铝箔轧制油过滤专业技术
铝箔轧制过程中轧制油的控制
铝箔轧制过程中轧制油的控制【摘要】铝箔轧制过程中,轧制油起到润滑、冷却和洗涤作用,有着举足轻重的位置。
因而,轧制油的控制便尤为重要。
本文从轧制油的日常管理入手,以洁净度的控制为重点,辅以过滤技术,简而述之。
【关键词】铝箔;轧制;轧制油;控制选用合适的轧制油以及轧制油的日常管理在轧制的过程中非常重要。
故而在铝箔轧制的时候,我们就应该按照“三低”的标准来选择基础油,即低硫、低芳烃、低粘度;添加剂方面,要优先选用脂类,并且要按规定严格谨慎的控制加入量;而在生产进行中更应监测轧制油的各项指标状况,将轧制油温度维持在允定范围内;因为轧制油的洁净程度会对箔表面质量产生影响铝,所以过滤轧制油至关重要,我们要根据轧制油的氧化、变质,进行定期的更新。
1 关于轧制油的日常管理1.1日常监测铝箔轧制能否正常并且稳定的进行,轧制油的管理才是重点,所以我们要在固定的时间段,在线监测轧制油的各项指标,而监测大致的项目包括:外观和馏程,闪点和粘度,添加剂的含量和灰粉、水份。
1.2 油量的控制因为轧制油的耗速在铝箔轧制进行时非常高,所以必须要把油箱中的油位控制好,以便基础油的及时添加,避免油箱的油位不足造成油位报警,从而导致停机断带。
1.3 添加剂控制根据添加剂的品种以及添加量的不同,在轧制进行时发生的作用也不同,生产时多以复合添加剂的形式加入,而根据过往的经验一般加入量≤5%,由于需要不断补充新基础油和添加剂的消耗,所以必须以监测指标为准进行补充,并确保控制在合理范围内,以此确保产品表面质量的稳定。
1.4 轧制油温度控制轧制油的温度与黏度、油膜强度之间有着不可切割的联系,如果油的温越来越高,则油的黏度越低,温膜强度变得越小,因此铝箔轧制油温控制因道次和轧制速度不同而改变,通常控制在30℃~60℃之内。
1.5 轧制油的更换长期的高温以及空气的作用,再加上机械油的泄漏、低馏分轧制油的挥发等,轧制油在使用过程中,会引起氧化、颜色变深,酸值增加等变化。
铝带箔轧机的油雾回收及轧制油再生技术
所示 为某 铝 箔 厂 每 吨成 品铝 箔 的轧 制 油 消 耗 量 。各
1 轧 制 油 消 耗 途 径
轧 制油 主要 用来对 轧辊 进行 润滑 和冷却 。在轧
个 生产厂 家 的 产 品 品 种 、 格 、 产工 艺 及 管 理水 平 规 生 不 同 , 制油 的消 耗量会 有差 异 , 中数据 仅供参考 。 轧 表
用 的硅藻 土 、 布 ) 滤 消耗 的 轧制 油 占总 消 耗 量 的 7%
加热器 加热 到 设 定 的 解 吸 温 度 , 气后 进入 解 吸 塔 ; 脱 在 适 当的温度 和压 力 下轧 制 油 气 化 、 离 混合 油从 解 脱
吸塔顶 部排 出 ; 态 吸 收 油 从 塔 底 排 出 , 液 然后 流 经 换
中 图 分 类 号 : G 3 T 39 文献 标 识 码 : A 文 章编 号 :6 1 6 9 ( 0 8 O 0 4 一O 1 7 — 7 5 2 0 ) 3— 0 1 4
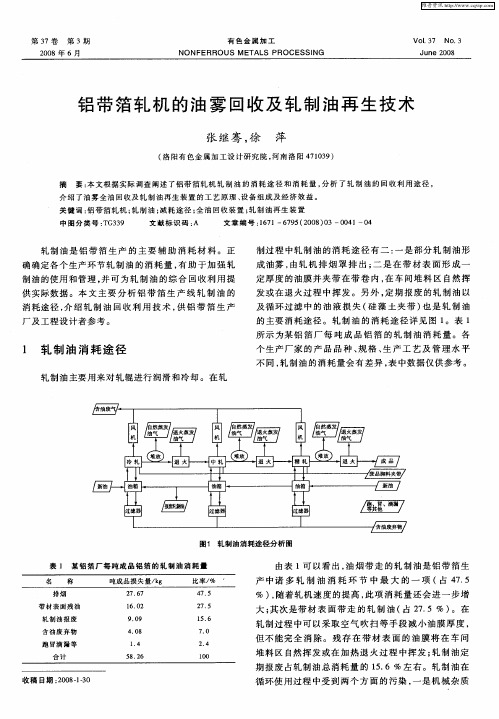
轧 制油 是 铝带 箔 生 产 的主 要 辅 助 消 耗 材 料 。正 确确定 各个 生产环节 轧制 油 的消 耗 量 , 有助 于 加 强 轧 制油 的使 用 和管理 , 可 为轧 制 油 的综 合 回收 利用 提 并 供实 际数 据 。本 文 主要 分析 铝 带 箔 生 产 线 轧 制 油 的 消耗途径 , 绍 轧制 油 回收 利 用 技 术 , 铝 带 箔 生 产 介 供 厂及工程 设计 者参考 。
图 1 轧制 油消耗途 径分 析 图 表 1 某 铝 箔 厂 每 吨成 品铝 箔 的 轧 制 油 消 耗 量
由表 1可 以看 出 , 烟带 走 的 轧制 油是 铝带 箔 生 油 产 中诸 多 轧 制 油 消 耗 环 节 中 最 大 的 一 项 ( 4 . 占 75
轧制油管理
铝板、带、箔材轧制过程中,轧制油的管理极为重要。
轧制油不仅起润滑、冷却作用,也起到洗涤作用。
轧制过程中产生的氧化物、铝屑以及空气中落入的尘土等,都会被轧制油带走。
如果轧制油得不到有效过滤,那么随着轧制的进行,油的污染将会越来越严重。
导致铝带卷表面出现划痕和油污,铝箔出现针孔。
轧制油中存在8um以上的颗粒是使轧制油发生黑化的原因[1],颗粒数量越多,黑化越严重。
轧制油的组成是在基础油中加入添加剂,以增加其油膜强度,有利于轧制的顺利进行,而且,轧制不同的产品应采用不同种类的添加剂。
目前,国内常用的轧制油过滤系统为板式过滤器,用硅藻土作为助滤剂,无纺布作介质。
1 轧制油和添加剂的组分我公司的铝板、带、箔材轧机所使用的轧制油的基础油均为低硫、低芳烃类。
对基础油的要求是在保证安全防火的条件下,闪点在90~100℃。
馏程要窄,最好范围不能超过40℃,铝材退火后不会被它粘污,粘温特性好,温度变化时对轧制油的减缩能力影响小,流动性和导热性好。
基础油一般选用低粘度的。
低粘度基础油分为两种,一种的粘度为 1.6×10-6m2/s(40℃),另一种的为2.4×10-6m2/s(40℃)。
