罐头食品的热杀菌公式
罐头热力杀菌原理及杀菌公式的确定

简单型加热曲线
转折型加热曲线
传热曲线
在冷却时,只须将半对数轴上最低线标为高于冷却水温度 1℃的温度数,再依次向上标出其他温度,这样就可按加 热(或冷却)时间测得的罐内冷点温度直接在坐标纸上点出, 並将各点連起来,但不得偏离各点0.56℃,这样就画出了 传热曲线一般都呈一条直线,其斜率用可 fh(加热杀菌时 的速率)值或fs(冷却速率 )表示,fh值或fs为加热曲线或冷却 曲线直线部分穿过一对数周期所需要的时间(分钟)。f2值 为转折型加热曲线中第二条直线的斜率。
影响杀菌效果的因素
影响杀菌效果的因素很多,如食品的种类,内 容物的多少、初菌数及其微生物的种类、杀菌 锅的结构、杀菌操作、杀菌强度等等,任何一 个环节忽视了,产品就达不到商业无菌的要求。 因此罐头杀菌规程(温度、时间)的确定是生产 中由于杀菌不足而造成消费者 健康的危害,所以科学、合理地制定杀菌规程 是每一个技术人员应考虑的问题。
在计算前先将有关符号的含意介绍一下: Z—它为热力杀菌对象菌真正的或内视性热力致死时 间曲线的斜率 ( 分钟 ) ,低酸食品罐头按 Z=10℃肉毒 杆菌计算,酸食品罐头在低于100℃的温度杀菌时按 Z=8℃计算。 fh —食品的传热速度,它是在半对数坐标纸上加热 曲线中直线部分的斜率,是传热曲线穿过一对数周 期所对应的时间(分钟)。在转折型加热曲线中转折 点前,第一条加热曲线中直线部分的斜率也为fh。 f2—传热曲线中转折点后第二条直线的斜率(分钟)。
可用公式 D = 来表示 式中 a: 加热杀菌前的细菌数 b: 经过T时间加热后细菌残存数 t:加热时间(分) D值的大小和细菌耐热性的强度成正比,它不受 原细菌的影响,仅是菌种的耐热性,它是细菌死 亡速度K值的倒数,表示微生物的耐热能力。
罐头杀菌时间的计算(重要和难点)
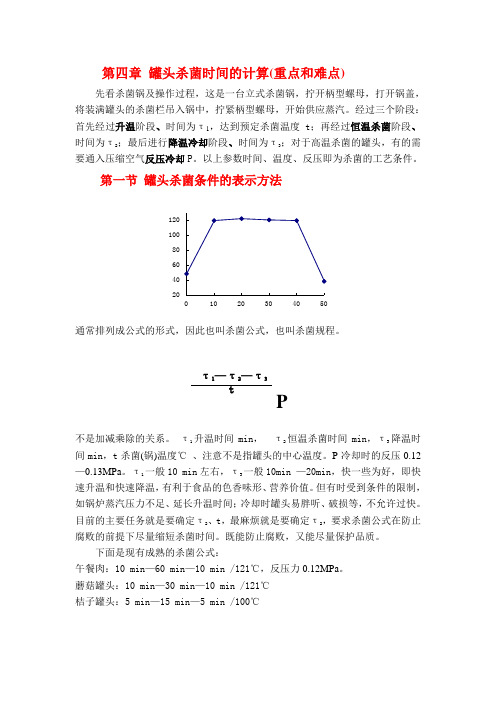
第四章罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为T1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为T2;最后进行降温冷却阶段、时间为T3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P。
以上参数时间、温度、反压即为杀菌的工艺条件。
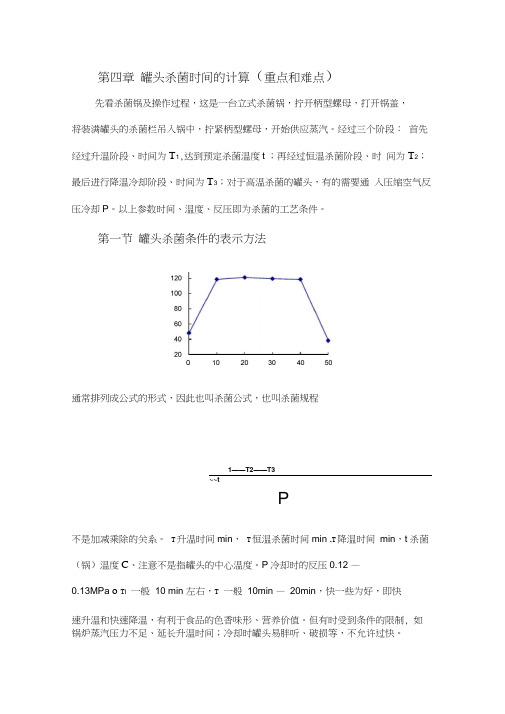
第一节罐头杀菌条件的表示方法通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程1——T2——T3~~tP不是加减乘除的关系。
T升温时间min,T恒温杀菌时间min ,T降温时间min,t杀菌(锅)温度C、注意不是指罐头的中心温度。
P冷却时的反压0.12 —0.13MPa o T I一般10 min 左右,T一般10min —20min,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制, 如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定T 2、t,最麻烦就是要确定T 2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10 min —60 min —10 min /121 °C,反压力0.12MPa。
蘑菇罐头:10 min —30 min —10 min /121 C图2 —6-4立式高压蒸汽杀菌锅1蒸汽管2水管3排水管4溢流管5排气阀6安全阀7压缩空气管8温度计9压力表10温度记录控制仪桔子罐头:5 min —15 min — 5 min /100 C第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。
