电机座液压夹紧粗镗工艺夹具设计
液压夹紧铣床夹具设计说明书
前言机械制造技术基础是机械设计制造及其自动化(或机械工程及自动化)专业的一门重要的专业基础课。
机械设计是机械工程的重要组成部分,是决定机械性能的最主要因素。
由于各产业对机械的性能要求不同而有许多专业性的机械设计。
在机械制造厂的生产过程中,用来安装工件使之固定在正确位置上,完成其切削加工、检验、装配、焊接等工作,所使用的工艺装备统称为夹具。
如机床夹具、检验夹具、焊接夹具、装配夹具等。
机床夹具的作用可归纳为以下四个方面:1.保证加工精度机床夹具可准确确定工件、刀具和机床之间的相对位置,可以保证加工精度。
2.提高生产效率机床夹具可快速地将工件定位和夹紧,减少辅助时间。
3.减少劳动强度采用机械、气动、液动等夹紧机构,可以减轻工人的劳动强度。
4.扩大机床的工艺范围利用机床夹具,可使机床的加工范围扩大,例如在卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械类专业学生较为全面的机械设计训练。
其目的在于:1.培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课设训练可以巩固、加深有关机械课设方面的理论知识。
2.学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后的专业课程及毕业设计打好基础,做好准备。
3.使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
我国的装备制造业尽管已有一定的基础,规模也不小,实力较其它发展中国家雄厚。
但毕竟技术基础薄弱,滞后于制造业发展的需要。
我们要以高度的使命感和责任感,采取更加有效的措施,克服发展中存在的问题,把我国从一个制造业大国建设成为一个制造强国,成为世界级制造业基础地之一。
1.产前准备1.1年生产纲领工件的年生产量是确定机床夹具总体方案的重要依据之一。
如工件的年生产量很大,可采用多工件加工、机动夹紧或自动化程度较高的设计方案,采用此方案时,机床夹具的结构较复杂,制造成本较高;如工件的年生产量不大,可采用单件加工,手动夹紧的设计方案,以减小机床夹具的结构复杂程度及夹具的制作成本。
482 电机座液压夹紧粗镗夹具设计
前 言四年的大学生活马上就要结束了, 我们也进入了大学生活的最后一个阶段—— 毕业设计。
毕业设计是对我们四年来所学知识的大总结和测验我们对所学知识的掌 握,也是向我们今后即将从事的工作的正常过渡。
设计的正确程度也标志着我们四 年来对所学知识的掌握和熟练运用程度。
四年来,在我院老师及领导的精心关怀和指导下,我学习了机械设计制造与设 备专业的有关知识,同时也了解了一些相关学科的基本情况,为毕业设计打下了坚 实的基础。
我所设计的部分主要是夹具 我们这次设计的题目是《电机座液压夹紧夹具》部分主要是夹具方面,对液压涉及的比较少,只是在典型零件介绍中简要提了 一 下。
图书馆中对这一方面的资料还是又不少相关资料, 但是重复很多而且计算很少。
通过整个设计过程,让我懂得了只有阅读大量的有关知识,触类旁通,精密构思与 计算,仅仅靠所学的知识是远远不能解决设计过程中所遇到的难题,通过实习和在 院先进制造研究所的观察和分析,对电机座的加工工艺有了一个初步了解。
综合以 上各种材料,得出了现在比较满意的结果。
在姜无疾老师的辛勤指导下和同组同学 的帮助下,我的这次设计取得了基本成功。
本次设计可以说是对所学知识的综合运用, 也是第一次单独面对这样庞大的设 计工作。
鉴于本人水平有限,经验不足,设计中难免有不足之处,请各位老师同学 批评指正。
第 1 章 毕业设计的目的和任务1 毕业设计的目的通过本次毕业设计,我们能够达到以下目的:1.1 培养我们综合运用和巩固扩展所学知识,提高理论联系实际的能力;1.2 培养我们收集、阅读、分析和运用各种资料,手册等科技文献的能力; 1.3 使我们更加熟练的运用 AUTOCAD、Word 等计算机办公软件,提高计算机 辅助设计的能力;1.4 训练和提高机械设计的基本理论和技能1.5 培养独立思考,独立工作的能力;1.6 培养我们的团队合作意识。
2 毕业设计的任务在姜无疾老师的带领下,我们进行了一段毕业设计前的准备,比如查询资料, 进行必要的毕业实习,然后结合自己所掌握的资料提出设计任务并进行设计。
电机座的工艺及其镗孔夹具设计工艺
电机座的工艺及其镗孔夹具设计工艺电机座是电机的重要组成部分,用于安装电机并支撑其运行。
在电机座的制造过程中,有许多工艺需要遵循,并且在镗孔部分还需要设计适用的夹具。
首先,电机座的工艺包括材料选择、铸造或加工、精加工和表面处理等几个关键步骤。
材料选择应根据电机座的使用环境、负载要求和制造成本等因素综合考虑,常见的材料有铜、铝合金和钢等。
然后,通过铸造或加工的方式制造电机座的初始形状,一般通过压力铸造或铸造铸造来实现。
接下来,进行精加工,例如铣削、车削和钻削等,以确保电机座的精确尺寸和形状。
最后,对电机座进行表面处理,如喷漆、电泳涂覆或阳极氧化等,以提高电机座的耐腐蚀性和美观度。
在电机座的镗孔过程中,为了确保镗孔的精确度和稳定性,需要设计适用的夹具。
夹具的设计应考虑以下几个方面。
首先,夹具的材料选择应具有足够的刚度和耐磨性,以确保夹具的长期使用性能。
材料常选用钢、铝合金或高强度工程塑料等。
其次,夹具的基座应具有稳定的结构和良好的固定能力,以确保夹具在使用过程中不发生位移或摇晃。
再次,夹具的夹持方式应根据镗孔的特点选择,如机械夹紧、液压夹紧或气动夹紧等。
此外,夹具的刀具定位和夹持力的调整也是夹具设计中需要考虑的因素。
在完成夹具设计后,对电机座进行镗孔的具体工艺流程一般包括以下几个步骤。
首先,根据设计要求和加工设备的能力选择合适的切削刀具和切削参数。
接下来,通过定位夹具将电机座固定在加工设备上,并通过夹持装置夹紧。