用于轧制铝箔又有两种用法:(1)粗轧制时用粘度较高的基础油,精轧时用粘度较低的基础油。
这种用法既考虑了粗轧的绝对压下量大,需要提高轧制油的承载能力,又兼顾了精轧后要避免铝箔表面产生油斑的要求。
(2)粗、精轧时共用一种低粘度的基础油,调整添加剂的含量来满足粗、精轧不同的工艺要求。
这样做,从轧制油的管理上比较方便,也是可行的[1、2]。
表1为铝板、带轧机所使用的D100轧制油和箔材轧机使用的D80轧制油的基础油的理化性能指标。
表1 不同轧制油的基础油的性能指示检验项目D80 D100 检验方法密度(15℃)//kg-3 817.5 820.6 GB/T1884-2000馏程/℃200/255 235/265 GB/T6536-97闪点/℃>80 >102 GB/T261-83(91)运动粘度(40℃)/mm2s-1 1.55~1.75 2.1~2.45 GB/T265-88硫/mg·kg-1 <0.5 <0.5 SH/T0253-92灰分/% <0.005 <0.005 GB/T508-85(91) 外观验员无色、无味、透明无色、无味、透明目测杂质和水无无为了获得轧制的各种功能,使轧制油具有薄而强的油膜和适当的磨擦因数,向轧制油中加入添加剂,最好采用精致的高醇、高脂肪醇或它们的脂类共氧化物作为添加剂,因为它们的稳定性好,与铝材不发生反应,不含产生铝材退火时油斑,在低温下退火能脱脂。
铝箔轧制油过滤系统的操作要点及注意事项
铝箔轧制油过滤系统的操作要点及注意事项一、认识过滤器及过滤器在轧制中的作用认识:(图纸或画图)作用:过滤器是铝箔轧制油再生装置,是满足连续轧制生产对轧制油品的各项要求,并达到循环使用、延长轧制油使用期限的目的。
轧制油的作用是冷却和润滑轧辊、轧料,清洗箔面,轧制油的质量和纯度,直接影响轧制工艺参数和轧制材表面质量。
铝带箔加工过程中,轧制油将受到两方面的污染:A;是机械杂质的污染,如铝粉粒和颗粒、氧化铝和尘土颗粒;对轧制油污染速度越快,导致压力的不断上升。
B;是重油的污染,如润滑油、液压油等的机械污染。
二、VAI过滤器的主要技术数据三、过滤器的介质和基本工作原理介绍:(活性白土、硅藻土、二次过滤芯、无纺布)活性白土性质:活性白土是用粘土(主要是膨润土)为原料,是属一种硅铝酸盐化合物,分子间为层状结构,具有良好的化学活性、表面有很多不规则的孔穴,使其具有独特的吸附性能,对于溶剂的净化是一种有效且经济的原料。
它是经过无机酸化处理,再经水漂洗、干燥制成的吸附剂,外观为乳白色粉末,无臭,无味,无毒,吸附性能很强,能吸附有色物质、有机物质。
颗粒白土外观为不定型小颗粒状。
产品特点:脱色率高,带油率低,能完全脱除油脂中的黄曲霉素、磷脂、皂质和异味。
不溶于水、油和有机溶剂。
具有过滤速度快、残油率低等特点。
对色素和杂质有很强的吸附性,对轧制油中的各种色素脱色率可达95%以上,过滤后的滤饼,不对环境造成污染。
介绍:硅藻土性质:硅藻土是单细胞藻类水生植物硅藻的遗骸沉积所形成。
这种硅藻土的独特性能在于能吸收水中游离硅形成其骨骼,当其生命结束后沉积,在一定的地质条件下形成硅藻土矿床。
硅藻土属非金属矿,主要化学成份为非晶体二氧化硅(或称无定形蛋白石),显微镜下观察,硅藻土呈显形态各异的各种藻类形状,单个藻体大小从几微米到几十微米不等,内外表面分布着众多微孔,这是硅藻土区别于其它非金属的基本物理特征,工业领域使用硅藻土都万变不离其宗地离不开它的显微多孔结构这一根本特性。
铝箔轧制过程中轧制油的控制与过滤技术
铝箔轧制过程中轧制油的控制与过滤技术蒋淼摘要:简要论述了铝箔轧制生产中轧制油的控制,对轧制油进行过滤的重要性,以及如何选择过滤介质、助滤剂和过滤过程中常遇到的问题。
关键字:轧制油,铝箔,添加剂一、前言铝箔市场的竞争日益加剧,客户对铝箔的质量要求也愈加苛刻,除内在质量外,对表面及外观质量也提出更为严格的要求。
电子铝箔作为电解电容器的极片材料,因其比容与表面积成正比,因此,提高比容的有效途径是提高铝箔比表面积,这就需要特殊的铝箔侵蚀工艺。
对电子铝箔进行腐蚀是一道非常关键的工序,由于铝箔表面的状态会严重影响腐蚀均匀性,从而影响腐蚀箔的比电容。
在铝箔轧制过程中,轧制油起到润滑、冷却和洗涤作用,是不可缺少的关键要素,轧制油的粘度、添加剂含量、洁净度都会严重影响电子铝箔的表面质量,因此铝箔轧制油的控制极为重要。
二、铝箔轧制过程中轧制油的作用2.1、润滑作用在变形区入口,轧辊和箔材表面形成楔形缝隙,在轧辊的旋转、轧辊粗糙度、轧制油的黏度等因素的共同作用下,轧制油进入变形区,建立了具有一定承载能力的油楔,在轧辊和铝箔之间形成一层油膜,避免铝箔与轧辊直接接触而发生粘连,起到润滑作用,改善铝箔表面质量。
2.2、冷却作用铝箔轧制过程中产生大量的变形热和摩擦热,这些热量会使轧辊辊型发生变化,通过喷淋轧制油,将热量吸收并带走,有利于调整和控制板形。
2.3、洗涤作用铝箔轧制过程中会产生大量铝粉,轧制油能将轧辊表面的铝粉冲走,保持轧辊的清洁,改善铝箔的光洁度。
三、轧制油的选择鉴于轧制油在铝箔轧制过程中的作用及电子铝箔表面质量的要求,轧制油必须具有一定油膜强度;适当的馏程;良好的润滑性、冷却性、流动性和稳定性;低温退火时易挥发,不产生油斑,无有害物质。
