和处理要求,可以采用不同的电解抛光液配方。
本文将介绍几种常用的电解抛光液配方,包括成分、配比以及使用方法等方面的内容。
一、钢铁材料电解抛光液配方钢铁材料通常需要使用含硝酸和氢氟酸的电解抛光液进行处理。
具体配方如下:硝酸:50%;氢氟酸:5%;硫酸:5%;水:40%。
将以上材料按照比例混合均匀,然后加入适量的电解质,即可制成电解抛光液。
使用时,将待处理的钢铁材料浸泡在电解抛光液中,通过电解反应将表面氧化物去除,达到抛光效果。
铝合金材料需要使用含硝酸和草酸的电解抛光液进行处理。
具体配方如下:硝酸:20%;草酸:5%;水:75%。
将以上材料按照比例混合均匀,然后加入适量的电解质,即可制成电解抛光液。
使用时,将待处理的铝合金材料浸泡在电解抛光液中,通过电解反应将表面氧化物去除,达到抛光效果。
三、铜材料电解抛光液配方铜材料需要使用含硝酸和氢氧化钠的电解抛光液进行处理。
具体配方如下:硝酸:15%;氢氧化钠:10%;水:75%。
将以上材料按照比例混合均匀,然后加入适量的电解质,即可制成电解抛光液。
使用时,将待处理的铜材料浸泡在电解抛光液中,通过电解反应将表面氧化物去除,达到抛光效果。
四、不锈钢电解抛光液配方不锈钢材料需要使用含硫酸和氢氟酸的电解抛光液进行处理。
具体配方如下:硫酸:50%;氢氟酸:10%;水:40%。
将以上材料按照比例混合均匀,然后加入适量的电解质,即可制成电解抛光液。
使用时,将待处理的不锈钢材料浸泡在电解抛光液中,通过电解反应将表面氧化物去除,达到抛光效果。
总结:以上是几种常见的电解抛光液配方,每种材料都需要采用不同的配方和处理方法,以达到最佳的抛光效果。
在使用电解抛光液时,应注意安全和环保问题,避免对人体和环境造成危害。
同时,根据实际情况选择合适的电解抛光液配方,可以提高生产效率和产品质量。
双喷电解液配方
5V
-70℃
条件 9~12V 70℃ 15∼20V,<30℃ 12~20V,−30℃左右 -40~-50℃
25,-30℃
20℃ 5~9V, -30℃ 2.9V,20℃
热 热 25~30V,<30℃
20V,<15℃ 25V
12V,0℃
2min
30∼50V,-55℃, 不锈钢阴极 -30℃
铂阳极
22V,0℃
25℃
0℃ 11~20V <-25℃ 不锈钢阴极 -20℃ 20V,-60℃
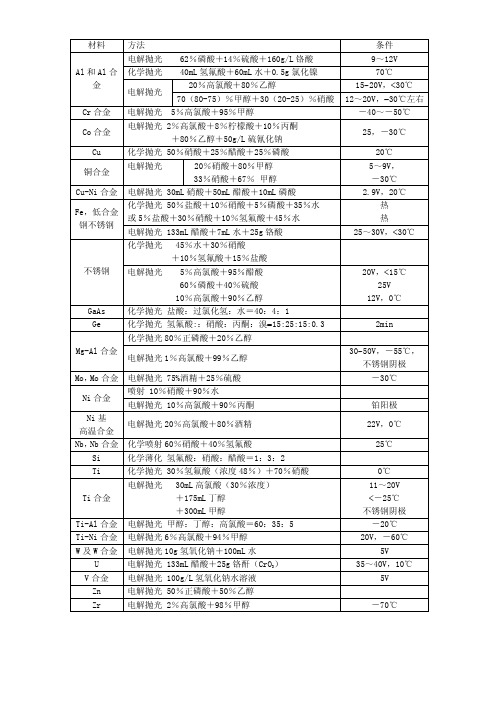
化学抛光 50%硝酸+25%醋酸+25%磷酸
电解抛光
20%硝酸+80%甲醇
33%硝酸+67% 甲醇
电解抛光 30mL 硝酸+50mL 醋酸+10mL 磷酸
化学抛光 50%盐酸+10%硝酸+5%磷酸+35%水
或 5%盐酸+30%硝酸+10%氢氟酸+45%水
电解抛光 133mL 醋酸+7mL 水+25g 铬酸
r 合金 Co 合金
Cu 铜合金 Cu-Ni 合金 Fe,低合金 钢不锈钢
不锈钢
GaAs Ge
Mg-Al 合金
Mo,Mo 合金 Ni 合金 Ni 基 高温合金
Nb,Nb 合金 Si Ti
Ti 合金
Ti-Al 合金 Ti-Ni 合金 W 及 W 合金
U V 合金
Zn Zr
方法
化学抛光 45%水+30%硝酸
+10%氢氟酸+15%盐酸
电解抛光 5%高氯酸+95%醋酸
60%磷酸+40%硫酸
10%高氯酸+90%乙醇
化学抛光 盐酸:过氯化氢:水=40:4:1
化学抛光 氢氟酸::硝酸:丙酮:溴=15:25:15:0.3
铜及铜合金化学及电化学抛光

铜及铜合金化学及电化学抛光:化学抛光(1)普通型化学抛光溶液配方及工艺规范见表1。
