粗纱重定量工艺的探讨
棉纺细纱大牵伸、重定量工艺机理分析

电 、 物料消 牦等 , 而提高企 业 经济效 益 。典型 高 机 从
效 、 定 量 工 艺 与 普 通 工 艺 前 纺 定 量 、 备 、 能 的 重 设 产 比 较 见 表 1 。
深入 分析 和探讨 。
由表 1可 知 , 效 工 艺 具体 含 义 应 该 是 : 细 高 ①
纱 ( 三代 ) 第 大牵 伸 , 到 5 倍 ~1 0倍 。② 前 纺全 达 O 0
前 纺重 定 量 、 细纱 大 牵 伸工 艺 的 目的是 挖 掘前
纺 机 械 、 艺 的 潜 力 , 少 前 纺 的设 备Βιβλιοθήκη 配 置 、 工 、 工 减 用 耗
纺工 艺 、 纺纱 机械 、 专件 和器 材 的创新 和发展 起着 积
极 的 促 进 作 用 , 者 在 “ 纺 高 效 工 艺 进 行 机 理 分 笔 棉 析 ” 基 础 上 , 细 纱 大 牵 伸 有 关 问 题 做 了进 一 步 的 的 对
收 稿 日期 :0 8 0 — 5 2 0 — 5 0 作 者 简 介 : 文 辉 ( 9 6 ) 男 , 江 温州 人 , 究 员 , 唐 13 一 , 浙 研 长 期 从 事 环 锭 细 纱 技 术 的理 论 和 实践 研 究 。
流 程半 制 品重定 量 , 已超 过一 般 手 册 上 所 推荐 范 围
些 问 题 。2 0 0 6年 9月 和 2 0 0 7年 5月 在 南 京 召 开 的
1 高 效 工 艺 的 含 义
纺织 机械 、 工艺 技术 进步 的标 志 , 该是实 现纺 应 织生 产高质 、 产 、 效 。 2 0 高 高 0 7年 6月 上 海 国际 纺
机展 马佐 里展 出 了全 流程 高效 重定量 工艺 纺纱 新技 术、 新设 备 。 细纱 机 型 号 为 D TM1 9 纺 纱 品 种 为 8, 细 绒棉 C . e , 制 品 定 量 的 配 置 和 主要 品质 J9 7tx 半
重定量高效工艺的纺纱实践

20 0 7年 1 0月 ・ 3 第 5卷 ・ 1 第 0期
S A G A E T ES I C H N H I X I C N E& T C N L G 上海纺织科技 I T L E EH O O Y
V. . .07 o3 N 1 2 15 o0 0
s in n rc s s as p n i g p o e si l o ̄l w d t n iae t a e  ̄ e eg t n ih e ce ts i nn r c s s p a t a . o e o i d c t h ta h a7 s tw ih d h g f in p n i g p o e s i r ci 1 a i c
项目
表 1 原定量与重定量各工序参数对 比
普通工艺( 定量) 原 定量 主要速度 单 产/
k g・ h— l
高 效 工 艺 ( 定量 ) 重 定量 主要速度 单产/
k h一 g・
清 花 3 0g m 1 / n 7 / 2rmi
25 4
4 0g m 1 / i 2 / 2rr n a
aj t gter a dpoesdt e . o pr o :tefr e a uly i e fhg fc n sinn r esaant o a d s n e t r s e d u i h le c ml A cm a sno h om d yr q a t n xo h e i t p igpo s gis n r l i ’ n i d i i f e n c m
Ke o d y w r s:s i n n p n i g; t c n l g c lpr c s e h o o l a o e s;m e r &s e; t r e J ag t
粗纱重定量工艺的探讨
粗纱重定量工艺的探讨陈玉峰(河南项城市纺织有限公司)摘要:介绍了采用重定量工艺后,对粗纱工艺的影响,对粗纱重定量后牵伸工艺的变化以及调节进行了研究,通过采取一定的工艺配合,能够使重定量工艺在粗纱工艺上推广,达到提高质量的目的。
关键词:粗纱;牵伸;隔距;重定量;工艺重定量高效工艺是在传统工艺发展的高效工艺。
其工艺核心是:前纺重定量,细纱大牵伸。
通过前纺工艺的配合,使细纱实现大牵伸。
重定量根据功能可以分为梳理重定量和牵伸重定量。
前纺重定量是为细纱大牵伸作准备,细纱大牵伸后,粗纱必然要求是重定量,它是由纺纱号数和细纱总牵伸数所决定的。
根据牵伸原理:定量的加重必定使细纱牵伸区中的纤维运动受到影响,如何使粗纱牵伸重定量适应梳理重定量带来的附加不匀负效应,为细纱通过适合质量要求的粗纱,是粗纱重定量高效工艺的核心。
1. 重定量工艺对粗纱牵伸影响的机理1.1 重定量工艺在粗纱工艺的牵伸原理1.1.1 牵伸移距偏差在牵伸区内两根伸直,平行等长的纤维,在不同截面上变速后的移距为:A1=A0·E±X(E-1)上式中 A0E 为须条经 E 倍牵伸后纤维的正常移距,±X(E-1)为牵伸过程中二根纤维头端在不同截面变速过程中引起的移距偏差,X 是两个不同截面的距离。
“+”号表示 A1 大于正常移距,发生细节;“-”号表示 A1 小于正常移距,产生粗节,由此移距偏差引起了在须条后的牵伸不不匀。
1.1.2 牵伸过程两对力的关系牵伸区中的纤维分布状态为:前纤维、后纤维和浮游纤维。
对于浮游纤维,引导力大于控制力;对于牵伸须条握持力大于牵伸力,这些均为变量。
握持力的最小值大于牵伸力的最大值才能正常牵伸。
1.1.3 牵伸后须条不匀的组成粗纱纱是纺纱工艺流程的半制品工序,后道是成品细纱。
2 2 2 2粗纱不匀的组成为 V = v0 +v R +V D在上式中 V---表示粗纱不匀;v0---随机不匀(v0=1/ N ,N 为须条断面纤维的平均根数);V D----喂入并条工艺流程的附加不匀;V R---粗纱工艺附加不匀。
重定量、大牵伸高效纺纱工艺流程中工艺、设备调整及纺织器材的应用和实践

