反重力铸造技术
《特种铸造》第4章-反重力铸造(4-5学时)-王猛
2)、避免金属液直接接触空气,氧化卷气现象可得到抑制,有 利于保证铸件冶金质量,可用于易氧化金属如钛合金,铸钢件 等的铸造。 3)、金属液/型壁气隙小,热量传输顺畅,凝固较快,晶粒细小, 真空吸铸生产的铝合金铸件强度、硬度较重力铸造提高5%~10%,
延伸率提高30%。
4-7
“十三五”规划教材
特种铸造
5)充型及补缩压差一般在20~60kPa范围内,金属液上升的速
度以不超过0.3米/秒为宜。
4-4
“十三五”规划教材
特种铸造
第4章 反重力铸造
反重力铸造的充型、补缩与传统的重力铸造有显著差异,同时 也与高压充型的压力铸造有明显差别,因而具备如下优点: 金属液充型流动平稳——有序流动,液面上升速度易于控制; 铸件成形性能好——充型压头高于显著提升充填能力; 铸件致密度高——有序充型可获得良好温度场分布,补缩易于实现; 合金纯净度高——升液管直接从金属液中层吸取金属,避免卷渣; 铸件含气量低——铸件可热处理实现性能强化; 材料利用率高——有效减少浇冒系统对金属原料的消耗; 工艺可控性及稳定性好——自动控制来确保铸造工艺方案严格执行。
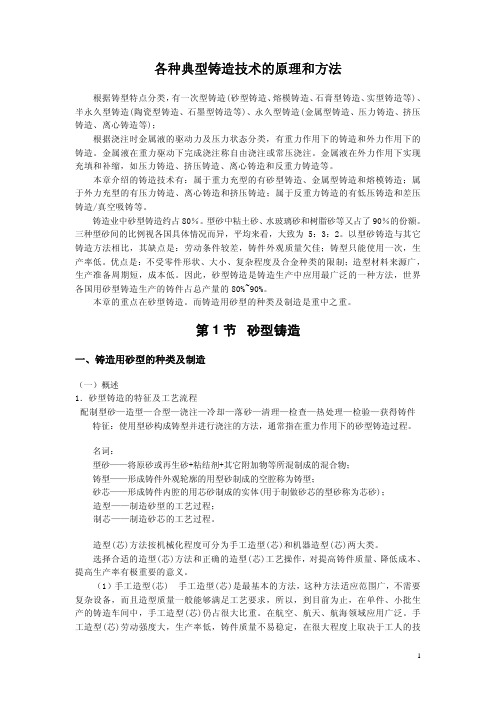
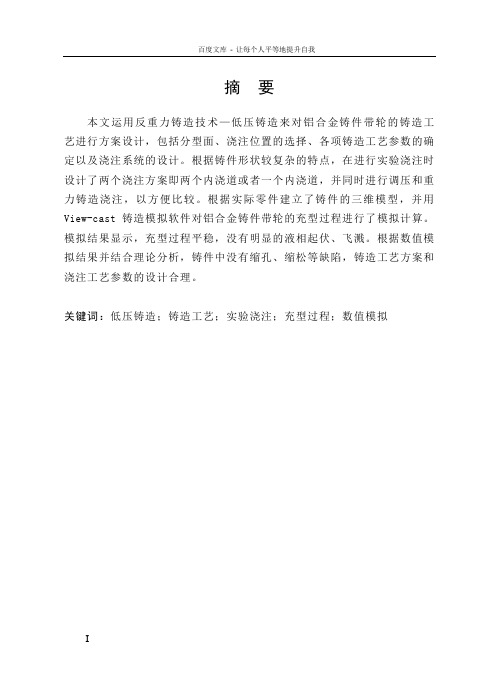
图4-7 调压铸造装置结构示意图
(教材图4-7)
1-压力罐,2-正压控制系统,3-上
压室,4-铸型,5-负压控制系统,
6-真空罐,7-金属液,8-保温炉,
9-下压室
4-16
“十三五”规划教材
特种铸造
第4章 反重力铸造
4.2 反重力铸造工艺参数
一、 压力调控
二、 浇注温度及铸型温度
4-17
“十三五”规划教材
P1 gH1 1 H1 / v1
充型阶段:
P2 gH2 2 (H2 H1) / v2
各种典型铸造技术的原理和方法
2
型砂中的杂质进行化学反应而造成化学粘砂。所以要求原砂中 Si02 含量应较高,有害杂质 亦应严格控制。铸钢件的浇注温度愈高,壁厚愈厚,则对原砂中 Si02 含量的要求就愈高。 铸铁的浇注温度一般在 1400℃以下,铁液中含有较多碳分,湿型浇注时型砂中加入有 煤等附加物,能产生大量还原性气氛,在与铸型相接触的界面上金属基本不氧化,实际上湿 型铸铁件无化学粘砂现象。 烧结点指的是原砂颗粒表面或砂粒间混合物开始熔化的温度。 它是原砂各种组合成分耐 火性能的综合反应。 所以, 有时采用测定原砂烧结点的办法能更直观地说明原砂做为耐火材 料的性能,而且可用来推测原砂中 SiO2 含量高低和杂质多少。长石、云母及其杂质中所含 有的碱金属氧化物(Na20、K20)、碱土金属氧化物(CaO、MgO)等能与 Si02 和氧化铁生成易熔 物质。例如 Si02 与 NaO 的质量比为 73:27 的混合物,其熔点仅 793℃.K2O 与 SiO2 可形成 熔点仅 525℃低熔物, 烧结点低。 ( 2)原砂-非石英质原砂 硅砂缺点:热膨胀系数比较大,而且在 573℃时会因相变而产生突然膨胀-----铸件若 裂;热扩散率比较低;容易与铁的氧化物起作用等。这些都会对铸型与金属的界面反应起不 良影响。在生产高合金钢铸件或大型铸钢件时,使用硅砂配制的型砂,铸件容易发生粘砂缺 陷,使铸件的清砂十分困难。 非石英质原砂是指矿物组成中不含或只含少量游离 Si02 的原砂。在铸钢生产中已逐渐 采用一些非石英质原砂来配制无机和有机化学粘结剂型砂、 芯砂或涂料。 这些材料与硅砂相 比,大多数都具有较高的耐火度、热导率、热扩散率和蓄热系数,热膨胀系数低而且膨胀均 匀,无体积突变,与金属氧化物的反应能力低等优点,能得到表面质量高的铸件并改善清砂 劳动条件。