汽车模具常用标准件-PPT
汽车常用标准件基础知识ppt课件
我公司设计及装配选用标准件的顺序是企业标准、汽车行业标准、国家标准 和国外先进标准。 ➢标准件的种类:
螺柱、螺栓、螺钉、螺母;(螺纹紧固件) 垫圈、挡圈、铆钉;销、键;螺塞、管接件;夹箍、管夹、卡扣; 润滑嘴、堵塞、叉等。
4
二、汽车标准件编号规则(举例)
3
一、前言
➢正确使用标准件的意义: 螺纹紧固件结构简单,品种繁多,它的使用数占汽车零件的30%-40%,它是
汽车的主要连接件。总装线上装配汽车的过程,几乎都是在装配螺纹紧固件。 螺纹紧固件如果在设计、制造、选用、连接结构设计、装配时出现问题,可
能造成车毁人亡的恶性事故。 合理、巧妙地使用标准件,可以简化汽车结构设计,提高装配效率,降低汽
Q 1 5 1 B 20 100 T F3
abcde f g hi
➢ a、汽车标准代号:“汽车”汉语拼音简称; ➢ b、大类代号: 1-螺栓,2-螺钉,3-螺母,4-垫圈、铆钉,5-销,6-卡箍、管夹、卡扣、螺塞; 7-润滑嘴、密封垫圈,8-卡套管接头、快插接头,9-封铅、钢球、通气塞; ➢ c、大类内序号组号Ⅰ: 1、螺栓系列:Q12xxx--双头螺栓,Q14xxx--组合螺栓,Q15xxx--六角头螺栓, Q17xxx--六角头带孔、带槽螺栓,Q18xxx--六角头法兰面螺栓 2、螺钉系列:Q21xxx--盘头、圆柱头螺钉,Q25xxx--沉头螺钉(含内六角螺栓)5
1
目录
一、前言 二、汽车标准件编号规则 三、螺纹紧固件机械性能等级 四、常用标准件识别及简介 五、扳手、套头规格识别 六、气动工具使用紧固对照 七、螺栓内部的应力分析
2Leabharlann 一、前言➢标准件的定义: 由各级标准规范的、按标准件标准管理的零件或小的总成。 ➢标准件标准的类别: 标准件有国际标准、国家标准、行业标准和企业标准。 ➢汽车标准件的产生: 1、汽车标准件是对汽车结构中重复的、大量应用的各种紧固件、连接件、管路 附件、密封件、润滑件等的规范化而产生的; 2、汽车标准件是对汽车结构中未来将重复的、大量应用的各种紧固件、连接件、 管路附件、密封件、润滑件等制定的标准。 汽车零件标准化的目的: 汽车零件标准化可使零件的形式、尺寸规格和技术要求经济、合理、通用,从而 降低零件制造、运输、储存、装配、管理等成本。
第4章-汽车行业常见标准件及通用件

8)传动比i 传动比i为主动齿轮的转速n1(r/min) 与从动齿轮的转速n2(r/min)之比,或从动齿轮的 齿数与主动齿轮的齿数之比。
即 i= n1/n2 = z2/z1
9)中心距a 两圆柱齿轮轴线之间的最短距离称 为中心距,即: a=(d1+d2)/2=m(z1+z2)/2
标准直齿圆柱齿轮的计算公式
d
3 楔键联接 普通 钩头
1:100
工作面
1:100
普通楔键:上、下面为工作表面,有1: 100斜度(侧面有 间隙),工作时打紧,靠上下面摩擦传递扭矩,并 可传递小部分单向轴向力 特 点 :简单, 且可实现轮毂在轴上单向 轴向固定; 但楔紧产生偏心, 对中性差,不 适于高速及对中要求高的场合
4 切向键
梯 形 螺 纹 锯齿形 螺纹
Tr
B
大径、小径和中径 大径—与外螺纹牙顶或内螺纹牙底相重合的假想圆柱直径; 小径—与外螺纹牙底或内螺纹牙顶相重合的假想圆柱直径;
导程 S与螺距 P
S:同一条螺旋线上相邻两牙在中径线上对应两点间的轴向距离 P:相邻两牙在中径线上对应两点间的距离
线数:形成螺旋线的条数 单线螺纹: 导程=螺距 双线螺纹: 导程=2×螺距
错误
正确
三 螺纹的标注
•1.常见标准螺纹的螺纹代号
CAXA
特征代号 公称×螺距(导程)旋向-中顶径公差带代号-旋合长度
其中:
螺距 粗牙不注,细牙必须 标注 导程 单线不注,多线必须 标注
旋向 右旋不注,左旋必须标注
中顶径公差带代号 中径在前,顶径在后;
中径顶径相同时只注一个