梳、 牵伸 、 捻及 卷绕成 形等各 个生 产环节 均发生 了 加 不 同程度 的变化 , 产量也 有很 大提 高 。为此 , 对各 工
期 。面对这 一新 的情 况 , 公 司对 一 分 厂有 棉 卷 的 我 纺纱 流程实 行 了重 定 量 、 牵伸 高 效 纺纱 工 艺 的 尝 大 试 , 而减少 了劳 动 用工 , 高 了 生产 效 率 , 通过 从 提 并 对 工艺 、 备调 整及 各 主 要工 序 纺 织器 材 的 优化 配 设
轴度 , 做到 真正工 艺 上 车 ; 还要 搭 配 好齿 轮 , 少机 减 台振 动 , 减少 隔距 走 动 ; 只有 这 样 做 , 能在 实 行重 才 定 量 、 牵伸 高效纺 纱工艺 时 , 分梳 、 大 使 除杂更 充分 ,
剥 取 、 移 、 形更顺 畅 , 量才会 更稳 定 。 转 成 质
收稿 日期 : 0 9 l一 5 2 0 一O 1 作 者 简 介 : 祖 华 (9 8 )男 , 北 荆 州 人 , 程 师 , 宋 16 , 湖 工 主
和检 查 工 作 , 复 和精 校 锡 林 、 修 道夫 、 辊 、 棉 罗 刺 给
拉、 剥棉 罗拉 、 下 轧辊 , 证 其 圆柱 度 、 面 度 、 上 保 平 同
Te t纺 器 e s re x - 织 c材 is l Ac s o e
V 13 N . O.7 O 3
May 2 0 01
重定 量 、 牵伸 高效 纺 纱 工 艺流 程 中工 艺 、 大 设备 调 整 及 纺 织 器 材 的应 用 和 实 践
宋 祖 华 , 兴 桃 胡
有 的输棉 通道 , 特别是 对拐 弯处进 行“ 毯式” 查 , 地 检 清 除挂花 , 砂光 毛刺 , 证 输棉 时气 流 畅通 , 棉 均 保 给 匀 ; 对剥 棉刀 、 棒 、 还 尘 罗拉 、 棉帘 以及尘 笼进行 砂 输
重定量条件下提高成纱质量的工艺实践
P a t eo mp o i g Ya n Qu l y r ci fI r vn r ai c t
i n to f He v e g e n Co dii n o a y W i ht p r Uni t
Ch n Y f n e ue g
( n nXin c e gT xi o Ld ) He a a g h n e te C ., t. l
能 促 进 重 定 量 工 艺 的 推 广 与 应 用
关键 词 : 细 纱 ; 定量 ; 距 偏 差 ; 重 移 罗拉 隔距 ; 力 棒 ; 口 隔距 压 钳 中 图 分 类 号 :S0 .1 T 143 文 献 标 志 码 : B 文 章 编 号 : 0— 1(0 1 1— 4 . 1 1 452 1)00 6 4 0 7 0 0
Abs r c Efe t o i h e i n s i i g dr f s dic s d a l s r c s i g c n r l m e s r s Pr — ta t f c f we g t p r un to p nn n a t wa s us e s we l a p o e s n o to a u e . o
d a t o c . Dr f c n be e s r d we l t r ug d ptn e s g u e i r n o e, a g r g ug n ba k z ne, e t p r fi f r e ng a t a n u e l h o h a o i g ls a g n fo tz n l re a e i c o nw ye
i p it d u h th a y weg tpe ni p o e sng c n e r mo e a a le hr u h sa ln nd i p o ig y r s on e o tt a e v ih r u t r c s i a b p o td nd pp id t o g t bi g a m r vn a n
重定量、大牵伸生产JC 3.6 tex棉纱的工艺配置
重定量、大牵伸生产JC 3.6 tex棉纱的工艺配置晏顺枝(际华三五四二纺织有限公司,湖北襄樊430071)摘要:对粗纱定量、牵伸形式、后区牵伸倍数、罗拉隔距、胶辊加压及前胶辊前冲等细纱工艺参数进行了优化试验。
结果表明,采用较大的粗纱定量,通过合理配置细纱牵伸工艺,采用较小的前区罗拉隔距、较大的后区罗拉隔距,适当加压,增大前胶辊前冲量及配用软弹胶辊,并使用压力棒隔距块,可使Jc 3.6 tex棉纱条干水平控制在17.5%以下。
按照传统的工艺设计生产Jc 3.6 tex棉纱,细纱牵伸倍数应小于50倍,因此粗纱定量只能在1.7g/10m以下,这么小的定量会带来两方面的问题:(1)粗纱本身质量不易保证,粗纱须条从前罗拉出来到卷绕到筒管上的路线长,张力大,控制弱,较小的伸长波动就会引起粗纱须条片断性粗细不匀;(2)在细纱工序的退绕过程中极易产生意外牵伸,影响条干不匀,造成粗细节的增加。
但是采用较大的粗纱定量将增大细纱牵伸倍数,细纱在牵伸过程中牵伸力将增大,牵伸的稳定性会受到影响,同样不利于成纱条干的改善。
通过不同的定量试验,我们对后区牵伸倍数、罗拉隔距、胶辊加压及前胶辊前冲等工艺参数进行了优化试验,并使用了带压力棒隔距块,最终使所生产的JC3.6 tex棉纱在重定量下条于值稳定在17.5%以下,细节在250个/km以下,粗节、棉结在200何km以下,达到了较好水平。
l半制品质量指标及工艺状态生产JC 3.6 rex棉纱全部使用新疆137长绒棉,主体长度在35 mm以上,短绒率在10%以内,马克隆3.2~3。
5,纤维细度1.28 dtex以下,采用多唛混棉。
精梳条短绒率控制在5%以内,粗纱条干控制在4.0%以内,粗纱捻系数为125。
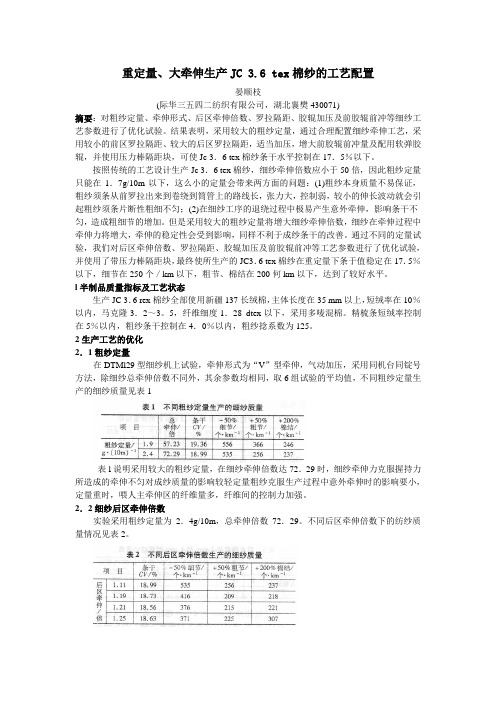
2生产工艺的优化2.1粗纱定量在DTMl29型细纱机上试验,牵伸形式为“V”型牵伸,气动加压,采用同机台同锭号方法,除细纱总牵伸倍数不同外,其余参数均相同,取6组试验的平均值,不同粗纱定量生产的细纱质量见表1表l说明采用较大的粗纱定量,在细纱牵伸倍数达72.29时,细纱牵伸力克服握持力所造成的牵伸不匀对成纱质量的影响较轻定量粗纱克服生产过程中意外牵伸时的影响要小,定量重时,喂人主牵伸区的纤维量多,纤维间的控制力加强。
粗纱重定量细纱大牵伸工艺应用探讨

