经济型P20塑料模具钢的组织与硬度研究
07节 常用模具钢料之P20+Ni篇
第五节常用模具钢料特性与用途三、P20+Ni类(预硬镜面塑料模具钢):铬镍合金钢,国标钢号:3Cr2NiMo或3Cr2NiMnMo●钢材参考成分(%):在P20的基础上加入1%左右的Ni;●主要钢厂的P20+Ni材料型号有:1)奥地利百禄(BOHLER) M238:◎出厂状态及参考硬度:预硬HRC31~34;◎性能:碳、锰含量偏高,镜面抛光性能好,可进行电蚀加工。
特性:1.增加1.1%镍,淬透性极佳,钢材表面至中心硬度均匀一致,放电加工性能好,加工表面组织幼细光洁。
2.抛光性能和光蚀性能甚佳,适合氮化、镀硬铬和物理气相沉淀PVD涂层等。
3.锻造温度:1050~850℃,随炉冷或保温介质中冷却或空冷。
4.退火温度:720~740℃,保温后以10~20℃/HR冷却至600℃,然后空冷,退火后硬度为HBS240。
5.消除应力温度:加热至600℃,于保护气体中保温2小时,然后随炉缓冷。
6.淬火温度:840~860℃保温后油冷,或860~880℃保温后空冷,稍高于室温即时回火。
7.回火:淬火后即时回火,时间不少于2~2.5小时,然后出炉空冷。
8.用途:适于高要求,厚度超过400㎜的塑料模及塑胶模模架。
2)瑞典一胜百618HH(高预硬塑胶模具钢)◎出厂状态︰HB330-370;相当布德鲁斯Buderus︰2738;百禄Bohler︰M238 ;日立hitachi︰HPM7;大同DAIDO︰PX88耐磨性︰★★☆☆☆韧性︰★★★☆☆加工性︰★★★☆☆抛光性︰★★★☆☆◎产品描述:一胜百ASSAB 618HH为真空熔炼之铬-镍-钼合金钢,出厂前已经过淬硬及回火处理,具备下列优点:无淬裂和热处理变形的风险;无需热处理费用;缩短模具制作周期;降低模具所需成本(例:无需矫正变形);模具易于修正;可施以氮化及火焰硬化处理,以增进模具的边面硬度及耐磨性。
◎用途:大型长寿命塑胶注塑模,如家电制品,电脑外壳等模具;由于硬度高,可用于塑胶模具中只滑块;热塑性塑胶的挤压模具;吹塑模具;成型工具;结构零件。
P20预硬塑料模具钢锯切困难原因分析

参
[1]
[2]
[3]
且金相组织为观察不到组织结构的具有一定流向的加
[4]
为集中的锯切瘤处易被腐蚀,因此表现出其腐蚀后较正
[5]
工硬化组织,此处比正常区域高出十几个 HRC。应力较
常部位颜色发暗。以上证据表明此锯切瘤是由于锯切
异常排屑不畅导致的“积屑瘤”,即锯切瘤处原本并无硬
质点,设备异常导致梯田处的“肉”被带走,在积屑过程
具有与基体不相连、边缘层片状结构、硬度高、易腐蚀、加工硬化组织等特征。
关键词:锯切困难;锯切瘤;断锯;预硬 P20
中图分类号:TG142
文献标识码:B
DOI:10.13596/ki.44-1542/th.2024.01.026
The Reason Analysis of Processing Difficulties
[1]
要。P20 作为一种经济型的预硬化塑料模具钢产品,具
家电、汽车内饰等塑料制品的模具制造,然而经文献查阅
其锯切困难方面鲜有文献报道。本文提及的 P20 预硬化
产 品 ,某 材 料 加 工 厂 在 锯 切 分 料 时 出 现 了 锯 切 困 难 ,
带来的异常夹杂,组织检验也无明显偏析,说明锯切瘤
处为正常基体材料且无杂质,排除了因成分偏析、异物
混入、夹杂物聚集形成硬质点导致的加工困难的情况,
材料本身质量不是造成锯切断齿、断锯的原因。
从锯切瘤形貌上看,本文所述锯切瘤与“梯田形貌”
伴生,边缘与基体不相连,这与材料本身硬质点导致的
[6]
锯条侧齿切削时退让形成的与基体相连的凸起不同 。
Steel Technology Innovation Center,Zunhua,Hebei 064200,CHN;3. Tangshan Technology
P20材料性能
产品简介
P20|圆棒销售:直径6mm-350mm,均有现货
P20 |圆棒分类:车光圆、拉光圆、黑皮毛圆
P20|板材销售:厚度6mm-300mm,均有现货
P20|板材分类:机扎板、锻造板、锻板、扎板
P20|产品备注:零售,批发1吨起按批发价格销售
P20 |材料产地:宝钢(上钢五厂)、长城、抚顺,均有现货
塑胶模具钢:P20
执行标准:GB/T9943-1988
产地、品牌:中国宝钢
化学成份:
碳C:0.28-0.40
硅Si:0.20-0.80
锰 Mn:0.60-1.00
铬 Cr: 1.40-2.00
钼Mo:0.30 -0.55
磷P:小于或等于0.030
硫 S :小于或等于0.030
特性:
真空脱气精炼处理钢质纯净,适合要求抛光或蚀纹加工塑胶模。
预硬状态供货,无需在热处理可直接用于模具加工,缩短工期。
经锻轧制加工,组织致密,100%超声波检验,无气孔,针眼缺陷。
用途:
热塑性塑胶注塑模具,挤压模具。
热塑性塑料吹塑模具。
重载模具主要部件。
冷结构制件。
常用于制造电视机壳,洗衣机,冰箱内壳,水桶等。
氮化处理:
氮化处理可得到高硬度表层组织,氮化后的表层硬度达到650-700HV (57-60HRC)模具寿命可达到100万次以上,氮化层具有组织致密,光滑特点,模具的脱模性及抗湿空气及碱液腐蚀性能提高。
模具钢材及塑料基本使用标准
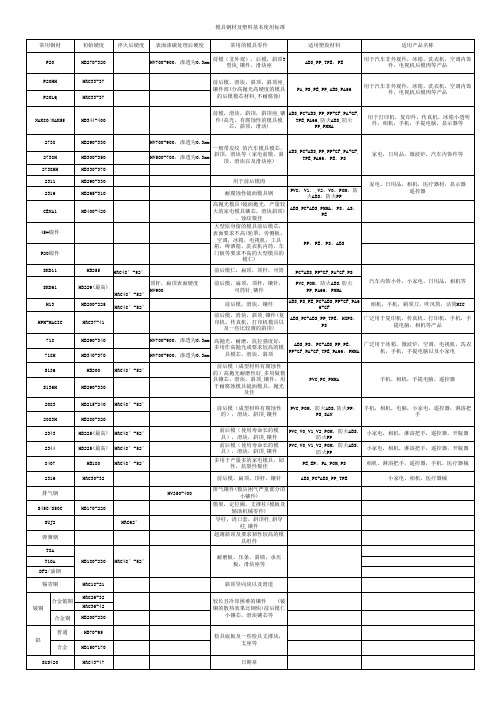
模仁)
PP,PE,PS,ABS
家电,日用品,相机,医疗器材,显示器 遥控器
前后模仁,扁顶,顶杆,司筒
前后模,扁顶,顶杆,镶针, 司筒针,镶件
PC+ABS,PP+GF,PA+GF,PS
PVC,POM,防火ABS.防火 PP,PA66,PMMA
斜顶导向块以及滑道
铍铜
合金铍铜 合金铜
HRC26-32 HRC36-42 HB200-230
较长且冷却困难的镶件 (铍 铜的散热效果比钢快)前后模仁
小镶芯,滑块镶芯等
普通
HB70-95
铝
合金 HB150-170
检具底板及一些检具支撑块, 支座等