但这些材料中有的价格较高,比较稀缺,故应当合理选用。 目前可用的非石英质原砂有橄榄石砂、锆砂、铬铁矿砂、石灰石砂、镁砂、刚玉砂、钛 铁矿砂、铝矾土砂等。真正广泛使用的仍为石英砂。 (3)粘土----膨润土 粘土的矿物成分粘土是湿型砂的主要粘结剂。 粘土被水湿润后具有粘结性和可塑性; 烘 干后硬结,具有干强度,而硬结的粘土加水后又能恢复粘结性和可塑性。粘土主要是由细小 结晶质的粘土矿物所组成的土状材料。 粘土矿物的种类很多,按晶体结构可分为高岭石和蒙脱石等。通常根据所含粘土矿物种 类不同将所采用的粘土分为铸造用粘土(fireclay)和铸造用膨润土(bentonite)两类。膨润 土主要是由蒙脱石组矿物组成的,主要用于湿型铸造的型砂粘结剂。 根据国家专业标准《铸造用膨润土和粘土》(JBlT 9227—1999)的规定,膨润土中如果 某一交换性阳离子量占阳离子交换容量的≥50%时, 称其为主要交换性阳离子, 如果为钠离 子则称为钠膨润土, 以 PNa 表示(P 是膨润土代号); 如果为钙离子, 则称为钙膨润土, 以 PCa 表示。 我国钙基膨润土资源较多, 开采和供应比较方便。 有时要根据粘土的阳离子交换特性, 对钙土进行处理, 使之转变为钠基膨润土。 这种离子交换过程, 通常称为膨润土的活化处理, 最常用的活化剂为碳酸钠。这一过程的化学反应机理简单示意如下 Ca2+一蒙脱石+Na2C03 一-Na+一蒙脱石+CaC03+。 (4)粘土的粘结机理 粘土在水中形成的粘土-水体系是胶体,带负电的粘土颗粒将极性水分子吸引在自己的 周围, 形成胶团的水化膜, 依靠粘土颗粒间的公共水化膜, 通过其中的水化阳离子所起的 “桥” 或键的作用, 使粘土颗粒相互结合起来, 在水化膜中处在吸附层的水分子被粘土质点表面吸 附得很紧,而处于扩散层中的水分子较松,公共水化膜就是粘土胶粒间的公共扩散层。粘土
低压铸造技术的研究及展望
低压铸造技术的研究及展望[摘要] 介绍了低压铸造的发展历史、基本原理及工艺特点。
重点叙述了低压铸造技术在工业生产过程中的新技术、新工艺,铸造cae软件在低压铸造中的应用,并展望了低压铸造技术的未来。
[关键字] 低压铸造,新技术,铸造cae软件,发展趋势中图分类号:tg:248.2 文献标识码:a 文章编号:低压铸造是一种先进的铸造生产工艺,随着机械行业的不断发展,低压铸造在国内外的铸造生产中也得到了很大的发展,出现了一些新技术、新工艺,从而提高了低压铸造产品的质量,取得了高的成品率。
低压铸造是介于压力铸造与重力铸造之间的一种铸造方法,具有金属液充型平稳,铸件组织致密,工艺出品率高,易实现自动化等优点,特别适用于复杂、薄壁铸件的生产,在现代工业中应用非常广泛。
1 我国低压铸造的发展历史我国低压铸造工艺发展得较晚,1955 年天津拖拉机制造厂采用压缩空气精密铸造铝合金型板,1958 年上海邮电器材厂应用了低压铸造工艺,六十年代这一工艺在北京、天津、上海、辽宁等地得到了一定程度的发展。
1978 年以来,一机部、六机部、八机部等相继召开低压铸造经验交流会,介绍了国内先进的低压铸造设备和工艺。
2 低压铸造的基本原理和优点2.1低压铸造的基本原理低压铸造的基本原理是:一定温度的金属液在气体压力作用下,沿升液管自下而上通过浇道缓慢进入并充满型腔和冒口,然后增压保压直至铸件完全凝固,最后解除压力,使升液管和浇道中尚未凝固的金属液由于自重流回保温炉或坩埚中。
2.2 低压铸造的工艺特点低压铸造由于其浇注方式和凝固状态的特殊性,从而决定了其工艺的显著特点。