因此轧制油的选择尤为重要。
铝箔轧制油的黏度不同,不但影响轧制过程中的工艺参数,还对铝箔表面质量有不同程度的影响,黏度较高时油膜较厚,轧制速度降低,铝箔表面带油量增多,退火易形成黄褐色油斑,黏度太低,油膜变薄、不均匀,轧制时易破裂造成铝箔与轧辊之间干摩擦,导致铝箔表面出现明暗相问的振纹,影响铝箔表面质量。
铝箔轧制油的使用与管理_张学平

收稿日期:2006-06-20 作者简介:张学平(1964-),男,甘肃榆中人,工程师。
铝箔轧制油的使用与管理张学平(兰州铝业公司西北铝加工分公司,甘肃陇西748111)摘要:结合生产实践,根据不同产品的特性和生产成本控制的需要,总结了铝箔轧制油的基本要求,并提出了铝箔轧制油的使用和管理措施。
关键词:铝箔;轧制油;使用;管理;轧制工艺中图分类号:TG339 文献标识码:A 文章编号:1007-7235(2006)09-0024-03Application and management of aluminium foil rolling oilZHANG Xue -ping(No rthwest Alum inium Fabrication Branch Com pany of Lanzhou aluminium Co .,Ltd .,Longxi 748111,China )A bstract :Combined with the product practice ,according to various aluminum foil property and the requirements of product cost control ,having the conclusion of the rolling oil basic requirements for various aluminum foil ,and have the view for the use of alumi -num foil rolling oil and manage method .Key words :aluminum foil ;rolling oil ;application ;management ;rollin g process 铝箔的市场竞争日益加剧,用户对铝箔的质量要求也愈加苛刻,尤其是对铝箔的表面带油处理要求更为严格,因此,各铝箔生产厂家都努力提高产品质量,降低生产成本。
1650铝箔粗中轧机的轧制油系统分析
= 16. 4 ℃
— 30 —
齐延红等: 1650 铝箔粗中轧机的轧制油系统分析 换热面积: F= 式中 2. 4. 5 291600 Q = = 40. 4m2 KΔt m 440 × 16. 4
1269. 2013. z1. 009 doi: 10. 3969 / j. issn. 1001-
Analysis of1650 Aluminum Foil Roughing Mill
Qi Yanhong Zhang Jiejun Chen Haiyan
[2 ] 设计成 1290 ~ 1720L / min, 对于铝箔轧机一般取上限 。
/ mm / mm / kg / mm
450 ( 未切边) 800 ~ 1 , 800 ~ 1 , 420 ( 切边) min. 0. 014 max. 9 , 700 ( 含套筒) max. 9 , 000 ( 不含套筒) max. 1 , 800
/ kg / mm
± 1. 0 ( 稳态时) ± 3. 0 ( 加减速时)
圆整后取 Q = 1800L / min。 2. 4. 2 泵的确定 净油泵 工艺提供参数, 喷射压力 0. 6 ~ 0. 8MPa, 可确认泵的 扬程: 60m ~ 80m。 同时根据流量: 1800L / min, 可选净油泵: Q = 108m3 / h Q—流量 污油泵 污油循环 的 流 量 取 净 油 流 量 的 1. 1 倍。 可 得 流 量 1980L / min。 根据板式过滤机的工作压力 0. 4MPa,可确认泵的扬 H = 78m P = 37kW n = 2900r / min H—扬程 P—功率 n—转速
2013 年特刊( 1 ) 产品基本参数( 二)
入口数据 3 × × ×, 8× × × 合金品种: 1 × × × , / mm 800 ~ 1 , 450 来料宽度 来料厚度 来料卷重 来料外径 / mm max. 0. 50 ( O) max. 0. 35 ( H14 ) max. 9 , 700 ( 含套筒) max. 9 , 000 ( 不含套筒) max. 1 , 800 表3 项目 套筒 / 轧辊尺寸 轧机压力 轧制力矩 机列速度 电机功率 电机转速 过载能力 张力范围 张力精度 机列方向 2 轧制油系统的原理 1650 铝箔粗中轧机的轧制油系统原理如图 2 所示。 其工作原理如下: 2. 1 轧制油的供油系统 净油泵( 1 用 1 备) 从净油箱吸油, 经过加热器、 冷却 器、 三通球阀、 压力控制回路、 过滤器, 至机上喷射梁。 