实际杀菌F值:把不同温度下的杀菌时间折算成121 C的杀菌时间,相当于121 r的杀菌时间,用F实表示。
食品罐头杀菌与冷却解析

一、食品热杀菌的概念和种类
(一)热杀菌的概念
热杀菌是以杀灭微生物为主要目的的热 处理形式,是最常用的延长食品保存期的加 工保藏方法。
食品罐藏工艺
(二)热杀菌的主要类型
1. 湿热杀菌 是热杀菌中最主要的方式之一。它是以蒸气、热
水为热介质,或直接用蒸汽喷射式加热的杀菌法。
低温长时杀菌法 高温短时杀菌法 超高温瞬时杀菌法 蒸汽喷射式加热灭菌法 二次灭菌法
发霉 罐头食品上出现霉菌生长的现象,称发霉。
主要是青霉菌、曲霉菌等耐热的霉菌。 相对来讲,这类腐败不太常见。只有容器裂漏或罐内真空度 过低时,才有可能在低水分和高浓度糖分的食品表面出现霉 变。 罐头不裂漏、真空度不过低即可避免。
食品罐藏工艺
造成罐头食品腐败变质的主要原因
杀菌不足:
原因:①原料污染;②新鲜度;③车间清洁卫生情况;④生成
现象
隐胀罐 轻胀罐 硬胀罐
原因
物理性胀罐如超重 化学性胀罐 如酸 细菌性胀罐
食品罐藏工艺
平盖酸坏(flat sours) 是指罐的外观正常,而内容物却已在细菌活动 下发生腐败,呈轻微或严重酸味的变质现象。
平酸菌:导致罐头食品产生平盖酸坏变质的微生 物。 大多为兼性厌氧的嗜热性腐败菌;
能将碳水化合物分解产生乳酸、甲酸、乙酸等 有机酸,使食品酸败,但不产生气体;
其它杀菌:火焰杀菌,微波杀菌,电阻杀菌等。
食品罐藏工艺
商业杀菌系统
•间歇式或静止式杀菌锅。 •连续式杀菌锅系统。 •无笼杀菌锅。 •连续回转式杀菌锅。 •静水压杀菌器。
食品罐藏工艺
间歇式杀菌锅
食品罐藏工艺
连续式杀菌设备
食品罐藏工艺
超高压杀菌设备
【精选】罐头杀菌时间的计算
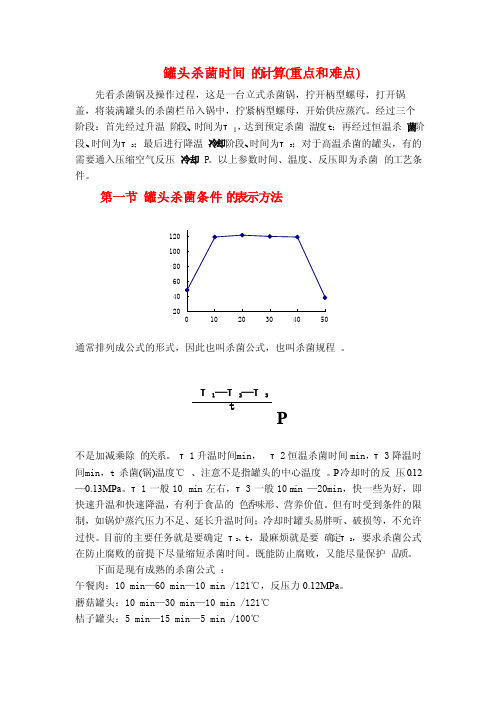
罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。
以上参数时间、温度、反压即为杀菌的工艺条件。
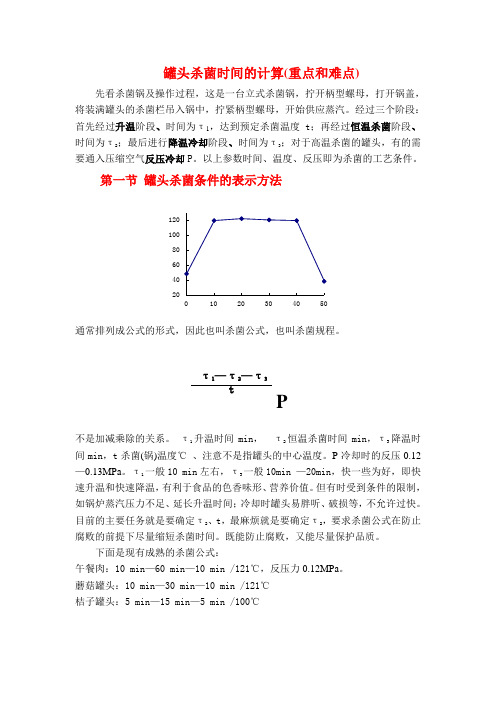
第一节 罐头杀菌条件的表示方法2040608010012001020304050通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。
τ1—τ2—τ3Pt不是加减乘除的关系。
τ1升温时间min , τ2恒温杀菌时间min ,τ3降温时间min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。
P 冷却时的反压0.12—0.13MPa 。
τ1一般10 min 左右,τ3一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定τ2、t ,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10 min —60 min —10 min /121℃,反压力0.12MPa 。
蘑菇罐头:10 min —30 min —10 min /121℃ 桔子罐头:5 min —15 min —5 min /100℃第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念。
1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。
实际杀菌F值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F实表示。
特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。
