压力等级Class和公称压力对照表
压力等级Class和公称压力对照表
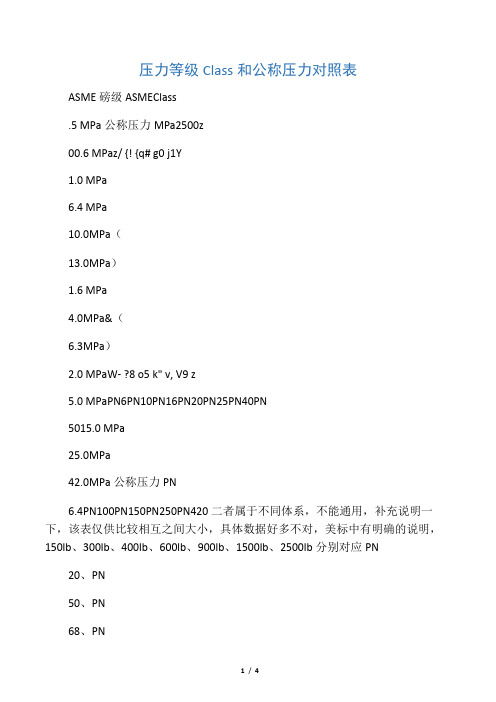
压力等级Class和公称压力对照表ASME磅级ASMEClass.5 MPa公称压力MPa2500z00.6 MPaz/ {! {q# g0 j1Y1.0 MPa6.4 MPa10.0MPa(13.0MPa)1.6 MPa4.0MPa&(6.3MPa)2.0 MPaW- ?8 o5 k" v, V9 z5.0 MPaPN6PN10PN16PN20PN25PN40PN5015.0 MPa25.0MPa42.0MPa公称压力PN6.4PN100PN150PN250PN420二者属于不同体系,不能通用,补充说明一下,该表仅供比较相互之间大小,具体数据好多不对,美标中有明确的说明,150lb、300lb、400lb、600lb、900lb、1500lb、2500lb分别对应PN20、PN50、PN68、PN150、PN260、PN420。
ANSI:美国国家标准协会的标准,世界通用下面的数是阀门所能承受的最大压力,单位:psi145psi=1mpa国内通常说法为0.1mpa为1公斤压力,阀门能承受的最大压力和流体温度有关,尤其是高压阀门,你可要看仔细了,别选错了,进口阀可不便宜ANSI Class后面的数字不是磅,而是磅/平方英寸的值,即psi,是压强单位。
ANSI标准的压力等级与DIN标准的PN表示的压力等级方式不能完全对应。
那几个简写分别是法兰的焊接或连接方式:6 e- U& l8 k. ~) k7 G.WNF——对焊法兰/高颈法兰(Weld Neck Flange)SO——带颈松套法兰(Slip On FlangePL——板式平焊法兰(Plate Flange)SW——承插焊法兰(Socket Weld Flange)TF——螺纹法兰(Threaded Flange).ASME磅级ASME Class 公称压力MPa0.6 MPa1.0 MPa1.6 MPa2.0 MPa2.5 MPa5.0 MPa6.4 MPa10.0 MPa-15.0 MPa25.0 MPa42.0 MPa公称压力PN6PN10PN16PN20PN25PN40PN50PN6.4PN100-PN150PN250 PN420英制的压力等级150磅-3500磅约等于国标的1.6Mpa—6.4Mpa,准确的压力要看阀门生产厂家按照多少压力生产的,如:150LB就分,1.5MPa、1.6Mpa或者是2.0MPa.150LB相当于2.0Mpa300LB相当于5.0Mpa600LB相当于11.0Mpa900LB相当于15.0MPa1500LB相当于26.0Mpa2500LB相当于42.0MPa3500LB相当于。
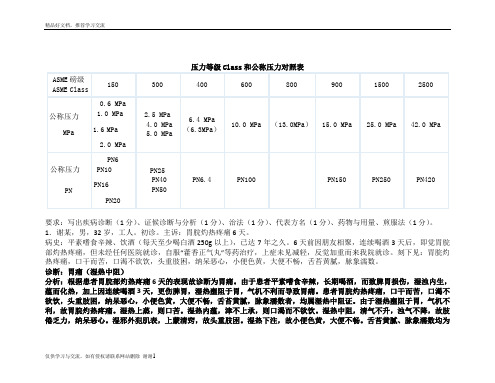
最新常用压力等级Class和公称压力对照表
要求:写出疾病诊断(1分)、证候诊断与分析(1分)、治法(1分)、代表方名(1分)、药物与用量、煎服法(1分)。
1.谢某,男,32岁,工人。
初诊。
主诉:胃脘灼热疼痛6天。
病史:平素嗜食辛辣、饮酒(每天至少喝白酒250g以上),已达7年之久。
6天前因朋友相聚,连续喝酒3天后,即觉胃脘部灼热疼痛,但未经任何医院就诊,自服“藿香正气丸”等药治疗,上症未见减轻,反觉加重而来我院就诊。