供油系统的温度控制: 当轧制系统刚刚启动时, 轧制 油的油温不够高, 三通球阀关闭, 冷却器关闭, 轧制油的供 油进入加热器后, 通过三通球阀回净油箱 。 在正常运行 时, 轧制变形热及轧辊的摩擦导致轧制油温的油温升高, 这时加热器停止工作, 冷却器工作。 供油系统的压力控制: 正常运行时三通球阀处于开启 状态, 轧制油供油油压通过气动调节阀( 22 ) 调控。如供油 压力大于设定压力, 轧制油溢流回净油箱。 供油系统的流量控制: 通过自锁手动调节阀( 13 ) 调节 供油的流量。 2. 2 轧制油的回油系统 由轧机集 油 槽 收 集 的 轧 制 油 在 通 过 防 火 阀 后 回 污 油箱。 2. 3 轧制油的过滤循环系统 由于硅藻土在板式过滤机 板式过滤机新换无纺布后, 的无纺布上还未形成过滤层, 污油泵( 1 用 1 备) 从污油箱 单位 / mm / kN / kN·m / m / min / kW / r / min /% / kN /% 开卷机 565 / 505 × 1 , 700 / / max. 960 2 × 118 0 ~ 450 /1 , 600 150 ( 1min) 0. 4 ~ 17 ± 1. 0 ( 稳态时) ± 3. 0 ( 加减速时)
铝箔轧制工艺全油回收技术实施效果报告

铝箔轧制工艺全油回收技术实施效果报告摘要:轧制油是铝板箔材加工过程中主要的辅材,单位铝板箔材产品轧制油的消耗量根据产品种类、轧制速度、轧制油温度、气候条件和排烟量等因素决定,而据有关资料统计,轧制油雾散失量约占总轧制油消耗量的50%。
为此,可对高精铝板带箔材轧制生产线的油雾处理系统进行升级改造,引进全油回收技术,实现高精铝板带箔材轧制工艺全油回收。
关键词:轧制油;环境影响;生态保护措施1全油回收技术分析全油回收技术工艺过程简述:铝箔轧制工艺包括延展和退火两大部分。
铝箔轧制时,金属变形热与摩擦热使轧件和轧辊温度升高,当加工率大、轧制速率高时,这种现象更为突出。
润滑油在铝箔轧制过程中起着冷却、清洗和润滑的作用。
轧制油的消耗途径有二:一是部分轧制油形成油雾,由轧机排烟罩排出;二是在带材表面形成一定厚度的油膜并夹带在带卷内,在车间堆料区自然挥发或在退火过程中挥发。
另外,定期报废的轧制油以及循环过滤中的油液损失(硅藻土夹带)也是轧制油的主要消耗途径。
轧制油的消耗途径详见图1。
图1 铝箔轧制油的消耗途径根据经验,轧制油的各种消耗途径中,油烟带走是最大的一项,约占50%;带材表面带走的轧制油约占25%;受机械杂质(铝粉、氧化铝、尘土等)和机润滑油、液压油等的跑冒滴漏污染的轧制油定期报废消耗量占16%;含油废弃物(主要是过滤用的硅藻土、滤布)消耗占7%;轧制油的运输、保管及使用过程中的跑冒滴漏损失占2%。
可见,减少轧制油消耗的有效途径是回收油雾(或油烟)带走的轧制油和受重油污染的定期报废的轧制油(合计占轧制油消耗总量的65%左右)。
全油回收系统全油回收的原理是利用油品的互溶性和各种油品在相同条件(如温度和压力)下的饱和蒸汽压之差异,通过吸收、解吸等过程对烟气中的气、液两相油雾进行吸收、解析,从而达到轧制油回收的目的,同时也使排放的油雾浓度达到排放标准而排放。
该装置解决了过去常用的丝网过滤式油雾净化器不能吸收气态轧制油的缺陷。
1550万能铝箔轧机轧制油选用与管理
342011,Vol.39,ɴ6收稿日期:2011-02-18第一作者简介:徐静霞(1975-),女,江苏徐州人,工程师。
1550万能铝箔轧机轧制油选用与管理徐静霞,王鹏(徐州市四方铝业有限公司,江苏徐州221007)摘要:铝箔轧制油由基础油和添加剂组成,通常基础油占93%左右,是轧制油的主要成分,对铝箔轧制生产工艺及产品质量具有很重要的作用。
从基础油、添加剂的性能入手,对1550万能铝箔轧机轧制油的选用、理化性能指标控制及日常管理进行阐述。
关键词:轧制油;铝箔;添加剂中图分类号:TG339文献标识码:B文章编号:1007-7235(2011)06-0034-03Lubricant selection and management of 1550universal aluminum foil rolling millXU Jing-xia ,WANG Peng(Xuzhou Sifang Aluminum Industry Group Co.Ltd.,Xuzhou 221007,China )Abstract :The lubricant used for aluminum foil rolling mill is composed of basic oil andadditives.The basic oil takes usually 93%,it is the main content and plays an importantrole in the rolling process and for getting quality foil.The choosing principle ,physical pa-rameters and management of the basic oil and additives used for 1550aluminum foil rolling mill have been introduced.Key words :rolling oil ;aluminum foil ;additives我公司的Φ260mm /Φ660mm ˑ1550mm 铝箔粗中轧机为万能铝箔轧机,由洛阳有色金属加工设计院设计,2005年投产,其主要技术参数见表1。