然后,根据夹具的切削刀具定位,设置加工设备的坐标轴和刀具路径。
在进行切削操作时,要注意切削刀具的切削速度、进给速度和切削深度等参数的控制,并及时冷却切削区域以防止工件过热。
最后,通过测量和检验等方法验证镗孔的精确度和质量。
总之,电机座的工艺是确保电机座质量和性能的关键。
而夹具设计工艺则是镗孔过程中的重要环节,需要综合考虑材料选择、夹持方式和切削参数等因素,以保证镗孔的精确度和稳定性。
通过严格的工艺控制和夹具设计,可以生产出具有高品质和可靠性的电机座产品。
电机座的工艺及其镗孔夹具设计工艺(DOC 42页)
3.3制订工艺路线
工序一热处理(退火);
工序二以顶面为粗基准,粗、精铣底面,选用X63卧式铣床;
工序三以底面为基准,粗、精铣右侧面,选用X63卧式铣床;
工序四铣上表面,保证尺寸 ,选用X63卧式铣床;
中文摘要
要设计此零件的加工工艺,首先是零件的分析;其次是确定毛坯的制造形式以及制订工艺路线,翻阅《切削余量手册》,确定机械加工余量、工序尺寸、毛坯尺寸、切削用量及基本工时的确定。专用夹具的设计,首先要想好设计方案,找准定位面及各个定位元件所限制的自由度。翻阅《夹具设计手册》及《机械制造工艺手册》确定各个夹具体零件的具体尺寸。
3.5 确立切削用量及基本工时................................................................6
第四章专用夹具设计..................................................................................30
第五章设计体会..........................................................................................33
参考文献........................................................................................................34
英文摘要........................................................................................................Ⅱ
CA6140机床刀架座夹具设计(镗专用夹具)讲解

任务书一.题目:CA6140车床刀架体机械加工工艺规程及工艺装备设二、工艺规程设计的原始资料:1)图纸及技术要求:提供零件图纸1份;2)年产量:5000~6000件/年;3)企业现有生产条件:中等以上规模专业生产企业;三、上交材料1.所加工的零件图1张2.毛坯图1张3.编制机械加工工艺过程卡片1套4.编制所设计夹具对应的那道工序的机械加工工序卡片1套5.绘制夹具装配图(A1)1张6.绘制夹具中1个零件图。
1张7.课程设计说明书1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第9~11天完成夹具装配图的绘制。
5.第9~11天零件图的绘制。
6.第12~13天整理并完成设计说明书的编写。
7.第13天~13天完成图纸和说明书的输出打印。
前言机械的加工工艺及夹具设计是在完成了大学的全部课程之后,进行的一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。
机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。
然而夹具又是制造系统的重要组成部分,不论是传统制造,还是现代制造系统,夹具都是十分重要的。
因此,好的夹具设计可以提高产品劳动生产率,保证和提高加工精度,降低生产成本等,还可以扩大机床的使用范围,从而使产品在保证精度的前提下提高效率、降低成本。
当今激烈的市场竞争和企业信息化的要求,企业对夹具的设计及制造提出了更高的要求。
所以对机械的加工工艺及夹具设计具有十分重要的意义。
粗镗大小孔液压夹具技术要求
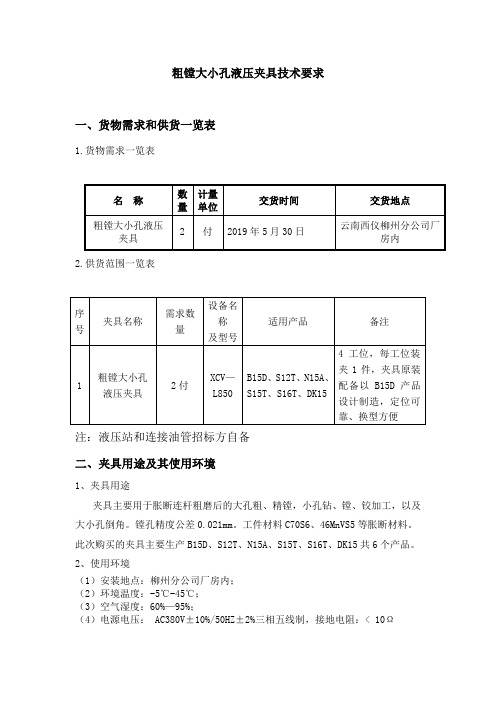
粗镗大小孔液压夹具技术要求一、货物需求和供货一览表1.货物需求一览表2.供货范围一览表注:液压站和连接油管招标方自备 二、夹具用途及其使用环境1、夹具用途夹具主要用于胀断连杆粗磨后的大孔粗、精镗,小孔钻、镗、铰加工,以及大小孔倒角。
镗孔精度公差0.021mm 。
工件材料C70S6、46MnVS5等胀断材料。
此次购买的夹具主要生产B15D 、S12T 、N15A 、S15T 、S16T 、DK15共6个产品。
2、使用环境(1)安装地点:柳州分公司厂房内; (2)环境温度:-5℃-45℃; (3)空气湿度:60%—95%;(4)电源电压: AC380V ±10%/50HZ ±2%三相五线制,接地电阻:< 10Ω名 称 数量 计量单位 交货时间 交货地点 粗镗大小孔液压夹具 2付 2019年5月30日云南西仪柳州分公司厂房内序号夹具名称需求数量设备名称 及型号适用产品备注1粗镗大小孔液压夹具2付XCV —L850 B15D 、S12T 、N15A 、S15T 、S16T 、DK154工位,每工位装夹1件,夹具原装配备以B15D 产品设计制造,定位可靠、换型方便(5)空压:0.40Mpa(Min)—0.60Mpa(MAX)。
三、夹具结构及要求1.1夹具定位要求示意,见下图:连杆大头利用毛坯内孔拔模面定位(注意让开冲孔飞边),小头采用120度V 形块定位,V形块与毛坯接触部位采用倒拔模结构,定位时为工件提供向下的压紧力,使装夹工件稳定可靠。
各产品相关尺寸具体见附件。