刻下见:胃脘灼热疼痛,口干而苦,口渴不欲饮,头重肢困,纳呆恶心,小便色黄,大便不畅,舌苔黄腻,脉象濡数。
诊断:胃痛(湿热中阻)分析:根据患者胃脘部灼热疼痛6天的表现故诊断为胃痛。
由于患者平素嗜食辛辣,长期喝酒,而致脾胃损伤,湿浊内生,蕴而化热,加上因连续喝酒3天,更伤脾胃,湿热壅阻于胃,气机不利而导致胃痛。
患者胃脘灼热疼痛,口干而苦,口渴不欲饮,头重肢困,纳呆恶心,小便色黄,大便不畅,舌苔黄腻,脉象濡数者,均属湿热中阻证。
由于湿热壅阻于胃,气机不利,故胃脘灼热疼痛。
湿热上蒸,则口苦。
湿热内蕴,津不上承,则口渴而不欲饮。
湿热中阻,清气不升,浊气不降,故肢倦乏力,纳呆恶心。
湿邪外犯肌表,上蒙清窍,故头重肢困。
湿热下注,故小便色黄,大便不畅。
舌苔黄腻、脉象濡数均为湿热内盛之象。
治法:清热化湿,理气和中。
方药:清中汤加减:黄连10g 栀子10g 白豆蔻6g 制半夏12g 茯苓15g 陈皮6g 甘草6g 日一剂,水煎服。
2.罗某,女,46岁,7月18日入院。
主诉:下肢痿软无力2年,加重1月。
病史:自述患慢性泄泻10余年,经中西医治疗未愈,近2年来两下肢痿软无力,逐渐加重,纳呆,腹胀,便溏,神疲乏力,颜面虚浮,舌淡,舌体胖大,舌苔薄白,脉细弱。
诊断:痿病(脾胃亏虚)。
分析:患者平素脾胃亏虚,精微不输,气血生化之源不足,筋脉肌肉失养,故肢体痿软无力,逐渐加重,脾胃虚弱,运化无权,传导失职,故纳呆,腹胀,便溏,脾胃虚弱,气血生化不足,形体失充,故神疲乏力。
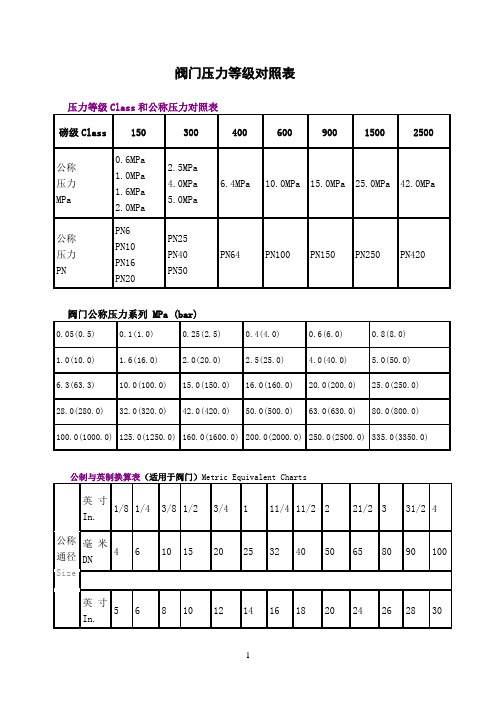
阀门压力等级对照表

阀门压力等级对照表压力等级Class和公称压力对照表阀门公称压力系列MPa (bar)阀门型号编制方法阀门型号编制方法主要参照JB 308-1975标准,同时吸收了有关标准对型号编制的规定。
这一编制方法适用于工业管道的闸阀、截止阀、节流阀、球阀、蝶阀、隔膜阀、旋塞阀、止回阀、安全阀、减压阀、疏水阀。
阀门的型号编制方法(JB 308-1975)(1)类型代号用汉语拼音字母表示(阀门类型代号)注:低温(低于-40℃)、保温(带加热套)和带波纹管的阀门,在类型代号前分别加汉语拼音字母“D”、“B”和“W”。
)传动方式代号用阿拉伯数字表示(阀门传动方式代号)(2注:1.手轮、手柄和扳手传动以及安全阀、减压阀、疏水阀省略本代号。
2.对于气动或液动,常开式用6K、7K表示;常闭式用6B、7B表示;气动带手动用6S表示;防爆电动用“9B”表示。
(3)连接形式代号用阿拉伯数字表示(阀门连接形式代号)注:焊接包括对焊和承插焊。
(4-1)结构形式代号用阿拉伯数字表示(闸阀结构形式代号)(4-2)截止阀和节流阀结构形式代号(4-3)球阀结构形式代号(4-4)蝶阀结构形式代号(4-5)隔膜阀结构形式代号(4-6)旋塞阀结构形式代号(4-7)止回阀和底阀阀结构形式代号(4-8)减压阀结构形式代号(4-9)疏水阀结构形式代号(4-10)安全阀结构形式代号注:杠杆式安全阀在类型代号前加“G”汉语拼音字母。
公称压力数值按JB 74-1994《管理附件公称压力试验压力和工作压力》的规定。
用于电站工业的阀门,当介质最高温度超过530℃时,按JB 74-1994第五条的规定标准工作压力。
1.阀门类型根据管路系统设计的需要或阀门的作用、功能和安装位置等选定阀类,并应核对阀门的设计制造标准。
2.传动方式根据阀门参数、功能要求和工作环境等实际使用条件的需要选择。