铝箔轧制油助滤剂硅藻土综合利用研究

铝箔轧制油助滤剂硅藻土综合利用研究苏芳;顾明广;霍素红;冯献起【摘要】Aiming at comprehensive utilizing the waste diatomite used in the aluminum industry , various oil recovery methods were compared and the regeneration technology of the diatomite was studied .The results showed that the recovery rate of oil recovery in vacuum distillation was the highest , The recovery rate reached 33% when the vacuum degree was 0.095 and the temperature was 240 ℃.The results accorded with the characteristics of mineral oil through infrared analysis.After calcination at high temperature of 800 ℃, the diatomite was regenerated , recovery rate reached 58.68%.%为了将铝箔行业用过的含轧制油的废硅藻土综合利用,通过对多种油回收方法比较及硅藻土再生工艺研究。
结果表明,减压蒸馏方式油回收率最高,在真空度0.095,蒸馏温度240℃条件下,吸附油回收率达33%;通过红外分析,结果符合矿物油特征。
将蒸馏后的硅藻土在800℃高温下煅烧,得到再生硅藻土,回收率达到58.68%。
【期刊名称】《广州化工》【年(卷),期】2016(044)009【总页数】2页(P65-66)【关键词】废硅藻土;回收油;助滤剂;资源回收【作者】苏芳;顾明广;霍素红;冯献起【作者单位】燕京理工学院化工与材料工程学院,河北三河 065201;燕京理工学院化工与材料工程学院,河北三河 065201;燕京理工学院化工与材料工程学院,河北三河 065201;燕京理工学院化工与材料工程学院,河北三河 065201【正文语种】中文【中图分类】TQ07硅藻土在工业上作为助滤剂非常普遍[1-3]。
铝箔轧机轧制油操作程序

美铝渤海铝业有限公司1.轧制油的配制1.1将经检查合格的基础油用油罐车或油桶注入到轧机油箱或储油罐内。
1.2冶金师根据加油量及油箱内原有轧制油油位与分析报告,计算基础油和添加剂调配量。
1.3车间主任负责准备基础油和添加剂(固态加热至液态),并于第二天9:00前调配完毕。
1.4开动轧机循环系统,将油温加热到标准工艺规定温度,从净油箱⌫轧机⌫污油箱⌫过滤器⌫净油箱,循环一个小时后,生产工取样送化学室。
1.5化学室分析出添加剂含量,通知冶金师,如分析结果与理论计算结果误差超过±15%时,应再次取样分析。
2.轧制油的分析2.1基础油、添加剂与月桂酸进厂时,应取样分析,确认满足标准或协议要求后方可入库。
2.2新配制轧制油时,应在配制完成经循环后取样分析,合格后方可投入生产。
2.3轧制油需分析的项目、周期及性能指标(见表1)。
2.4分析中发现有异常时,要跟踪取样分析,同时向有关人员汇报分析结果。
3.轧制油的过滤3.1美铝渤海铝业有限公司3.2开机前的准备工作3.2.1按过滤器设备使用规程的规定检查控制盘上各开关是否在规定的位置(应特别注意粗轧机的两个过滤器的过滤泵开关,只允许一个处于“开”的位置)。
各个电磁阀的位置也应处在规定的位置。
3.2.2确认车间空气压力正常:0.55Mpa。
3.2.3确认地下空中污油箱油位处在1.1米以上。
3.3过滤器操作3.3.1注意观察各阀门在送电后的动作是否正常。
3.3.2在主涂缸内加入轧制油0.66米油位处,然后按比例加硅藻土和活性白土,搅拌均匀后方可开始预涂。
3.3.3油、硅藻土、活性白土的混合比例(见表2):3.3.4要保证预涂层的厚度。
在预涂过程中要特别注意CV-9阀的动作,如发现阻塞必须立即处理。
3.3.5 百分表的调节应以24小时均匀吸完一罐为止。
3.3.6在过滤器运转过程中应经常巡检,不得使滤槽进口(PG3表)压力超过0.41Mpa。
3.3.7当PG3表读数超过0.41Mpa,或过滤器连续报警,或过滤器连续运转24小时以上时,应必须停机清扫过滤器。
铝箔冷轧板式过滤系统溢流和负压密封的优化设计
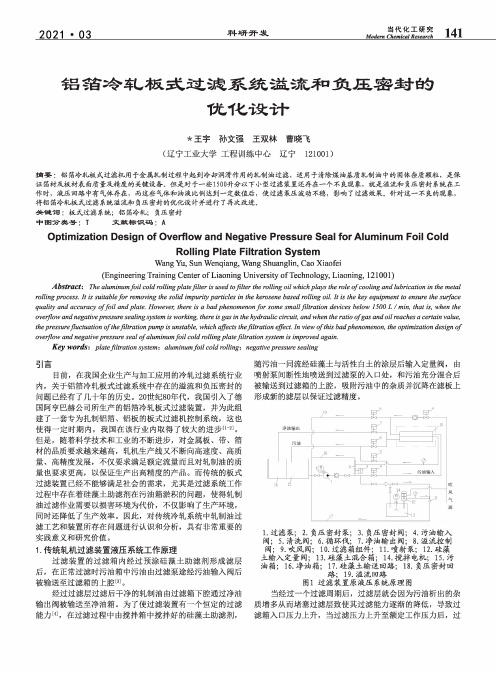