挥噍 技术
Co  ̄ o n Te x t i l e T e c h n o l o g y
第4 1 卷 第 1 2期 2 0 1 3年 l 2月
粗 纱 重 定 量 细 纱 大 牵 伸 工 艺 应 用 探 讨
计 万 平
( 湖北武汉江南实业集 团有 限公 司)
摘要 : 探讨粗纱重定粗纱重定量细纱大牵
件 和 器材 , 确保产品质量稳定提 高, 从 而取 得 良好 的 实施 效 果 。
关键词 : 粗纱重定量 ; 细纱大牵伸 ; 双压力棒上销 ; 罗拉 中心距 ; 钳 口隔距 ; 后 区牵伸; 胶辊
直径
中图分 类号 : T S 1 0 4 . 3 1
文 献标 志码 : B
文章编 号 : 1 0 0 1 . 7 4 1 5 ( 2 0 1 3 ) 1 2 — 0 0 1 6 - 0 4
App l i c a t i o n Di s c us s i o n o f
La r g e r Ro v i ng We i g h t pe r Un i t& La r g e r S pi n ni ng Dr a f t
J /Wa n pi n g ( H u b e i Wu h a n J i a n g n a n E n t e r p i r s e s G r o u p C o . , L t d . )
c h i n e n u mb e r i n f o r e s p i n n i n g c a n b e r e d u c e d , t h e e ic f i e n c y a n d e n t e pr r is e s e c o n o mi c e ic f i e n c y c a n b e i n c r e a s e d t h r o u g h i n c r e a s i n g r o v i n g w e i g h t p e r u n i t .I t i s c o n s i d e r e d t h a t b e t t e r i mp l e me n t e f f e c t c a n b e g o t t h r o u g h a d o p t i n g a s e ie r s o f t e c h n o l o g y me a s u r e s , i n c l u d i n g s e l e c t i n g r a t i o n a l s p i n n i n g d r a f t mu l t i p l e , s o l v i n g p r o b l e ms i n i mp l e me n t , o p t i mi z i n g r e l a t — e d p r o c e s s i n g i n s p i n n i n g , a d o p t i n g a d v a n c e d s p i n n i n g d e v i c e s t o e n s u r e p r o d u c t q u a l i t y , a c c o r d i n g t o mi l l a c t u a l s i t u a t i o n
谈谈如何降低粗纱重量不匀提高半制品质量

谈谈如何降低粗纱重量不匀提高半制品质量浙江华一纺纺纱线有限公司前纺车间周勇关键词:棉条;假捻器;张力;温湿度;筒管粗纱定量是粗纱工序的重要工艺参数,它的偏差大小直接影响成纱的质量。
因此只有将粗纱重量差异控制在一定范围内,才能降低粗纱及细纱的重量不匀,提高成纱质量。
控制粗纱喂入棉条重量的差异。
我厂的A456C、FA421粗纱机采用高架喂入的导条架形式,通过链条、链轮来传动。
各导条辊、后罗拉之间配有很小的张力牵伸。
由于现在我们生产的色纺纱熟条很烂,纤维抱合力较差,尤其是采用条混多道并合后的熟条。
因此,在粗纱机后的导条喂入过程中,因条子烂,不足以承受从条桶内引出时的自重伸长与导条辊之间的张力,致使棉条产生意外伸长。
(远离后罗拉的两排棉条桶称之为后排,离后罗拉近的两排棉条桶称之为前排,后排棉条的意外牵伸比前排大)因此在日常工作中我们要加强导条架部分的维护,使导条辊运转灵活,减少后罗拉与导条辊之间的张力牵伸,降低棉条喂入过程中产生的意外牵伸。
粗纱机锭翼顶孔的边缘到前罗拉钳口的纱条部份为纺纱段,前罗拉钳口的捻陷区捻度小,极易引起纱条的意外伸长。
粗纱前排的纺纱段长,捻陷区也长,粗纱丝强力相比内排要差,意外伸长也大。
而A456C粗纱机内外排假捻时的导纱角存在较大差异,使得A456C粗纱机的锭差变得更为突出。
我们采用了按高低分内外排安装的新型高效假捻器来减少导纱角的差异,增加纺纱段的捻度,由于新型高效假捻器的应用,捻陷区长度明显缩短。
采用缩短捻陷区长度来增加纺纱纺纱段强力,减少意外伸长,降低粗纱重量不匀。
粗纱机的机前机后都会产生意外伸长,我们可以通过合理搭配来缩小粗纱之间的意外伸长。
搭配的方式:粗纱后排的棉条对应内排的粗纱锭子,前排的棉条对应外排的粗纱锭子,以此来调节前后排条桶和内外排锭子在纺纱过程中的张力差异,减少意外伸长,降低粗纱机锭与锭之间的重量差异。
粗纱机大、中、小纱张力的差异。
自前罗拉输出的须条经过加捻到筒管的行程中,必须克服锭翼顶端空心臂和压掌对粗纱的摩擦力。
重定量工艺在棉纺厂设计中的应用探讨

Absr c Appiai n o e v ihtp run ti e i n n ot n milwa s u s d. On o e ot n ta t lc to f h a y we g e i n d sg i g c to l s dic s e e c mb d c to mi l l wih 3 0 p n e st o o x mp e,whih wa lo d sg e c o d n o h a y weg e i a d ta iin l t 0 0 0 s idls wa o k fre a l c s as e in d a c r i g t e v ihtp runt n r d t a o p o e sn e p tv l. W eg e i,s e r c s ig r s eciey ihtp runt p d,e u p n umb ra d a r n e n fs i n n q pme to h wo e q i me tn e n ra g me to p n i g e ui n ft e t k n fp o e sngwee c nr se i dso rc s i r o ta td. An ls s s o ay e h ws whe h a y weg e i wa a pe n e inig n w ot n n e v ihtp runt s do td i d sg n e c to mil pe—p n i g e u p n n b e uc d,b l n r a o l a e ls e e l, r s i n n q i me tca er d e ui di ga e fmilc n b e s n d,f eo ngn e i gc n tu to a e fe ie rn o sr c in c n b ae e s v d. L b ra d e e ti n r y c n b a e Th r be h two l p e n prci ig he v i h e n t a o n l crc e e g a e s v d. e p o lms ta u d ha p n i a tcn a y we g tp ru i a e p i td o . He y we g e i h u d b pt ie h o g e ta d rs a c oni u u l n p o u to r o ne ut av ihtp run ts o l e o i z d tr u h ts n e e r h c tn o sy i r d c in. m K e W o ds He v eg tp rUni, sg i g o to il W eg tp rUnt Ou p t Eq i me tAra g me t y r a y W i h e t De i n n fCot n M l, i h e i, t u , u p n r n e n
重定量大牵伸工艺的研究