我公司生产的阀门可按客户在订货合同中写明所选定的驱动装置型号及生产厂家配装手动、电动、液动、气动和电动执行机构等各类传动装置。
压力等级Class和公称压力对照表
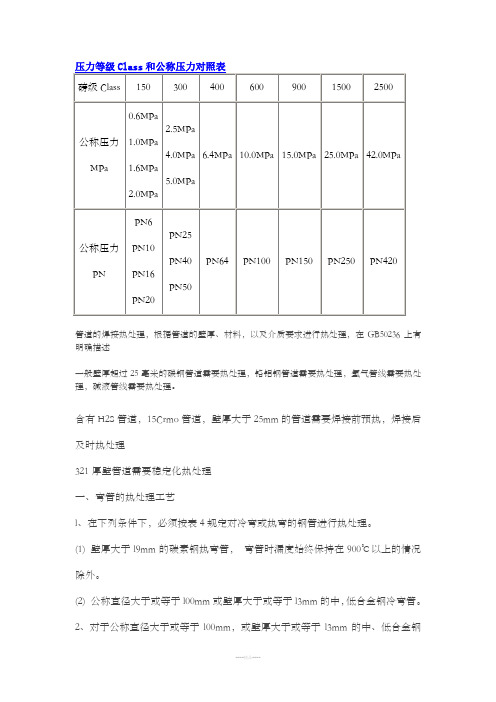
管道的焊接热处理,根据管道的壁厚、材料,以及介质要求进行热处理,在GB50236上有明确描述一般壁厚超过25毫米的碳钢管道需要热处理,铬钼钢管道需要热处理,氢气管线需要热处理,碱液管线需要热处理。
含有H2S管道,15Crmo管道,壁厚大于25mm的管道需要焊接前预热,焊接后及时热处理321厚壁管道需要稳定化热处理一、弯管的热处理工艺l、在下列条件下,必须按表4规定对冷弯或热弯的钢管进行热处理。
(1) 壁厚大于l9mm的碳素钢热弯管,弯管时漏度始终保持在900℃以上的情况除外。
(2) 公称直径大于或等于l00mm或壁厚大于或等于l3mm的中,低合金钢冷弯管。
2、对于公称直径大于或等于l00mm,或壁厚大于或等于l3mm的中、低合金钢热弯弯管,应按设计文件的要求进行完全退火、正火十回火,或回火处理,或按表5规定进行热处理。
3、奥氏体不锈钢制作的弯管,可不进行热处理;当设计文件要求热处理时,按设计文件规定进行,或按表5规定进行热处理。
4、弯管的热处理可在电加热炉中进行;也可用陶瓷电加热器进行,采用热电锅测温,并选择硅酸铝针刺保温毯作为陶瓷加热热液时的保温材料,热处理按表4或5规范进行。
5、热处理后进行硬度测定,弯管部分硬度不应超过母材硬度规定值。
二、管道焊后热处理工艺1、管道焊接后,根据刚材的淬硬性,焊件厚度和使用条件等综合考虑,按图纸要求或表3规定进行焊后热处理。
2、管道焊接接头的焊后热处理,一般应在焊接后及时进行,对于易产生焊接延迟裂纹的焊接接头,若焊后不能及时进行热处理,则在焊后冷却到300-350℃(或加热到该温度区间),保温4—6h缓冷,加热范围和焊后热处理相同。
3、焊后热处理采用履带或陶瓷加热器进行,温度检测根据不同要求,采用色笔和热电偶,保温材料采用硅酸铝针刺保温毯,保温宽度从焊缝中R 算起每侧不小于管子壁厚的5倍。
4、焊后热处理的加热范围;以焊缝中心为基准,每侧不应小于焊缝宽度的3倍,且不小于60mm。
阀门压力等级对照表
阀门压力等级对照表阀门型号编制方法主要参照JB 308-1975标准,同时吸收了有关标准对型号编制的规定。
这一编制方法适用于工业管道的闸阀、截止阀、节流阀、球阀、蝶阀、隔膜阀、旋塞阀、止回阀、安全阀、减压阀、疏水阀。
阀门的型号编制方法(JB 308-1975)(1)类型代号用汉语拼音字母表示(阀门类型代号)注:低温(低于-40℃)、保温(带加热套)和带波纹管的阀门,在类型代号前分别加汉语拼音字母“D”、“B”和“W”。
(2)传动方式代号用阿拉伯数字表示(阀门传动方式代号)注:1.手轮、手柄和扳手传动以及安全阀、减压阀、疏水阀省略本代号。
2.对于气动或液动,常开式用6K、7K表示;常闭式用6B、7B表示;气动带手动用6S表示;防爆电动用“9B”表示。
(3)连接形式代号用阿拉伯数字表示(阀门连接形式代号)注:焊接包括对焊和承插焊。
(4-1)结构形式代号用阿拉伯数字表示(闸阀结构形式代号)(4-2)截止阀和节流阀结构形式代号(4-3)球阀结构形式代号(4-4)蝶阀结构形式代号(4-5)隔膜阀结构形式代号(4-6)旋塞阀结构形式代号(4-7)止回阀和底阀阀结构形式代号(4-8)减压阀结构形式代号(4-9)疏水阀结构形式代号(4-10)安全阀结构形式代号注:杠杆式安全阀在类型代号前加“G”汉语拼音字母。