当代化工研究Modem Chemical Research141 2021・03科研开发铝箔冷车J板式过滤系统溢流和负压密封的优化设计★王宇孙文强王双林曹晓飞(辽宁工业大学工程训练中心辽宁121001)摘要:铝箔冷轧板式过滤机用于金属轧制过程中起到冷却润滑作用的轧制油过滤,适用于清除煤油基质轧制油中的固体杂质颗粒,是保证箔材及板材表面质量及精度的关键设备。
但是对于一些1500升分以下小型过滤装置还存在一个不良现象,就是溢流和负压密封系统在工作时,液压回路中有气体存在,而这些气体和油液比例达到一定数值后,使过滤泵压波动不稳,影响了过滤效果。
针对这一不良的现象,将铝箔冷轧板式过滤系统溢流和负压密封的优化设计并进行了再次改进。
关键词:板式过滤系统;铝箔冷轧;负压密封中图分类号:T文献标识码:AOptimization Design of Overflow and Negative Pressure Seal for Aluminum Foil ColdRolling Plate Filtration SystemWang Yu,Sun Wenqiang,Wang Shuanglin,Cao Xiaofei(Engineering Training Center of Liaoning University of Technology,Liaoning,121001) Abstracts The aluminum f oil cold rolling p late f ilter is used to f ilter the rolling oil which plays the role of c ooling and lubrication in the metal rolling process.It is suitable f or removing the solid impurity particles in the kerosene based rolling oil.It is the key equipment to ensure the surface quality and accuracy of f oil and plate.However,there is a bad phenomenon far some small f iltration devices below1500L/min t that is,when the overflow and negative p ressure sealing system is working,there is gas in the hydraulic circuit,and when the ratio of g as and oil reaches a certain value, the p ressure f luctuation of t he f iltration pump is unstable,which affects the f iltration effect.In view of t his bad p henomenon,the optimization design of overflow and negative p ressure seal of a luminum f oil cold rolling p late f iltration system is improved again.Key words:plate f iltration system;aluminum f oil cold rollings negative p ressure sealing引言目前,在我国企业生产与加工应用的冷轧过滤系统行业内,关于铝箔冷轧板式过滤系统中存在的溢流和负压密封的问题已经有了几十年的历史。
轧制油相关知识解析

5、基础油主要技术指标:
分析项目 运动粘度(40℃)(mm2/s) 密度(40℃)(g/m3) 闪点(闭口)(℃) 酸值(mgkoH/g) 皂化值(mgkoH/g) 碘值(mgkoH/g) 馏程(℃) 灰分(%) 芳烃含量(%) 水分(%) 硫含量(%)
性能指标 1.6~2.1 0.79~0.82
0.85~0.87 ≥80
≤0.2 ≥40 ≥160
≤0.1 ≥95 ≥20
≤0.005%
≤0.005%
8、轧制油的过滤:
在轧制过程中由于轧辊和铝带的摩擦产 生大量铝粉,使轧制油变黑,需全流过滤。 使轧制油每一个使用循环都始终保持清洁。 常用的过滤器为平板式过滤器,其原理是: 来自污油箱的污油和搅拌箱的助滤剂的混合 体经入口进入污油室,在污油室与净油室之 间的过滤纸上预涂一层助滤剂,污油经过过 滤纸和助滤剂进入净油室流回净油箱。当板 式过滤器过滤压力达到一定时,就要进行换 纸操作,开始新的过滤循环。
轧制油相关知识
1、轧制油的作用:
(1)减小轧制时的摩擦系数和轧制力; (2)带走轧制时所产生的热量; (3)控制板型; (4)防止轧辊粘铝; (5)冲洗轧辊,除掉残留在轧辊上的铝粉,改
善轧件表面光洁度。
2、轧制油的润滑机制:
轧制时,旋转的轧辊表面和轧件表面通过机械夹带 和物理吸附作用,使轧制油增压进入轧辊和轧件的楔形 缝隙间,轧制油越靠近楔顶,润滑楔内产生的压力就越 大,当其压力达到轧件的屈服强度极限时,一定厚度的 润滑层进入轧件轧制变形区,形成油膜。轧辊与轧件间 的摩擦逐渐由干摩擦转变为液体摩擦。干摩擦时轧辊与 轧件直接接触,轧辊和轧件表面磨损严重。液体摩擦时 轧辊和轧件完全被润滑油膜隔开,当变形区呈现油膜极 薄且牢固连续时,轧件可获得最佳表面光洁度。
轧制油与轧制油过滤培训讲义
第 2 页 共 2 页
7.4硅藻土。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。19 7.5活性白土。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。21 7.6无纺过滤布。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 23 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。24 7.7 轧制油透过率低的原因及排查。 7.7.1 冷轧 1450mm 轧机轧制油透光率低调查。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 25 7.7.2 冷轧 2000mm 轧机轧制油透光率排查。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 28 7.7.3 洛阳铝箔厂 2#轧机不同厂家硅藻土、活性白土对轧制油油黑现象的影响。 。 。 。 。 。 。 。 。31 8 冷轧中外来高粘度油对轧制油的影响及对冷轧带材退火黄油斑的影响。 。 。 。 。 。 。 。 。 。 。 。 。 。 。35 8.1 液压油及齿轮油退火油斑对铝板表面污染程度的实验。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 36 40 9 铝箔轧制油中添加剂含量的测定。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 10冷轧轧制油中添加剂含量的测定。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。 。40 11轧制油中机油(液压油)含量的测定 。。。。。。。。。。。。。。。。。。。。。。41
铝箔轧制工艺总结-纯干货版
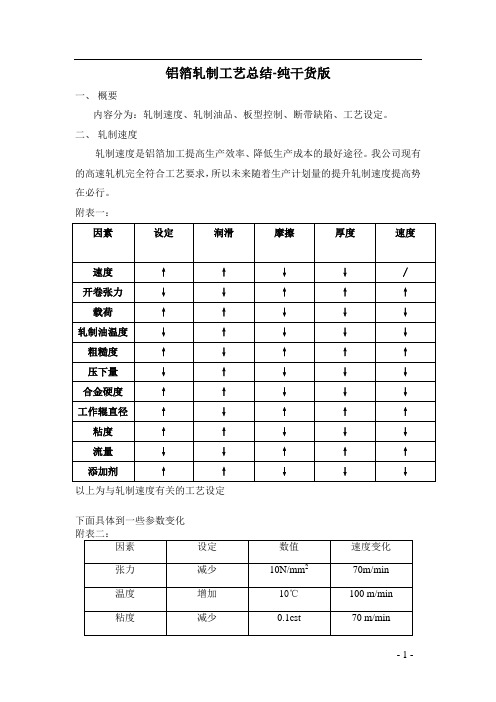
铝箔轧制工艺总结-纯干货版一、概要内容分为:轧制速度、轧制油品、板型控制、断带缺陷、工艺设定。
二、轧制速度轧制速度是铝箔加工提高生产效率、降低生产成本的最好途径。
我公司现有的高速轧机完全符合工艺要求,所以未来随着生产计划量的提升轧制速度提高势在必行。
附表一:以上为与轧制速度有关的工艺设定下面具体到一些参数变化三、轧制油品1、基础油的选择A、馏程➢较短并且较灵活的退火周期(在高温下,具有较高的稳定性能)➢在轧制过程中较宽范围的操作温度(较高轧制速度)➢减少蒸发损失➢较高的闪点(失火的风险较小)(当馏程较小时)B、低粘度➢生产力(高速)➢润滑能力(表面质量,压下量)➢满足于粗轧和精轧机➢产生较少的污迹(表面有铝末)C、油膜阻力好➢防止高压下辊缝中存在的油膜破坏(断带,表面不良诸如人形&振痕,厚度变化,辊印)D、稳定性➢油氧化和油温的稳定性越高,耐久力越好,带材粘连越少,油斑的形成越少2、添加剂的选择A、要求:➢在辊缝中的高抗剪力➢高失效温度➢添加剂馏程与原油交迭➢良好的溶解性➢毒性低、腐蚀性低B、添加剂的特征月桂酸C10 (0-2%); C12(min 98%); C14(0-2%) 月桂酸甲酯 (酯) C10- C12 Wyrol 2 抗氧化Wyrol 4 20% Fatty Acid 脂肪酸 + 80% Nafta Wyrol 6 80% Ester 酯 + 20% NaftaWyrol 8Wyrol 12 70-85% Alcohols 醇 C10-C16 + 15-25% Nafta90 % Alcohol 醇+ 10 % Ester 酯C 、添加剂的选择为适应铝箔轧制以及我们现有的机器设备,需要一个比较合理的添加剂搭配。
➢ 月桂醇建议用于粗轧机和中轧机(非接触式轧制,低抗剪切力,润滑性能较好,但抗剪切力低)(~ 65°C )低失效温度。
大馏程:Wyrol 12: 230 – 330°C ,Wyrol 8 : 230 – 295 °C 。
轧制油过滤
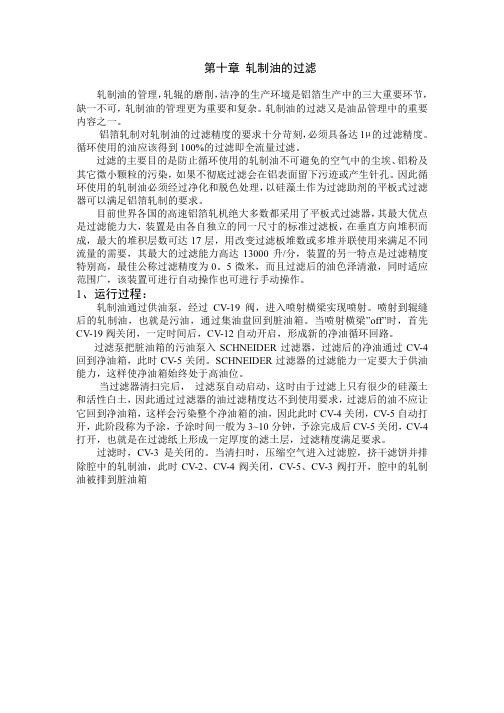
第十章轧制油的过滤轧制油的管理,轧辊的磨削,洁净的生产环境是铝箔生产中的三大重要环节,缺一不可,轧制油的管理更为重要和复杂。
轧制油的过滤又是油品管理中的重要内容之一。
铝箔轧制对轧制油的过滤精度的要求十分苛刻,必须具备达1µ的过滤精度。
循环使用的油应该得到100%的过滤即全流量过滤。