*1.2 夹具除了能通过更换定位块适应B15D、S12T、N15A、S15T、S16T、DK15产品的生产外,还需能适应以下尺寸范围的连杆加工:序号主要技术参数单位规格备注1 大、小孔中心距mm 110~1602 大小头厚度mm 17~353 大头宽度mm 54~904 大头孔mm Φ35~Φ605 小头孔mm Φ15~Φ356 大孔中心到盖顶距离mm 20-45*1.3 夹具可靠性要求:a.对零件的定位优先采用三点定位,夹具定位基准准确可靠,定位点耐磨、可更换,可换件和可调件安装调整方便、定位可靠;b.主压紧力可靠,压紧和定位点部位应垂直、重合、统一,压紧力不得对零件产生扭转力和使零件变形,加工无震刀、串动,主压紧不得使零件产生压痕;c.辅助压紧可调,连接可靠,自锁力可靠、无泄压;d.自定芯和压紧头可调、可更换;e.夹具的各个部位不得与加工刀具干涉;f.布局合理,方便排屑,不能有藏屑点;g.夹具油路或气路均采用暗道,不得采用配管形式;1.4、夹具的其它要求(1)所提供的夹具包含夹具体及相关配件、可换件(子模板)、保证夹具安装上机床后不再需要添加其它夹具安装附件、配件、管线等即可正常使用。
粗镗活塞销孔专用机床及夹具设计
第一章 前言毕业设计是高等工业院校学生毕业前进行的全面综合训练,是培养 学生综合运用所学知识与技能解决实际问题的教学环节,是学生在校获 得的最后训练机会,也是对学生在校期间所获得知识的检验。
这次设计的题目是:粗镗活塞销孔专用机床及夹具设计。
并绘制出 解放牌汽车用铝活塞销孔零件图、加工示意图、被加工零件工序图、组 合机床联系尺寸图和夹具结构图。
并翻译一篇有关的外文资料。
在这次设计中,我明确设计目的,并决定好好把握和利用这踏上工作岗位前的最 后一次“演习”机会,仔细查阅资料,精心设计,努力工作,终于完成了这次设计任 务,但由于水平和时间有限,本设计只实现了组合机床的总体设计,并且设计中错误 难免,希望老师们批评指正,从而能得到不断的进步。
在设计过程中,得到了李作全 老师的精心讲解和热情帮助,对此,特表示衷心的感谢。
第二章 概述一, 毕业设计(论文)的内容和要求:通过设计粗镗活塞销孔的专用机床和夹具。
培养综合运用所学基 本理论,基本知识,基本方法和基本技能,分析问题和解决问题的能 力。
设计方案和计标正确,叙述清楚,图纸符合制图规范。
翻译一篇 有关的外文资料。
“组合机床设计”等方面知识“机床夹具设计” ,需学习“机械制造工艺学”,和参考资料。
二, 零件的工作条件和技术要求:工作条件:在发动机汽缸内,活塞在一部分工作循环压缩气体,而在另一部 分工作循环,汽缸内的混合气体燃烧膨胀,活塞承受高温气体的压力, 并把压力通过活塞销、连杆传给曲轴。
可见活塞是在高温高压下作长 时间变负荷的往复运动,活塞的结构就要适应这样的工作条件。
技术要求:1. 销孔圆度和圆柱度均不大于 0.0152. 销孔轴线对止口端面平行度不大于 100:0.043. 销孔轴线与止口内圈中心线对称度不大于 0.204. 销孔表面允许有深度不大于 0.08 的正常退刀痕迹三, 活塞主要技术条件分析:销孔尺寸公差 IT6 级以上。
当销孔直径小于 50mm 时销孔圆度误差 不大于 0.0015mm,圆柱度误差不大于 0.003mm。
Get格雅基于液压夹紧的专用夹具设计含全套CAD图纸

基于液压夹紧的专用夹具设计(含全套CAD图纸)毕业设计论文任务书一、题目及专题:1、题目基于液压夹紧的专用夹具设计2、专题——支架零件的工艺工装设计二、课题来源及选题依据课题来源为无锡某机械。
该课题主要是为了培养学生开发、设计和创新机械产品的能力,要求学生能够结合常规机床与零件加工工艺,针对实际使用过程中存在的金属加工中所需要的三维造型、机床的驱动及工件夹紧问题,综合所学的机械三维造型、机械理论设计与方法、机械加工工艺及装备、液压与气动传动等知识,对高效、快速夹紧装置进行改良设计,从而实现金属加工机床驱动与夹紧的半自动控制。
在设计液压系统装置时,在满足产品工作要求的情况下,应尽可能多的采用标准件,提高其互换性要求,以减少产品的设计生产本钱。
三、本设计〔论文或其他〕应到达的要求:①该部件工作时,能运转正常;②熟悉有关标准、规格、手册和资料的应用;③拟定零件的机械加工工艺方案,并进行多方案比照分析,进行优化设计;④对现代加工机床所需的快速夹紧系统具有初步分析能力和改良设计的能力;⑤理论联系实际的工作方法和独立工作能力深化和提高;⑥设计绘制零件工作图假设干;⑦编制设计说明书1份。
四、接受任务学生:机械97 班姓名孙皓五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计〔论文〕指导〔或参谋〕:指导教师签名签名签名教研室主任〕签名〔学科组组长研究所所长系主任签名2012年11月12日摘要本文是对支架零件的加工工艺规程进行设计,并针对其中某一道工序进行基于液压的专用夹具设计,并进行了另一工序的普通夹具设计。
支架零件作为叉架类零件,其主要加工外表是平面及孔。
按照机械加工工艺要求,遵循先面后孔的原那么,并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以支架大外圆端面作为粗基准,以支架大外圆端面与两个工艺孔作为精基准,确定了其加工的工艺路线和加工中所需要的各种工艺参数。
《常州工学院最新机械毕业设计题目(含全套CAD图纸资料)》