公称压力数值按JB 74-1994《管理附件公称压力试验压力和工作压力》的规定。
用于电站工业的阀门,当介质最高温度超过530℃时,按JB 74-1994第五条的规定标准工作压力。
1.阀门类型根据管路系统设计的需要或阀门的作用、功能和安装位置等选定阀类,并应核对阀门的设计制造标准。
2.传动方式根据阀门参数、功能要求和工作环境等实际使用条件的需要选择。
我公司生产的阀门可按客户在订货合同中写明所选定的驱动装置型号及生产厂家配装手动、电动、液动、气动和电动执行机构等各类传动装置。
3.阀门材料阀体、阀座密封面或衬里等材料根据使用介质的组成及特性和最高工作温度、压力来选定。
压力等级Class和公称压力对照表
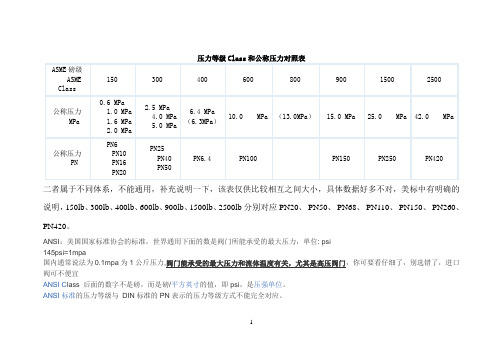
二者属于不同体系,不能通用,补充说明一下,该表仅供比较相互之间大小,具体数据好多不对,美标中有明确的说明,150lb、300lb、400lb、600lb、900lb、1500lb、2500lb分别对应PN20、PN50、PN68、PN110、PN150、PN260、PN420。
ANSI:美国国家标准协会的标准,世界通用下面的数是阀门所能承受的最大压力,单位: psi145psi=1mpa国内通常说法为0.1mpa为1公斤压力,阀门能承受的最大压力和流体温度有关,尤其是高压阀门,你可要看仔细了,别选错了,进口阀可不便宜ANSI C lass 后面的数字不是磅,而是磅/平方英寸的值,即psi,是压强单位。
ANSI标准的压力等级与DIN标准的PN表示的压力等级方式不能完全对应。
1那几个简写分别是法兰的焊接或连接方式:6 e- U& l8 k. ~) k7 G. WNF——对焊法兰/高颈法兰(Weld Neck Flange)SO——带颈松套法兰(Slip On FlangePL——板式平焊法兰(Plate Flange)SW——承插焊法兰(Socket Weld Flange)TF——螺纹法兰(Threaded Flange).ASME磅级ASME Class15030040060080090015002500公称压力MPa0.6 MPa1.0 MPa1.6 MPa2.0 MPa22.5 MPa4.0 MPa5.0 MPa6.4 MPa10.0 MPa-15.0 MPa25.0 MPa42.0 MPa公称压力PNPN6PN10PN16PN20PN25PN40PN50PN6.4PN100-3PN150PN250 PN420英制的压力等级150磅-3500磅约等于国标的1.6Mpa—6.4Mpa,准确的压力要看阀门生产厂家按照多少压力生产的,如:150LB 就分,1.5MPa、1.6Mpa或者是2.0MPa.150LB相当于2.0Mpa300LB相当于5.0Mpa600LB相当于11.0Mpa900LB相当于15.0MPa1500LB相当于26.0Mpa2500LB相当于42.0MPa3500LB相当于64.0MPa4。
阀门压力等级对照表