针 面上 , 因此道夫 转移 率高一 些 , 针 面负荷 可少 锡林 些 。对 于锡林 针 面 负荷 比较 多 的 弹性 针布 梳 棉 机 ,
这 种工 艺配 置是有 利 于棉 网分梳质 量 。但 对金 属针
度提 高 , 增加 了剥 取道 夫 上 棉 网 的难 度 和道 夫 大 压 辊 区棉 网的漂动 、 边和拥 头 , 破 为此研究 了高速剥 棉 机构 , 如高速 斩刀 、 辊剥 棉 、 圈剥棉 、 皮 皮 四罗拉剥 棉 和三罗 拉剥棉 等 , 现代 高 产 梳棉 机 上 采 用 的是倾 斜
聚 的面 积 , 即同样 的 纤 维量 凝 聚 在较 大 的 道 夫清 洁
斜管堵 塞等 ) 的情况 下 , 条定量 应稍轻 。 生 高产 梳棉 机 为提 高产 量 , 须提 高 生条 定 量 和 必 道夫转速 , 条定 量增 加 , 仅 使 锡 林 反 回纤 维 增 生 不
加 , 加重并 粗 等工 序 的负担 , 据 过 去 的试 验 , 而且 根 生条重 定量 对纱 条的质量 是有一 定影 响的 。道夫 速
锭 子 区域 时人字 臂如 在摆 出状态也 不 可摆进 。防止 人 字臂 部件 与锭 子干 涉 。所 有这些 高度 的测量 都是
通 过 编码器 来测量 的。 两 只编 码器 一 只用 于测量 高 度 , 另一 只用 于监
的弹出, 增强人机对话功能 , 使设备易于维护 , 减少 停 机时 间 。
如人 字 臂 高 度 不 可低 于 2 5 mm, 是人 字 臂 低 限 4 这
严 重性故 障给 出提示和 解决 办法 。
软保 护 , 20mm处设 置 了接近 开关 , 于人 字臂 在 4 用 低 限硬保护 ; 当人 字臂 位于机 梁下 方时 , 在不摆 出的
重定量工艺的生产实践

Ke o d He v e g tP r U i,Cad n yW r s a yW ih e n t r ig,E e n s ,Dr f n v n es at g,S o t i e ,E u p n i h r F b r q ime t
随着新 设备 、 技 术 、 料 在纺织 行业 中的 新 新材
F 3 6型 并 条 机 — 3 A0 E 2型 条 并 卷 联 合 机 —
E 2型精 梳 机 — 3 6 D 5型 并 条 机 — A 5 A 型 F 48 粗纱机— }T 2 D M19型 细 纱 机 — } uooe3 8 A tcnr3
型络筒 机
纺纱设备效能的发挥。为进一步探索新型的适合 现代纺纱设备 的高效优质工艺 , 我公司从 重定量 方面对高效工艺进行 了长期的试验。本文介绍我
Wa g Z i n n h i Q ig j a i n X
( hnhn eteC . Ld ,i gu Z og egT xl o ,t.J ns ) i a
Ab t a t T ic s h p lc t n o e v eg tp r u i i p n i g p o u t n,s in n r p ry o e s r c o d s u s te a p ia i fh a y w ih e n t n s i nn r d c i o o p n i g p o e t fn w tp ad n c i e o e n pn i g fa r n l z d y e c r ig ma hn ,c mb r a d s i n n r mewe e a a y e .Ac od n o t e e u p n p ca i ,h a y weg t c r i g t h q i me ts e i l y e v i h t p ru i p o e sn fc r i g r wi g a d l p ig,r vn r c s e e tse .T r u h a ay ig p o e sn aa — e n t r c s ig o a dn ,d a n n a p n o ig p o e s w r e td h o g n lzn r c s ig p r me t r ,c mp r g q ai n e f e — n s e o d a d p o u t h e u t h w h t an q ai st e b s h n ry es o ai u l y i d x o mi ih d g o n r d c ,te r s l s o s t a r u l y i h e t e — n t s i f y t w o i gw ih e 0 m s6 5 n eg t r1 i . . p
在FA496型粗纱机上实施重定量工艺的实践

pr c s i g p a e e . o e s n ar m t r
K e o ds Ro i c i e, a y W eg tp rUn t Rol rGa e, p Ga e, vn s a tr, e n s yW r vng Ma h n He v ih e i, le ug Ni ug Ro ig TwitF co Ev n e s
摘 要 : 为了充分发挥设备的纺纱性能, 提高产品质量与生产效率, F 46 在 A 9 型粗纱机上实施 了重定量工
艺 , C . x品种 为例 , 粗 纱 定 量 、 以 J 7t 9 e 对 罗拉 隔 距 、 口隔 距 、 纱 捻 系数 等 工 艺进 行 了优 化 试 验 。 结 果表 明 : 钳 粗 粗 纱 千 定 量加 重 至 4 8g 1 粗 纱 后 区 牵伸 倍 数 为 12 倍 、 . /0m, .8 罗拉 隔距 为 1 0mm×2 m ×3 m、 纱捻 系数 为 5m 0m 粗
随着科学 技 术 的进 步 , 纺纱 设 备 的 自动 化 和 现 代化 程 度 愈 来 愈 高 , 纱 工 艺 也 得 到 了 发展 。 纺
近几 年来 , 定量工艺 在生 产 中得 到应用 , 重 企业 纺
到不 同的锭子 速度 和罗 拉速 度 , 成 牵伸 和 加捻 完
作 用 ; 一路经 变频 调速产 生下龙 筋升 降速 度 , 另 同
棉纺重定量高效工艺的思考

