合成氨装置氨冷冻系统优化
合成氨装置工艺流程与联锁优化
2 存在 问题
实施 改 造 后 的 一合 成 氨 装 置 于 2 0 1 0年 1 0月 打 通 全部 流程 . 在实 际运 行 一段 时 间 之后 . 表 现 出
氮
以下 问题 : ① 2台天 然气 压缩 机 配套 3台气化 炉 运
髓
— — — 一
一
I 埋
Ll — —j
行 中. 当其 中 1台压 缩机 需 要检 修 时 . 后续 对 应 工
段 需相 应停工 : ② 1台或者 2台气化 炉 由于烧 嘴 泄
漏 等 原 因需要 停 炉检 修 . 后 续对 应 工段 需 要停 工 , 增 加 了非 计划 停 工 . 无法 保 证 炼厂 送 氢 的持续 . 增
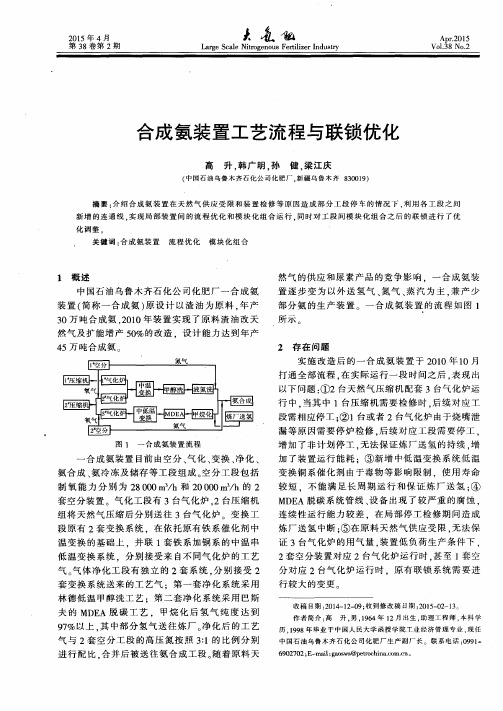
所示 。
中 国石 油乌 鲁木 齐 石化 公 司化 肥 厂一 合 成 氨
装置 ( 简 称一 合 成 氨 ) 原设 计 以渣 油 为 原 料 , 年产 3 0万 吨合 成 氨 , 2 0 1 0年装 置 实 现 了原 料渣 油 改 天
然气 及 扩能增 产 5 0 %的改造 .设 计 能力 达 到年 产 4 5万 吨合 成 氨 。
化调整 。
关键词 : 合 成 氨 装 置 流 程优 化
模 块 化 组 合
1 概 述
然气 的供应 和 尿 素产 品 的竞 争影 响 .一合 成 氨装
置 逐 步 变 为 以外 送 氢 气 、 氮气 、 蒸汽为主 , 兼 产 少 部分 氨 的生产 装 置 。一合 成 氨 装 置 的 流程 如 图 1
组将 天 然 气压 缩后 分 别送 往 3台气化 炉 变换 工
较 短 .不 能 满 足 长 周 期 运行 和保 证 炼 厂 送 氢 : ④
氨制冷系统调试方案
氨制冷系统调试方案一、引言氨制冷系统是一种常用的工业制冷系统,广泛运用于食品加工、化工、制药等领域。
为确保氨制冷系统的正常运行,提高其运行效率,需要进行调试工作。
本文将针对氨制冷系统的调试工作进行详细阐述。
二、调试目标氨制冷系统的调试旨在验证系统的稳定性、安全性和效率。
具体目标包括:1. 检查系统的安全措施是否完备,保障操作人员和设备的安全;2. 调整系统参数,提高能效,降低能耗;3. 测试系统的稳定性,确保其长期运行的可靠性。
三、调试步骤1. 检查系统安全装置首先,需要检查氨制冷系统的安全装置是否完好。
包括压力控制阀、温度控制器、紧急停机按钮等。
确保系统在异常情况下能够及时停机并采取相应的措施,保护设备和操作人员的安全。
2. 清洗系统管路根据实际情况,对氨制冷系统的管路进行清洗。
清洗的目的是去除管路中的杂质和污垢,确保系统的运行畅通。
清洗过程中要注意采取安全措施,避免氨气泄漏。
3. 预冷系统在正式启动氨制冷系统之前,需要进行预冷处理。
通过增加系统的制冷负荷,降低制冷温度,使系统逐渐接近正常工作状态。
预冷过程中要观察系统的运行情况,确保各设备的正常工作。
4. 调整控制参数根据系统的设计要求和运行条件,需要对系统的控制参数进行调整。
包括压力、温度、流量等参数的设置。
调整的目标是保证系统的稳定运行,并满足制冷要求。
5. 测试制冷效果调试完成后,需要对系统的制冷效果进行测试。
通过检测制冷剂压力、温度和流量等参数,评估系统的制冷能力和运行效率。
同时,还需检查系统的制冷量是否满足工艺要求。
四、调试注意事项在进行氨制冷系统调试时,需要注意以下几点:1. 安全第一,严格遵守操作规程,佩戴个人防护用品,确保操作人员的安全;2. 注意环境保护,防止氨气泄漏,及时处理泄露事故,避免对人员和环境造成危害;3. 调试过程中要注意仪表的准确性,确保测试数据的可靠性;4. 针对系统的不同部分,可以采取逐步调试的方式,确保每一步都能够顺利完成。
氨制冷系统工艺优化改进小结
氨制冷系统工艺优化改进小结潘春博【摘要】随着合成氨的不断提产扩能,系统负荷的不断增加,出现了合成氨系统冷冻工段负荷高、压力高的问题.通过放空缓解氨压缩机压力,造成浪费,无形中给环保带来的巨大压力,制约企业发展.通过对氨制冷工艺的优化改进,成功解决了氨压缩机入、出口压力高的问题,同时副产的氨水可以供给锅炉烟气脱硫等环保设施使用.氨水制备装置生产的商品氨水满足了市场商品氨水需求,也为公司增加了效益.