旋合长度
有S(短旋合)、N(中等旋合)、L(长旋合)三种,N可以省略。 也可以直接写长度值
汽车模具基本知识讲义ppt页
汽车模具基泰知识讲义讲义主要内容•第一章汽车模具的基础知识•第二章汽车模具的制造知识•第三章汽车模具钳调基础知识第一章汽车模具的基础知识•第一节模具的定义和分类•第二节冷冲模的成形特点•第三节冷冲模的结构组成第一节模具的定义和分类、模具的定义模具,是以特定的结构形式通过一定方式使材料成型的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求的工业产品零部件的一彳申生产工具。
大到飞机、汽车,小到茶杯、钉子,几乎所有的工业产品都必须依靠模具成型。
用模具生产匍件所具备的咼精度、咼一豉性、咼企严率是任何其它加工方法所不能比拟的。
模具在很大程度上决定着产品的质量、效益和新产品开发能力,所以模具又有“工业之母”的荣誉称号。
1、模具的分类—拉延模成形模-翻边模 冷冲模— L 整形模 -修冲模—冲孔模 -修边模 •拉延模:保证制成合格覆盖件的最主要的装备,其作用是 将平板状毛料经拉延工序使之成为主体空间工件,分正装 和倒装两种形式。
•修边模:用于将拉延件的工艺补充部分冷冲模注塑模热压模发泡模热锻模橡胶模和压料凸缘多余部分切除,为翻边和整形准备条件,在小批量生产时,可以用手工或其它简单设备代替,修边模往往兼冲孔。
•冲孔模:在毛坯或板料上,沿封闭的轮廓分离出废料得到带孔制件的冲模。
•翻边模:是将半成品工件的一部分材料相对另一部分材料产生翻转的制件。
•整形模:将半成品调整尺寸轮廓以提高尺寸精度和表面光洁度的冲模。
第二节冷冲模的成形特点、冷冲模的定义在常温下,把金属或非金属板料放入模具内,通过压力机和安装在压力机上的模具对板料施加压力,使板料发生分离或变形制成所需的零件。
这类零件称为冷冲模。
各类冷冲模的成形特点•蠶鬻牛将平板毛坯在压力机上拉延'得到曲线形空心件・修边模:将平的、空心的或立体实心零件多余外边切掉・冲孔模:将零件内的材料以封闭轮廓分开,使零件得到孔・翻边模:用拉深的办法使原冲孔的孔边形成凸缘・整形模:将原先压弯或拉深的零件通过模具压成所需形状第三节冷冲模的结构组成根据每个零部件的作用、要求,冷冲模主要由工艺性零件与结构性零件两大类组成。
汽车冲压模具2010MiSUMi常用标准件
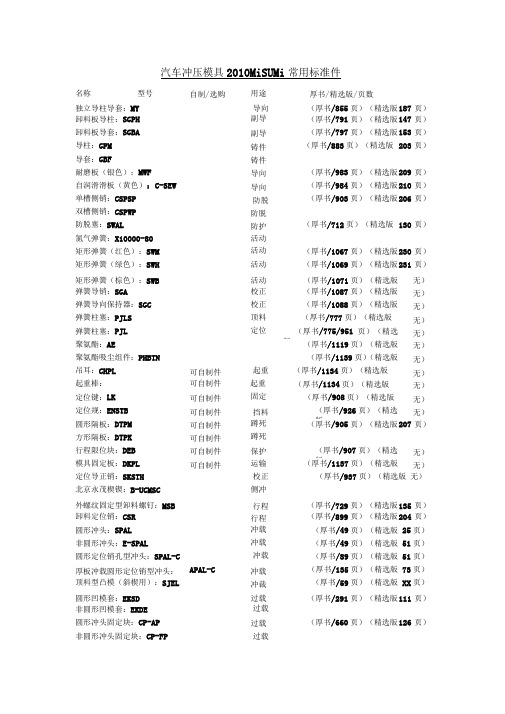
汽车冲压模具2010MiSUMi常用标准件名称型号自制/选购用途厚书/精选版/页数独立导柱导套:MY导向(厚书/855页)(精选版187 页)卸料板导柱:SGPH副导(厚书/791页)(精选版147 页)卸料板导套:SGBA副导(厚书/797页)(精选版153 页)导柱:GPM铸件(厚书/883页)(精选版203 页)导套:GBF铸件耐磨板(银色):MWF导向(厚书/983页)(精选版209 页)自润滑滑板(黄色):C-SEW导向(厚书/984页)(精选版210 页)单槽侧销:CSPSP防脱(厚书/903页)(精选版206 页)双槽侧销:CSPWP防脱防脱塞:SWAL防护(厚书/712页)(精选版130 页)氮气弹簧:X10000-80活动矩形弹簧(红色):SWM活动(厚书/1067页)(精选版230 页)矩形弹簧(绿色):SWH活动(厚书/1069页)(精选版231 页)矩形弹簧(棕色):SWB活动(厚书/1071页)(精选版无)弹簧导销:SGA校正(厚书/1087页)(精选版无)弹簧导向保持器:SGC校正(厚书/1088页)(精选版无)弹簧柱塞:PJLS顶料(厚书/777页)(精选版无)弹簧柱塞:PJL定位(厚书/775/951页)(精选版无)聚氨酯:AE(厚书/1119页)(精选版无)聚氨酯吸尘组件:PHBTN(厚书/1139页)(精选版无)吊耳:CHPL可自制件起重(厚书/1134页)(精选版无)起重棒:可自制件起重(厚书/1134页)(精选版无)定位键:LK可自制件固定(厚书/908页)(精选版无)定位规:ENSTB可自制件挡料(厚书/926页)(精选版无)圆形隔板:DTPM可自制件蹲死(厚书/905页)(精选版207 