SUS420
HRC43-47
日期章
PVC,V0,V1,V2,POM,防火ABS. 防火PP
PE,EP,PA,POM,PS
小家电,相机,淋浴把手,遥控器,开瓶器 小家电,相机,淋浴把手,遥控器,开瓶器 相机,淋浴把手,遥控器,手机,医疗器械
HRC30-32
前后模,扁顶,顶杆,镶针
ABS,PC+ABS,PP,TPE
小家电,相机,医疗器械
HB290-340 HB340-370
HV700-900,渗透为0.3mm HV700-900,渗透为0.3mm
高抛光,耐磨,抗拉强度好, 多用作高抛光或要求较高的模
具模芯、滑块、斜顶
ABS,PS,PC+ABS,PP,PE, PP+GF,PA+GF,TPE,PA66,PMMA
广泛用于冰箱,微波炉,空调,电视机,洗衣 机,手机,手提电脑以及小家电
P20塑料模具钢预硬化热处理工艺的研究

P20塑料模具钢预硬化热处理工艺的研究张兴锦,陈永南, 黄少文,吴会亮(莱钢宽厚板事业部, 山东莱芜 271100)摘要:应用金相显微镜、扫描电镜和维氏硬度计对P20塑料模具钢进行了显微组织观察和硬度测定。
研究了不同预硬化热处理工艺参数(淬火温度、淬火介质、回火温度)下得到的组织及其硬度变化规律。
结果表明:随着回火温度升高,水淬和空淬钢组织中板条马氏体和贝氏体逐渐减少,铁素体增加并长大,碳化物增多,硬度逐渐降低,300~500nm宽度的板条结构、板条间的薄片状M/A组元,铁素体中较高的位错密度以及细小碳化物保证了水淬钢在620℃回火时具有较高的硬度,最终得出了使该钢达到最佳预硬化效果的工艺参数。
关键词:塑料模具钢,P20,热处理,显微组织Research of P20 pre-hardened plastic mold steel heat treatment processZHANG Xingjin, CHEN Yongnan , HUANG Shaowen,WU Huiliang(Heavy Plate Division of Laiwu Steel Group, Laiwu, Shandong, China 271100) Abstract:Key words: Plastic mold steel,P20,Heat Treatment, Microstructure1 引言P20钢是模具工业中用量最大的一种典型的经预硬化处理的模具钢,用该钢制造模具,在预硬态下经冷加工制成模具后可以直接使用,不需再进行淬火、回火处理,防止了热处理所造成的变形、开裂、脱碳等缺陷[1],广泛用于制造长寿命的、形状复杂、要求尺寸精度高的大、中型塑料注射成型模或挤压成型模。
本文通过对P20钢在不同预硬化热处理工艺参数下的组织和硬度的研究,为工业化的生产提供了理论依据。
2 实验材料及方法实验材料为转炉冶炼P20铸坯,铸坯厚度为300mm,加热至1200℃,保温2h后,在双机架四辊可逆轧机轧上通过两阶段轧制轧成80mm厚度钢板。
P20预硬塑料模具断裂原因分析

金属铸锻焊技术Casting ·Forging ·Welding 上半月出版《热加工工艺》2010年第39卷第13期某模具加工厂生产制造的塑料模具,材料牌号3Cr2Mo ,为预硬塑料模具钢。
生产工艺:冶炼→轧制→下料→锻造→调质热处理→粗加工→精加工成型。
模具投入生产后,服役1000模,发生断裂,出现早期失效,为了找出模具断裂原因,本文对该模具的热处理工艺、化学成分、力学性能、金相组织进行了分析研究。
1热处理工艺预硬塑料模具的宏观形貌如图1所示。
将模具装入650℃的热处理炉进行加热,热处理工艺为(850±10)℃,油淬,淬火时油温控制在80℃以下;出油后,在4h 内回火,回火工艺(620±10)℃,水冷。
2理化检验2.1化学成分分析经化学成分分析,模具化学成分如表1所示,对照GB/T1299-2000技术要求知,该模具化学成分在标准值范围内,说明该模具材料为3Cr2Mo 。
2.2硬度检测2.2.1里氏硬度测定根据GB/T17394-1998《金属里氏硬度试验方法》标准[1]测定模具热处理后的里氏硬度值为:698、700、700HLD 。
2.2.2洛氏硬度测定根据GB/T230.1-2004《金属洛氏硬度试验第一部分:试验方法》标准[2]测定模具断裂后试块上的洛氏硬度值为:28.0、28.5、28.0HRC 。
所测硬度值全部符合热处理工艺的技术要求。
P20预硬塑料模具断裂原因分析任丽宏,宗铎,侯彩云,张晨东(中国兵器科学研究院宁波分院,浙江宁波315103)摘要:采用热处理工艺,化学成分分析、力学性能、金相检验及综合分析等方法对P20模具断裂原因进行分析。
结果表明:模具材料中硫化物夹杂含量较高且尺寸偏大,同时存在锻造时模具中产生的带状组织,二者共同作用导致模具断裂。
关键词:P20;硫化物夹杂;带状组织;断裂中图分类号:TG111.91文献标识码:A文章编号:1001-3814(2010)13-0187-03Crack Failure Analysis of P20Pre -hardened Plastic DieREN Lihong,ZONG Duo,HOU Caiyun,ZHANG Chendong(Ningbo Branch,China Academy of Ordnance Science,Ningbo 315103,China )Abstract :The crack failure of P20die was analyzed by heat treatment process,chemical composition checking,mechanical properties,metallography inspection.The results show that there are large contents of sulphides inclusions with higher size in the die material.The lamellar structure