(2)清洁型化学抛光溶液①工艺流程。
上夹具一超声波脱脂一热水洗一三级逆流漂洗一除膜一化学抛光一流动水洗一无铬钝化一流动水洗一封闭干燥一成品下架。
②清洁型化学抛光溶液配方及工艺规范硫酸(H2S04)450mL/L表1铜及铜合金化学抛光工艺规范配方工艺规范12345硫酸(H2S04,密度1.84g/mL)/(mL/L)250~280400~500硝酸(HN03,密度1.50g/mL,质量分数)/%40~50 mL/L106~829.5~6.440~60g/L磷酸(H3P04,密度1.70g/mL,质量分数)/%5440~5070.5~95.6冰醋酸(CH3CO OH)/%3035~45铬酐(Cr03)/(g/L)180~200盐酸(HCl,密度1.19g/mL)/(mL/L)3尿素/(g/L)40~60明胶/(g/L)1~2聚乙二醇/(g/L)1~2温度/℃20~4055~6540~6025~45<40时间/min0.2~33~53~101~215~30s用途适用于比较精密度高的制品适用于钢及黄铜制品适用于铜和黄铜制品,降低温度至20℃,可抛光白铜制品适用于铜铁组合制品适用于黄铜制品添加剂70mL/LO P乳化剂1.0mL/L温度40℃时间l5s③抛光液各成分对抛光质量的影响a·硫酸。
主要作用是溶解剥离铜及其合金表面的氧化膜,与抛光添加剂A配合使用,可起到光亮整平作用。
硫酸浓度高时,抛光速度快,表面光亮度好。
但浓度过高时,抛光效果会变差。
硫酸浓度低时,抛光速度慢,光亮度差。
b·抛光添加剂。
抛光添加剂分为A、B两组分。
A为添加剂,B为调整剂。
添加剂A是抛光液的主要组成部分,能起到促进反应速度和提高光亮度的作用。
添加剂A含量高时,抛光速度快,光亮度好,但含量再高时,无明显作用。
含量低时,抛光速度慢,抛光表面达不到镜面光泽。
电解抛光参考资料

1~2v
1~15分
铜或不锈钢阴极
铜、铜一锌合金
水焦磷酸
100ml580g
1~2v
10分
铜阴极
铜和铜基合金
蒸馏水:500ml,磷酸(85%)250ml乙醇(95%)250ml
18V
1~5分
青铜(Sn≤9%)
水磷酸(85%)
450ml 390ml
1.5~12V
1~5分
0.1A/ cm2
0.1~0.2A/cm2
不锈钢
水:330ml,硫酸磷酸(85%):
120ml 550ml
1.5~12v
1分
0.05A/ cm2
不锈钢和合金钢
水:240ml,磷酸:(85%):650ml铬酸80%硫酸130ml
1.5~12V
5~60分
0.5A/cm2 100~130。F
钝铁、碳钢、合金钢、不锈钢、钛、铬
电解抛光参考资料:
试验材料
电解液配比
电压
时间
备注
不锈钢1Cr—18Ni9Ti
酒精(95%)高氯酸(65%)
940ml 60ml
30~40V
15~60秒
不锈钢、合金钢、高速钢等
酒精(95%)700ml;高氯酸(30%)200ml;甘油(丙三醇)100ml
15~5铸铁、铝、铝合金等
青铜
水:330ml
硫酸
90ml
(Sn≤6%)
磷酸(85%)
580ml
铝和铝一硅(<2%合金
蒸馏水:140ml,酒精(95%)800ml高氯酸(60%)60ml
30~40v
15~60秒
铝一合金
甲醇(纯)甘油(丙三醇)
四川铜化学抛光工艺的配方
四川铜化学抛光工艺的配方
四川铜化学抛光工艺的配方因各个厂家的不同而有所差异,下面是一种常见的配方:
1. 铜化学抛光液的主要成分包括硝酸铜(Cu(NO3)2)、硫酸(H2SO4)、盐酸(HCl)和去离子水(DI水)。
2. 配方如下(单位为升):