%Introduced with the development of synthetic ammonia production capacity,the system load increases,the synthetic ammonia system frozen section of high load and high pressure problem,through the vent alleviate the pressure of the ammonia compressor,wasteful,virtually environmental protection to bring the huge pressure,restricting enterprise development.By optimizing the process of ammonia refrigeration,it successfully solved the problem of high pressure of ammonia compressor and high outlet pressure,and the ammonia water produced by the byproduct can be used in environmental protection facilities such as flue gas desulfurization of boiler.Ammonia water is produced by ammonia water to meet the demand of ammonia water in the market,and also increase revenue for the company.【期刊名称】《化工设计通讯》【年(卷),期】2018(044)007【总页数】2页(P8-9)【关键词】氨制冷;工艺优化;氨水制备;降低压力;环保【作者】潘春博【作者单位】河南能源化工集团安化公司,河南安阳 455133【正文语种】中文【中图分类】TB65河南能源安化公司合成氨尿素新系统采用煤制气生产合成氨。
合成氨装置循环水系统节能技术分析与优化改造
文章 编号 : 1 0 0 5 — 9 5 9 8 ( 2 0 1 7 ) 一 0 4 — 0 0 4 4 — 0 3 中图分类 号 : T Q l l 3 文献 标识码 : B
中海 石 油 华 鹤 煤 化 有 限 公 司 年 产 3 0万 t合 成 氨、 5 2万 t尿素装 置于 2 0 1 5年 4月 6日投 料 , 5月 9
水 泵 实际 运行 效率 是 由其扬 程 、 流量 、 压 力 变化 等 因素决定 , 由于 系统 投用后 的实际运 行工况 与设计 存在 偏 差 故导 致 水泵 实 际运行 效率 偏离 最佳 效率 点。 水 泵 出口额 定压力 0 . 5 8 M P a , 根据实 际测 量数据 ,
系统能力均会 留有一定安全裕度 , 此外 由于实际运行工 况 的压力 、 流量 调整 , 难 以保证 水泵 运行 处于 最佳 效 率 区域 , 可 通过 一 系列优 化改造 措施 , 以达 到节 能增
效 的 目的 。
后 温差 。2 0 1 6年 8月 份循环 水系统 总体 温差 为 6℃
( 中海石油华鹤煤化有限公司 , 黑龙江 鹤岗 1 5 4 1 0 0 )
摘 要
针 对合 成氨 装置循 环水 系统 水泵运 行 效率偏 低 、 系统换 热分 配不 均 、 换 热器 缺乏 定量 调整 手段 等 问
题, 分 析 了产生 原 因 、 制约 因素 和技术 保 障 , 提 出了优化 改造 措施 : 重 新设 计更 换高 效叶轮 、 合理 化级 配 、 优 化水 量
1 . 1 水 泵 实 际 运 行 效 率 未 达 到 设 计 最 佳 效 率
通 过 阀门 , 调 控 循 环 水 回水 上 塔 流 量 , 上 塔 量 在 满 足 系 统 压 力 的 前 提 下 ,根 据 人 工 经 验 进 行 调 节 ; 由 于 上 塔 水 量 及 上 下 塔 水 温 不 能 随 时测 量 , 导致各塔散 热能力不 均 。 1 . 5 循 环 水 回水 余 压 未 充 分 利 用
合成氨装置配套氨冷冻及储运设施的设计

关键 词 氨冷冻 氨储罐 优化设计
能耗 投资
氨合 成 技 术 通 过不 断地 技 术 研 发 与 创 新 在 我 国的应 用 E t 趋 成 熟 ,新 工 艺 、高 效 节 能 设 备 、催 化 剂改进 等措 施 的应 用 ,装 置 能耗 逐 步下 降 ;大 、 中合成 氨 厂 技 术 来 源 复 杂 ,在 氨 冷 冻 配 置 上 也 根 据 各 自的实 际 情 况 选 择 路 线 。在 节 能 减 排 严 峻 形 势 及 能源 成 本 上 涨 的环 境 下 ,工 艺 设 计 方 案 最 终 选 择 的关键 将是 能耗 的控 制 。 国 内某 厂 2 0 0 k t / a 合 成氨 项 目是 利 用 该 厂副 产 的氢气 及 空 分 装 置 富余 氮 气 为 原 料 ,氨合 成 工 艺
1 传 统 氨冷 冻 与储 运 系统