also exists in the die.The combination of them leads to the crack of the die.Key words :P20;sulphides inclusion;lamellar structure;crack收稿日期:2010-03-09作者简介:任丽宏(1969-),女,内蒙古包头人,工程师,长期从事理化检测工作;电话:0574-********;E-mail:zongduo574@图1预硬型模具宏观形貌Fig.1Macro-morphology of the hardened plastics die表1化学成分分析结果(质量分数,%)Tab.1Chemical composition of material (wt,%)CSi Mn Cr Mo S P Ni 实验值0.350.650.851.750.450.0200.0201.0标准值0.28~0.400.20~0.800.60~1.00 1.40~2.000.30~0.55≤0.030≤0.0300.85~1.15187金属铸锻焊技术Casting ·Forging ·Welding 2010年7月Hot Working Technology 2010,Vol.39,No.132.3金相检验在模具断裂部位截取金相试样,试样经粗磨、细磨、粗抛、精抛后,先不经浸蚀,在MEF4型光学金相显微镜上观察非金属夹杂物,随后用4%硝酸酒精溶液浸蚀,继续观察其显微组织。
05节-2 常用模具钢料之P20篇(预硬塑料模具钢)
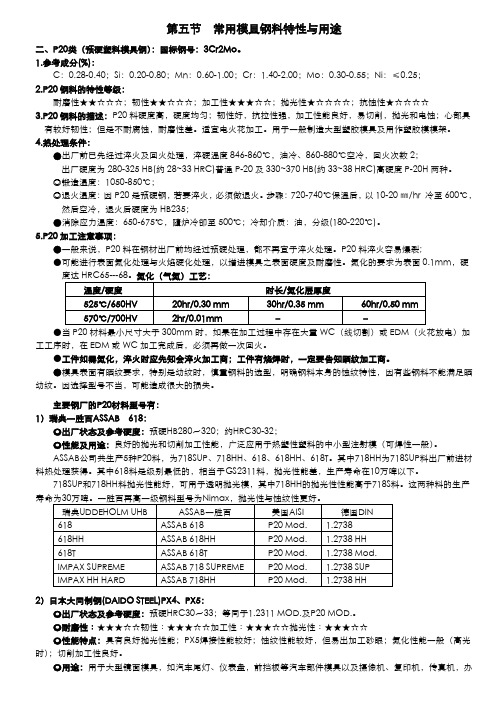
第五节常用模具钢料特性与用途二、P20类(预硬塑料模具钢):国标钢号:3Cr2Mo。
1.参考成分(%):C:0.28-0.40;Si:0.20-0.80;Mn:0.60-1.00;Cr:1.40-2.00;Mo:0.30-0.55;Ni:≤0.25;2.P20钢料的特性等级:耐磨性★★☆☆☆;韧性★★☆☆☆;加工性★★★☆☆;抛光性★☆☆☆☆;抗蚀性★☆☆☆☆3.P20钢料的描述:P20料硬度高,硬度均匀;韧性好,抗拉性强,加工性能良好,易切削,抛光和电蚀;心部具有较好韧性;但是不耐腐蚀,耐磨性差。
适宜电火花加工。
用于一般制造大型塑胶模具及用作塑胶模模架。
4.热处理条件:●出厂前已先经过淬火及回火处理,淬硬溫度846-860℃,油冷、860-880℃空冷,回火次数2;出厂硬度为280-325 HB(约28~33 HRC)普通P-20及330~370 HB(约33~38 HRC)高硬度P-20H两种。
◎锻造温度:1050-850℃;◎退火温度:因P20是预硬钢,若要淬火,必须做退火。
步骤:720-740℃保溫后,以10-20㎜/hr 冷至600℃,然后空冷,退火后硬度为HB235;●消除应力温度:650-675℃,隨炉冷卻至500℃;冷却介质:油,分级(180-220℃)。
5.P20加工注意事项:●一般来说,P20料在钢材出厂前均经过预硬处理,都不再宜于淬火处理。
P20料淬火容易爆裂;●可能进行表面氮化处理与火焰硬化处理,以增进模具之表面硬度及耐磨性。
氮化的要求为表面0.1mm,硬度达HRC65---68。
氮化(气氮)工艺:温度/硬度时长/氮化层厚度525℃/650HV 20hr/0.30 mm 30hr/0.35 mm 60hr/0.50 mm570℃/700HV 2hr/0.01mm --●当P20材料最小尺寸大于300mm时,如果在加工过程中存在大量WC(线切割)或EDM(火花放电)加工工序时,在EDM或WC加工完成后,必须再做一次回火。
P20钢大型塑料模具几种淬火工艺的三维温度与组织模拟

相质点与基体界面在疲劳应力作用下与基体剥离, 并造成应力集中, 有利于空洞的形成与长大, 即有利 于裂纹的形核长大。粗大的第二相质点和基体的界 面常常是裂纹形核的地点, 而第二相质点在裂纹扩 展过程中的作用则不如形核过程明显。 ! " ! 裂纹形核过程对疲劳寿命的影响 大多数结构钢在疲劳试验中, 裂纹形核所占的
而且在预硬化硬度为时其冲击韧性较高淬透性好可以使较大截面的钢材获得均匀的硬度尤其是该钢种的镜面抛光性能明显优于普碳钢及低合金钢因此它成为制造大型塑料模具的理想钢种钢大模块的热处理工艺是油淬加高温回火
! " # 第二相质点与疲劳强度 淬火组织中有未溶的碳化 在! " # $加热淬火时, 物, 即第二相质点, 第二相质点对平面应变断裂韧性 值的影响, 有时远远超过了晶界的作用, 第二相 !% & 质点数量少、 体积小、 形状圆以及分布均匀时, 可使 值大大提高。 !% & 对于韧性材料纳米微裂纹演化过程表明: 纳米 微裂纹在裂尖无位错区形核后, 先钝化成空洞, 并不
P20塑料模具钢的回火工艺_郭海滨

用回火参数 P 研究 P20 塑料模具钢的回火工艺,探索 确定 P2具钢的主要化学成分( 质量分 数,% ) 为 0. 30C、0. 60Si、0. 80Mn、1. 50Cr、0. 35Mo,余 量 Fe。将试验 P20 钢加工成尺寸为 20 mm × 20 mm × 20 mm 的试样,取 35 个试样分成 7 组,在 860 ℃ 下淬 火,对淬火后的试样分别进行不同参数的回火处理,最 后进行硬度测试和显微组织观察。
122
表面氧化脱碳,试样入炉前涂有防氧化脱碳涂料。试 验中所用的加热设备为 GWL-1400 型热处理炉。
显微组织试样采取手工磨制,采用金刚石抛光膏 手动抛光,用 4% 硝酸酒精溶液对抛光面进行腐蚀,腐 蚀时间 4 s,将试样置于 JSM-5610LV 型扫描电子显微 镜观察其显微组织。采用 TH300 洛氏硬度计进行硬 度测试,压头为金刚石压头,加载砝码为 150 kg,保持 时间 2 s,每个样品测量 3 点硬度,取其平均值。
第 41 卷