归纳如下:①金属液充型平稳,充型速度可根据铸件的不同结构和铸型的不同材料等因素进行控制,充型时可避免金属液产生翻腾、冲击和飞溅,减少二次氧化,卷气、冷隔等铸造缺陷,提高铸件质量;②金属液在压力作用下充型,流动性增加,有利于获得轮廓清晰的铸件;一次渣卷入的几率也大为减少;③铸件在压力作用下凝固,可得到充分的补缩,故铸件组织致密,力学性能提高;④可以大幅度提高工艺出品率。
反重力铸造压力自动控制系统的研究

反 重 力 铸 造 是 指 液 态 金 属 在 气 体 压 力 或 压 差 作 用
下 。 克服 重 力及 其 它阻 力 而充 满型 腔 。 该 铸 造 方 法 具 有 充 型平 稳 、 充 型能 力及 补缩 能力 强 的优 点 , 因 此 在 精 度
个 通 径 不 同 的 开 关 阀 组 成 . 这 4个 开 关 阀 的 有 效 流 通 截 面 积 之 间 的关 系 为 S 0 : S 】 : 5 2 : S 3= 2 。 : 2 : 2 : 2 。 通 过 控 制
件 补 缩 控 制 等 都 反 映 在 对 浇 铸 压 力 的 控 制 上 , 因 此 压
力 控 制 系 统 的控 制 精 度 、抗 干 扰 能 力 及 动 态 响 应 性 能 直 接决 定 反重 力铸 造 的铸件 质 量 I 2 ] 。 ・
1 压 力 控 制 系统 原 理
图 1所 示 为 采 用 帕 斯 卡 原 理 的 反 重 力 铸 造 系 统 组
空 、 差 压 及调 压铸 造 工艺 。
1 . 1 控 制 气路 原 理
压 力 控 制 系 统 采 用 组 合 开 关 阀 的 形 式 实 现 上 下 压
室 压 力 的 自动 控 制 。 开 关 阀 具 有 响 应 速 度 快 、稳 定 性 高 、 成本低 、 对 环境 要 求 低 等 优 点 , 其 通 过 开 关 量 实 现 阀 的通 断 。 便 于 实 现 计 算 机 的 自动 控 制 。 压 力 控 制 系 统 上 下 压 室的正 负 压控 制器 由组合 开关 阀 、 气 动球 阀 、 真 空 电磁 阀及 气 体过 滤 器 等组 成 ,每 组组 合 开 关 阀 由 4
式 中: △ 为 当前 采 样 周期 中 P I D增 量 值 ; △ E 为 设 定 值与实际值之差 ; △ 。 为 前 一 周 期设 定 值 与实 际 值 之 差 ; △ E 为前 两周 期设 定 置与 实 际值之 差 ; K。 为 比 例 系
低压铸造

对于使用单个内浇道的铸件一般采用: F升液管出口:F横:F内 =(2~2.3):(1.5~1.7):1 (2)
02.04.2020
④冒口设计
低压铸造时,金属液在压力下凝固,具有较好的补 缩能力,一般可不设冒口。
但对于某些结构复杂的铸件,浇注系统还不能满足 铸件补缩的要求,一般情况下多采用暗冒口,只有特 殊需要时才采用明冒口。
02.04.2020
(2)真空低压铸造
对薄壁或复杂的大型铸件,采用前述的低 压铸造工艺,也难以满足时,采用真空低压铸 造就容易解决。它的装置与压差法低压铸造基 本相似。在浇注前先将型腔中的气体抽出再进 行浇注,这时浇注速度可以提高,不会产生氧 化夹杂和气孔等缺陷。
02.04.2020
3、低压铸造的应用
低压铸造主要用来铸造一些质量要求高的铝合金和 镁合金铸件,如气缸体、缸盖、曲轴箱和高速内燃机的铝 活塞等薄壁件。
02.04.2020
力学性能 铸造方法
金属型铸造
铝ห้องสมุดไป่ตู้金 铜泵体 铝壳体
金属型 低压铸造
砂型铸造
砂型铸造 低压铸造
砂型铸造
砂型铸造 低压铸造
金属型 低压铸造
几种铸造方法铸件的力学性能比较
抗拉强度σb(Mpa)
2)浇注系统设计 低压铸造浇注系统应满足顺序凝固的要求,还应保证金属液流动
平稳,除渣效果好,并能提高生产效率,节约金属液,浇注便于清 除浇冒口。
①浇注方式 低压铸造多采用底注式浇注系统。为达到顺序凝固,一般铸件薄壁 部位朝上,厚壁部位朝下,内浇道开设在铸件的厚壁部位。