过滤的主要目的是防止循环使用的轧制油不可避免的空气中的尘埃、铝粉及其它微小颗粒的污染,如果不彻底过滤会在铝表面留下污迹或产生针孔。
因此循环使用的轧制油必须经过净化和脱色处理,以硅藻土作为过滤助剂的平板式过滤器可以满足铝箔轧制的要求。
目前世界各国的高速铝箔轧机绝大多数都采用了平板式过滤器,其最大优点是过滤能力大,装置是由各自独立的同一尺寸的标准过滤板,在垂直方向堆积而成,最大的堆积层数可达17层,用改变过滤板堆数或多堆并联使用来满足不同流量的需要,其最大的过滤能力高达13000升/分,装置的另一特点是过滤精度特别高,最佳公称过滤精度为0。
5微米,而且过滤后的油色泽清澈,同时适应范围广,该装置可进行自动操作也可进行手动操作。
1、运行过程:轧制油通过供油泵,经过CV-19阀,进入喷射横梁实现喷射。
喷射到辊缝后的轧制油,也就是污油,通过集油盘回到脏油箱。
当喷射横梁”off”时,首先CV-19阀关闭,一定时间后,CV-12自动开启,形成新的净油循环回路。
过滤泵把脏油箱的污油泵入SCHNEIDER过滤器,过滤后的净油通过CV-4回到净油箱,此时CV-5关闭。
SCHNEIDER过滤器的过滤能力一定要大于供油能力,这样使净油箱始终处于高油位。
当过滤器清扫完后,过滤泵自动启动,这时由于过滤上只有很少的硅藻土和活性白土,因此通过过滤器的油过滤精度达不到使用要求,过滤后的油不应让它回到净油箱,这样会污染整个净油箱的油,因此此时CV-4关闭,CV-5自动打开,此阶段称为予涂,予涂时间一般为3~10分钟,予涂完成后CV-5关闭,CV-4打开,也就是在过滤纸上形成一定厚度的滤土层,过滤精度满足要求。
铝箔轧制油清洁过滤的优化实践

铝箔轧制油清洁过滤的优化实践杜江【摘要】The aluminum foil rolling oil filter formula and cleaning system are optimized to solve related security risks and improve cleanliness of oil.The antistatic agent is added to the aluminum foil rolling oil filter formula,reducing the accumulation of static charge.And active clay is replaced with environmentally friendly fly filter to greatly reduce filter residue and improve cleanliness of oil.Through optimized design of cleaning systems,conductivity sensors are installed on mixing tank and oil circuit to ensure safety of rolling oil cleaning system by real-time monitoring.%针对目前铝箔轧制油清洁过程中存在的安全隐患以及清洁度低的问题,研究优化铝箔轧制油过滤配方和清洁系统.在轧制油过滤配方中加入抗静电剂,并以飞滤素取代传统的活性白土作为过滤介质,既可防止由于静电荷的累积造成火灾隐患,还能大大减少滤渣量,保护环境,提高轧制油清洁度.通过清洁系统的优化设计,在混料罐和油路上安装电导率传感器进行实时监测,保证了轧制油清洁系统的安全性.【期刊名称】《新技术新工艺》【年(卷),期】2017(000)006【总页数】3页(P29-31)【关键词】铝箔;轧制油;过滤清洁;混料罐【作者】杜江【作者单位】江苏中基复合材料股份有限公司,江苏江阴 214443【正文语种】中文【中图分类】TG333.2在铝箔的实际生产过程中,轧制油起着重要的作用,包括轧辊之间的润滑、冷却作用以及铝箔表面的去污作用等[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧制油的过滤
铝箔轧制会有铝粉和油与铝的化合物不断的产生,轧制过程轧制油会被循环使用,一些碎铝削也会进入到轧制油中。
这些铝粉或杂质不过滤掉会堵塞油嘴,产生辊印等。
铝箔轧制铝粉的产生量与道次,压下量,来料状态都有关系。
基本规律是压下量越大铝粉越多,轧辊粗糙度越高铝粉越多,来料退火温度越高,退货所在道次厚度越薄,铝粉越多,油温越高铝粉越多,轧制速度越快铝粉越多。
有人测算过生产一吨纯铝板可产生5-20mg/㎡的铝粉。
并且证明轧制油中的小颗粒会造成铝箔针孔,8µm
硅藻土是一种类似白垩的软质粉状物质,形状多样具有多孔、密度低、比表面积大、相对的不可压缩性、化学性质稳定及不溶性并具有一定的吸附性。
这种硅藻土经干燥、粉碎、煅烧、空气风选、分级加工成为最终的惰性助滤剂,其成分主要是非晶质二氧化硅,硅藻土助滤剂在过滤介质上形成结实的、稳定的带有孔隙的滤饼,滤出液体中的杂质达到固液分离、澄清的目的。
硅藻土助滤剂经过科学的、严格的加工控制,不会改变滤液的任何成分,对过滤前后滤液的味道没有任何影响。