传 统 的氨 储 存 是 按 不 同温 度 下 氨 的饱 和 蒸 汽 压 考 虑配置 。常 压 低 温 罐 及 中压 常 温 罐 ,或 两 种
储存 方 式 并 用 。确 定 的原 则 是 按 装 置 的规 模 与 上
按 特种 设 备 安 全 技 术 规 范 2 J ,常温 氨球 罐 的 工 作压 力取 液 氨 5 O ℃ 的饱 和蒸 汽 压 ,即设 计 压 力
表 1 氨 的饱 和蒸 汽压
T P T P T P T P
采用 C A S A L E技 术 。合 成 气 冷 却 氨 采 用 一 次 水 冷
串二 级氨 冷 ,氨 冷 冻 工 序 为 氨 合 成 回路 提 供 冷 凝
合 成 气 中 的氨 所 需 要 的 冷 量 。储 罐 区 设 置 三 台低
合成氨厂冷冻系统节能改造小结
第3 9卷 第 6期
2 0 1 3年 1 2月
化 工 设 计 通 讯
Che mi c a l Eng i ne e r i ng De s i g n Comm u ni c a t i on s ‘1 3 ・
氨制冷系统调试方案
氨制冷系统调试方案一、前言氨制冷系统是一种常用的工业制冷系统,它具有高效、可靠的特点,被广泛应用于冷藏冷冻、化工制冷等领域。
为了确保氨制冷系统的正常运行,必须进行系统的调试工作。
本文将介绍一种针对氨制冷系统的调试方案,以确保系统能够稳定运行。
二、调试目标1. 确保氨制冷系统的制冷效果达到设计要求;2. 确保氨制冷系统的运行稳定,减少故障停机时间;3. 优化氨制冷系统的能耗,提高制冷效率。
三、调试步骤1. 检查系统安全在进行氨制冷系统调试前,必须确保系统的安全性。
首先检查系统的阀门、管道、泵等设备是否完好,是否存在泄露问题。
同时,确保系统的工作温度、压力符合要求,采取必要的安全措施,如佩戴防护装备和使用安全阀等。
2. 排除气体混合问题由于氨气具有一定的毒性和燃爆性,调试时必须排除气体混合问题。
在进行氨制冷系统调试前,必须对系统进行充分通风,确保氨气不与其他气体混合,减少安全隐患。
3. 清洗管路和设备在氨制冷系统建设过程中,常常会有管道内残留杂质的问题。
在调试过程中,必须对管路和设备进行清洗,以确保系统的工作畅通无阻。
清洗时可以采用化学清洗剂或高压水进行清洗,必要时可以进行多次清洗,直到达到清洁要求。
4. 进行初次启动初次启动是氨制冷系统调试的重要步骤。
在启动前,必须检查系统的各项设备是否安装到位,并进行设备的各项调整。
启动时,应按照系统的启动顺序依次启动设备,如压缩机、冷凝器、蒸发器等。
在启动过程中,要密切关注设备的运行状态,如检查设备的压力、温度等参数是否正常。
5. 调试设备启动后,需要对各个设备进行调试。
首先,对压缩机进行调试,观察其运行状态和工作参数。
然后,对冷凝器和蒸发器进行调试,检查其换热效果和制冷效果。
在调试过程中,应注意观察设备的运行稳定性和制冷效果,及时发现并解决问题。
6. 优化调整在对氨制冷系统进行调试时,还需要进行优化调整。
通过观察设备的运行情况和制冷效果,逐步调整系统的运行参数,如压力、温度等,以达到最佳的制冷效果和能耗。
合成氨装置中制冷方式的选择与优化
势 ; 是 无论选 择 电 驱动 或 者 蒸汽 透 平 驱 动都 要 使 但 用等 级 比较 高的能 源 , 比较适 合制 冷 量很 小或 很 大
的场 合 。
目前 氨压 缩 制 冷 在 国 内大 型 合 成 氨装 置 中 已
被普 遍采 用 , 汽 透平 驱 动 的 大 型氨 离 心压 缩 机 组 蒸 也 已经实 现 了国产 化 。
一
低温 甲醇 洗 内设 备 对 于制 冷 液 氨 的压 力 要 求 , 时 此 可 以从 氨 加热 器 出 口引 出液 氨 , 过 1个 闪蒸 罐 调 经 压后 , 经过 冷 器 送 出 , 再 即可 满 足 低 温 甲醇 洗 界 区 对液 氨低 温 和压 力 的要 求 。优 化 后 的氨 压 缩 制 冷
在 以煤为原料的合成氨厂中, 需要冷量的单元 主要有空分装置 以及合成氨装置 中的低温 甲醇洗 工序和氨合成工序等 。选 用投资省 、 消耗 低、 运行
安全 的制 冷 方 式 对 降 低 氨 的生 产 成 本 具 有 重 要 意
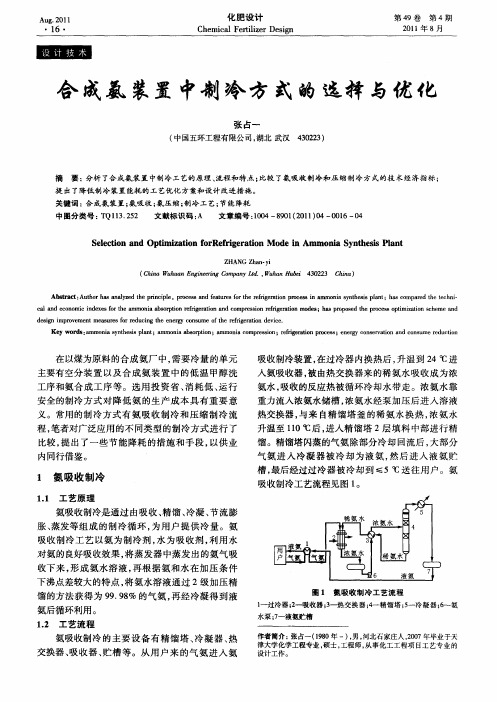
吸收制冷装置, 在过冷器 内换热后 , 升温到 2 4℃进
入 氨 吸收器 , 由热 交换 器 来 的稀 氨 水 吸 收成 为浓 被
Au . 01 g2 1
・
化肥 设计
Ch mia ri z r De in e c lFetl e sg i
1 ・ 6
第4 9卷 第 4期 21 0 1年 8月
合 成氨 装置 中制 冷 方 式的选择 与优化
张 占一
( 中国五环工 程有 限公 司 , 湖北 武汉 402 ) 3 23