②内浇道 对较大的、有多处热节的铸件,可采用多个内浇道。对于箱体类铸 件如汽缸盖铸件,采用升液管(直浇道)、横浇道和5个内浇道。
《金属精密液态成形技术》复习题答案

《金属精密液态成形技术》复习题答案第1章绪论一、简答题1.常用金属精密液态成形方法有哪些?答:熔模精密铸造、石膏型精密铸造、陶瓷型精密铸造、消失模铸造、金属型铸造、压力铸造、低压铸造、差压铸造、真空铸造、调压铸造、挤压铸造、离心铸造、壳型铸造、连续铸造、半固态铸造、喷射成行技术、石墨型铸造、电渣熔铸、电磁铸造2.金属精密液态成形技术的特点是什么?对铸件生产有哪些影响?答:(1)特点:特殊的铸型制造工艺与材料;特殊的液态金属充填方式与铸件冷凝条件。
(2)对铸件生产的影响:由于铸型材料与铸型制作工艺的改变,对铸件表面粗糙度产生很大影响,不但尺寸精度很高,还可使铸件表面粗糙度降低,从而可实现近净成形。
在某些精密液态成形过程中,金属液是在外力(如离心力、电磁力、压力等)作用下完成充型和凝固的,因此提高了金属液的充型能力,有利于薄壁铸件的成形;液态金属在压力下凝固,有利于获得细晶组织,减少缩松缺陷,提高力学性能。
第2章熔模铸造成形一、名词解释1.硅溶胶:是由无定形二氧化硅的微小颗粒分散在水中而形成的稳定胶体溶液。
2.水玻璃模数:水玻璃中的二氧化硅与氧化钠摩尔数之比。
3.树脂模料:以树脂及改性树脂为主要组分的模料。
4.压型温度:熔模压制时压型的工作温度。
5.涂料的粉液比:涂料配置中粉料和液体的比例。
6.析晶:是当物体在处于非平衡态时,会析出另外的相,该相以晶体的形式被析出。
7.硅酸乙酯水解:硅酸乙酯通过熔剂(乙醇)和催化剂(盐酸)的作用与水发生反应的全过程。
8.皂化物:油脂等样品中能与氢氧化钠或氢氧化钾起皂化反应的物质。
二、填空题1.熔模铸造的模料强度通常以抗弯强度来衡量。
2.硅溶胶型壳的干燥过程实质上就是硅溶胶的胶凝过程。
3.一般说来说:硅溶胶中SiO2含量越高、密度越大,则型壳强度越大。
4.涂料中最基本的两个组成粘结剂和耐火粉料之间的比例,即为涂料的粉液比。
5.通常按模料熔点的高低将其分为高温、中温和低温模料。
反重力铸造的工艺原理
反重力铸造的工艺原理
反重力铸造的工艺原理主要包括:
1. 将熔融金属置于可旋转的浇注系统中,浇注系统可以360旋转。
2. 通过精确控制浇注系统的倾角和旋转速度,熔融金属在离心力和重力作用下流入预制型腔中。
3. 在转子旋转时,精确调节转速,可以准确控制熔融金属在型腔内的流动速度和方向。
4. 相比传统铸造,反重力铸造可大大减少气孔缺陷,提高致密度。
5. 旋转流动和离心作用,可获得细小均匀的组织结构,改善机械性能。
6. 可灵活设计浇注系统的结构,适用于复杂薄壁或空心结构的铸造。
7. 采用刚性浇注系统,有利于获得精密的组织和几何尺寸。
8. 可制备复杂形状和优异性能的金属部件,应用广泛。
9. 需要精确控制转速规律,优化流动速率,才能获得高质量铸件。
10. 是航空航天等高端领域先进材料制备的重要技术。
反重力铸造

造装,产品性能 差压铸造 ,而前者更具
成和效率优势叫在工
,国HICHCOCK
公司发反重力冷硬树脂精密铸造技术,利用
该技术可
整
2 mm的薄
铝合金
铸件,
薄
铸件、 类铸件、用
发
铸件、斗
铸件等,
统的
、 工艺。
铝、镁等低 合金,高温合金、钛合金等
高
化合金材料的多种反重力铸造技术
在
工 得成 用。另,铜合金小
型五金铸件反重力铸造已得
决方案 能力不
为 决国反重力铸造工艺缺乏应用技术
研究和应用不的问题,可 用下决措
施:首先,组织国 反重力铸造工艺、 、液压、
、产品应用等方面具有优势的研究和生产 单
联合体, 国反重力铸造技术、装 .