此初期的高硬度主要依赖于马氏体的硬化作用,硬度变 化不大[5-6]; 450 ℃ 回火时,硬度变化趋势减缓,甚至出 现增大趋势,这可能与某些合金元素的析出相或残留奥 氏体的转变有关[6-7]; 而 450 ~ 650 ℃ 回火时,试验 P20 钢的硬度发生明显的下降趋势,可以看出,当回火温度 超过 550 ℃ 时,试验钢的硬度下降速度明显增大。
Tempering process of P20 plastic die steel
Guo Haibin,Zuo Xiurong,Zhang Xinli,Wang Yipeng,Li Jinling ( School of Physical Science and Engineering,Zhengzhou University,Zhengzhou Henan 450052,China) Abstract: Microstructure observation and hardness test of P20 plastic die steel after quenching and tempering were analyzed by means of scanning electron microscopy and Rockwell hardmeter. The change law of hardness and microstructure of the tested steel after different tempering processes were investigated,and tempering parameter P was used to study the tempering process of P20 plastic die steel. The results show that with the increase of the tempering temperature,the hardness of the tested steel changes a little when it is tempered at 350450 ℃ ,while the hardness of it shows an obvious declined trend when tempered at 450-650 ℃ . With the tempering time prolonging,the decrease trend of the hardness is not significant at the tempering temperature of 350-450 ℃ ,and when the tempering temperature in 500650 ℃ ,the hardness reduces rapidly in the first 8 h and then the decline rate becomes slowly. With the increase of tempering temperature and tempering time prolonging,the precipitation of carbides increases and the carbides spheroidize and grow up gradually. The martensite lath boundaries become blurring,and some laths are pinned by the early formed carbides and leading to the coarsening of some lath martensite and some merger and widen,which finally lead to the reduction of hardness. The optimum tempering process of the tested P20 steel is tempering at 600 ℃ for 1 h combined with the test data and the tempering parameter P. Key words: P20 plastic die steel; tempering; hardness; microstructure; tempering parameter
P20塑料模具钢淬火及回火组织性能的研究
《热加工工艺》 2010 年第 39 卷第 06 期
119
材料热处理技术 Material & Heat Treatment
2010 年 3 月
1 实验材料与方法
试验所用 P20 塑料模具钢主要化学成分 (质量 分 数 ,% ) 为 :0.28 ~0.40C,0.20 ~0.80Si,0.60 ~ 1.00Mn,1.40~2.00Cr,0.30~0.55Mo。实验前把试料 加工成 15 mm ×15 mm ×15 mm, 取 25 块分五组,同 一组在相同的温度下淬火, 每组分别进行不同温度 (800、830、860、890 和 920 ℃)保温 30 min 的淬火,淬 火后进行微观组织观察和硬度的测定。 对经相同温 度淬火的同 一组试样分 别进 行 不 同 温 度(530、560、 590、620 和 650 ℃)保温 1 h 空冷的回火。 回火后进 行微观组织观察和硬度的测定。 金相试样采用金刚 石抛光膏手动抛光, 最后采用 4%硝酸乙醇溶液腐 蚀抛光面。 观察微观组织所用金相显微镜为 Olympus BX51,扫描电子显微镜为 JSM-5610LV,使 用 TH300 洛氏硬度计进行洛氏硬度的测试,采用金
下半月出版
Material & Heat Treatment 材料热处理技术
P20 塑料模具钢淬火及回火组织性能的研究
李 勇 1, 左秀荣 1, 陈蕴博 2, 王淼辉 2
(1. 郑州大学 物理工程学院材料物理教育部重点实验室, 河南 郑州 450052; 2. 机械科学研究总院先 进 制 造 技 术 研 究 中心 & 先进成形与装备国家重点实验室, 北京 100083)