( hn u n nE gnen o p n t. W hn胁‘ Ci Wh a a n ier gC m ayLd , ua i 6 4 0 2 C ia 3 2 3 hn )
关于氨制冷系统优化配置的研究
2 . 4 换热 器
壳管式换 热器应 用较为普遍 , 但 是其质量 、 占地 面积 、 换热性 能及拆 卸灵 活 性 等不如 板式 换热器 。 板 式换 热器 应用 于氟 利 昂系统 已有z o O . 年 的历 史 , 此前 末在 氨系 统 中应用 的根本 原 因是焊 接钎料 含有铜 。 近年来 , 随着社 会经 济和 科 学 技术的 发展 , 为 减少 系统 中氨的充灌 量 , 人们又 倾向于使 用板式 换热 器 , 因此
动 关 闭。
2 . 3润 滑油
求较高, 而以前氨的 自控元器件不过关、 控制技术不成熟, 摘 自动化的较少。 现 在, 随着 技术 进步 和计 算机 的发展 , 利 用信息 技术 改造 传统 的制冷 工业 已经成 为 可能 。 冷 库采用 计算 机 自动控 制其制 冷与配 套动 力系统 , 可 以保 证 了制冷设
着火 极 限 比同为 自然工质 的丙 烷和 异丁烷 要高 , 属 于低度 可燃性 物质 , 燃烧 热
在传统板式换热器的基础上进行了大量改进, 可作为冷凝器、 蒸发器 、 油冷却
器、 过 冷换 热器 和 载冷剂 冷却 器等 。 如瑞 典 的A l f a L a v a l 公 司实施 每 两片不 锈钢 板片用 激光 焊接成 封 门模槽 流道组 , 然 后在 组与 组之 间用橡 胶封 圈密封 , 有 螺
要远小于后两者 氨具有毒性, 在A S HRA E M一1 9 9 7 标准的安全分类中, 被列为 B 2 级, 属高毒性气体。 另外氨与普通矿物润滑油不相溶, 油溶解度低于1 % 油进 入 系统 , 会在制冷 剂管道 及换 热器上形 成油膜 , 影 响传热效 果 。 但是新 的可溶 润
文 章编 号 : 1 0 0 9 - 9 1 4 X( 2 0 1 4 ) 1 0 -0 0 8 2 — 0 1
合成氨装置冷冻系统的工艺优化调整
1.1故障现象
装置进入夏季后,循环水温度居高不下,经常在30℃以上。氨气压缩机105-J透平调速器PRC-9全开,其控制压力仍超标,105-J氨气吸入量FRC-9、FRC-10、FRC-11均超过设计值。表明冷冻系统热负荷太大,105-J能力不足。
1.2原因分析
经过认真的探讨和总结,排除其他原因后,认为冷却器124-C水量不足,影响氨气压缩机105-J的做功能力。冷却器124-C是合成回路中的关键设备。124-C的水量不足,则124-C出口工艺气温度较高,造成后部氨冷器117-C和118-C的冷冻负荷加大。124-C合成气出口温度设计为35℃,实际达40℃,124-C设计温降42℃,热负荷47700kJ/h,差5℃,为设计温差的1做功后的氨来冷却。124-C的气氨液化率大大降低,增加了105-J热负荷,影响夏季生产负荷。
合成氨装置冷冻系统的工艺优化调整
摘要:文中分析了某化肥厂合成氨装置合成工段出现的生产问题,重点讨论了氨气压缩机105-J能力不足和合成气压缩机103-J能耗高的问题。采取了相应的技术措施,使合成系统的工况得到了明显的改善。
关键词:合成工段;105-J;103-J;功耗
某化肥厂合成氨装置自扩能改造以来,通过技术改造和优化调整,克服生产瓶颈和薄弱环节使合成氨产量达到485 kt/a,每t氨的综合能耗达到35 020 kJ,实现了装置的达产达标。
1.3解决办法
通过分析装置的循环水流量分配,决定对124-C循环水线进行改造。在装置检修时,从合成氨装置循环水来水总管接来水线进入124-CA/CB,换热后的水直接进入循环水回水总管上,加大124-C的循环水量,原124-C循环水线断开,直接进入134-C,回到合成总回水管线。124-C循环水线改造后,使124-C循环水流通量增大,不仅可以更效地带走124-C合成气热量,降低了后部氨冷器117-C,118-C,119-C的热负荷,从而减小冷冻系统负荷,将会大大缓解105-J热负荷过高的问题。改造前后工作运行数据见表1。
合成氨优化控制课件
优化控制介绍
. 优化控制方法:采用基于模型预测控制技术实现 合成氨装置优化目标
. 合成氨装置优化主要目标,在不违反设备约束前 提下,长期稳定实现: – 降低能耗 – 提高处理量
模型预测控制
优化控制在合成氨装置应用
. 降低能耗 – 制气系统 – 净化系统 – 氨合成系统
. 提高处理量
制气系统节能—需求
• 根据原料性质如密度、热值等探寻反应的最佳 配比,及时调整氧气量、蒸汽量,减少能耗;
• 根据炉型及工艺设计不同控制方案,通过平稳 操作和优化参数,提高转化率,降低能耗;