1)虎钳的数控加工工艺2)1G-100型水旱两用旋耕机设计3)4T焊接滚轮架机械设计4)CA6140机床后托架加工工艺及夹具设计5)HPVL分线盒注射模具设计6)Q3110滚筒式抛丸清理机设计7)USB转接盒上盖注塑模具设计8)x62w主轴工艺及专用夹具设计9)冲水手柄模具设计10)切管机的设计11)卧式双面多孔钻加工机床设计12)叉车滚轮的工装设计13)变压器外壳注塑模具设计14)吸尘器万向轮注射模具设计15)塑料制件捏耳的注射模具设计16)尾座体加工工艺及夹具设计17)拖拉机拨叉铣专机设计18)数控雕铣机电主轴和主轴托板设计19)普通开关按钮模具设计20)步进式加热炉同步顶升液压控制系统设计21)气缸盖螺钉孔加工专机设计22)电机座液压夹紧粗镗夹具设计23)电话听筒注射模设计24)电话机面板注塑模设计25)矿车轮钻孔组合机床设计26)空气滤清器外壳模具设计27)老板椅底支架设计28)节式输送机自动张紧装置设计29)茶杯杯盖注塑模设计30)镜头盖注塑模模具设计31)闹钟后盖注塑模设计32)风扇叶片注射模具设计33)高档化妆品瓶盖注射模具设计34)4125型柴油机气缸体的机械加工工艺及夹具设计35)c6136经济型数控改造(横向)36)减速箱箱盖的工艺规程及镗夹具设计37)半轴机械加工工艺及工装设计38)台灯灯座注塑模的设计与制造39)多功能制浆机设计40)首饰盒注塑模具设计41)HPVC分线盒注塑模具设计42)铝壳体压铸模具设计43)绿豆精选机设计44)MC无机械手换刀刀库设计45)QY12汽车起重机的支腿机构设计46)TMJ-200型水果糖糖料拉白机设计47)TMJ-200型水果糖糖料拉白机设计48)XK100立式数控铣床主轴部件设计49)Y A32-1000KN四柱万能液压机设计50)三孔双向卧式组合镗床夹具设计51)冲压垫片设计52)分线盒注塑模具设计53)加热缸体的注塑模设计54)包装机对切部件设计55)双头铆接机设计56)塑料底座盖注塑模设计57)大众汽车标志模具设计58)弧面蜗杆加工专用数控机床设计59)梳棉机箱体结合件专用装备设计60)梳棉机组合机床设计全套优秀毕业设计、毕业论文QQ 3639630561)油泵体钻孔组合机床设计62)游标卡尺盒注塑模具设计63)激光标线仪前盖模具设计及其型腔仿真加工设计64)牧草切根机的设计65)玩具飞机外壳注射模的设计与加工仿真66)自行车脚蹬内板级进模设计67)虎钳的数控加工工艺68)酒瓶内盖塑料模具设计69)锤片粉碎机的设计70)儿童水枪零件注射模设计71)轴承保持架自动装配机设计72)飞机模型注塑模设计73)卡盘分度钻摸设计74)蒸汽电熨斗设计75)仪表盖塑料模设计76)节式输送机自动张紧装置设计77)塑料拉手塑料膜设计78)MC无机械手换刀装置设计79)起瓶器导向筒注塑模设计80)桶形拉升伸冲载模具设计81)衬套落料拉伸冲孔翻边模具设计82)QY12汽车起重机的支腿机构设计83)滑盖冷冲模设计84)T型件冲压模具设计85)汽车车轮盖冲压模设计86)变压器外壳注塑模设计87)梳棉机箱体结合件专用装备设计88)自动高压排液机设计89)沥青圆柱式成型机机械设计90)糖料拉白机设计91)十三棍平整机设计92)Z4系列火花塞壳体冷挤压成型工艺及模具设计93)HPVC分线盒注塑模设计94)激光标线仪前盖模具设计及型腔仿形加工设计95)奇瑞A3轿车变速器的CVT改型设计96)隐形眼睛盒塑料模具设计97)全路面起重机设计98)轮胎切碎机结构设计99)油泵体下体十二孔组合机床设计100)矿车轮端面组合机床设计101)麦克风外壳注塑模具设计102)侧托架复合模具设计103)四垫圈复合模具设计104)电位器接线片冲压工艺与模具设计105)铝壳体压铸模具设计106)488柴油机运动部件设计107)螺杆注塑模具设计108)电机碳刷架冷冲模具设计109)绿豆精选机设计110)内燃机喷油嘴改造设计111)X5025型立式升降台铣床设计112)城轨列车侧窗玻璃安装用工作平台设计113)汽车备轮架加固板冲压工艺及落料冲孔模具设计114)自行车车轴锻压模具设计115)灭火器筒座注射模设计116)汽车连接件注塑模设计117)方形套注塑模设计118)YTP26气腿式凿岩机机体工艺及夹具设计更多毕业设计论文联系QQ 36396305全套优秀毕业设计、毕业论文QQ 36396305。
镗孔的加工工艺及夹具设计
镗孔的加工工艺及夹具设计1.镗孔加工工艺设计1.1镗孔的定位分析在镗床上加工孔时,需要对零件进行夹紧,因此需要对零件进行夹紧设计,镗孔应采用专用夹具,根据六点定位原则来确定工件的定位方式。
下面对图一中的镗孔进行定位分析:该道工序为镗三个平行的孔,但是由于工件自身尺寸较大,孔径也较大,其定位基准分布在同一平面上,所以根据六点定位原理选择A面为定位基准。
由一个角铁作为安装的底座,工件的定位和导向机构完全安装在角铁上,脚架和压紧丝杠限制了X、Z方向的转动及移动,定位销限制了Y方向的转动和移动,由此可见,实现了工件镗孔时的完全定位。
图1镗床夹具图1.2切削力与夹紧力的计算(1)镗Φ146孔查表给定镗刀B=30H=20L=200I=100d=20选择合金钢镗刀公称直径Φ146;在镗孔时候只考虑圆周切削力;查文献得;(1.1)Kmp=(HB/150)n取n=0.55所以Kmp=1.17;所以;;由于夹紧机构产生的实际夹紧力应满足下式:P=KFz(1.2)取安全系数K=K1K2K3K4K5式中K1——基本安全系数1.5;K2——夹紧状态系数1.2;K3——刀具钝化系数1.0;K4——考虑夹紧动力稳定性系数1.0;K5——尽在有力矩企图使用回转时开考虑支撑面接触情况的系数1.0;所以得到K=K1K2K3K4K5=1.9,得到P=KFz=1.9X365.18=693.88N (2)镗Φ48孔选择高速钢镗刀公称直径Φ48;查表给定镗刀B=25H=30L=170I=80d=15在镗孔时候只考虑圆周切削力;查文献得;Kmp=(HB/150)n取n=0.55所以Kmp=1.17;所以;;由于夹紧机构产生的实际夹紧力应满足下式:P=KFz取安全系数K=K1K2K3K4K5式中K1——基本安全系数1.5;K2——夹紧状态系数1.2;K3——刀具钝化系数1.0;K4——考虑夹紧动力稳定性系数1.0;K5——尽在有力矩企图使用回转时开考虑支撑面接触情况的系数1.0;所以得到K=K1K2K3K4K5=1.9,得到P=KFz=1.9X223.2=424.08N <ol> 镗Φ80孔</ol>镗Φ80孔的计算过程与上边量孔的方法是一样的,就是选择高速钢镗刀公称直径Φ80的镗刀,最后计算结果为P=KFz=569.23N 根据上边的计算夹紧力不是很大,且夹具选择的种类为组合夹具,所以动力选择手动夹紧。
粗镗活塞销孔组合机床专用夹具设计

谢谢!