1 J j o o eteC . Ld, u e 7 90, hn ; .ia n ne n oa oa T c nc oee J a 5 20 hn ) .i i C  ̄ nT xi o, t. Jy 4 0 C ia 2 J nI6 ef gV ctn l eh ia C lg , i n2 0 0 ,C ia aa l 2 n i i l l n
e e tv pinig p o e s f ci e s n n r c s .
Ke o d y w r s:ca di r ng;a i ri g;pr c s ; we g r u tl n ht pnt n o e s i htpe ni e g
近年来 , 内多 次 举 办 了棉 纺 高 效 工 艺理 论 学 术 国 论坛 , 多家 专业 刊物 上 刊 登 了关 于 采 用 高 效工 艺 生产
ቤተ መጻሕፍቲ ባይዱ
通梳棉机进行部分调整 , 而且高效工 艺必须与传统工艺 相结 合 , 企业 的精细化管理是 实现高效工艺 的基 础。
关键词 : 梳棉 ; 纱 ; 纺 工艺 ; 定量
中 图分 类 号 : S0 . T 14 2 文献标识码 : B 文 章 编 号 : 0 1 04 2 0 )2 00 —2 10 - 4 ( 0 8 0 —0 3 0 2
的学术论 文 , 引起 了行 业 的关 注 和讨 论 。这 是 一 次对
2 2 生条 质 量 .
影 响生条 质量 的主 要 工 艺 指 标 是 梳 理 度 , 即每 根 纤 维受 梳理 次 数 。梳理 度 的计 算 公式 为 :
梳理 度 ( 根 )= 齿/
传 统工 艺 的变革 , 些 文 章 从理 论 上 对进 入微 利 时代 一 的棉纺行 业 直接 经济 效益 的提 高 和对 纱线 质量 的改善
FA494型粗纱机高效工艺技术的应用

FA494型粗纱机高效工艺技术的应用摘要:介绍了F A494型粗纱机的技术特点,对该机应用高效工艺及技术参数合理选择进行了详细分析,并通过试验优化出最佳工艺方案,高效工艺参数,是改善粗纱条干和提高成纱质量的保证。
随着科学技术的进步,纺织设备的自动化和现代化程度愈来愈高,纺织工艺新技术同时得到了前所未有的发展。
近几年来,重定量高效工艺的应用,使得纺纱新技术推向了更高的发展水平。
在FA494型新型高速粗纱机应用重定量高效工艺,不仅在设备本身高速高效的基础上更加提高了生产效率,而且还进一步在生产产品质量方面得到了大幅度改善,因此,新型高速悬锭粗纱机应用重定量高效工艺十分必要。
1. FA494型粗纱机技术特点1.1 FA494型粗纱机技术特征适纺线密度(tex) 200—1250适纺纤维长度(mm) 22—65牵伸倍数(倍) 4.2—12最高机械锭速(r.min-1) 1600最高工艺锭速(r.min-1) 1200捻度范围(捻/m) 18—80卷装尺寸(mm)ф150×400锭距(mm) 220牵伸形式四罗拉双短皮圈加压形式 TexParts PK—1500或YJ4-190×4下罗拉直径(mm)ф28.5 ф28.5 ф28.5 ф28.5皮辊直径(mm)ф28 ф28 ф25 ф281.2 变频PLC技术的应用FA494型粗纱机是我国自行研制的一种高速悬锭式粗纱机,该机采用了计算机PLC控制的三轴联动的传动技术。
三电机联动传动,分别由两条H型同步带传送,其单独的传动技术特点,使该机通过变频调速,得到不同的锭子速度和罗拉速度,完成牵伸和加捻作用;其次,产生的龙筋升降速度,以及主轴恒速与相关的分速度合成的卷绕速度,使其完成了成形和卷绕任务。
变频PLC技术、人机LCD界面对话和在线电子控制技术的应用,突显了FA494型新型粗纱机的新技术特点和优越的技术性能,标志着悬锭粗纱机进入了一个电脑控制的新时代。
JC 14.5tex纯棉纱的重定量高效工艺
增 加梳 棉机 生 条定量 , 可提 高 梳棉机 的产 量 , 虽 但必 然增 加 梳理 负荷 , 理质 量 、 梳 梳棉 机 的除杂及 短
19 , .% 马克隆值 4 1 ..
1 2 纺纱 工艺 流 程 .
绒的排除都会受到影响 , 从而造成生条 中棉 网质量
F 06抓棉 机一F 13双轴 流开棉 机-F 02— A0 A0 + A2 6
试验 , 测试 对 比 了半制 品及 成 纱的 质量 指标 , 为 重定 量 高效工 艺 的 实施 可 降低 纺纱成 本 , 高产 并 认 提
品 的产量 和 质量 . 关键 词 纱 ; 定 量 ; 艺 ; 量 纺 重 工 质
中图分 类号 :S0 . T 14 2
文献 标识 码 : B
文 章编 号 :64~ 3 X(0 8 O —00 17 30 20 ) 1 03—0 3
Ma . 2 0 r ,0 8
J 4 5tx纯 棉 纱 的 重 定 量 高 效 工 艺 C 1 . e
王秋 霞, 贾国欣
( 河南 工程 学 院 , 南 郑 州 4 00 ) 河 507 摘 要 : 企 业现 有 纺纱 设备 的基 础 上 , J 4 5t 在 对 c 1. e x纯棉 纱 的梳 棉 、 梳 、 纱等 工序 进 行 了重定 量 工 艺 精 粗
下降. 因此 , 必须采取相应 的措施 以保证生条质量. 提 高锡林 、 辊 、 刺 盖板 的速 度 , 减小 梳理 隔距 , 加梳 增
理度 , 虽可提高梳 理效果 , 速度过高 、 但 隔距过小容 易损伤纤维 , 增加短绒和棉结. 我们在 F 2 1梳棉 A2 机 上采 用 附加分 梳 元 件 和新 型 金属 针 布 的 措施 , 增 加 生条 定量 后 , 过 合理 配置 工艺参 数 , 通 改善 了生条
粗纱重定量工艺的探讨

力时 , 浮游 纤维 加速 ; 当控 制 力 大 于引 导力 时 , 浮游 纤 维 则 保 持 慢 速运 动 ; 靠 近前 钳 口时 , 速 纤 维 在 快 的量 大 于 慢 速 纤 维 的量 ; 在靠 近后 钳 口时 , 速 纤 慢
维 的量 大 于 快 速纤 维 的量 ; 后 罗 拉 处 , 维 受 到 在 纤
h aya e u nict no r t gpoesc ag s n dut gtew ss de , yt igcr i t h o g ev f rq a tia o f a i rc s hn e dajsn a t i b kn et n e nl y t f i df n a i h u d a a c o
牵伸 区 中 的纤 维 分 布 状 态 为 : 纤 维 、 纤 维 前 后 和浮 游纤 维 。对 于 浮游 纤 维 , 导 力 大 于 控 制 力 ; 引
牵 伸须 条 握持 力大 于牵 伸 力 , 这些 均 为 变 量 维 开 始 变 速 ; 变 速 临 界 点 在 纤 在 时 , 维 的速度 相等 , 纤 当通过 时 纤维 开 始 变速 , 时 此 的力来 自于 牵 伸 的力 ; 维 长 度 ≥2 纺 棉 时 , 纤 5mm
1 重 定 量 工 艺对粗 纱 牵伸 影 响 的
机 理
1 1 重 定量 工艺 下的粗 纱 牵伸原 理 . 1 1 1 牵伸 移距偏 差 . .
量和牵伸重定量 。前纺重定量是为细纱大牵伸作
准备 , 纱 大 牵 伸后 , 纱 必 然要 求 是 重 定 量 。 细 粗 它 是 由纺 纱号 数 和细 纱 总 牵 伸数 所 决 定 的 。根 据 牵 伸 原 理 : 量 的 加 重 必 定 使 细纱 牵 伸 区 中 的 纤 定
纺纱重定量工艺的生产实践