关键词:P20 塑料模具钢; 淬火; 回火; 微观组织; 硬度
p20塑料模具钢的回火组织及硬度

广泛!塑料模具制品也向尺寸多样化% 大型化% 复杂化 方向发展& : $% 模具用钢属于美国牌号! 在预硬化硬 度为 $> < ;9 ' + V时!模具表面粗糙度%冲击性能和淬 透性都比较好!可以使钢材获得比较均匀的硬度!同时 具有良好的镜面加工性能! 该钢种的镜面抛光性能明 显高于普碳钢及低合金钢! 因此在制造大型塑料模具 时 !: $% 钢仍是比较理想的钢种
第 !" 卷
此初期的高硬度主要依赖于马氏体的硬化作用!硬度变
&* 化ቤተ መጻሕፍቲ ባይዱ大)9\ '!9% = 回火时! 硬度变化趋势减缓! 甚至出
现增大趋势!这可能与某些合金元素的析出相或残留奥
^* 氏体的转变有关)&\ ' 而 !9% < &9% = 回火时! 试验 : $%
钢的硬度发生明显的下降趋势!可以看出!当回火温度 超过 99% =时!试验钢的硬度下降速度明显增大&
, @ 3 4 1 70 4 $, 8 M 7 3 P U 7 BM U B7 K3 DP K 7 T C U 8 3 EC EQ ?C 7 QEK P PU K P U 3 N : $% 64 C P U 8 MQ8 KP U K K 4 C N U K 7 WBK EM ?8 EHC EQ U K X 6K 7 8 EHY K 7 KC EC 4 O R K Q DOX K C EP3 N P M C EE8 EHK 4 K M U 7 3 E X 8 M 7 3 P M 3 6OC EQ + 3 M ZY K 4 4 ?C 7 QX K U K 7 [* ?KM ?C EH K4 C Y3 N ?C 7 QEK P PC EQ X 8 M 7 3 P U 7 BM U B7 K3 N U ?KU K P U K Q P U K K 4 C N U K 7Q8 N N K 7 K EU EQ U K X 6K 7 8 EH6C 7 C X K U K 7 Y C PBP K Q U 3P U BQOU ?KU K X 6K 7 8 EH67 3 M K P P3 N : $% 64 C P U 8 MQ8 KP U K K 4 [* ?K U K X 6K 7 8 EH67 3 M K P P K PY K 7 K8 ET K P U 8 H C U K Q! C 7 K P B4 U P P ?3 YU ?C U Y 8 U ?U ?K8 EM 7 K C P K3 N U ?KU K X 6K 7 8 EHU K X 6K 7 C U B7 K !U ?K ?C 7 QEK P P 3 N U ?K U K P U K QP U K K 4 M ?C EH K P C 4 8 U U 4 K Y ?K E8 U 8 P U K X 6K 7 K QC U ;9%\ !9% =! Y ?8 4 KU ?K?C 7 QEK P P 3 N 8 U P ?3 Y P C E 3 DT 8 3 BP QK M 4 8 EK Q U 7 K EQ Y ?K E U K X 6K 7 K Q C U !9%\ &9% =[I8 U ? U ?KU K X 6K 7 8 EHU 8 X K67 3 4 3 EH 8 EH !U ?K QK M 7 K C P KU 7 K EQ 3 N U ?K?C 7 QEK P P 8 P E3 U P 8 H E8 N 8 M C EU C U U ?KU K X 6K 7 8 EHU K X 6K 7 C U B7 K3 N ;9%\ !9% =! C EQ Y ?K E U ?KU K X 6K 7 8 EHU K X 6K 7 C U B7 K8 E 9%%\ ?K?C 7 QEK P P 7 K QBM K P 7 C 68 Q4 O8 EU ?KN 8 7 P U >?C EQ U ?K EU ?KQK M 4 8 EK7 C U KDK M 3 X K P P 4 3 Y 4 O [I8 U ?U ?K8 EM 7 K C P K3 N U K X 6K 7 8 EHU K X 6K 7 C U B7 K &9% =! U C EQ U K X 6K 7 8 EHU 8 X K67 3 4 3 EH 8 EH !U ?K67 K M 8 68 U C U 8 3 E 3 N M C 7 D8 QK P 8 EM 7 K C P K P C EQ U ?KM C 7 D8 QK PP 6?K 7 3 8 Q8 R KC EQ H 7 3 YB6 H 7 C QBC 4 4 O [* ?KX C 7 U K EP 8 U K 4 C U ? D3 BEQC 7 8 K PDK M 3 X KD4 B7 7 8 EH ! C EQ P 3 X K4 C U ?PC 7 K68 EEK Q DOU ?KK C 7 4 ON 3 7 X K Q M C 7 D8 QK PC EQ 4 K C Q8 EHU 3U ?KM 3 C 7 P K E8 EH3 NP 3 X K4 C U ? X C 7 U K EP 8 U KC EQ P 3 X KX K 7 H K 7 C EQ Y 8 QK E! Y ?8 M ? N 8 EC 4 4 O4 K C Q U 3U ?K7 K QBM U 8 3 E 3 N ?C 7 QEK P P [* ?K3 6U 8 X BX U K X 6K 7 8 EH67 3 M K P P3 N U ?KU K P U K Q : $% P U K K 4 8 P U K X 6K 7 8 EHC U &%% = N 3 7 "?M 3 X D8 EK QY 8 U ?U ?KU K P U QC U CC EQ U ?KU K X 6K 7 8 EH6C 7 C X K U K 7 [ A 6 BC 21 9 3 $: $% 64 C P U 8 MQ8 KP U K K 4 'U K X 6K 7 8 EH ' ?C 7 QEK P P 'X 8 M 7 3 P U 7 BM U B7 K 'U K X 6K 7 8 EH6C 7 C X K U K 7