应用存在的问题,借鉴国外先进的反重力铸造技
术,用效仿、研究、再开发的思路,尽快 小与国
外 国家的差距。其次,开展特种反重力铸造技
2.1.1现状
质量
壁铝、镁 铸件是典型的高质
量要特铸,航空
匣铸件、飞
舱门铸等
具有壁(整体壁厚最小到
2 mm)、
具有多个空腔、曲面、凸台等 )等
特点, 铸的整充型和 质量 提岀了
较的要 此外,铸不断集 和大型
方 展,铸造技术提岀前所未有的挑战。国
外
壁 铸 的特点,开展 较为 的
研究工作, 先后开 岀 多种反重力 技术, 从
下充型的铸造工艺,利用该工艺西方发国家发
发 缸体、缸盖、排气管等多种精密铸件
产品⑴。另,Aloca公司发了一种真无冒口铸
造/压力无冒口铸造(VRC/PRC)工艺。实现了“自顶
向下”的向凝固顺序,得量
低压铸造工艺设计毕业论文
摘要本文运用反重力铸造技术—低压铸造来对铝合金铸件带轮的铸造工艺进行方案设计,包括分型面、浇注位置的选择、各项铸造工艺参数的确定以及浇注系统的设计。
根据铸件形状较复杂的特点,在进行实验浇注时设计了两个浇注方案即两个内浇道或者一个内浇道,并同时进行调压和重力铸造浇注,以方便比较。
根据实际零件建立了铸件的三维模型,并用View-cast铸造模拟软件对铝合金铸件带轮的充型过程进行了模拟计算。
模拟结果显示,充型过程平稳,没有明显的液相起伏、飞溅。
根据数值模拟结果并结合理论分析,铸件中没有缩孔、缩松等缺陷,铸造工艺方案和浇注工艺参数的设计合理。
关键词:低压铸造;铸造工艺;实验浇注;充型过程;数值模拟AbstractIn this paper, anti-gravity casting technology, low pressure casting technology was used to complete the design of the casting of an aluminum alloy casting wheel, which include choice of Sub-surface and casting position, determining all of the parameters of the casting process, and the design of the casting system. For the complex shape of the casting, when conducting experiments was designed to use two runners and one ingate for casting in one time, and at the same time, surge and gravity casting was used to make it easier to compare. For sand shell moulding, the mode of same time freezing was generally used. Build the Three-dimensional model of the casting, then simulate and calculate the filling process of casting. Form the results, it was saw that the process was steady without apparent phase fluctuations or splash. From the result we can see that there was no defect such as shrinkage, so the design was perfect.Keywords:Low pressure die casting; casting process; experimental cast; filling process; numerical simulation.