• 由于这类气化控制的特殊性,如原料性质难以 定性、监测点少、自动化程度低等,化系统节能—需求
• 能量单耗对照
kellogg一段炉温度均衡控制效果实例
先进控制项目实施步骤
. 项目开工 . 功能设计 . 现场测试 . 详细设计 . DCS操作界面建立 . 控制器投运及调试 . 操作员培训 . 项目考核验收
2天 15 天 20 天 25 天 15 天 10 天
5天 15 天
• 对于吸收解析过程脱碳系统,过度吸收和解析都 会增加不必要的能耗。优化控制通过“卡边”控制 实现节能。
氨合成节能--需求
. 合成氨装置能耗除了制气最大之外,合成部分排 在第二位,占20%左右
. 降低能耗、提高氨合成转化率手段包括轻氮比控 制、惰性气浓度控制、合成压力控制以及合成塔 温度控制。
. 其中前三个控制,由于影响因素复杂,而且响应 十分缓慢,常规控制很难达到理想效果
• 严格控制烟气氧含量,减少其波动,并保持较 低数值(减少20%);
• 在满足H2/N2和二段炉出口CH4%以及温度前提 下,尽可能降低一段炉负荷;
• 像Kelogg型转化炉,进行各个支路间温度均衡 控制,尽可能减少各炉管间温度偏差,提高加 热效率,同时可延长使用寿命。
30万t_a合成氨装置氨冷器液位控制系统改造
30万t a合成氨装置氨冷器液位控制系统改造张卓理(中国石油兰州石化公司化肥厂,甘肃兰州730060)摘要:30万t a合成氨装置组合式氨冷器在投用过程中,液位控制系统无法同时满足冷氨和热氨2种生产模式。
对此,在原有内部回路组态上增设了1块辅助的反作用调节器。
使用结果表明,改进后的控制系统在2种生产模式下调节稳定,能满足生产工艺的要求。
关键词:合成氨;组合式氨冷器;液位控制;组态中图分类号:TQ441.41 文献标识码:B 文章编号:1009-0045(2000)02-0084-03大化肥组合式氨冷器是合成氨系统最主要的换热设备。
组合式氨冷器根据工艺生产状况的不同,其液面调节系统的控制对象也不同。
在热氨模式时,氨液位调节选择逆流向物料调节;在冷氨模式时,氨液位调节选择顺流向物料调节。
在大化肥初次开工过程中,当系统转入热氨模式时,组合式氨冷器液位无法控制,多次出现系统紊乱。
经分析发现,控制组态在冷氨模式时,组合式氨冷器氨液位调节系统是一个负反馈调节系统,调节作用符合要求,调节系统能正常工作;而在热氨模式时,调节系统是一个正反馈调节系统,系统无法正常工作。
若将液位调节器的调节方式由正作用改为反作用,则情况恰恰相反,即在热氨模式时的调节作用符合要求,调节系统能正常工作,而冷氨模式下调节系统又不能正常工作。
为此,对调节系统的内部组态进行了改造,使系统在组态中的这一错误得到纠正,排除了合成氨控制中的这一障碍。
1 组合式氨冷器液位控制的工作原理组合式氨冷器利用液氨来冷却流经管内的合成塔送出的热循环气。
从组合式氨冷器闪蒸出来的气氨,送往大冰机(A-GC602)入口,经压缩液化后,一部分循环返回氨冷器,另一部分送往氨库或尿素工段。
为了冰机的安全,在气氨中不允许携带液滴。
因此,必须使蒸发器的上部有足够的气化空间,以保证良好的气化条件,这就要求氨液位必须控制在一定的范围内。
合成塔出口循环气经冷却分离后得到的液氨产品,分成3路送入组合式氨冷器的三级闪蒸罐(A-FA605、A-FA606、A-FA607)中,蒸发出来的气氨经A-GC602压缩后,送到氨收槽(A-FA604)中。
浅析合成氨装置冷冻系统的工艺优化调整
67合成氨装置在不断优化以及提升的过程中产生的问题,需要结合具体的情况予以解决处理。
对合成氨装置冷冻系统工艺进行优化以及调整,以便将生产过程当中产生的漏洞问题、遇到的瓶颈加以解决,进而使得合成氨装置有着更加完善的工艺,发挥出更大的价值效果。
一、合成氨装置冷冻系统目前存在的问题以及原因分析1.氨冷冻系统存在的问题分析(1)一旦冰机当中的自动调节系统有故障发生,对氨冷冻系统会产生非常大的影响。
在不同的氨冷却器应用过程中,有进气量减少以及冰机转速提升的时候,各个氨冷却器当中的液位若不能给予相应的保障,极易被抽干净。
其中,液位重新建立会花费较长的时间,在投入使用氨冷却器之后,便会逐步加大冰机的负荷,以至于增长入口压力,提高冰机的转速。
在反复几次之后,入口氨缓冲罐当中的液位提升会非常迅速,所以需要利用外部加热的方法挥发氨。
这一问题产生的关键性因素便是由于冰机自动控制系统出现异常,在冰机有转速提升之后,要第一时间需要将防喘振阀关闭,以便减少入口处存在的压力。
但是,提高转速后却没有及时关闭,使得氨挥发出来的氨蒸汽增长速度非常快,以至于入口压力迅速增高。
高压环境状态下,有些气态氨会有所转化,成为液氨,使得入口氨缓冲罐在液氨到达时,出现液位快速上涨,最后冰机的负压便会有所降低。