纺纱重定量工艺的生产实践随着纺织工业的不断发展,纺纱工艺也在不断进步和完善。
其中,纺纱重定量工艺是一种非常重要的技术,它可以有效地改善纱线的品质和性能,提高生产效率和经济效益。
本文将介绍纺纱重定量工艺的原理、优点和应用实践,以及在实际生产中需要注意的问题和解决方法。
一、纺纱重定量工艺的原理纺纱重定量工艺是指在纱线成型过程中,通过控制纱线的拉伸、张力、速度等参数,使纱线的重量和粗细度满足一定的要求,从而达到重定量的目的。
其主要原理包括以下几点:1、控制纱线的拉伸和张力。
在纱线成型过程中,拉伸和张力是非常重要的参数。
通过调节张力和拉伸的大小,可以有效地控制纱线的粗细度和重量。
2、控制纱线的速度。
纱线的速度也是影响纱线重量的重要因素。
通过调节纱线的速度,可以有效地控制纱线的重量和粗细度。
3、控制纱线的加捻度。
加捻度是指纱线在成型过程中所受到的捻力。
通过控制加捻度的大小,可以有效地控制纱线的重量和粗细度。
二、纺纱重定量工艺的优点纺纱重定量工艺具有以下几个优点:1、提高纱线的均匀度。
通过控制纱线的重量和粗细度,可以有效地提高纱线的均匀度,减少纱线的波动和起毛。
2、提高纱线的品质和性能。
通过控制纱线的重量和粗细度,可以使纱线的品质和性能得到有效提高,如强度、耐磨性、柔软度等。
3、提高生产效率和经济效益。
通过纺纱重定量工艺,可以使纱线的重量和粗细度得到有效控制,从而提高生产效率和经济效益。
三、纺纱重定量工艺的应用实践纺纱重定量工艺在实际生产中有着广泛的应用,主要包括以下几个方面:1、棉纺织。
在棉纺织中,纱线的重量和粗细度对产品的品质和性能有着非常重要的影响。
通过纺纱重定量工艺,可以有效地控制纱线的重量和粗细度,提高产品的品质和性能。
2、化纤织造。
在化纤织造中,纱线的重量和粗细度同样非常重要。
通过纺纱重定量工艺,可以使化纤纱线的品质和性能得到有效提高,从而提高产品的竞争力。
3、色织布料。
在色织布料中,纱线的重量和粗细度对色差的控制有着非常重要的影响。
采用重定量高效纺纱工艺应注意的问题

采用重定量高效纺纱工艺应注意的问题刘承晋张玉梅(山东滨州职业学院)摘要:重定量高效纺纱工艺由于能够减少设备、厂房等固定资产投资和减少用工,并能保证产品的质量,愈来愈多地受到人们的关注。
文章通过工艺实验,指出了利用重定量高效工艺的条件、工艺配置中应该注意的问题,并总结了应采取的相应办法。
关键词:纺纱;工艺;问题;办法;重定量重定量高效工艺与传统纺纱工艺在有关工艺配置上有较大的区别。
现行的纺纱工艺以为,在低速低产的条件下,机械振动小,对纺纱质量的影响小,对纤维的损伤也小,纱线棉结、杂质、纱疵、条干等易于控制,因此能够纺出高质量的纱。
高效工乙44-却以为在高速高产条件下,照样可以纺出优级纱。
前纺重定量纺纱不仅能使纤维受到适当的开清与梳理,还可以降低对纤维的损伤,质量大体不受影响,重定量高效工艺有助于减少设备、厂房等固定资产的投资,也可以减少用工,这在纺织行业利润空间逐渐缩小的市场条件下,对纺织企业有着很大的吸引力。
可是,从目前的应用情况来看,重定量高效工艺虽然可以适用于任何纱线和原料,但仍需完善,该种工艺对生产进程中的硬件、软件要求很高,同时它也放大了很多缺点,如毛羽问题。
咱们采用了重定量高效工艺生产纯棉普梳29.二、18.二、14.6 tex纱等产品,收到了较好的效果。
1采用重定量高效工艺的条件选用该工艺的前提条件是采用目前国产新型设备或入口机械设备,机械制造和平装精度高,性能先进,稳定性好,维修保养及时,生产管理严格,能够适应重定量高速所要进行的工艺调整。
例如:棉卷定量加重后必将会增加梳棉机的梳理负担,但可以整顿好机械状态,一是提高锡林转速,二是选用优质针布,三是增强分梳板和固定盖板对纤维层的预分梳,四是通过合理的工艺配置,做到柔性分梳、震荡梳理、少伤纤维、良好转移、合理落棉。
国产A186C、D、F等型号的梳棉机锡林转速提高到360 r/min已属不易,再提高的可能性不大,而且这些机型刺辊下方没有分梳板,锡林前后方也没有加装固定盖板,采用重定量工艺一定会致使分梳质量下降。
浅谈重定量工艺在纺纱生产中存在的问题

浅谈重定量工艺在纺纱生产中存在的问题
计万平;胡曼
【期刊名称】《纺织器材》
【年(卷),期】2016(043)004
【摘要】针对粗纱重定量、细纱大牵伸工艺在纺纱生产中存在的问题,举例说明纺纯棉纤维品种、非棉纤维品种和混纺品种对加大粗纱定量的要求;系统分析重定量工艺对细纱生产、车速和生产效率、成纱和织物质量等的影响.指出:重定量工艺虽然能挖掘前纺各工序机械设备和工艺的潜力,但在细纱工序却要受到生产环境、设备、器材、原料质量和纺纱号数等条件的限制;特别是长期采用重定量工艺纺纱的细纱机,专件、器材的损坏十分严重,导致大量次品纱产生;一定要结合企业自身条件,根据纺纱纤维性能、品种和号数确定粗纱定量的大小,不能随意、盲目,否则将影响细纱生产效率,增加细纱机相关部件的损耗和吨纱的耗电量.
【总页数】7页(P28-34)
【作者】计万平;胡曼
【作者单位】武汉裕大华纺织服装集团股份有限公司,武汉430415;武汉裕大华纺织服装集团股份有限公司,武汉430415
【正文语种】中文
【中图分类】TS103.2
【相关文献】
1.重定量、大牵伸高效纺纱工艺流程中工艺、设备调整及纺织器材的应用和实践[J], 宋祖华;胡兴桃
2.重定量纺纱细纱牵伸工艺与专件配置的纺纱效果分析 [J], 陈名均;张军伟;聂发辉
3.优势纺纱工艺梳棉重定量研究 [J], 刘建林
4.优势纺纱工艺梳棉重定量的实践 [J], 刘建林
5.梳棉重定量工艺对涤黏混纺纱性能影响的分析 [J], 孙振国;张娣;吉宜军;崔益怀;苏旭中
因版权原因,仅展示原文概要,查看原文内容请购买。
实行重定量大牵伸纺纱工艺的几点体会