10 9 1 5
11
2 3 4
6 7 8
主要夹紧件立体效果图
夹紧机构中的11-压板 夹紧机构中的9-压块
夹具体的结构形式
根据工件、定位元件、夹 紧装置总体上的配置以及达 到夹具体的设计要求,夹具 体的结构如图示
传动方式
因为夹紧件是压板、压块、六角螺母和开口 垫圈,所以需要用相应的扳手对六角螺母进 行拧紧和拧松。因此,本设计中以操作工人 手臂之力作为动力源利用选定的扳手通过夹 紧机构来实现夹紧工作。
江西农业大学毕业设计
粗镗活塞销孔组合机床 专用夹具设计
指导老师:肖怀国
工学院 机制051班 黄建新 20050401
设计任务
为粗镗活塞销孔组合机床设计专用夹具,此专用夹具是 为粗镗解放牌活塞销孔工序所设计的夹具。以下是工序简 图:
设计思路
一、研究原始资料
二、夹具结构的方案制定 三、绘制夹具总装图 四、绘制夹具零件图
原+ρ `2)】/η 0(N.mm) =484.7(N.mm)
(其中Wk=450.4N,实际所需夹紧力,其它系数值查夹具 设计手册)
初选螺纹公称直径为10(mm)的螺栓,查得其许夹 紧力为3924(N),加在螺母上的夹紧扭9.320(N.mm) ∵ M10的许用夹紧力=3924>450.4(N) ∴ M10的螺栓满足强度要求。
工件的定位方案
1、活塞结构分析: 活塞是薄壁零件,容易产生变形,且加工工艺路 线又长,若没有一个统一的定位基准,很难达到 所要求的位置精度。
2、定位元件确定: 这里用活塞止口及端面定位,形成“一面一孔”定位。 通过夹具体上表面及短柱销作为定位元件消去5个自由 度,剩下的转动自由度用一根装在尾座套筒中的削边 销插入孔中来位, 从而保证加工余量均匀。
完整_液压钻床的夹具设计
摘要本次设计的主要任务是钻床的夹具设计,附加机床的总体设计,即“三图一卡”设计:被加工零件工序图、加工示意图、机床尺寸联系图和生产率计算卡。
本钻床拟采用组合钻床,液压传动。
由于钻床是由大量通用部件和少量专用部件组成的工序集中的高效率机床,且加工精度稳定,所以本设计的主要目的就是提高工厂的生产率。
为了进一步提高劳动生产率,该钻床还采用了专用夹具,夹具采用液压夹紧,即省力,节约时间,又能保证加紧可靠,从而减少机床加工的辅助时间。
本人首先进行机床的总体设计,即在完成工艺方案拟订以后,确定机床的配置形式和结构方案,画出“三图一卡”。
完成总体设计后,进行了专用夹具的设计。
关键词: 钻床,夹具,设计目录1 钻床总体设计 (1)1.1钻床方案的制定 (1)1.2 确定切削用量及选择刀具 (1)1.2.1 选择切削用量 (2)1.2.2 确定切削力,切削扭距,切削功率及刀具耐用度 (2)1.2.3 选择刀具结构 (3)1.3 钻床总体设计 (3)1.3.1 被加工零件工序图 (3)1.3.2加工示意图 (3)1.3.3 机床联系尺寸图 (7)1.3.4 生产率计算卡 (12)2 钻床专用夹具设计 (15)2.1 设计方案的确定. (15)2.1.1 定位方案的确定 (15)2.1.2 加紧方案的选择 (16)2.1.3 夹紧力的确定和夹紧液压缸的选择 (16)2.2 专用夹具各组成部分的设计 (18)2.2.1 定位装置 (18)2.2.2 夹紧装置 (19)2.2.3 刀具引导装置 (21)2.2.4 具体的设计 (21)3 钻床及其专用夹具的特点 (23)4 结论 (24)致谢 (25)参考文献 (26)附录(一) (27)附录(二) (27)1 钻床总体设计1.1钻床方案的制定钻床是针对被加工零件的特点及工艺要求,按高度集中工序原则设计的一种高效率专用机床。
其方案制定的主要内容即零件在钻床上合理可行的加工方法,确定工序间的加工余量,相应的刀具结构,确定机床配置形式等。
液压夹紧铣床夹具设计

前言地方及周边地区的快速发展需要越来越多的实用型应用型人才。
高等职业教育根据“必须、够用”原则培养出一大批能把科学发现转化应用技术,把产品设计转化为工艺流程,把宏观决策转化为微观管理的技术型和管理型的人才。
正是在这种背景下,我们为全面提升自身的知识结构、能力结构和素质结构进行此次毕业设计。
毕业设计是继专业基础课程如机械制造工艺学、工程力学、机械设计、差与技术测量、夹具设计等之后,并在一定生产实习的基础上进行的一个教学环节,要求我们综合运用所学知识,根据零件的结构特点和产品的加工要求,进行加工工艺规程和夹具的设计。
机床夹具是保证机械产品质量高、数量多、成本的一种极重要的工艺装备。
其主要作用是:可靠地保证工件的加工质量,提高加工效率,减轻劳动强度,充分发挥和扩大机床的工艺性能。
机床夹具设计是工艺装备设计的重要组成部分。
一个好的设计,应能稳定地保证工件的加工质量,生产效率高,成本低,排屑方便,操作安全、省力,制造、维护容易等其衡量指标。
本人设计的课题是气缸体工艺及其液压夹紧铣床夹具设计。
原始数据及设计要求见设计任务书。
通过本次毕业设计,我能够综合的运用机械制造工艺学中的基本知识和理论,结合生产实习中的实践知识,独立地分析和解决工艺问题,已初步具备设计一定复杂程度的零件的工艺规程能力和运用夹具设计的基本原理和方法.拟订夹具设计方案,完成夹具结构设计的能力,并熟悉和运用相关手册、图表等技术资料及编写技术文件等技能的一次综合训练的机会,为今后从事的工作打下良好的基础。
作为一名高职院校的学生,我深知自己知识、能力和经验的不足,正是这种不足让我在今后的工作中更加谦虚谨慎、脚踏实地、不断进步,敬请各位老师多多指教。
目录第一章零件的工艺分析 (1)1.1 平面度分析 (1)1.2 表面粗糙度分析 (1)第二章毛坯的制造形式 (2)第三章铣削方式的选择 (3)3.1 端面铣 (3)3.2 周边铣 (3)3.3 端面铣削和周边铣削的比较 (3)3.4 端面铣削时的顺铣与逆铣 (4)3.5 对称铣削 (4)3.6 非对称铣削 (4)第四章刀具的选择 (5)4.1 基本要求 (5)4.1.1 硬度 (5)4.1.2 韧性和强度 (5)4.1.3 铣刀切削部分的材料的要求 (5)4.2常用材料 (5)4.2.1 高速工具钢(简称高速钢,锋钢等) (5)4.2.2 硬质合金 (6)第五章铣削用量 (7)5.1 每齿进给量的选择 (7)5.2 铣削速度的选择 (7)5.3 切削液 (7)5.3.1 切削液的作用 (7)5.3.2 冷却作用 (7)5.3.3 润滑作用 (8)5.3.4 防锈作用 (8)5.3.5 冲洗作用 (8)5.4 切削液的种类 (8)5.4.1 水液 (8)5.4.2 乳化液 (8)5.4.3 切削油 (8)5.5 切削液的选用 (8)5.5.1 粗加工时 (8)5.5.2 精加工时 (8)5.6 选择测量方法 (8)第六章夹具设计 (9)6.1 基面的选择 (9)6.2 加工方案的设计 (9)6.3 加工设备的选择 (10)6.4 主轴转速,切削力及夹紧力计算 (10)6.5 定位误差的分析 (12)6.6 夹具设计及操作的简要说明 (13)结论 (14)致谢 (16)参考文献 (17)第一章零件的工艺分析该气动缸体只有一个加工表面(上表面,以∮80的孔为中心)平面的技术要求只要是对平面度,表面粗糙度的要求0.05。