为了帮助同学们理解和记忆,请看我为大家设计的例题。
罐头杀菌时间的计算(重要和难点)
第四章 罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。
以上参数时间、温度、反压即为杀菌的工艺条件。
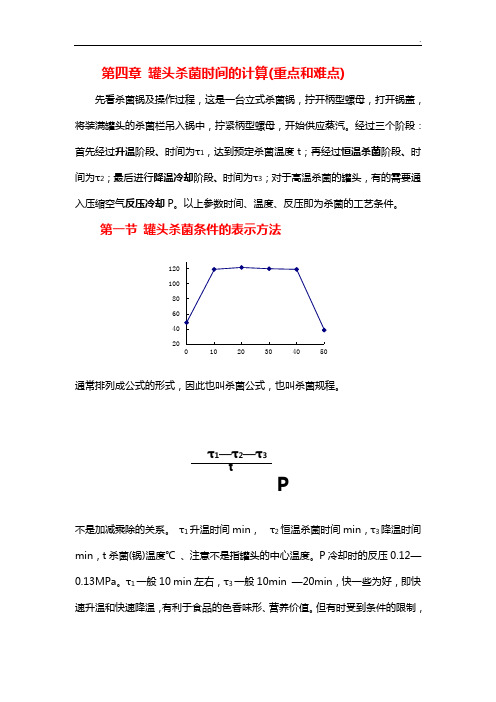
第一节 罐头杀菌条件的表示方法2040608010012001020304050通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。
τ1—τ2—τ3Pt不是加减乘除的关系。
τ1升温时间min , τ2恒温杀菌时间min ,τ3降温时间min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。
P 冷却时的反压0.12—0.13MPa 。
τ1一般10 min 左右,τ3一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定τ2、t,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10 min—60 min—10 min /121℃,反压力0.12MPa。
蘑菇罐头:10 min—30 min—10 min /121℃桔子罐头:5 min—15 min—5 min /100℃第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念。
图2-6-4立式高压蒸汽杀菌锅1蒸汽管 2水管 3排水管 4溢流管 5排气阀6安全阀 7压缩空气管 8温度计9压力表 10温度记录控制仪1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。
实际杀菌F值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F实表示。
罐头热力杀菌原理及杀菌公式的确定
影响传热速度的因素
罐头食品的传热方式由食品的性质决定,影响罐头 食品传热速度的因素很多,如食品的形状、大小、 密度、粘稠度、内容物固液之比、食品的初温、容 器的材料(或热阻)的导热系数,容器的几何形状及 大小、罐内顶隙、罐内真空度、杀菌设备的型式(回 转式肯定比静目式传热效果好)、罐头在杀菌锅内的 位置,杀菌操作等等。
曲线时参考。测温时要记录初温,至少一分钟记录 一次罐内温度。
3、传热曲线
传热曲线是以测得的罐内冷点温度变化的数据画在半对数坐 标纸上所作的曲线,即以实际温度与加热或冷却温度之差的 对数值为纵坐标,时间为横坐标,为了避免在坐标轴上用温 差来表示,可将用于标出加热曲线的坐标纸上下倒转180度, 而对数坐标上最高线标出的温度应比加热温度低1℃,第一 个对数周期坐标为每格1℃,第二个对数周期为每格10℃, 这样依次标出其余温度值,这样对数轴就直接可作为所测温 度的标度,不用再标成杀菌温度和食品温度的差值,这样就 可按加热时间测得的罐内冷点温度直接在坐标纸上点出,将 各点連起来,但不得偏离各点0.56℃,这就画出了传热曲线 一般都呈一条直线。
罐头食品热力杀菌原理 及 杀菌工艺条件的确定
一、热力杀菌的原理
所谓热力杀菌就是把罐头食品加热到一定温度 并保持一段时间,使罐内不含有致病的微生物, 在正常室温条件下,贮藏和销售过程中,罐内 也不含有能繁殖的非致病性微生物,即达到商 业无菌要求,并尽可能地保持食品内容物原有 的风味、色泽、组织形态及营养成分。
1、传热方式:
(1)、传导:内容物在罐内处于不流动状态时,加热 和冷却过程中,由于受热的程度不同,在分子间相 互碰撞下,热量从高能量分子向邻近的低能量分子 依次传递的方式称作传导。简单地说加热时热量由 罐壁四周向罐中心传递,罐头中心是温度变化最缓 慢之点,即其冷点在几何中心,冷却则相反。罐内 食品呈固态、粘度或稠度高的食品如午餐肉罐头、 豆沙、枣泥、八宝饭罐头等均属于这一类。