(2)冰机操作出现问题,具体来说是再冰机转速比较高的条件下,将转速再次提高,会使各个氨冷却器不能保持液位的正常稳定,也会使冰机入口的负压加大更加容易。
但如果液氨缓冲罐的出口阀开的比较大,便会导致氨气带液问题出现。
(3)冰机防喘振系统产生的调节问题。
对该系统进行调节的正确顺序为,在冰机各段入口处的压力有相应上涨时,冰机防喘振动阀需要慢慢关小,这一阶段不同入口流量会出现偏低的可能,但冰机防喘振阀却没有完全关闭;在各段入口流量有相应的升高情况之后,冰机防喘振阀由于为手动模式,操作员的调节工作不及时,所以会慢慢升高各段入口压力,之后氨冷却器蒸发量会出现减少的问题;在发现冰机入口压力升高之后,各段流量又不是很高,所以需要将转速提升,以便达到降压的目的。
合成氨系统冷量优化改造总结

合成氨系统冷量优化改造总结摘要:近年来,化肥行业都在努力挖掘系统内的能源并对其进行充分利用,节能降耗日趋常态化,化肥行业的能源管理体系越来越严谨、细致。
目前,对合成加氨和合成放氨这2个过程中的部分冷量进行回收,可以降低合成系统的氨冷加氨温度和尿素的蒸汽单耗。
本文首先进行了问题分析,接下来对改造后工艺流程进行具体阐述,最后对改造效果和改造后效益进行详细分析,希望通过本文的分析研究给行业内人士以借鉴和启发。
同时希望为我国合成氨系统冷量优化改造总结做出微薄贡献。
关键词:液氨;冷量;回收;改造引言随着地下水的限制使用,企业逐渐提升地表水的使用量,由此失去了地下水获取冷量的优势。
合成氨系统优化改造后产能负荷增加,冷量使用负荷随之增加,原有三台溴化锂机组的冷水温度明显上升。
为解决系统冷量不足的问题,公司增加了一台溴化锂机组,实现了合成氨系统的冷量优化。
1问题分析1.1地表水地表水作为一次水被引入使用之后,地表水与地下水相比夏季温度会升高6-8℃,北方地表水水温度7-8月份最高约为29.7℃,8月份平均大气温度32℃,平均地表水温度为26.8℃,与地下水20℃相比高6.8℃。
因此,使用地下一次水冷却的换热器(一脱冷却器、变脱冷却器、高压机一入冷却器等)需调整为冷水降温,降低因温度升高造成的生产影响,从而增加了溴化锂机组冷水的需求量。
1.2系统生产负荷随着合成氨系统的优化改造,生产负荷逐步提升,冷量使用负荷随之增加,原有三台热水型溴化锂机组的冷水温度上升明显,见表1 2016年8月份溴化锂机组冷水出口温度。
从表2中可以看出2014年-2016年夏季溴化锂机组出口温度成上升趋势,2016年夏季冷水出口温度平均在20℃,比2014年同期高了5-6℃,系统冷量呈现明显不足态势。
2改造后工艺流程(1)低温液氨、冷液氨流程合成氨分离器排出的-10℃液氨和合成冷交换器底部排出的0~6℃液氨去液氨冷交换器壳程,与来自冰机系统走液氨冷交换器管程35℃左右的“热”液氨进行逆流冷量交换。
合成氨冷冻系统优化改造总结
合成氨冷冻系统优化改造总结摘要:针对某年产30万吨合成氨装置夏季不能满负荷生产问题,分析了原因,对氨冷冻系统采取了新增一台氨压机出口水冷器,优化氨冷器液位控制措施,提升了氨冷冻系统能力,使合成氨装置实现夏季满负荷运行目标。
关键词:合成氨;冷冻系统;水冷器;氨冷器概述某公司30万吨煤制合成氨装置,采用水煤浆加压气化配绝热全变换造气、低温甲醇洗配液氮洗净化和低压氨合成工艺。
氨合成系统采用托普索S200合成塔,余热副产过热蒸汽,配一级水冷两级氨冷流程;氨冷冻系统采用离心式压缩配三级制冷流程,一级为低温甲醇洗装置提供冷量,二级、三级为氨合成系统提供冷量。
每到夏季,循环水上水温度超过30℃时,氨合成系统就无法达到100%负荷运行。
1 原因分析1.1 氨合成系统分析氨合成系统是合成氨生产的核心,影响氨合成反应的主要因素有温度、压力、氢氮比、惰性气体含量、入塔氨含量和空速,其中与循环水温度相关的主要是入塔氨含量指标。
氨合成反应的单程转化率低,所以需要将反应后气体中的气氨通过水冷器(E1804)和氨冷器(E1806/E1807)冷凝为液氨经高压氨分离器(V1801)分离后,未反应的气体经合成气压缩机加压后循环至氨合成塔(R1801)继续参与反应。
因反应后气体中的气氨不能完全冷凝为液氨被分离出来,残余的气氨随循环气再次进入R1801,入塔气体中氨的体积百分数即为入塔氨含量。
氨合成反应是可逆反应,入塔氨含量越低,单程转化率越高,氨产量就越高。
入塔氨含量的高低主要受氨合成系统压力、E1804和E1806/E1807的冷量影响。
循环水温主要影响的是E1804和E1806/E1807的冷量[1]。
通过E1804循环水进出口温度数据对比分析和检修时换热管的检查情况,排除了水冷器的原因,夏季不能满负荷的问题主要在氨冷器上。