机械制造工艺学课程设计-粗镗轴承孔夹具设计

粗镗轴承孔夹具设计中国地质大学(武汉)设计者:王龙班级:072085班第一章产品概述 (3)第二章箱体的工艺分析 (3)2.1图纸的技术要求分析 (3)第三章生产纲领 (5)第四章材料的选择和毛坯的制造方法的选择及毛坯图 (5)4.1 材料选择 (6)4.2 毛坯制造方法的选择 (7)4.3 毛坯图的绘制 (9)第五章定位基面的选择及分析 (11)5.1 粗精基准的选择 (11)5.2 各加工面基准表 (11)第六章加工工作量及加工手段组合 (12)第七章大致工艺过程 (13)第八章铣凸台工序的夹具设计与计算 (21)8.1夹具设计应遵循的原则 (21)8.2切削力的计算 (22)8.3机动时间的计算及工序时间定额的确定 (24)8.4定位方式的选择 (25)8.5夹紧机构的设计 (25)8.6 气缸的选用 (26)第九章铣凸台的工序卡片 (30)实习总结 (32)参考文献 (33)第一章产品概述本组设计对象是圆柱齿轮减速器箱体的的工艺和夹具。
1.1产品介绍齿轮减速器是原动机和工作机之间的独立的闭式传动装置,用来降低转速和增大转矩。
无须联轴器和适配器,结构紧凑。
负载分布在行星齿轮上,因而承载能力比一般斜齿轮减速机高。
满足小空间高扭矩输出的需要。
齿轮减速器广泛应用于大型矿山,钢铁,化工,港口,环保等领域。
1.2 零件介绍作用变速器箱体在整个减速器总成中起支撑和连接的作用,它把各个零件连接起来,支撑传动轴,保证各传动机构的正确安装,是传动零件的基座,应具有足够的强度和刚度。
因此变速器箱体的加工质量的优劣,将直接影响到轴和齿轮等零件位置的准确性,也为将会影响减速器的寿命和性能。
结构特点变速器箱体是典型的箱体类零件,其结构和形状复杂,壁薄,外部为了增加其强度加有很多加强筋。
有精度较高的多个平面、轴承孔,螺孔等需要加工,因为刚度较差,切削中受热大,易产生震动和变形。
零件装配箱体通常用灰铸铁制造,对于重载或有冲击载荷的减速器也可以采用铸钢箱体。
课程设计--镗孔夹具设计

机械制造工艺学课程设计——镗孔夹具设计学院:机电学院专业:机械设计制造及其自动化姓名:班级学号:指导教师:吴晓光、李波2012 年 09 月 17 日目录一、产品概述 (2)1.减速器的大致性能和适用范围 (2)2.箱体的特点和作用 (2)二、图纸技术要求和分析 (3)三、计算生产纲领确定生产类型 (4)四、材料的选择和毛坯的制造方法的选择及毛坯图 (4)1.材料的选择 (4)2.毛坯的制造方法 (4)3.毛坯分型面的选择 (5)4.毛坯图的绘制 (6)五、基准的选择 (8)六、大致工艺过程 (14)1.箱盖工艺过程卡 (14)2.箱座工艺过程卡 (17)3.合箱工艺过程卡 (20)七、加工工序卡 (22)八、镗孔加工工序的夹具设计 (23)1.最大切削力的计算及功率校验 (23)2.夹紧力大小的确定原则及夹紧力的计算 (25)3.气缸的选择 (28)4.气压控制回路设计 (29)参考文献 (30)附录 (30)一、产品概述1.减速器的大致性能和适用范围减速器是一种动力传输装置,是通过自身的结构把动力根据需求合理传输的装置,是原动机和工作机之间的独立的闭式传动装置,用来降低转速和增大转矩,以满足工作时,工作环境所需要的速度和转矩,使的动力传输更加的方便简洁。
其中选用减速器时应根据工作机的选用条件,技术参数,动力机的性能,经济性等因素和工作所需要的条件,合理的选用。
减速器一般由箱体、轴系部件、附件三大部分组成,减速器在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,是目前减速器在机械领域中使用最广泛的功能。
减速器对速度和转矩的调整,是靠输出和输入的齿轮的啮合来确定和调整的,而且传动轴之间的中心距及平行度直接影响了减速器的质量好坏。
其中支承各传动轴,保证各传动轴之间的中心距及平行度,并保证减速器部件与发动机的正确安装是减速器组装的首要要求。
而减速器的众多组成部件中,减速器箱体加工质量的优劣,将直接影响到轴与齿轮等零件相互位置的准确性及减速器总成的使用寿命和可靠性。
最新液压缸的加工工艺分析与深孔推镗夹具设计--毕业设计说明书
摘要将液压缸提供的液压能重新转换成机械能的装置称为执行元件。
执行元件是直接做功者,从能量转换的观点看,它与液压泵的作用是相反的。
根据能量转换的形式,执行元件可分为两类三种:液压马达、液压缸、和摆动液压马达,后者也可称摆动液压缸。
液压马达是作连续旋转运动并输出转矩的液压执行元件;而液压缸是作往复直线运动并输出力的液压执行元件。
液压缸是机器和部件的基础零件,由它将机器和部件中许多零件连接成一个整体,并使之保持正确的相互位置,彼此能协调地运动。
保证零件加工质量的前提下,提高生产率,降低成本,是国内外现代机械加工工艺的主要发展方向之一。
本文通过对液压缸零件图及结构形式的分析基础上,对液压缸零件进行工艺分析、工艺说明及加工过程仿真和精度分析。
同时以此液压缸零件为例进行工艺过程设计,编写相应工艺卡片;其次再对液压缸的孔的加工进行专用夹具设计与精度和误差分析。
实践证明,该工艺与夹具结果能满足生产要求。
关键词:液压缸加工工艺定位夹具设计AbstractHydraulic cylinder will be able to provide the hydraulic-mechanical energy conversion device called actuators. Work is a direct implementation of components, from the point of view of energy conversion; it is the role of the hydraulic pump opposite. According to energy conversion in the form of implementation of the three components can be divided into two categories: hydraulic motors, hydraulic cylinders, hydraulic motors and swing, which may also be said swing hydraulic cylinder. Hydraulic motor is the continuous torque and rotational movement of the hydraulic actuators, and hydraulic cylinder is a reciprocating linear motion and the output