罐头热力杀菌原理及杀菌公式的确定
Z倍值变表化示时加相热对致应死的时加间热或温致度死(℃率)(的D值变)化按,照如110将某或一10
细菌芽孢的D值的对数为纵坐标,加热温度为横坐
标,画出的曲线(耐热曲线)上的斜率的负倒数就是Z
值,其定义就是热力致死时间和仿热力致死时间曲
线上横过一个对数循环时所需要的温度(℃)。Z值越
大,因温度而上升而取得的杀菌效果就越小。因此
巴氏杀菌指的是在100℃以下的加热介质中的低温杀菌,
加热介质常用热水。目前常用的罐头杀菌方式有高 压蒸汽杀菌、加压水杀菌、常压水杀菌等几种。 常压水杀菌多用高酸类罐头杀菌,它又分连续式 和间隙式二种。常压杀菌的设备比较简单。
◦ 影响杀菌效果的因素很多,如食品的种类,内 容物的多少、初菌数及其微生物的种类、杀菌 锅的结构、杀菌操作、杀菌强度等等,任何一 个环节忽视了,产品就达不到商业无菌的要求 。因此罐头杀菌规程(温度、时间)的确定是生 产中的关键,杀菌规程不科学往往会造成产品 的色、香、味不佳或由于杀菌不足而造成消费 者健康的危害,所以科学、合理地制定杀菌规 程是每一个技术人员应考虑的问题。
由实测罐内冷点位置温度变化数据在半对数坐标纸 上绘制,并求得传热速率fh值和滞后因子j值。如其 传热曲线呈一条直线为简单型加热曲线,如呈二条 直线则为转折型加热曲线,除求得fh值和j值外,还 需求得fz、x和fc,为了进行公式法计算,还必须有fi 值表和f/u:log g图
在计算前先将有关符号的含意介绍一下:
把细菌芽孢(或一般微生物的营养体等)在 1M的中
15
性磷酸缓
冲1 15
液或食
品
中,置于
某
一Hale Waihona Puke 死温度时,在瞬间加热和瞬间冷却情况下,细菌的死亡数是
罐头食品加热杀菌的方法

罐头食品加热杀菌是一种常见的食品加工方法,可以有效地杀灭食品中的细菌、病毒和其他微生物,延长食品的保质期。
以下是常用的罐头食品加热杀菌的方法:
1. 高温短时间法(HTST法):这种方法是将罐头食品加热到较高的温度(通常在121摄氏度)并保持一定时间(通常在2-3分钟),然后迅速冷却。
高温短时间法可以在短时间内达到高温杀菌的效果,同时减少对食品质量的影响。
2. 低温长时间法(LTLT法):这种方法是将罐头食品加热到相对较低的温度(通常在70-90摄氏度)并保持一定时间(通常在10-30分钟),然后冷却。
低温长时间法需要较长的时间来达到杀菌效果,但对食品的营养成分和口感影响较小。
3. 压力杀菌法:这种方法是将罐头食品加热到较高的温度(通常在115-130摄氏度),并在高压下保持一定时间(通常在20-60分钟)。
压力杀菌法可以更好地保留食品的质地和口感,但设备和工艺要求较高。
需要注意的是,不同类型的食品可能需要不同的加热杀菌方法和参数,具体的加热温度和时间应根据食品的特性和要求进行确定。
此外,加热杀菌后的罐头食品应进行密封和消毒,以确保食品的卫生安全。
罐头食品的杀菌

保持4S便迅速降至常温,然后在无菌条件下,用六层纸铝塑复 合无菌材料灌装、封盒而成,可以长时间保存。
杀菌工艺条件得确定:
1、温度升高,微生物得死亡速率大大加快,需要得加 热时间相应大大缩短;
2、温度升高,酶得活性钝化速率大大加快,需要得加 热时间短;
解:已知:D121℃=4、0(min) a=425×2=850(个/罐) b=5/10000=5×10-4
根据式 F安=D121℃(lga – lgb) =4×(lg850-lg5×10-4) =4 ×(2、9294-0、699+4) = 24、92(min)
实际杀菌得F值计算 根据罐头得杀菌公式
总杀菌量(总杀菌效率值): A=A1+A2+…+An=∑Ai
A>1,杀菌强度太大,浪费能源,降低食品品质与设
备利用率;
A=1,杀菌强度刚好合适;
A<1,杀菌强度不足。