模具钢材的硬度介绍

模具钢材的硬度介绍第一篇:模具钢材的硬度介绍模具钢材的硬度介绍硬度是指金属材料抵抗其他更硬物体压入其表面的能力,是衡量金属材料软硬程度的指标。
硬度是各种零件和工具毖须具备的力学性能指标。
机械制造业中所用的刀具、量具、模具等都应具备足够的硬度,才能保证其使用性能和使用寿命。
一些机械零件例如齿轮、主轴等,也要求有一定的硬度,以保证是够的耐磨性(耐磨性是指材料抵抗磨损的能力)和使用寿命。
因此硬度是金属材料重要的力学性能之一。
金属材料的硬度是在硬度试验设备上测定的。
硬度试验设备简单,操作迅速方便,可直接在零件或工具上进行试验而不破坏工件,并且还可根据测得的硬度值估计出材料的近似抗拉强度和耐磨性。
此外,硬度与材料的冷成形性、切削加工性、焊接性等工艺性能之间也存在着一定联系,可作为制定加工工艺时的参考。
因此,硬度试验在实际生产中是最常用的试验方法。
生产中应用最多的硬度测试方法是布氏硬度测试法、洛氏硬渡测试法和维氏硬度测试法三种。
第二篇:模具钢材购销合同模板合同编号:甲方:(以下简称供方)乙方:(以下简称需方)签约地点:签约时间:年月日根据《中华人民共和国合同法》的有关规定,按照平等互利、公平、诚实信用的原则,为明确供需双方的权利义务,经双方充分协商达成一致,特签订本合同以便供需双方共同遵守。
一、物资名称、型号、数量、单价、金额及供货时间:1.订货方式:需方应提前天将所需钢材计划(含品名、规格、数量、要求到货时间等)以书面或传真及电子邮件的方式发给供方,供方在收到需方计划后日内或按合同约定时间把钢材送到需方工地指定地点。
2.货物要求:供方必须按照合同约定或计划要求供应合格钢材,数量、规格、质量应严格按照需方计划要求供货。
3.供应价格:表中单价均为到交货地点的落地价(或车板交货价),该单价为包含材料费、运费、装卸费(或装车费)、利润、税金及修复缺陷所需要的全部费用,未列明的,需方认为已包括在单价内。
供方应提供国家正式税务发票。
塑胶模常用钢材及硬度说明

塑胶模具常用钢材(一) C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材; (二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400 视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8 ,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
变形及冷速对预硬化塑料模具钢P20组织与性能的影响

图 2 不同变形条件下 P20 钢的 CCT 曲线 F ig 2 CCT cu rves o f P20 steel at d ifferen t defor m ation conditions
当冷速为 1
/ s( 图 3( c) ), 组织以马氏体为主, 有少 / s( 图 3( d~ e) ), 组
104 钢不同冷速下的洛氏硬度, 进而得到 P20 钢变形后直 接冷却的组织性能特征。
第 36 卷
发生铁 素体转变, 铁 素体转变温度范围扩 大为 613~ 683 , 主要发生贝氏体转变 , 贝氏体转变温度范围推 迟到 320~ 480 。当冷速介于 0 5~ 1 /s , 奥氏体 转变为贝氏体和马氏体。当冷速大于 2 / s, 以马氏 体转变为主 , 马氏体相变点 M s为 355 。 通过对比分析不同变形量条件下的 CCT 曲线可 知 , 增大奥氏体区变形量促进了铁素体转变, 而抑制了 贝氏体转变 , 对马氏体转变影响不大。这是因为在奥 氏体低温区变形 , 奥氏体再结晶受到抑制 , 奥氏体内部 位错密度显著 升高, 变形储能增加 , 增大了相 变驱动 力 ; 另外奥氏体内部的高密度位错, 也为铁素体提供了 大量形核位置, 从而促进了铁素体转变 。尽管塑性 变形增加了形核点, 但变形奥氏体中形成变形带和亚 结构, 由于变形后快冷, 在相变前被保留下来, 因而造 成奥氏体机械稳定化 , 相变过程中阻碍贝氏体板条的 长大, 从而抑制了贝氏体转变 。 2 2 冷却速度对 P20 钢显微组织的影响 图 3 为变形 20 % 条件下的显微组织, 组织呈现一 定的带状特征。当冷速为 0 2 / s(图 3( a) ) , 组织为 粒状贝氏体和少量多边形铁素体。当冷速为 0 5 /s ( 图 3( b ) ), 组织为羽 毛状上贝 氏体及少 量马氏 体。
经济型P20塑料模具钢的组织与硬度研究

~试验研究~经济型P20塑料模具钢的组织与硬度研究斯松华1,王 锐1,张 逖2,王 娜1(1.安徽工业大学材料科学与工程学院,安徽马鞍山243002;2.南京钢铁股份有限公司,江苏南京210035)摘 要:设计了一种经济型JP20塑料模具钢。
试验结果表明,在热轧生产线上,通过控制冷却速度实现了20~50mm厚度钢板的在线预硬化;热轧板组织为珠光体加少量晶界铁素体,硬度为280~330H B,达到了P20塑料模具钢的预硬化硬度水平。
JP20钢热轧板在一定的厚度范围内可替代P20钢用于制作塑料模具。