- 硝酸铜:100 mL
- 硫酸:100 mL
- 盐酸:50 mL
- 去离子水:750 mL
3. 操作步骤:
- 将硝酸铜、硫酸和盐酸依次加入容器中,搅拌均匀。
- 慢慢加入去离子水,同时继续搅拌均匀。
- 将配制好的铜化学抛光液存放在密封容器中。
- 在使用前,应将抛光液进行过滤,以去除悬浮固体颗粒。
请注意,化学抛光工艺配方的使用应根据实际情况进行调整,如需要改变抛光液的强度或其他参数,应进行试验并根据结果进行优化。
同时,使用化学抛光液时
要注意安全操作,佩戴适当的防护设备,避免对人体和环境造成损害。
铜及铜合金的电解抛光和化学抛光

铜及铜合金的电解抛光和化学抛光一、电解抛光铜及其合金的电解抛光,广泛采用磷酸电解液。
其工艺规范列于表2-2-4。
新配制的溶液,应进行通电处理。
配方1通电量为5A·h/L,此时溶液中的含铜量为3~5 g/L;配方2通电量约为10A·h/L。
表2-2-4 铜及其合金电解抛光工艺规范在使用过程中,溶液的密度和各组分含量将发生变化,应经常测定密度并及时调整。
配方2溶液中三价铬的含量(以Cr2O3计算)超过30g/L时,可以在阳极电流密度为10A/dm2和温度为40~50℃下,用大面积阳极通电处理,将三价铬氧化为六价铬。
不工作时,应将溶液盖严,以防溶液吸收空气中的水分而被稀释。
阴极表面的铜粉应经常除去。
二、化学抛光铜和单相铜合金,可以在磷酸-硝酸-醋酸或硫酸-硝酸-铬酸型溶液中进行化学抛光。
其工艺规范列于表2-2-5。
表2-2-5 铜及其合金化学抛光工艺规范红色时,可按配制量的1/3补充硝酸。
为防止过量的水带入槽内,零件应干燥后,再行抛光。
电解抛光与化学抛光电解抛光,是金属零件在特定条件下的阳极侵蚀。
这一过程能改善金属表面的微观几何形状,降低金属表面的显微粗糙程度,从而达到使零件表面光亮的目的。
电解抛光常用于钢、不锈钢、铝、铜等零件或铜、镍等镀层的装饰性精加工,某些工具的表面精加工,或用于制取高度反光的表面以及用来制造金相试片等。
在不少场合下,电解抛光可以用来代替繁重的机械抛光,尤其是形状比较复杂,用机械方法难以加工的零件。
但是,电解抛光不能去除或掩饰深划痕、深麻点等表面缺陷,也不能除去金属中的非金属夹杂物。
多相合金中,当有一相不易阳极溶解时,将会影响电解抛光的质量。
化学抛光,是金属零件在特定条件下的化学浸蚀。
在这一浸蚀过程中,金属表面被溶液浸蚀和整平,从而获得了比较光亮的表面。
化学抛光可以用于仪器、铝质反光镜的表面精饰,以及其它零件或镀层的装饰性加工。
同电解抛光比较,化学抛光的优点是:不需外加电源,可以处理形状更为复杂的零件,生产效率高等,但是化学抛光的表面质量,一般略低于电解抛光,溶液的调整和再生也比较困难,往往抛光过程中会析出氧化氮等有害气体。
铜件化学抛光配方
铜件化学抛光配方
1、三酸抛光液配方
三酸抛光液主要成分是硝酸、硫酸、盐酸。
三酸抛光液配方:硝酸20-30%、硫酸50%、盐酸0.3-0.8%、光亮剂1-5%、余量水。
这款三酸抛光液配方光亮度好,酸洗效率高,成本低,但对人体有伤害。
2、双氧水抛光液配方
双氧水抛光液主要成分是双氧水、硫酸、光亮剂。
这款双氧水抛光液配方抛光亮度极佳,可接近镜面光泽,环保无污染,但是成本比较高,而且双氧水易分解,抛光时间比较长。
3、新型环保铜抛光液配方
新型环保抛光液配方过硫酸盐60~140g,92.5wt%~98.0wt%的浓硫酸200~350ml,85.0wt%的浓磷酸0~60ml,柠檬酸1~10g,七合水的硫酸亚铁2~10g,氯化钠0~3g,尿素0~6g,十二烷基硫酸钠0.2~1.0g,余量为水。