由A=1
合理得杀菌时间
图解法:
确定罐头得杀菌对象菌;
测定罐头得中心温度传热曲线
由热力致死时间曲线查定各致死时间,计算
致死率(1/τ);
10′-23′-10′ 121℃
时间(min) 0 3 6 9 12 15
罐内中心温度(℃) 47、9 84、5 104、7 119 120 121
致死率L 0 0
0、023 0、6309 0、784
1、0
时间(min) 18 21 24 27 30 33 36 39 42 45
罐内中心温度(℃) 121
导热传热型罐头食品、玻璃容器包装得罐头食品不适宜采 用高温短时杀菌工艺。
5、7罐头食品常用得杀菌方法
罐头杀菌时间的计算(重点和难点)
第四章 罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。
以上参数时间、温度、反压即为杀菌的工艺条件。
第一节 罐头杀菌条件的表示方法2040608010012001020304050通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。
τ1—τ2—τ3Pt不是加减乘除的关系。
τ1升温时间min , τ2恒温杀菌时间min ,τ3降温时间min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。
P 冷却时的反压0.12—0.13MPa 。
τ1一般10 min 左右,τ3一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定τ2、t ,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10 min —60 min —10 min /121℃,反压力0.12MPa 。
蘑菇罐头:10 min —30 min —10 min /121℃ 桔子罐头:5 min —15 min —5 min /100℃第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念。
1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。
实际杀菌F值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F实表示。
特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。
为了帮助同学们理解和记忆,请看我为大家设计的例题。
罐头杀菌时间的计算(重点和难点)

F实=10×L1+15×L2+30×L3,L我把它叫做折算系数。
L1肯定小于L2,二者均小于1。请问同学们L3=
F实肯定小于50min,
由此可见,实际杀菌F值不是工厂杀菌过程的总时间之和。
例:100℃杀菌90分钟,120℃杀菌10分钟,哪个杀菌强度大
15
121
1.00
3×L5
18
121
1.00
3×L6
18
121
1.00
3×L6
21
121.2
1.047
3×L7
21
120.5
0.89
3×L7
24
121
1.00
3×L8
24
121
1.00
3×L8
27
120
0.794
3×L9
27
120.7
0.93
3×L9
30
120.5
0.891
3×L10
30
120.7
0.93
3×L10
33
121
1.00
3×L11
33
121
1.00
3×L11
36
115
0.251
3×L12
36
120.5
0.89
3×L12
39
108
0.050
3×L13
39
115
0.251
3×L13
42
99
0.006
3×L14
42
109
0.063
3×L14
45
80
0
罐头杀菌时间的计算
罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。