氨合成系统工艺流程见图1图1氨合成系统工艺流程T1866-进热交换器前新鲜气温度;T1867-热交换器后出塔气温度;T1870-水冷器后出塔气温度;T1874-冷交换器后出塔气温度;T1885-出高压氨分离器顶部气相温度;T1873-冷交换器后循环气温度1.2 氨冷冻系统分析E1806/E1807制冷效果的好坏主要受其蒸发压力和液位影响[2]。
浅谈氨制冷系统的优化配置

浅谈氨制冷系统的优化配置摘要:在本文中,首先就氨作为制冷剂的优点和缺点进行了简要论述,进而从冷凝器、压缩机、润滑油及换热器论述了氨制冷系统配置的优化,最后就提高制冷系统的密封性进行简单论述,以供参考。
关键词:氨制冷系统;优化配置冷库制冷系统有氨系统和氟系统两种。
在小型冷库中一般使用氟系统,它能比较容易地实现自控;大中型冷库用的则是氨系统,由于氨制冷对安全性要求较高,而以前氨的自控元器件不过关、控制技术不成熟,搞自动化的较少。
现在,随着技术进步和计算机的发展,利用信息技术改造传统的制冷工业已经成为可能。
冷库采用计算机自动控制其制冷与配套动力系统,可以保证了制冷设备和系统稳定、可靠地运行,达到高效、节能、安全的目的。
节能减排项目,提高散热性能,是我们一直关注的问题,为老问题寻找新的解决方案,我们通过实践中得到的经验和学习中得学到的系统的专业知识来应用到氨制冷系统的优化方案中,现我们就如何让氨制冷制冷系统更高效、更可靠、操作成本更低,我们在这里谈谈对氨制冷系统优化的一些看法,以期能达到节约能耗的目的。
1. 氨的概述1.1氨作为制冷剂其优点是:单位容积制冷量较大;黏度较小,使得流体输运性质优良;价格低廉;氨压缩式制冷系统运行效率高;放热系数大,所以在相同温度、相同制冷量时,氨压缩机的尺寸小、结构紧凑;另外由于氨的密度小于空气,很容易通过通风的方式加以排除;氨制冷剂能与水以任何比例互溶,形成氨水溶液,所以在系统出现紧急情况时,可以用水吸收氨以减少事故的发生;系统的干燥不需要象氟利昂系统那么严格,氨制冷系统不必设置干燥过滤器;氨制冷系统由于有使用100多年的历史而技术相当成熟。
1.2氨作为制冷剂也有一些缺点。
氨具有一定的火灾爆炸危险性,在空气中氨的容积浓度达到11%以上时可燃,容积浓度为16%-25%时可爆。
但是氨的着火极限比同为自然工质的丙烷和异丁烷要高,属于低度可燃性物质,燃烧热要远小于后两者。
氨具有毒性,在ASHRAE34-1997标准的安全分类中,被列为B2级,属高毒性气体。
合成氨装置冷冻系统的节能技术改造
1 合成氨装置冷冻 系统存在的问题
山东阿斯 德化 工有 限公 司经 过不 断 扩 产 改造 , 达到 了 2 4万 ta氨 醇 、0万 ta尿 素 的生 产 能力 。 / 3 /
2 技改方案
为缓解 合成 氨 闭路水 供 水 紧 张 的局 面 , 降低 合 成 氨冷冻 系 统 用 水 量 , 低 动 力 电消 耗 , 降 同时 避 免 冷却 水 系统结垢 , 高换 热 效果 , 提 降低 氨 损失 , 司 公 决定 实施合 成氨 冷冻 系 统 的节 能技 术 改 造 , 主要 措 施是 在冷 冻 系 统 冰 机 出 口采 用 高效 节 能 变 频 蒸 发 式冷凝 器 , 淘汰 在用 的立 式 水冷 器 。方 案 确定 在 湿
摘
要:针对合成氨 装置冷冻 系统存在的问题 , 实施 以高效节能 变频蒸发式冷凝器取代 立式水冷 器的技术改造。介
绍了蒸发冷凝 器的工作原理、 术特性。技改效果表明, 技 可节约循环水量 1 0 0万 m/ , 6 a 减少外排水量 8 O万 m / 。 a 关键词 :合成氨 装置 ; 冷冻 系统 ; 变频蒸发 式冷凝 器; 节能技 改; 效果
Fe 2 0 b. 01
・
化肥设 计
Ch mia riie sg e c lFetlz rDe in
第4 8卷
第1 期
4 ・ 0ቤተ መጻሕፍቲ ባይዱ
21 0 0年 2月
合 成氨 装置冷 冻 系统 的节 能技 术改造
赵学臣, 王成 刚 , 尚秀兰
( 阿斯 德 化 工 有 限公 司 , 东 肥 城 山 2 10 ) 7 60
中 图分 类 号 : Ql3 2 l T 1.5 文献 标 识 码 : B 文 章编 号 : 0 1 4—80 (o o o 一 0 0— 2 0 9 1 2 l ) l 04 0
合成氨装置系统能量优化方案探讨
合成氨装置系统能量优化方案探讨摘要:本研究采用通用的国际流程模拟研究软件系统对中国石油大庆石化公司45万吨合成氨装置氨合成工段进行物料平衡、能量平衡的优化研究,分析目前生产装置的节约能源消耗的方法及可行性。
本文主要介绍合成氨能量系统优化工程技改主要内容。
工艺原理使用效果,存在问题及改进办法。