of the hydraulic components. Hydraulic cylinder is the basis of machines and components parts, which makes many parts are linked into a whole, and make it maintain the correct mutual position, in a coordinated manner with each other movements.At the premise of ensure parts processing quality, improve productivity and reduce the cost is one of the main development direction in modern machining technology at home and abroad. This article based on the analysis of body parts graph and the structure to have processing process simulation and precision analysis about the parts and process description. At the same time, hydraulic cylinder to make the as an example we design the process design, and make the corresponding process cards. And then to design the special fixture for the machining the hole at the surface of the boxes and analyses the precision and the error. The practice proved that this process and fixture can satisfy the production requirements.Key words:hydraulic cylinder; Processing technology; Fixed position; Fixture design目录第1章绪论 (3)第2章液压缸简介 (6)2.1液压缸的功用与结构特点 (6)2.2液压缸的主要技术要求 (8)2.3液压缸的材料及毛坯 (9)第3章液压缸零件的加工方法 (10)3.1液压缸外表面的加工方法 (11)3.2液压缸内孔的加工方法 (12)第4章液压缸零件的加工工艺过程 (18)4.1 制定液压缸工艺过程的共同性原则 (18)4.2定位基准的选择 (19)4.3加工余量的确定 (23)4.4切削用量的确定 (24)第5章推镗夹具设计 (28)5.1夹具介绍 (28)5.2夹具设计要求 (29)5.3夹具结构设计 (31)5.4夹具部件及操作的简单说明 (35)结论 (40)参考文献 (41)致谢 (42)附录 (43)第1章绪论液压传动是研究以有压流体(液体)为传动介质来实现各种机械的传动控制的学科。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要二十一世纪的制造业面临着顾客需求驱动、不可预测、快速多变和来自全球不断增加的市场竞争,而且竞争不断加剧。
市场的不断变化要求制造系统加工的产品品种能够快速变换以满足市场需求。
近来的制造业发展表明,夹具能比较好的满足上述要求并符合我国国情。
作为制造系统重要组成部分的夹具设计部分,制造系统对其提出了新的要求。
夹具在机械加工起着重要的作用,它直接影响着机械加工的质量,生产效率和成本,因此夹具设计是机械工艺准备和施工中的一项重要工作。
这篇毕业设计主要阐述的是一套关于电机座液压夹紧粗镗夹具的设计方法,这种夹具主要应用于电机座的粗镗工序,通过这个夹具可以保证电机座粗镗后的加工要求和达到提高生产效率的目的。
在说明书中,首先明确了设计任务并对夹具作了相关的阐述,接着根据电机座的加工工序提出了镗床夹具的设计方法和理论,并依据这些方法和理论对夹具进行设计和校核、验算。
最后对夹具中某些典型或重要的零件进行了介绍和校核。
这种设计方法代表了镗模的一般设计过程,对其他夹具的设计工作也有一定的价值。
关键词:夹具、电机座、工序1AbstractManufacturing companies in the 21s' century will face unpredictable, high-frequency market changes driven by global competition. The continuous changes of market require a rapid change of product varieties in order to meet the market demands. Recent surveys have showed that fixture are the cornerstones of this new manufacturing paradigm. Fixture is also suitable to our country. After reconfiguration manufacturing system puts new requirements on fixture design, an important component of the traditional manufacturing system. Fixture is very important equipment in process of machine manufacturing because it can directly affect the quality of products and productivity and cost. So fixture designing is also a base portion in machine process.This paper of graduation mainly presents a systematic approach for the design of Electrical Block hydraulic upholding tool rough noise of drums .this upholding tool are mainly used in the working procedure of Electrical Block hydraulic rough noise of drums . It can accomplished