阀门压力等级对照表阀门, 等级, 压力,对照表压力等级Class和公称压力对照表磅级Class 150 300 400 600 900 1500 2500公称压力MPa 0.6MPa1.0MPa1.6MPa2.0MPa2.5MPa4.0MPa5.0MPa6.4MPa 10.0MPa 15.0MPa 25.0MPa 42.0MPa公称压力PN PN6PN10PN16PN20PN25PN40PN50PN64 PN100 PN150 PN250 PN420阀门公称压力系列 MPa (bar)0.05(0.5) 0.1(1.0) 0.25(2.5) 0.4(4.0) 0.6(6.0) 0.8(8.0)1.0(10.0) 1.6(16.0)2.0(20.0) 2.5(25.0) 4.0(40.0) 5.0(50.0)6.3(63.3) 10.0(100.0) 15.0(150.0) 16.0(160.0) 20.0(200.0) 25.0(250.0) 28.0(280.0) 32.0(320.0) 42.0(420.0) 50.0(500.0) 63.0(630.0) 80.0(800.0) 100.0(1000.0) 125.0(1250.0) 160.0(1600.0) 200.0(2000.0) 250.0(2500.0) 335.0(3350.0) 公制与英制换算表(适用于阀门)Metric Equivalent Charts公称通径Size 英寸In.1/8 1/4 3/8 1/2 3/4 1 11/4 11/2 2 21/2 3 31/2 4 毫米DN 4 6 10 15 20 25 32 40 50 65 80 90 100英寸In.5 6 8 10 12 14 16 18 20 24 26 28 30 毫米DN 125 150 200 250 300 350 400 450 500 600 650 700 750英寸32 34 36 42 48 54 60 64 72 80 84 88 96In.毫米DN 800 850 900 1050 1200 1350 1500阀门型号编制方法阀门型号编制方法主要参照JB 308-1975标准,同时吸收了有关标准对型号编制的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道的焊接热处理,根据管道的壁厚、材料,以及介质要求进行热处理,在GB50236上有明确描述
一般壁厚超过25毫米的碳钢管道需要热处理,铬钼钢管道需要热处理,氢气管线需要热处理,碱液管线需要热处理。
含有H2S管道,15Crmo管道,壁厚大于25mm的管道需要焊接前预热,焊接后及时热处理
321厚壁管道需要稳定化热处理
一、弯管的热处理工艺
l、在下列条件下,必须按表4规定对冷弯或热弯的钢管进行热处理。
(1) 壁厚大于l9mm的碳素钢热弯管,弯管时漏度始终保持在900℃以上的情况除外。
(2) 公称直径大于或等于l00mm或壁厚大于或等于l3mm的中,低合金钢冷弯管。
2、对于公称直径大于或等于l00mm,或壁厚大于或等于l3mm的中、低合金钢热弯弯管,应按设计文件的要求进行完全退火、正火十回火,或回火处理,或按表5规定进行热处理。
3、奥氏体不锈钢制作的弯管,可不进行热处理;当设计文件要求热处理时,按设计文件规定进行,或按表5规定进行热处理。
4、弯管的热处理可在电加热炉中进行;也可用陶瓷电加热器进行,采用热电锅测温,并选择硅酸铝针刺保温毯作为陶瓷加热热液时的保温材料,热处理按表4或5规范进行。
5、热处理后进行硬度测定,弯管部分硬度不应超过母材硬度规定值。
二、管道焊后热处理工艺