目录摘要 (I)ABSTRACT (II)第1章绪论 0低压铸造概述 0低压铸造的工艺过程 0低压铸造的工艺特点 (1)低压铸造的工艺分类 (3)国外低压铸造行业的发展概况 (4)我国低压铸造行业现状、存在的问题和发展趋势 (5)低压铸造的数值模拟 (7)计算机数值模拟的优点 (7)低压铸造与计算机数值模拟 (8)选题意义及本文的主要研究内容 (9)课题的意义 (9)课题的任务和内容 (10)第2章低压铸造工艺设计 (11)低压铸造铸型工艺参数的选择 (11)铸件凝固方式的选择 (12)浇注系统的选择 (13)浇注系统的选择 (14)机械加工余量的选择 (15)低压铸造浇注工艺参数的选择 (16)升液速度的确定 (16)充型压力和充型速度的选择 (16)充型增压值的选择 (17)保压增压值的选择 (17)保压时间的确定 (17)浇注温度的确定 (17)第3章实验材料、内容及过程 (19)实验材料 (19)实验设备 (19)反重力铸造设备主体 (19)反重力铸造多功能气路控制系统 (20)反重力铸造电控系统 (21)实验过程 (21)砂型制造 (21)浇注前的准备 (24)铸件的金相观察 (28)第4章充型过程数值模拟 (28)V IEW C AST的实现过程 (28)充型过程的计算机模拟 (29)前处理 (29)凝固过程模拟结果及分析 (32)结论 (34)参考文献 (35)致谢 (36)第1章绪论低压铸造概述低压铸造的工艺过程低压铸造是一种特种铸造工艺,它是巴斯加原理在铸造生产中的应用。
金属精密液态成形技术-第8章反重力铸造

240~ 320
300
—
345~
—
374
—
350~
360
—
390~
395
—
440~
450
断后伸长率δ(%)
铸态
热处理
—
—
—
—
15
Hale Waihona Puke —18.5~48.7 —
—
13
—
21~
24
—
17~
22
布氏硬度 HBS
铸态 热处理
70~80 95~ 115
75~85 100~ 120
90
—
84~
—
100
—
70~80
—
98
反重力铸造可与砂型铸造、金属型铸造、熔模 精铸、石膏型精密铸造等技术结合, 生产出用其 他成形方法难以浇注的复杂、薄壁、整体铝、镁 合金铸件, 解决了优质复杂薄壁铸件浇注中的重 大关键难题。
低压铸造
反 重 真空铸造 力 铸 差压铸造 造
调压铸造
坩埚液面增压,将金属液沿反重 力方向压入铸型型腔。
型腔置负压,大气压作用于坩埚 液面,将金属液沿反重力方向压 入铸型型腔。
➢ 低压铸造的设备比压力铸造的设备简单,且容易制造。
8.2低压铸造工艺设计
8.2 低压铸造工艺设计
8.2.1铸型种类
低压铸造对铸型材料没有特殊要求,凡可作为 铸型的各种材料,都可以用作低压铸造的铸型材 料。
金属型 非金属铸型
如砂型(黏土砂、水玻璃砂、树脂砂等)、壳 型、金属型、石墨型、熔模精铸壳型、陶瓷型、 石膏型等都可应用。
8.1.1工作原理及浇注工艺过程
低压铸造工作原理
反重力铸造

(2)调压铸造
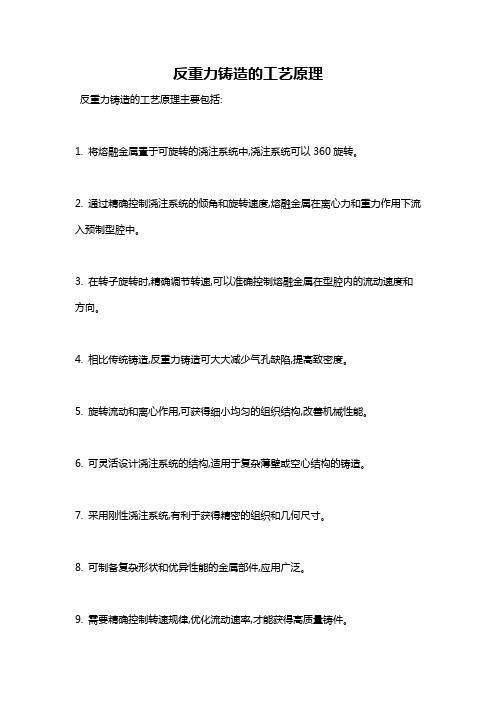
铸造时上下室同时抽真空,达到指定真 空度后,下室进气,形成压差,在压差的 作用下完成升液、充型和保压环节。由于 铸型处在负压环境之下,铸件的补缩只能 依靠压差来完成,同时在同样的液态合金 处理条件下,铸件的针孔度难于控制,补 缩能力较弱,但液态金属的充型能力较好, 特别适合于成形小型薄壁铸件。
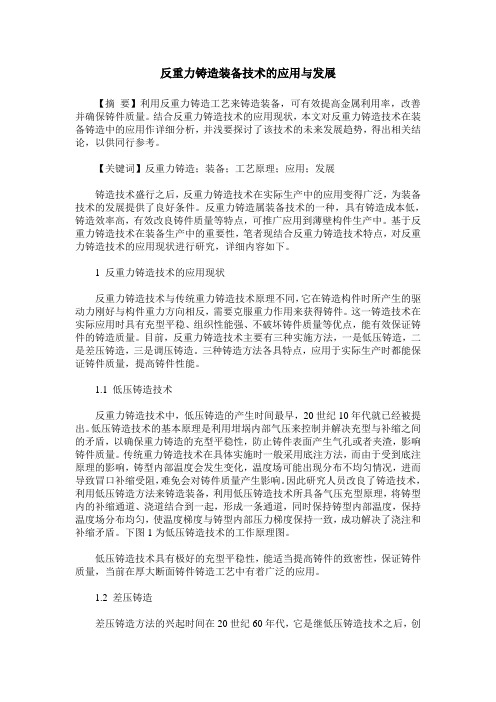
反重力铸造原理示意图 1-升液管 2-液态金属 3-坩埚 4-保温 炉 5-下室 6-中隔板 7 -上室 8-铸型
反重力铸造产生压力的方式及特点
(1)差压铸造 建立压差的形式有两种:1) 上下室同时进气, 达到同步压力后,上罐排气,形成压差,在压差 的作用下完成升液、充型和保压环节;2) 上下室 同时进气,达到同步压力后,下罐继续进气,形 成压差进而完成升液、充型和保压环节(如图)。 差压铸造中,不仅可在压力下完成充型和补缩, 而且由于铸型处在压力下,能够更好地发挥冒口 的补缩,提高了铸件的致密度。这种铸造方法适 合于生产大型厚壁铸件。
第7节 反重力铸造
1.观看低(差压)铸造机电视片
2.观看真空吸铸机电视片 3.反重力铸造简介
一、反重力铸造原理及特点
反重力铸造又称反压铸造,其实质是使液 态金属在与重力相反的力的作用下完成充 型、补缩和凝固的一种铸造方法。与压力 铸造和挤压铸造相比,为完成充型和补缩 所施加的力较小,因此,液态金属在充型 过程中的流动非常平稳,但与重力铸造相 比,铸件又能在一定的压力下实现补缩和 凝固,因此是生产优质铸件的理想方法。