the purpose what this fixture can be satisfy after Electrical Block hydraulic upholding tool rough noise of drums produce demand and approach to improve production efficiency.First ,we define the design of assignment and represent something about fixture. The next ,Accordingly to the processing of workpiece of motor cabinet ,we extract the method and way of boring lathe of fixture. And then ,we practice into design the fixture according to the method and way .After this design ,we take some canonical workpiece for example to check the strength.. The method of this fixture represent the process of canonical fixture. Of course ,the design of our fixture also can guide the design of fixture.: 、 、2目录前言 (1)第1章毕业设计的目的和任务 (2)1 毕业设计的目的 (2)2 毕业设计的任务 (2)第2章夹具方案设计1 夹具的概述及作用 (4)1.1 夹具的概念 (4)1.2 夹具的作用 (5)2 夹具设计的一般步骤2.1 设计前的准备工作 (6)2.2 拟定夹具结构方案、绘制工件工序图 (7)2.3 确定夹具的结构方案 (8)2.4 夹具体的设计 (13)3 绘制夹具结构草图3.1 布置图面 (15)3.2 设计定位夹紧元件 (16)3.3 夹具的精度计算 (18)3.4 夹紧力(矩)的验算 (19)3.5 绘制夹具总图 (28)3.6 尺寸标注与公差配合 (29)3.7 液压传动原理 (32)33.8 夹具总体设计中须注意的问题 (33)第3章典型零件介绍 (44)总结 (48)致谢 (49)参考文献 (50)4前言四年的大学生活马上就要结束了,我们也进入了大学生活的最后一个阶段——毕业设计。
毕业设计是对我们四年来所学知识的大总结和测验我们对所学知识的掌握,也是向我们今后即将从事的工作的正常过渡。
设计的正确程度也标志着我们四年来对所学知识的掌握和熟练运用程度。
四年来,在我院老师及领导的精心关怀和指导下,我学习了机械设计制造与设备专业的有关知识,同时也了解了一些相关学科的基本情况,为毕业设计打下了坚实的基础。
我们这次设计的题目是《电机座液压夹紧夹具》。
我所设计的部分主要是夹具部分主要是夹具方面,对液压涉及的比较少,只是在典型零件介绍中简要提了一下。
图书馆中对这一方面的资料还是又不少相关资料,但是重复很多而且计算很少。
通过整个设计过程,让我懂得了只有阅读大量的有关知识,触类旁通,精密构思与计算,仅仅靠所学的知识是远远不能解决设计过程中所遇到的难题,通过实习和在院先进制造研究所的观察和分析,对电机座的加工工艺有了一个初步了解。
综合以上各种材料,得出了现在比较满意的结果。
在XXX老师的辛勤指导下和同组同学的帮助下,我的这次设计取得了基本成功。
本次设计可以说是对所学知识的综合运用,也是第一次单独面对这样庞大的设计工作。
鉴于本人水平有限,经验不足,设计中难免有不足之处,请各位老师同学批评指正。
5第 1 章毕业设计的目的和任务1 毕业设计的目的通过本次毕业设计,我们能够达到以下目的:1.1 培养我们综合运用和巩固扩展所学知识,提高理论联系实际的能力;1.2 培养我们收集、阅读、分析和运用各种资料,手册等科技文献的能力;1.3 使我们更加熟练的运用AUTOCAD、Word 等计算机办公软件,提高计算机辅助设计的能力;1.4 训练和提高机械设计的基本理论和技能1.5 培养独立思考,独立工作的能力;1.6 培养我们的团队合作意识。
2 毕业设计的任务在XXX老师的带领下,我们进行了一段毕业设计前的准备,比如查询资料,进行必要的毕业实习,然后结合自己所掌握的资料提出设计任务并进行设计。
夹具作用就是在机械制造的机械加工、检验、装配、焊接和热处理等冷热工艺过程中,用以安装加工对象,使之占有正确的位置,以保证零件和产品的质量,并提高生产效率。
2.1 设计条件1、准确定位所加工的工件,完全限定工件所应被限制的自由度。
2、正确夹紧工件,确定工件的位置,保证零件和产品的质量。
3、能够顺利加工出工序所要求的工件。
4、所设计的夹具要结构简单,便于装卸,检修。
5、能够提高加工效率,减轻劳动强度。
6、达到充分发挥和扩大机床的工艺性能。
2.2 设计内容61、设计方案的选择与计算2、总体结构的设计,成套图纸及说明书。
2.3 设计关键1、仔细分析工件的加工工艺过程2、设计与工件工序相对应的夹具3、保证成品工件符合工序的要求2.4 设计要求1.能保证工件的加工要求保证加工质量是必须首先满足的要求。
保证加工质量的关键,就在于正确选定定位基准、定位方法和定位元件。
必要时需进行误差分析计算。
也要注意夹具中其他影响加工质量的部件结构。
2.能提高生产效率,降低成本应尽量采用各种快速高效的结构,缩短辅助时间,提高生产率。
同时尽可能采用标准元件与标准结构,力求结构简单、制造容易,以降低夹具制造成本。
3.操作方便、省力和安全在客观条件许可且又经济的前提下,尽可能的采用气动、液压和气液等机械化夹具装置,以减轻操作者的劳动强度。
4.便于排屑排屑问题是夹具设计中的一个重要问题。
因为切屑积聚在夹具中,会破坏工件正确可靠地定位;切屑带来的大量热量会引起热变形,影响加工质量;清扫切屑又要花费一部分辅助时间。
切屑积聚严重时,还会损坏刀具或造成工伤事故。
5.有良好的工艺性所设计的夹具应便于制造、检验、调整、维修等。
7第2章夹具方案设计夹具设计是工艺准备工作的重要工作之一。
夹具设计的质量,直接影响工件的质量、生产率和加工成本。
有时甚至决定了所设计的夹具是否有使用价值。
在生产实践中,由于某些因素考虑不周到,设计和制造出来的夹具就不能使用的例子并不少见。
因而应充分应用夹具设计的基本原理和知识,正确掌握夹具设计的基本方法,才能设计出先进合理和实用的夹具。
1 夹具的概述及作用1.1 夹具的概念在机械制造各行业的工艺过程中广泛应用着各种不同的,用以固定加工对象,使之占有正确的位置,以便接受施工的一种工艺装备,通称夹具。
因此,无论是在机械加工、装配、检验,还是在焊接、热处理等冷、热工艺中,以及运输工作中都大量采用夹具。