1、管道焊接后,根据刚材的淬硬性,焊件厚度和使用条件等综合考虑,按图纸要求或表3规定进行焊后热处理。
2、管道焊接接头的焊后热处理,一般应在焊接后及时进行,对于易产生焊接延迟裂纹的焊接接头,若焊后不能及时进行热处理,则在焊后冷却到300-350℃(或加热到该温度区间),保温4—6h缓冷,加热范围和焊后热处理相同。
3、焊后热处理采用履带或陶瓷加热器进行,温度检测根据不同要求,采用色笔和热电偶,保温材料采用硅酸铝针刺保温毯,保温宽度从焊缝中R 算起每侧不小于管子壁厚的5倍。
4、焊后热处理的加热范围;以焊缝中心为基准,每侧不应小于焊缝宽度的3倍,且不小于60mm。
5、焊后热处理的加热速率、恒温时间及降温速率,应符合下列规定。
(1) 加热速率。
升温至3O0℃后,加热速率不应超过220×25.4/δ℃/h(δ为壁厚,mm),且不大于220℃/h。
(2) 恒温时间,碳素钢每毫米壁厚为2—2.5mm;合金钢每毫米壁厚为3min,且不小于30min。
(3) 冷却(降温)速率降;恒温后,冷却速率不得超过275×25.4/δ℃/h且不大于275℃/h。
300℃以下自然冷却。
6、异种金属焊接接头的焊后热处理要求,按合金成分较低侧的金属确定,热处理温度不超过该钢材的下临界点AC1 。
7、焊后热处理后,焊缝及母材上焊接热影响区的硬度值:碳索钢不应超过母材的l20%,台合钢不应超过母材的l25%,当硬度超过规定时,应重新进行热处理,并仍须作硬度测定。
硬度检查的位置。
每条焊缝不少于l处,每处各测焊缝、热影响区、母材三点,当管外径大于57 mm时,检查热处理焊口数的10%以上,当管外径小于等于57mmS时,检查热处理焊口数的5%以上。
闸阀A105 13Cr/13Cr/13Cr CL800 NPT API602 BB-BG-OS&Y 长度执行:制造厂标准DN40 NPT是National (American) Pipe Thread 的缩写,属於美国标准的60 度锥管螺纹,用於北美地区.国家标准可查阅GB/T12716-1991 PT 是Pipe Thread 的缩写,是55 度密封圆锥管螺纹,属惠氏螺纹家族,多用於欧洲及英联邦国家.常用於水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T7306-2000 G 是55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G 代表圆柱螺纹.国家标准可查阅GB/T7307-2001 另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英吋.行内人通常用分来称呼螺纹尺寸,一吋等於8分,1/4 吋就是2分,如此类推.G 好像就*螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc ------------------------------------------------------ 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。
1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸
这些都是连接方式表示方法:
RF=大突面法兰连接
RTJ=环形垫法兰连接
SW=承插焊连接
BW Buttwelding 对接焊。