这款新型环保化学抛光液配方效果更加稳定和长久,操作时基本无烟,对人无伤害,而且铜材抛光后色泽饱满、表面平整,甚至可以达到镜面的效果。
铜及铜合金电化学抛光

OP l ) 活化在 l% ~l% ( 量分 数 , 同) H2O —0 。 0 5 质 下 的 S4 中预 浸 ,操 作 时 问越 短越 好 , 以防发 生过 腐 蚀现 象 。
电解 抛光 以不 锈钢 作 阴极 , 试件 作 阳极 , 铜 时问 5 n 。 mi 2 4 正 交试验 . 抛光 液组 成 为 :9 %基础 液 + 5 0 %水 +5 %添 加剂
3 1 正交 试验 结果 分析 . 根 据 因素水 平表 ,选择 L ( 正 交表 进行 试验 ,结 93) 果如表 2所 示 。以光 亮度 、整 平度 、有 无划 痕 、是 否 发彩 、有无 麻 点为评 分标 准 ,每个 指标 满 分 为 l 0分 。
表 2 正交试验结果
Tabl Re ulsoforho nal es e2 s t t go t t
磷酸一 酸系 、磷 酸一 硫 铬酐 、硫 酸一 铬酐 或磷 酸— 酸一 硫 铬 酐 ,再 配 以各种 添加 剂组 合 而成【。因铬酐 有 毒 ,污 染 2 ] 环境 ,故选 择磷 酸一 酸 系为研 究对 象 ,以新型 添加 剂 硫 取 代 铬酐 L。本 文 在 酸性 条 件 下对 紫 铜 进行 了 电化 学 3 ]
2 实验
2 1 试 验材 料 . 将 紫铜 加 工成 5 Ⅱ 0n n×2 i ×3mm 的块 状 ,并 5T 1m 且 一端 打 上直径 为 3 mm 的小孔 。加工 时防 止试件 过 热 ,因 为过 热将 改 变 试件 的 晶体 结构 ,抛 光 时可 能产 生纹 路和 划 痕 。如 果 试件 的表 面 粗糙 度很 大 ,先进 行
磷 酸 是 多元 中强酸 ,是铜 及 铜 合 金 电解 抛光 液 中 的主 要成 分 , 它 能在 制 品表 面和 阳极 区 形成 黏稠 膜 , 有 利于 提高 电解 抛 光效 果I。试验 表 明 , 酸质 量分 数 5 1 磷 对 制 品表 面 整平 和 光 洁度 有 极 大 的影 响 ,磷 酸质 量 分
铜化学抛光剂配方分析

铜化学抛光剂配方分析一.背景化学抛光液广泛应用于金属表面处理,科标技术专业从事化学抛光液配方分析、配方检测、配方还原、成分分析,科标技术为金属表面处理企业提供整套配方改进技术方案;化学抛光与机械抛光、电化学抛光相比,它不需要通电和挂具。
因此,可以抛光形状复杂的制品 ,并且生产效率高。
化学抛光得到光亮表面 ,提高了铜及铜合金的装饰效果和表面性能。
目前国内大多使用铬酐型和硝酸(盐)型的化学抛光液,危害人体健康 ,并污染环境。
因此,近年来国内外对铜及铜合金的抛光进行大量的研究,开发了各种污染小、抛光效果好的环保型抛光液。
通过对各种化学抛光工艺如三酸型、H2O2-H2SO4型、H2O2-HNO3型、H2O2-HAc型、以及K2CrO7-H2SO4型等抛光效果及环境影响的比较 ,找到了抛光效果好、污染小的化学抛光液 ,即以 H2O2-H2SO4型为基础配方 ,研究了化学抛光的添加剂,使抛光效果达到或接近镜面光亮的水平。
二.化学抛光液的开发2.1工艺流程化学除油-----热水洗-----冷水洗------化学抛光-----冷水洗-----5% H2SO4脱膜----冷水洗-----转入下道工序2.2抛光液基础配方通过对各种不同类型化学抛光液效果比较 ,并反复试验 ,获得了铜及铜合金光亮抛光新工艺 ,其工艺配方如下:H2O2 (30 %) ,ml/L 450纯水 490添加剂A 60T ,°C 45~50t ,s 30~100本工艺中无硝酸或硝酸盐 ,在酸洗过程中不产生 NOx黄烟 ,有利于操作和环保 ,对铜件腐蚀特别小 ,适用于各种铜基零件。