关键词:塑料模具钢;预硬化;控制冷却中图分类号::TG142.1 文献标识码:A 文章编号:1008 1690(2010)05 0031 004 M icrostructure and H ardness of Econo m ica l P20Plasti c D ie SteelSI Song hua1,WANG Ru i1,Z HANG T i2,WANG Na1(1.School ofM ateria ls Science and Eng i n eering,AnhuiUn i v ersity of Techno l o gy,M a anshan243002,Anhu;i2.N anji n g Iron and Steel Co.,Ltd.,Nan ji n g210035,Jiangsu)Abst ract:An econo m ica l p l a stic d ie stee,l that is J P20steel,has been desi g ned.The experi m ental resu lts show t h at the20to50mm th ick p latesm ay be on line prehardened by controlli n g coo li n g rate in a ho t ro lling production li n e;the m icrostructures o f hot rolled plates cosist of pearlite and a s m all a m ount of i n ter g ranular ferrite,and their hardnesses are280~330HB,reach i n g the sa m e har dness leve l as that o f prehardened P20p lastic die stee.l The hot r o lled plates of JP20stee l can rep lace P20steel p lates as p l a stic die in the fi x ed th ickness range.K ey w ords:p lastic die stee;l preharden i n g;controlled coo li n g近年来,随着我国塑料工业的高速发展,塑料模具行业的发展也十分迅速,这直接导致对塑料模具钢的需求量越来越大[1]。
p20系列热处理工艺1

优化模具钢热处理工艺针对P20系列(P20、1.2311、3Cr2Mo等)模具钢热处理后达不到用户要求的问题(例硬度不够、不均匀、热处理后瓢曲、瓢曲矫直脆断、出现裂纹等),进行优化热处理工艺,达到要求效果。
综合分析:一、P20硬度不够原因分析:P20要求硬度HRC32-36应该属于调质硬度,也可称为预硬.正规工艺应该是淬火(正火)+中温回火得到需要硬度。
可能由于正火温度高,晶粒细化效果达不到预期效果所致;出炉后空冷,冷却速度达不到要求所致;回火温度高,导致硬度不够,由于钢种成分不均或性能差异,故回火温度的控制应根据正火后硬度确定。
正火时先预热2-4 小时(600-650度充分预热),然后在850-880 ℃保温,出炉空冷或风冷,正火后硬度可达37-52HRC ,为防止开裂应,立即进行600~610℃回火(具体根据正火后硬度确定)处理。
防止头部位开裂,火切之后应及时进行回火处理,先进行预热(最佳预热到150℃,以避免回火过程中出现冷裂)。
在600-610℃回火温度下保温一定时间,然后慢冷至室温效果回火温度对硬度的影响:二、裂纹产生原因:1、钢板轧制后存在严重的碳化物偏析,未堆冷、堆冷温度太低,未带温火切;2、仪表失灵,正火加热温度过高,晶粒粗大,降低材料强韧性,增加脆性;3、正火工件未及时回火和回火不充分,存在过大的残余内应力和吊运过程中形成的新内应力叠加导致头部裂纹。
预防措施:1、控制好P20系列的特板工序,钢板入炉前严格检查,确保钢板表面合格,对组织成分不合格钢板必须进行不同的热处理工艺(需对入炉前钢板测硬度决定热处理工艺);2、入炉前校验仪表,保护气氛炉加热,严防过热和氧化脱碳;3、采用正火缓慢升温和正火后及时回火,多次回火,充分消除内应力;4、吊运过程轻起轻放,严禁摔落。
三、硬度不均匀原因分析:主要由于我们设备密封性及炉温控制系统不到位所致,造成钢板表面温度不均匀及氧化程度不同所致。
预防措施:炉门关严,保持炉内还原性气氛并保持炉内正压状态(减少表面氧化),必须做到每个一周校仪表一次。
国产塑料模具钢材硬度热处理用途分析表
国产塑料模具钢材硬度热处理用途分析表.塑料模具钢:3Cr2Mo:国牌号,同于瑞典的618,同美国的P20,交货时可预硬至HRC30~36,或是退火至HB<235(HRC22预硬材料可以免除热处理,永不变形,适合电蚀加工,易于镜面抛光.常用于热塑性塑料料的注塑模,吹塑模和挤压模.3Cr2NiMo:国牌号,同瑞典的718钢,美国的P20+NI钢,交货时预硬至HRC30到60,己预硬不需要再淬硬,永不变形,适合于电蚀加工易镜面抛光处理,综合力学性能好,可再加硬至HRC>40.常用于有镜面抛光要求的大型塑料模具.SUS420J2:为麻田散铁系SUS不锈钢种,相当于国产4Cr13钢.瑞典的S136钢,美国的S42000钢,交货时预硬至HRC30~36,或是退火HB<235,即HRC22.性能不锈耐腐蚀,预硬钢免除热处理,永不变形;退火钢淬火回火后硬度高达HRC>50,有超镜面加工性能.常用于有腐蚀气体的含氟塑料或是添加阻燃剂的有腐蚀的塑料模具.其成分:C-0.26~0.4,Si-1.0以下,Mn-1.0以下,P-0.04以下,S-0.03以下,Ni-0.06以下,Cr-12.0到14.0 3Cr17Mo:国牌号,同瑞典的168钢,交货时预硬至HRC30~36,或退火HB<285,即HRC30.为不锈耐腐蚀钢,抗腐蚀性能好,耐磨性能高,退火料淬火回火后硬度可达HRC46~48,常用于高防腐蚀及需要镜面抛光的模具,特别适合于用PVC料.NAK80:相当于国产钢种10Ni3MnCuAl,交货时时效硬化,硬度达HRC36~43.可免除热处理,永不变形,表面至中心硬度均匀,电蚀加工性能良好.常用于镜面要求的摄影机,收音机,音响设备和透明罩以及胶片等. 作者: spring797 发布尔日期: 2005-12-05 塑料模具材料另一说法见解:SUS420/SUS420J2:相当于国产3-4Cr13,美国的420,是抗腐蚀马氏体不锈钢,热处理状态下有有良好的材料稳定性,极佳的抛旋光性和退火状态下良好的机械加工性能.SCM440:相当于国产42CrMo,美国的4140,适合制作中小型挤出模具,材料达高微观纯凈度和结构上的高匀质水平,。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