(5)低压铸造
低压铸造时,铸型处在常压环境之下,下室 进气,形成压差,在压差的作用下完成升液、充 型和保压环节。所需设备简单,操作容易,充型 过程控制简单。一般情况下,只要保压时的增压 满足要求,同样可使铸件得到很好的补缩。与其 它反重力铸造方法相比,低压铸造的应用范围更 广。由于低压铸造中,铸型处在常压环境之下, 利用金属型铸造时,容易实现金属型的开合模以 及铸件顶出,所以,金属型低压铸造广泛用于生 产质量要求较高的铸件,如汽车轮毂、缸体、缸 盖等铸件。在砂型低压铸造中,可以成形轮廓很 大的优质铸件。
反重力铸造装备技术的应用与发展
反重力铸造装备技术的应用与发展【摘要】利用反重力铸造工艺来铸造装备,可有效提高金属利用率,改善并确保铸件质量。
结合反重力铸造技术的应用现状,本文对反重力铸造技术在装备铸造中的应用作详细分析,并浅要探讨了该技术的未来发展趋势,得出相关结论,以供同行参考。
【关键词】反重力铸造;装备;工艺原理;应用;发展铸造技术盛行之后,反重力铸造技术在实际生产中的应用变得广泛,为装备技术的发展提供了良好条件。
反重力铸造属装备技术的一种,具有铸造成本低,铸造效率高,有效改良铸件质量等特点,可推广应用到薄壁构件生产中。
基于反重力铸造技术在装备生产中的重要性,笔者现结合反重力铸造技术特点,对反重力铸造技术的应用现状进行研究,详细内容如下。
1 反重力铸造技术的应用现状反重力铸造技术与传统重力铸造技术原理不同,它在铸造构件时所产生的驱动力刚好与构件重力方向相反,需要克服重力作用来获得铸件。
这一铸造技术在实际应用时具有充型平稳、组织性能强、不破坏铸件质量等优点,能有效保证铸件的铸造质量。
目前,反重力铸造技术主要有三种实施方法,一是低压铸造,二是差压铸造,三是调压铸造。
三种铸造方法各具特点,应用于实际生产时都能保证铸件质量,提高铸件性能。
1.1 低压铸造技术反重力铸造技术中,低压铸造的产生时间最早,20世纪10年代就已经被提出。
低压铸造技术的基本原理是利用坩埚内部气压来控制并解决充型与补缩之间的矛盾,以确保重力铸造的充型平稳性,防止铸件表面产生气孔或者夹渣,影响铸件质量。
传统重力铸造技术在具体实施时一般采用底注方法,而由于受到底注原理的影响,铸型内部温度会发生变化,温度场可能出现分布不均匀情况,进而导致冒口补缩受阻,难免会对铸件质量产生影响。
因此研究人员改良了铸造技术,利用低压铸造方法来铸造装备,利用低压铸造技术所具备气压充型原理,将铸型内的补缩通道、浇道结合到一起,形成一条通道,同时保持铸型内部温度,保持温度场分布均匀,使温度梯度与铸型内部压力梯度保持一致,成功解决了浇注和补缩矛盾。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、干砂型低压铸造
金属材料工程教研室
3、金属型低温度及涂料
1.浇注温度:一般比重力浇注低10~20°C,并且 在保证铸件成型的前提下,应该是愈低愈好。 2.铸型温度:对非金属型,若无特殊要求,一般 都为室温。而对金属型的工作温度就有一定的要 求。如低压铸造铝合金时,金属型的工作温度一 般控制在200~250°C;浇注薄壁复杂件时,可 高达300~350°C。 3.涂料:对铸型,涂料的使用与重力铸造相同, 涂料应均匀,涂料厚度要根据铸件表面光洁度及 铸件结构来决定。此外,对保温坩埚也应喷涂涂 料。在升液管内外表面应涂刷一层较厚涂料。
金属材料工程教研室
金属材料工程教研室
金属材料工程教研室
二、 差压铸造
(一)概述
差压铸造又称反压铸造、压差铸造。是在低 压铸造的基础上,铸型外罩个密封罩,同时向坩 埚和罩内通入压缩空气,但坩埚内的压力略高, 使坩埚内的金属液在压力差的作用下经升液管充 填铸型,并在压力下结晶。 差压铸造的实质是低压充型与压力下结晶两 种铸造方法的结合。可获得无气孔、无夹杂、组 织致密的铸件。
反重力铸造
反重力铸造是外力场充型工艺的一 种,是指液态金属在与重力相反方向力 的作用下完成的充型、补缩和凝固过程 的铸造方法,也称反压铸造。 低压铸造 压差铸造 真空吸铸
一、 低压铸造
(一)概述