实行重定量大牵伸纺纱工艺的几点体会
宋祖华;胡兴桃
【期刊名称】《棉纺织技术》
【年(卷),期】2010(038)003
【摘要】为使重定量大牵伸工艺取得较好的实施效果,对纯棉普梳纱实施重定量工艺后,在设备状态、工艺配置及各项管理工作方面采取了一系列调整和改进措施.通
过开清棉整修输棉通道,提高抓棉机运转效率;梳棉优选分梳元件,提高梳理效果;并粗细工序整顿摇架状态,合理配置牵伸工艺;细纱优选上下销、胶辊胶圈、胶辊前冲量、钢领、钢丝圈及导纱钩;络筒优化电清参数,加强对粗节的控制;加强温湿度及运转操作管理,使C 14.5 tex纱实施重定量大牵伸工艺后质量稳定提高,达到了降低成本、提高效益的目的.
【总页数】4页(P43-46)
【作者】宋祖华;胡兴桃
【作者单位】湖北金安纺织集团股份有限公司;湖北金安纺织集团股份有限公司【正文语种】中文
【中图分类】TS104.2
【相关文献】
1.重定量大牵伸工艺的研究 [J], 费青
2.气动加压V型牵伸细纱机实施重定量大牵伸工艺的生产实践 [J], 计万平;周慧
3.重定量、大牵伸高效纺纱工艺流程中工艺、设备调整及纺织器材的应用和实践
[J], 宋祖华;胡兴桃
4.重定量纺纱细纱牵伸工艺与专件配置的纺纱效果分析 [J], 陈名均;张军伟;聂发辉
5.细纱重定量大牵伸工艺对成纱质量的影响 [J], 刘梅城;洪杰
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简 介: 玉峰(95 )男 , 陈 1 7 一 , 河南 项城 人 , 程 师 , 工 主 要从事棉纺工程 、 型纺纱质量控制的研究 。 新
理想 条件 下 的纤维 运动 状态 在实 际生产 中不 可
能实 现 , 实 施 重 定 量 之 后 , 面 内 的纤 维 根 数 增 在 截
的均匀 度 。牵 伸力 的上 限不 能接 近或 超过 正 常 的加 压下 罗拉 钳 口的握 持 力 ; 限应 使 牵 伸 区 中纱 条 强 下 力 最 薄弱 的部 分保 持适 当的张力 。
1 2 4 粗纱 合理 结构 的要 求 ..
粗 纱定 量 负 面 效 应 是 由并 条 机 的 喂入 牵 伸 所 决 定 的, 且并 条 定量 增 加 牵 伸 倍 数 增 加 。根 据 移 距 偏 差
1 1 2 牵伸 过程 中两对 力 的关 系 ..
牵伸 区 中的纤 维分 布状 态为 : 前纤 维 、 纤维 和 后 浮游纤 维 。对 于浮游 纤维 , 引导力 大于控 制力 ; 于 对 牵伸 须条握 持 力 大 于牵 伸 力 , 些 均 为 变 量 。握 持 这 力 的最 小值 大 于牵伸 力 的最大 值才 能正 常牵 伸 。
器, 牵伸 后 区设集 合 器 , 实行 牵 伸 不 集 束 , 束 不 牵 集
伸 的原则 ; 双短 胶 圈钳 口能更 接 近 牵 伸 钳 口, ② 可 加强 对 浮 游 纤 维 的控 制 ; 牵 伸 钳 口下 的纤 维 须 ③ 丛 , 散而 扁平 , 采 用 较 轻 的压 力 , 利 于延 长 胶 分 可 有 辊 寿命 。由于 以上 特性 , D型牵 伸适 于重 定 量 、 大牵 伸 的纺 纱工 艺 。 . 双 短胶 圈牵 伸 特 点 : 主 牵 伸 区有 集 合 器 , ① 牵 伸与集 合 同时 进行 , 上下 胶 圈钳 口至 牵 伸 钳 口距 离
12 重定 量工 艺对 粗纱 纤维 运动 的影 响 . 1 2 1 对 移距 偏差 的影 响 ..
式 中 A。 E为须 条 经 E 倍 牵 伸后 纤 维 的正 常 移
距, ±X( E一1 为牵 伸 过 程 中两根 纤 维 头 端 在 不 同 ) 截 面变 速过程 中引起 的移 距 偏差 , 是 两 个 不 同 截 X
较大 ; 仅 三对 牵伸 罗拉 , 动机 构 简单 , 洁维 修 ② 传 清
简单 , 护看管 方便 , 造成 本低 。由于 主牵 伸 区有 维 制
钳 1 打 滑 使 牵 伸 效 率 降 低 。影 响 牵 伸 力 的 因 素 3处 有 : 伸 倍 数 、 拉 隔 距 等 。牵 伸倍 数 大 , 牵 伸 力 牵 罗 则
卷 。
Te t1 c s ore x . Ac e s i s e
Vo1 3 Su .8 ppl e t em n J n. 2 u O11
加, 同时 浮游 纤 维 的数 量相 应 增 加 。设 并 条 定 量 为 1 . / 的浮 游纤 维根 数 为 1时 , 粗 纱 定量 为 5 0g 5m 则 2 / Om 的浮 游纤 维根 数 为 1 3 。纤 维 的移距 偏 Og l .3 差 和纤 维运 动 受 到 了更 大影 响 。进 一 步 分析 发 现 ,
1 1 3 牵伸 后 须条 不匀 的组成 .. 粗 纱 是 纺纱 工 艺 流程 的半 制 品工 序 , 道是 成 后 品细纱 。粗 纱不 匀 的组成 为 :
=
倍 数决 定 。根据 牵 伸 原理 : 量 的加 重 必 定 使 细 纱 定
牵 伸 区 中的纤 维 运动受 到 影 响 。如 何使 粗纱 牵伸 重 定 量适 应梳 理重 定 量 带来 的 附加 不 匀 负 效应 , 细 为
2 重 定 量 工 艺 对 粗 纱 工 艺 的 影 响 与 控 制
2 1 对粗 纱 牵伸 型式 的影 响与 控 制 . 牵伸 型式 主要 有三 种 : 四上 四下 双短 胶 圈 D 型
牵伸 ; 上三 下双 短胶 圈牵 伸 ; 三 三上 三下 长短 胶 圈牵 伸 。前两 者应 用 比较广 泛 , 后者 应用 则较 少 。 双 短胶 圈 D 型牵 伸特 点 : 主牵 伸 区不设 集合 ①