页)方形隔板:DTPK可自制件蹲死行程限位块:DEB可自制件保护(厚书/907页)(精选版无)模具固定板:DKPL可自制件运输(厚书/1137页)(精选版无)定位导正销:SKSTH校正(厚书/937页)(精选版无)北京永茂楔锲:B-UCMSC侧冲外螺纹固定型卸料螺钉:MSB行程(厚书/729页)(精选版135 页)卸料定位销:CSR行程(厚书/899页)(精选版204 页)圆形冲头:SPAL冲载(厚书/49页)(精选版25页)非圆形冲头:E-SPAL冲载(厚书/49页)(精选版51页)圆形定位销孔型冲头:SPAL-C冲载(厚书/89页)(精选版51页)厚板冲载圆形定位销型冲头:APAL-C冲载(厚书/135页)(精选版73页)顶料型凸模(斜楔用):SJEL冲裁(厚书/59页)(精选版XX页)圆形凹模套:EKSD过载(厚书/291页)(精选版111 页)非圆形凹模套:EKDE过载圆形冲头固定块:CP-AP过载(厚书/660页)(精选版126 页)非圆形冲头固定块:CP-FP过载翻边用斜楔:北京永茂B-SKC 100-00-80。
模具标准件-PPT精品文档
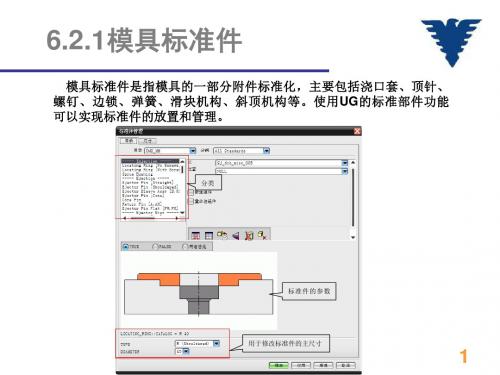
6.2.1模具标准件
模具标准件是指模具的一部分附件标准化,主要包括浇口套、顶针、 螺钉、边锁、弹簧、滑块机构、斜顶机构等。使用 UG 的标准部件功能 可以实现标准件的放置和管理。
分类
标准件的参数 图
用于修改标准件的主尺寸
1
6.2.1模具标准件
(1)目录:在目录下拉菜单下面,包括了生产标准件的厂商,有DME、 FUTABA、HASCO、MISUMI等厂商。在调入标准件的时候首先选取相 应的标准件生产厂商。 (2)尺寸:单击此按钮后,对话框界面切换为如图所示。在尺寸对话框中 可以修改标准件的具体尺寸,也可以使用【几何表达式链接】和【部件 表达式链接】。
3
6.2.1模具标准件
(6)操作菜单:主要是实现对标准件的重定位、翻转和删除等操作,见图 所示的菜单。
汽车冲模标准件基础

地板类
§1-3 外板——车身意匠面(A级曲面)
特点——在人
的感官下无缺 陷
曲面要求—— 保凸性与光 顺性
装饰性 特征线
强化制件
表面
车身外观棱线
§2 覆盖件的分组——总成
白车身 发动机舱总成 行李舱总成 侧围总成(2个) 地板总成 前悬挂总成 前围总成 后背门总成 车门总成(4个) … …
§1 冲压元件
盘起冲压元件特点
凸模:采用真空炉热处理,因使用合理的回火工艺,使SKD11相当材料
在韧性、耐磨性及高温下硬度方面性能均优于SKD11和SKD12。采用锻造
成形的凸模因保持了组织纤维的连续性,使肩部抗剪强度得到了显著提高。
导正销:此类产品光洁度好、耐磨性高、定位精度高。
凹模:产品精度高、性能好、寿命长,并可根据具体使用环境选用不同
3)
翻边
一端压料,材料不流动。凸凹模为圆角,
且间隙大于0.8料厚,为翻边
上模
压料 下模
4)
整形
一端压料,材料不流动。间隙大于0.8料
厚,下面有模模
5)
压形
无压料,上下有模具,为压型
上模
下模
6)
合边
推块先运动将制件边推倒450,然后回原
内、外覆盖件分解
§1-1 外覆盖件(内、外板)
前门外板(左、右)
前门内板(左、右)
后门外板(左、右)
后门内板(左、右)
机盖外板
机盖内板
行李箱外板
行李箱内板
翼子板(左、右两件)
整体侧围(左、右)
顶盖
§1-2 内部骨架类(焊接白车身)
轮罩内板
小型支架类
小型加强板
汽车模具常用标准件
刀口入子常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH 等,类型主要有如下图形式。