由于成份简单 ,控制方便 ,添加剂由 A、B两个组份组成 ,A为开缸剂 ,B为补充剂。
平时添加补充时 ,应按 B剂∶H2O2 = 1∶6(体积比)混合后 ,再加到槽液中 ,原则上应不亮即加 ,少加、勤加。
对于磷青铜件 ,可在抛光液中再加 10 %(体积比)的氟化氢铵。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
OY-6銅和銅合金化學銅和銅合金化學拋拋光劑
該工藝采用雜環化合物等合成的銅及銅合金光亮酸洗添加劑,因為它具有獨特的酸洗
拋光作用,比目前市場上的同類產品性能好。
同時,它可減少氮氧化物廢氣和廢水,是
一種環保產品。
應用此添加劑酸洗新工藝與老“三酸”酸洗工藝對比有如下優點:
1、酸洗溶液不用硝酸,操作容易,溶液穩定。
酸洗光亮性好(一般可達鏡面亮度),不
會造成過腐蝕,尤其適用于薄壁零件的光亮酸洗。
2、酸洗中氮氧化物廢氣和廢水減少,保護環境效果十分顯著。
3、生產操作較為安全。
4、成本只用硝酸酸洗的一半左右,經濟效益十分顯著。
5、適用于手工和機械操作。
詳細介紹
一、配方和操作條件:
硫酸(工業級): 480毫升/升
鹽酸(工業級): 4毫升/升
OY-6添加劑: 160毫升/升
OY-6光亮劑: 15-30毫升/升(銅質差取高值)
水余量約: 280-310毫升/升
溫度:5-50℃
時間:3秒-2分鐘
二、配制方法:
1、取計算量的160ml 添加劑放入耐酸槽中;
2、按350毫升/升計算水量加入添加劑槽中并攪拌使之完全溶解;
3、緩慢加入計算量的硫酸,不斷攪拌冷卻到50℃以下;
4、加入計算量的鹽酸,攪拌均勻;
5、加入計算量的光亮劑,攪拌均勻待冷卻到室溫后即可進行拋光。
三、可能產生的故障及解決方法:
1、不光亮:
①溶液濃度過低,應添加OY-6添加劑80ml/升、硫酸50毫升/升,OY-6光亮劑10毫升/
升或酌情調整。
②添加劑含量低,應及時補加添加劑。
③氯根含量太少,應添加鹽酸或氯化鈉適量。
④OY-6光亮劑太少,應適量添加。
2、發霧:
①溫度過高,應冷卻酸洗液或酸洗后零件立刻在流動水中多翻動幾次清洗。
②氯根含量過多,應稀釋調整酸液,酸洗零件在流動水中多漂洗一些時間去除霧
膜。
3、棕色斑跡,溫度太高,應冷卻后再酸洗。
4、白斑跡,酸液比例失調,硫酸含量太高,應稀釋調整酸洗液。
四、注意事項:
1、在酸洗時,要適當抖動零件(或籃子等),以避免產品之間相互迭合,造成酸洗不勻
現象。
2、酸洗后應用水盡快清洗干凈,如遇光亮度,光潔度不理想時,可重復酸洗。
五、槽液維護:
槽液與銅和銅合金伴隨著工件帶出,濃度會逐漸減少,而銅和鋅離子將會逐漸增多;
這樣會使拋光速度變慢。
為了正常工作,必須除去溶液中過多的銅鹽,并適當補充原料。
方法是將溶液冷卻
后,除掉底部結晶出的硫酸銅,然后加入硫酸50-100毫升/升,OY-6添加劑80ml/升,O
Y-6拋光劑10-20毫升/升。
但鹽酸不必再補充。
六、工藝流程:
工件如有油污或氧化膜先清除水洗→OY-6拋光3秒~2分鐘→水浸洗1分鐘→流動水洗
1分鐘→流動水洗(兩道逆流漂洗)→甩干烘干水分→電鍍→如不電鍍或用其它涂層→浸O
Y-6銅防變色劑或其它抗氧化劑
第 1 頁,共 1 頁
OY-6銅和銅合金化學拋光劑 2009/1/23/gb/info/105948.htm。