以上参数时间、温度、反压即为杀菌的工艺条件。
第一节 罐头杀菌条件的表示方法2040608010012001020304050通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。
τ1—τ2—τ3Pt不是加减乘除的关系。
τ1升温时间m in , τ2恒温杀菌时间min ,τ3降温时间m in ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。
P 冷却时的反压0.12—0.13MPa 。
τ1一般10 min 左右,τ3一般10m in —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定τ2、t ,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10 min —60 min —10 min /121℃,反压力0.12MPa 。
蘑菇罐头:10 min —30 min —10 min /121℃ 桔子罐头:5 min —15 min —5 min /100℃图2-6-4立式高压蒸汽杀菌锅1蒸汽管 2水管 3排水管 4溢流管 5排气阀6安全阀 7压缩空气管 8温度计9压力表 10温度记录控制仪第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念。
罐头杀菌时间的计算重点和难点

罐头杀菌时间的计算重点和难点SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#第四章罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P。
以上参数时间、温度、反压即为杀菌的工艺条件。
第一节罐头杀菌条件的表示方法通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。
τ1—τ2—τ3Pt不是加减乘除的关系。
τ1升温时间min,τ2恒温杀菌时间min,τ3降温时间min,t杀菌(锅)温度℃、注意不是指罐头的中心温度。
P冷却时的反压0.12—0.13MPa。
τ1一般10min左右,τ3一般10min—20min,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定τ2、t,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10min—60min—10min/121℃,反压力0.12MPa。
蘑菇罐头:10min—30min—10min/121℃桔子罐头:5min—15min—5min/100℃第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念。
1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。
实际杀菌F值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F实表示。
特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。
为了帮助同学们理解和记忆,请看我为大家设计的例题。
罐藏食品工艺考试要点

罐藏食品工艺考试要点罐藏食品工艺总论(一)罐藏容器的准备用于罐头生产的容器主要有:镀锡薄板罐镀铬薄板罐铝合金薄板罐玻璃罐塑料罐及复合塑料薄膜袋(二)装罐与注液装罐的一般要求:顶隙:指罐内食品的表面与罐盖内表面之间的空隙。
一般为6_8mm。
目的:使罐内保持一定的真空度。
若顶隙过小,在加热杀菌时,造成气体膨胀,会发生跳罐现象。
若顶隙过大,杀菌冷却后,罐头外压力大大高于罐内压,易造成瘪罐。