粗纱 合 理 结 构 的含 义 : 纱 条 内所 含 棉 结 、 粗 杂
质、 短纤 维要 少 , 多会 影 响 细纱 条 干 及 断 头 率 ; 过 粗
纱 内 的纤 维基 本 伸 直平 行 ; 纱重 量 不 匀 率 应 控 制 粗 在 0 7 ~ 11 , . . 为细 纱条 干 打 下基 础 。粗纱 的重 不 匀影 响 细 纱 重 不 匀 、 纱 单 纱 强 不 匀 ; 纱 条 干 细 粗
重定 量高 效工 艺核 心是 : 纺重定 量 , 前 细纱 大牵 伸 。通过 前纺 工 艺 的 配合 , 细纱 实 现 大 牵 伸 。重 使
定 量根 据 功能 可 以分 为 梳 理 重定 量 和牵 伸 重 定 量 。 前纺重 定 量为 细纱 大牵伸 作 准备 , 细纱 大牵 伸后 , 粗 纱 必然 要求 是重 定 量 , 由纺 纱 号 数 和细 纱 总 牵 伸 它
牵 伸不 匀增 大 , 变速 点分 布受 到一 定 的影 响 。
1 2 3 牵伸 力 与握 持 力对 纤维 运动 的影 响 .. 粗 纱重 定 量后 , 牵伸 力 增 大 , 了使 牵 伸 顺 利 , 为 罗 拉 必须 有足 够 的握 持 力 控 制 纱 条 , 果 握 持 力 过 如 小 , 条就 不 能准 确地按 照罗拉 表 面 的速度 运动 , 纱 在
了重定 量工 艺对粗 纱 工序 以及粗 、 细纱工 艺 配合 的影响 与控 制 。指 出 : 定量 工 艺必须合 理确 定 重 与粗 纱 工 艺相 适应 的 并条 定量 , 确保喂 入 的粗 纱满足 细纱的质 量要 求 , 用新型 专件 器材控 制 纤 运
维运 动 的变速 ; 纱重 定量应 在 系统控 制 中推 广应 用 , 工 艺核 心应 围绕重 定量 、 粗 其 重加 压 、 附加摩
第3 8卷 增 刊 21 0 1年 6月
织卷 。
T tl c s 重 定 量 工 艺 的 探 讨
陈玉峰
( 南 项 城 市 纺 织 有 限公 司 , 南 项 城 河 河 460) 62 0
摘 要 : 重 定量 高效 工 艺 中, 何使粗 纱 牵伸 重定 量 适应 梳 理 重 定量 带 来 的 附加 不 均 负效 应 , 在 如 为 细 纱提供 符 合要 求的粗 纱 , 为此 分析 了重 定量 工 艺对 牵伸移 距 偏 差 、 对 力 、 两 须条 不 匀的组 成 以 及 纤 维运动 的影 响 , 重点从 牵伸 型 式 、 牵伸 工艺 、 口工 艺、 伸倍 数 、 钳 牵 附加 牵伸 元 件 等 方 面 阐述
纤 维 在 牵 伸 区运 动 过 程 中 , 引导 力 大 于 控制 当
力时 , 浮游 纤维 加 速 ; 当控 制 力 大 于 引 导 力 时 , 游 浮 纤 维则 保持 慢 速运 动 ; 在靠 近前 钳 口时 , 速 纤维 的 快 数 量大 于慢 速 纤维 的数 量 ; 在靠 近后 钳 口时 , 慢速 纤 维 的数 量 大于 快速 纤维 的数 量 ; 在后 罗拉 处 , 纤维 受 到控 制 , 前 罗拉 处 , 维 开 始 变 速 ; 维 在 变 速 临 在 纤 纤 界 点 时 , 维 的速 度 相 等 , 纤 当通 过 时 开 始 变 速 , 时 此 的力 来 自于 前 钳 口 的握 持 力 ; 维 长 度 不 小 于 2 纤 5 11 纺棉 时 , "1 11 1 纤维 达 到前钳 口时才 开始 变 速 ; 长纤 维 靠近 前 罗拉钳 口时 才 开 始 变 速 ; 纤 维 变 速 比长 纤 短 维早 , 纤维 变速 点 离 前 钳 口较 远 ; 短 隔距 大 , 浮游 纤 维距 离 短 , 速 点分 布对 时 间的不 稳定 性就 越 差 , 变 离 散 型越 大 。加重 定 量 后 纤 维 中短纤 维 的数 量 增 加 ,
纱提 供 符合 质量 要求 的粗 纱 , 粗 纱 重 定 量 高 效工 是
艺 的核 心 。
式中:
— —
。 V + D + R
1 重 定 量 工 艺对 粗 纱 牵伸 的 影 响
— —
粗纱 不 匀 ;
随机不 匀 (。 // , 为 须 条 断面 纤 一1  ̄N N
维 的平 均根 数) ; 粗 纱工 艺附 加不 匀 ;
下降 。罗拉 隔距 小 , 纤 维受前 后 的控 制力 上 升 , 长 牵 伸不 开 ; 罗拉 隔距 大 , 控 制 力 减 弱 , 纤 维 的分 布 则 后
1 1 重 定量 工艺在 粗 纱工序 的 牵伸原 理 .
1 1 1 牵伸移 距偏 差 ..
— —
在牵伸 区内两 根伸 直 、 行等 长 的纤维 , 不 同 平 在 截 面 上变速 后 的移距 为 : A 一A。・ E±X( E一1 。 )
" —— 喂入 并条 工艺 流程 的附加 不匀 。 U D
理论 , 粗纱 会 出现严 重 的不 匀 , 由于 粗纱 的牵 伸倍 数 有 限, 同样 细纱 也会 出现严 重 的不匀 。 牵伸 区 中纤 维 由慢 速 变 为 快 速 时 的头 端 距 离 , 如果 纤维 在不 同位 置变 速则 产 生 移 距 偏 差 , 致 须 导 条 和纱条 不 匀 。开 始 变 速 时 的位 置 偏 差 大 , 距 偏 移
面 的距 离 。“ 号 表 示 A 大 于 正 常 移 距 , 线 径 +” 使 变 细 ; 一” 表 示 A “ 号 小 于 正 常 移 距 , 线 径 变 粗 , 使 由此 移距 偏差 引起 了在 须条 后 的牵伸 不匀 。
收 稿 日期 : 0 0 1 — 2 2 1 - 10
减少 了 E倍 , 条 仍然保 持 原 来 的排 列 结 构没 有 增 纱
差 大 , 条不 匀大 ; 伸倍 数大 , 移距偏 差 大 , 纱 牵 则 纱条