低压铸造是液体金属在压力(一般为气体压力) 作用下,完成充型及凝固过程而获得铸件的一种铸造 方法。由于作用的压力较低(一般为20~70kPa), 故称为低压铸造。低压铸造起源于20世纪40年代,但 直到60年代才开始推广,大范围应用于工业生产的各 个领域。低压铸造可生产的铸型可使用砂型、金属型、 熔模壳型、石膏型、及石墨型等,可生产铝合金、铜 合金、铁合金等材质的铸件。
原理图
(二)分类
低压差压铸造:0.5~0.6MPa 按工作时压力筒内 中压差压铸造:5~10MPa 充气压力的大小 高压差压铸造:10MPa 增压法差压铸造 按压差产生的方式 减压法差压铸造
(三) 应用范围
铸型可以用砂型,也可用金属型。单件、小 批量生产时可用砂型,生产批量大时,可用金属 型。铸件重量可从小于1kg至100kg以上。目前国 内最大铸造直径540mm、高度890mm、壁厚8~ 10mm的大型复杂薄壁整体舱铸件。可铸造的合金 有铝合金、锌合金、镁合金、铜合金,以及铸铁、 铸钢。生产的铸件有电机壳、阀门、叶轮、气缸、 轮毂、坦克导轮、船体等。在压力铸造机上生产 受投影面积或壁厚限制的铸件均可用差压铸造法 生产。
(四)差压铸造工艺
1.充气阶段 2.压力平衡 阶段 3.升液阶段 4.充型阶段 5.保压阶段 6.互通排气 阶段
(五)差压铸造的特点
1)充型速度可以准确控制,以获得最佳充型速度。 2)铸件成形性好,表面粗糙度值低。 3)铸件晶粒细小,组织致密,力学性能高,与低 压铸造相比,铸件抗拉强度可提高1050%,伸 长率可提高2550%。 4)提高了金属的利用率,可减小冒口的尺寸或不 设冒口。 5)能用气体作为合金元素,故可往一些合金(如 钢)中溶入N2,提高合金强度和耐磨性能。 6)设备较庞大,操作麻烦。
p1
压力p p3
2
1
3.第三阶段 :凝固结晶阶段 结晶压力越大,补缩效果越好,最后获得的铸件 p3 p2 p3 p 组织也愈致密。但通过结晶增大压力来提高铸件 v3 2 p Kp2
3 1 质量,不是任何情况下都能采用的。
常遇到的情况大致有以下三种: 1、湿砂型低压铸造
金属材料工程教研室
(二)低压铸造的原理
基本原理:
1)合型 2)升液阶段 3)充型阶段 4)凝固阶段 5)顶出
(三)低压铸造工艺
低压铸造的工艺规范包括压力、增压速度、 铸型预热温度、浇注温度,以及铸型的涂料等。 (1)压力和增压速度
金属液上升高度
p H
金属液的重度
阻力因数(1.0~1.5)
1.第一阶段 :升液阶段 p1 金属液的升液速度应尽可能缓慢,使金属液在进入浇 H1 p2 0.15m/s v1 口时不致产生喷溅或涡流,故一般不超过 p1 / 1 2.第二阶段 : 充型阶段 5 时间 2 3 4 1 p2 H 2 充型速度慢,充填平稳,有利于型腔内气体的排 p2 p1 出,增大铸件各部分温差。 v2
(三)低压铸造工艺设计
低压铸造的铸型有金属型和非金属型两类。金属 型多用于大批、大量生产的有色金属铸件,非金属 铸型(如砂型、石墨型、陶瓷型和熔模型壳等)多 用于单件小批量生产,生产中采用较多的是砂型, 要求造型材料的透气性和强度应比重力浇注时高。
顺序凝固 1.浇口设在铸件的厚壁部位,而使薄壁部位远离浇 口; 2.用加工裕量调整铸件壁厚,以调节铸件的方向性 凝固; 3.改变铸件的冷却条件。
铸件顺序凝固条件的创造 (1)浇口设在铸件的厚壁部位,而使薄壁部 位远离浇口如图所示:
金属材料工程教研室
(2)用加工余量调整铸件壁厚。
金属材料工程教研室
金属材料工程教研室
(3)改变铸件的冷却条件。
金属材料工程教研室
(四)特点
1)浇注压力和速度便于调节,适于不同材料的铸型; 2)充型平稳,对铸型冲击小,可有效控制卷气和夹 渣,防止合金氧化,有效克服铝合金针孔缺陷; 3)便于实现顺序凝固,以防止缩孔和缩松;
4)铸件的表面质量受铸型材料影响较大; 5)一般情况下不需要冒口,使金属液的收得率大 大提高,一般可达90%; 6)劳动条件好,设备简单,设备费用比压铸低,易 实现机械化和自动化。
(五)低压铸造设备
低压铸造设备一般由保温炉及其附属装置、 铸型开合系统和供气系统三部分组成。 顶铸式低压铸造机 按铸型和保温炉的连接方式 侧铸式低压铸造机 1.保温炉及附属装置 由炉体、熔池、密封盖和升液管等所组成,是低 压铸造机的基本部分。保温炉的炉型有:焦炭炉, 煤气炉,电阻炉,感应炉等。 2.供气系统 根据不同铸件,不同铸件的要求,供气系统 可以任意调节,工作要稳定可靠,结构要使维修方 便。