(三)排气与密封 1.排气的作用:(1)防止或减轻罐头在高温杀菌时发生容器的变形和损坏 (2)防止需氧菌和霉菌的生长繁殖 (3)有利于食品色、香、味的保存 (4)减少维生素和其他营养素的破坏(5)防止或减轻罐头在贮藏过程中罐内壁的腐蚀 (6)有助于“打检”,检查识别罐头质量的好坏(质量良好的罐头具有一定的真空度,其底盖呈内凹状,便于识别罐头的好坏)2.排气的方法:热力排气、真空密封排气和蒸汽密封排气(四)杀菌与冷却 1.杀菌的目的和要求微生物学上的灭菌与商业无菌的区别?微生物学上的灭菌:是指绝对无菌。
罐头食品的杀菌:并不要求绝对无菌,只要求杀灭致病菌和能引起罐内食品变败的腐败菌,也称之“商业无菌”。
罐头食品杀菌的意义:(1).罐头杀菌时的同时也破坏了食品中酶的活性,从而保证罐内食品在保质期内不发生腐败变质。
(2).罐头的加热杀菌还具有一定的烹调作用,能增进风味,软化组织巴氏杀菌:指在100℃以下加热介质中低温杀菌的方法,杀死致病菌、无芽孢的细菌,但无法完全杀灭腐败菌。
针对一些酸性食品杀菌2.影响罐头热杀菌的因素食品的酸度:同一微生物在同一杀菌温度下,随着PH的下降,杀菌时间可以大大缩短。
食品的酸度越高,PH越低,微生物及其芽孢的耐热性减弱,杀菌温度越低。
一般以PH4.6为界限PHPH≥4.6 低酸性食品一般应采用高温高压杀菌,即杀菌温度高于100℃ (影响罐头传热的因素)热的传递方式有三种:传导、对流和辐射罐头加热时的传热方式主要是:传导和对流冷点:温度梯度中,温度变化的最慢的一点传导传热的罐头的冷点:在罐头的几何中心对流传热的罐头的冷点:在罐头中心轴上离罐底约20_40mm处对流传热的速度比传导传热快3.罐头热杀菌的工艺条件罐头热杀菌过程中杀菌的工艺条件:主要是温度、时间和压力三项因素“杀菌公式” t1-t2-t3/t或 t1-t2/t,p 公式中 t1:升温时间,表示杀菌斧内的介质由初温升高到规定的杀菌温度时所需要的时间 t2:恒温杀菌时间,即杀菌斧内的热介质达到规定的杀菌温度后在该温度下所持续的杀菌时间t3:降温时间,表示恒温杀菌后,杀菌斧内的热介质由杀菌温度下降到开斧出罐时的温度所需要的时间F值:指在某一恒定的杀菌温度下(通常以121℃为标准温度)杀灭一定数量的微生物或芽孢所需要的加热时间D值:在恒定的热杀菌温度t下,使90%的对象菌死灭所需要的加热杀菌的时间4.罐头(热)杀菌技术(1)罐头的热杀菌根据各种食品对温度的要求分为:常压杀菌:杀菌温度不超过100℃高温高压杀菌:杀菌温度高于100℃小宇125℃ 超高温杀菌:杀菌温度在125℃以上(2)冷却的方法:根据所需要的压力的大小可分为常压冷却和加压冷却加压冷却也叫反压冷却目的:a维持罐内外的压力平衡b避免容器变形(3)玻璃瓶罐头应采用分段冷却,并严格控制每段的温差,防止玻璃罐炸裂。
第四章罐头杀菌时间的计算(重点和难点)

第四章 罐头杀菌时间的计算(重点和难点)先看杀菌锅及操作过程,这是一台立式杀菌锅,拧开柄型螺母,打开锅盖,将装满罐头的杀菌栏吊入锅中,拧紧柄型螺母,开始供应蒸汽。
经过三个阶段:首先经过升温阶段、时间为τ1,达到预定杀菌温度t ;再经过恒温杀菌阶段、时间为τ2;最后进行降温冷却阶段、时间为τ3;对于高温杀菌的罐头,有的需要通入压缩空气反压冷却P 。
以上参数时间、温度、反压即为杀菌的工艺条件。
第一节 罐头杀菌条件的表示方法2040608010012001020304050通常排列成公式的形式,因此也叫杀菌公式,也叫杀菌规程。
τ1—τ2—τ3Pt不是加减乘除的关系。
τ1升温时间min , τ2恒温杀菌时间min ,τ3降温时间min ,t 杀菌(锅)温度℃ 、注意不是指罐头的中心温度。
P 冷却时的反压—。
τ1一般10 min 左右,τ3一般10min —20min ,快一些为好,即快速升温和快速降温,有利于食品的色香味形、营养价值。