具行业 的发展 也十 分 迅 速 , 直 接 导 致 对 塑料 模 具 这 钢 的需 求 量 越 来 越 大 为 了 满 足 塑 料 制 品 的发 川。 展要求 , 内先 后 引进 、 发 了不 少 塑料 模 具 用 钢 , 国 开
收 稿 日期 :0 0 0 -2 2 1 — 12
2 0 H 该 系 列钢 淬 透性 差 , 于 较 大厚 度 钢板 , 2 B; 对
要: 设计 了一种 经济 型 J 2 P 0塑料 模 具钢 。试 验 结果 表 明 , 热轧 生产 线 上 , 过控 制 冷 却 速度 实现 了 在 通
2 5 0~ 0mm厚 度钢 板 的在 线预 硬 化 ; 轧 板 组 织 为 珠 光 体加 少量 晶界 铁 素 体 , 度 为 2 0~3 0 热 硬 8 3 H 达 到 了 P 0塑料 模具 钢 的预硬 化 硬 度 水平 。J 2 B, 2 P 0钢 热 轧 板 在 一 定 的 厚度 范 围 内可 替 代 P 0 2
硬 度 不 均 匀 , 能 较 差 。 一 类 为 P 0 , 般 通 性 另 2钢 一
作者 简介 : 斯松 华( 9 6) 男, 16 一 , 安徽 太湖人 , 教授 , 主要从 事先进钢铁 材料及激 光表 面改性 的研 究工作 , 已发 表论文 4 0余篇 。联 系电话 :552 16 5 Em i: i nh a h te u c 0 5 -3 1 , — a s o gu@au.d .n 1 l s
Ke r y wo ds: l si i te ;p e a d n n p a t d e se l r h r e i g;c n r l d c o i c o to l o l e ng
近年来 , 随着我 国塑料工 业 的高 速发 展 , 塑料模
其 中用 量 最 大 的 当属 预 硬 型 塑 料 模 具 钢 。 主 要 有 两类 : 一类 为 中碳 钢 , 火 状 态 使 用 , 度 为 10 正 硬 8
Ab ta t A c n mia pat i te ,ta sJ 0 s e ,h sb e ein d T e e p r na eut h w sr c : n e o o c l lsi de s l h ti P2 t l c e e a e n d sg e . h x e i tlrs l s o me s
; : :舍 :全 ! ! :舍 :全 : \舍 全 仝
~
试 验研 究 ~
经济 型 P2 0塑 料模 具 钢 的 组 织 与硬 度 研 究
斯 松 华 ,王
摘
锐 (. 1安徽 工业大学材料科 学与 工程 学院 , 安徽 马鞍 山 2 3 0 ;.南京钢铁股份有 限公 司 , 苏 南京 2 0 3 ) 40 2 2 江 10 5
h r n s e r 8 ~3 0 H B ,r a h n he s me h r e s lv la h to r h r e e 0 p a tc di te . The a d e s sa e 2 0 3 e c i g t a a dn s e e st a fp e a d n d P2 l si e se 1
S o g h a W ANG i ZHANG , ANG IS n — u , Ru , Ti W Na
( . col f t i sSinea dE g er g A h i nvr t o eh ooy 1S h o o e a c c n n i ei , n u U i s y f c n l ,Ma a sa 402 A h i Ma r l e n n e i T g ’nh n230 , n u ; 2 N nigI na dSel o, t. N nig203 , i gu . aj o n te C . Ld, aj 105 J n s ) n r n a
h t ol d p a e fJ 0 se lc n r p a e P2 te lts a l si d e i h x d t i k e s r n e o — l l ts o P2 t e a e l c 0 se l a e sp a t i n t e f e h c n s a g . r e p c i
钢 用 于制 作 塑料模 具 。
关键 词 : 塑料模 具钢 ; 硬化 ; 制冷 却 预 控 中图 分类 号 :T 1 2 1 : G 4 . 文 献标 识码 : A 文 章编 号 :0 81 9 ( 0 0 0 —0 10 4 10 .6 0 2 1 ) 5 0 3 —0
M ir sr t e a a d s fEc no ia 2 a tc Di t e c o t ucur nd H r ne s o o m c lP 0 Pl si e S e l
t a h 0 t h tt e 2 o50 mm・h c l tsma n-i e p e a d n d b o toln o ln ae i o -oln r d c in ・ i k p ae y be o - n r h r e e y c nr li g c o i g r t n a h tr li g p o u t t l - o ln i e;t e mir sr t r s o t o ld p ae o ito e ri n ma la u to n e g a u a e rt h c o tucu e fho—r l lt sc ss fp alt a d a s l mo n fi t rr n lrfrie,a d t e r e e n h i