T冲式
压块式
8
3Dpress模具工作室
9
3Dpress模具工作室
六:氮气弹簧
氮气弹簧常用品牌主要有:KALLER,DADCO,QUIRI,Misumi,PUNCH等。
10
3Dpress模具工作室
八:误检
误检常用品牌主要有:MISUMI,TURK,BANNER,OMRON等,按误检位置可 分为:侧刃误检,尾部误检;按感应方式可分为:光电式,接触式。
11
3Dpress模具工作室
九:吊模块
吊模块常用品牌主要有:MISUMI,PUNCH,FIBRO,SP指定型号等。
内导柱长度的选取: L=L1+1.5*内导柱直径 (注:L1为上模或下模走位)
3
3Dpress模具工作室
外导柱长度的选取: L=H1+H2+1.5*导柱直径 (注:H1为上模走位,H2为下 模走位)
保持架S值的选取: S=L/2+10~15安全值 然后根据S值安下表取保持架 的长度L1.
4
3Dpress模具工作室
5
3Dpress模具工作室
三:球锁座
球锁座常用品牌主要有: Dayton,MOELLER,Misumi,FIBRO等。
6
3Dpress模具工作室
四:冲头
冲头常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH等, 类型主要有如下图形式。球锁式ຫໍສະໝຸດ 锥度式T冲式7
3Dpress模具工作室
FIBRO
SP
MISUMI
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3Dpress模具工作室
三:球锁座
球锁座常用品牌主要有: Dayton,MOELLER,Misumi,FIBRO等。
6
3Dpress模具工作室
四:冲头
冲头常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH等, 类型主要有如下图形式。
球锁式
锥度式
T冲式
7
3பைடு நூலகம்press模具工作室
FIBRO
SP
MISUMI
12
3Dpress模具工作室
十:脱料装置
脱料装置一般主要为:顶针和柱塞两种!
顶针
柱塞
13
3Dpress模具工作室
14
3Dpress模具工作室
冲压模具标准
——3Dpress模具工作室
1
3Dpress模具工作室
五金模具标准件分类:
一:外导柱导套
外导柱常用的一般又分为:带保持架和光身两种,品牌主要有: DANLY,MISUMI,LAMINA,PUNCH等。
带保持架
光身
2
3Dpress模具工作室
二:内导柱导套
内导柱常用的一般只有光身的一种,品牌主要有: DANLY,MISUMI,PUNCH, LAMINA,FIBRO和IEM等。
五:刀口入子
刀口入子常用品牌主要有:Dayton,MOELLER,Misumi,FIBRO,PUNCH 等,类型主要有如下图形式。
T冲式
压块式
8
3Dpress模具工作室
9
3Dpress模具工作室
六:氮气弹簧
氮气弹簧常用品牌主要有:KALLER,DADCO,QUIRI,Misumi,PUNCH等。
内导柱长度的选取: L=L1+1.5*内导柱直径 (注:L1为上模或下模走位)
3
3Dpress模具工作室
外导柱长度的选取: L=H1+H2+1.5*导柱直径 (注:H1为上模走位,H2为下 模走位)
保持架S值的选取: S=L/2+10~15安全值 然后根据S值安下表取保持架 的长度L1.
4
3Dpress模具工作室
10
3Dpress模具工作室
八:误检
误检常用品牌主要有:MISUMI,TURK,BANNER,OMRON等,按误检位置可 分为:侧刃误检,尾部误检;按感应方式可分为:光电式,接触式。
11
3Dpress模具工作室
九:吊模块
吊模块常用品牌主要有:MISUMI,PUNCH,FIBRO,SP指定型号等。