但有时受到条件的限制,如锅炉蒸汽压力不足、延长升温时间;冷却时罐头易胖听、破损等,不允许过快。
目前的主要任务就是要确定τ2、t,最麻烦就是要确定τ2,要求杀菌公式在防止腐败的前提下尽量缩短杀菌时间。
既能防止腐败,又能尽量保护品质。
下面是现有成熟的杀菌公式:午餐肉:10 min—60 min—10 min /121℃,反压力。
图2-6-4立式高压蒸汽杀菌锅1蒸汽管 2水管 3排水管 4溢蘑菇罐头:10 min—30 min—10 min /121℃桔子罐头:5 min—15 min—5 min /100℃第二节罐头杀菌条件的确定(难点和重点)首先了解几个概念。
1、实际杀菌F值:指某一杀菌条件下的总的杀菌效果。
实际杀菌F值:把不同温度下的杀菌时间折算成121℃的杀菌时间,相当于121℃的杀菌时间,用F实表示。
特别注意:它不是指工人实际操作所花时间,它是一个理论上折算过的时间。
公式法杀菌F值计算

CUT——升温时间(Come-up time) ,从杀菌锅进蒸汽一直到杀菌锅升温到杀菌温度时止的相隔 时间(min) 。 I——初温和杀菌锅温度差值(℃) ,即 I=RT—IT。 g——杀菌温度和终止杀菌(停止进汽)时罐内食品测点温度间的差值(℃) 。 m+g——杀菌温度和冷却水温度间的差值(℃) ,即 RT—Cw。m+g=100℃时 f/u:logg和 r: logg相关图对 m+g=70~110℃也适用。 F——在基准温度中杀死一定数量对象菌所需要热处理的时间(min) ,即该菌的杀菌值。低酸性 食品的基准温度常用 121.1℃。 Fi——在任何其他致死温度时和 121.1℃时热处理一分钟相当的时间(min) 。此即
I T ——10×0.58=5.8min,由图 2-10 加热曲线的直线部分延长线与 5.8min 相交点的温度为 20℃
jI——RT— I T =115—20=95℃ I——RT—IT=115—13=102℃
j——jI/I=95/102=0.9314 log jI——log95=1.9777 B——42%升温时间+杀菌时间=0.42×10+45=49.2min B/fh——49.2/6.0=8.2 Log g——logjI—B/fh=1.9777—8.2=—6.2222 如果 Log g<—1 或 g<0.1℃,不要再逐项计算,可超越两项后,从“t0.1”一项起再逐项计算。 t0.1——fh×(logjI+1)=6.0×(1.9777+1)=6.0×2.9777=17.8662min tu——B—t0.1=49.2—17.8552=31.3338min fh/u0.1——从 f/u:log g 相关图查得 log g=—1 时的 fh/u0.1 值为 0.7
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
罐头食品的热杀菌公式
罐头食品的热杀菌公式是指在工业生产中,将食品装入罐中并封口后,通过加热将其中的微生物杀死,使食品长时间保持不变质的一种方法。
一般来说,罐头食品的热杀菌公式可以分为两种方法:高温短时间法和低温长时间法。
高温短时间法是指在较短的时间内将罐头食品加热到高温,使其中的微生物被杀死。
其公式为:F= t × log (N0/Nt),其中F为热杀菌值,t为加热时间,N0为开始时微生物数量,Nt为结束时微生物数量。
一般来说,高温短时间法的加热温度为121℃,加热时间为15-30分钟。
低温长时间法是指在较长的时间内将罐头食品加热到较低的温度,使其中的微生物被杀死。
其公式为:F= t × log [(N0/Nt) + 1]/2,其中F为热杀菌值,t为加热时间,N0为开始时微生物数量,Nt为结束时微生物数量。
一般来说,低温长时间法的加热温度为100℃,加热时间为60-90分钟。
罐头食品的热杀菌公式是食品工业中非常重要的一环,它可以保证罐头食品的卫生安全和长时间保存。
- 1 -。