关键词:合成氨;能量;优化;补加氢气一.概述1.1企业概况自企业建立以来,总部位于江苏省新沂市,占地90万平方米,其中开发区占地面积1000亩、公司以氮肥厂为主体,拥有恒盛生物化工有限公司,邳州恒鑫公同(原邳州化肥厂),新磷公司及工业园等子公司,职工3000余人,工程技术人员400余人,多年来企业培养了一批高素质的技术管理和生产管理人才,职工队伍的整体素质较好,企业领导班子团结,勤于职守,带领职工在市场竞争中求生存、谋发展,不断壮大自己的实力。
2004,2005.2006,2007连续四年名列中国化工500强,化工效益100强,化肥行业50强的企业之一。
1.2项目建设背景发改环资(2006)571号文件,颁布了千家企业节能实施方案,我公司被列入1008家之一;公司通过能源审计,2005年共消费能源417814.27吨标准煤,其中煤炭能源消费量为249836.21吨,电力为38335.00万千瓦时,外购蒸汽折标煤13050.75吨,万元产值综合能耗为4.84吨标煤/万元,合成氨综合能耗为1780kg标煤/吨氨,距国家颁布的先进值1500kg标煤/吨氨还有较大距离,能量损失最大的为造气工段,约占总损失的1/4,其次为原料气净化、氨合成等工段。
综合能耗高出行业标准要求280kg标煤/吨氨为此,企业制定了“十一五”节能规划,规划目标吨氨为综合耗下降到1500/吨氨以下,并与省政府签订了节标煤4万吨的目标责任状。
要实现这一目标加大资金投入力度,采用新工艺、新设备、淘汰能耗高的陈旧设备,实施节能降耗的技术改造是保证节能目标实现的强有力的保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2) 由于装置现在低温甲醇洗后抽出较大量 的氢气 ,造成净化与合成的负荷不匹配 ,从而造成 冰机各段与原设计相差较大 。因此 ,净化与合成 的氨冷却器还无法正常投用至受控的液位 ,还需 要控制在较低的液位 。
工分会批准 ,共有 23 个 QC 小组 、5 个班组 、5 名卓越领导者 、4 名优秀推进者和 3 个企业被评为全国化
工行业优秀 QC 小组 、质量信得过班组 、QC 小组活动卓越领导者 、优秀推进者和优秀企业 ,在 2008 年 7 月召开的全国化工行业第二十七次质量管理小组代表大会上受到了表彰 ; ③征集论文共 15 篇 ,编辑和
环降温阶段 ,可使冰机保持低速运行 ,通过减小各 段防喘振阀开度 ,使各段压力保持在正常水平。 在低温甲醇洗单元接收工艺气时 ,因所需热量较 大 ,有时较突然 ,可将冰机转速提高或将低温甲醇 洗各氨冷却器入口阀打至手动状态 ,并关至稍小 位置 ,待运行正常后再逐渐恢复冰机正常转速 。
2) 将各氨冷却器在正常状态下投用 ,使其液 位保持在较高水平 ,这样可保持冰机入口气量和 压力稳定 ,气氨不至于过热 ,也有利于气氨的再次 液化 。
3) 冰机转速的降低将使汽轮机蒸汽用量大 幅降低 ,有利于装置节能 。
4) 调整冰机防喘振阀的各项参数 ,使其能够 正常调整 ,早日投自动控制 ,取消人工手动调节 , 防止调节不及时 ,保证冰机正常运行 。
5) 在各缓冲罐内配备液氨喷淋降温设施 ,保 证冰机各段入口气氨温度接近设计值 。
4 采取措施后的效果和问题 1) 在开车初期 ,通过采取冰机保持低转速运
2008 年 8 月 第 31 卷第 4 期
Large Scale Nitrogenous Fertilizer Industry
Aug12008 Vol131 No14
合成氨装置氨冷冻系统优化
姜义君 胡耀武
(中石油吉林石化分公司化肥厂 ,吉林 ,132021)
摘要 结合实际操作 ,对合成氨装置氨冷冻系统中存在的问题进行分析 ,并提出氨冷冻系统优化操作的建 议和办法 。
等奖的 4 篇 、二等奖 4 篇 ,三等奖 5 篇 。会上对获奖论文颁发了证书 ,以资鼓励 。
6) 会议对大家共同关注的有关问题进行了认真研讨 ,形成一致意见 ,对《全国大化肥企业质量联络 网章程》进行了修订 ,对联络网理事会人选进行了调整 ,对联络网联络员进行了重新确认登记 。联络网
关键词 氨冷冻 冰机 氨冷却器 防喘振阀 转速
1 概述 中石油吉林石化分公司 300 kt/ a 合成氨装置
是我国引进的具有多项国外专利技术的最后一套 采用德士古渣油气化专利技术的大型合成氨装 置 。本 套 装 置 中 主 要 技 术 有 : 空 分 采 用 林 德 (Linde ) 专 利 技 术 ; 气 化 采 用 德 士 古 ( Texaco ) 817MPa 部分氧化专利技术 ;气体净化采用了林德 (Linde) 低温甲醇洗五塔流程和低温液氮洗专利 技术 ;氨合成采用了瑞士卡萨利 (Casale) 轴径向合 成塔专利技术 ;4 台压缩机均用蒸汽轮机驱动 ,整 个装置控制系统采用 DCS 集散控制系统 。
1) 氨冰机蒸汽轮机耗蒸汽始终偏高 ,原设计 耗蒸汽为 7317 t/ h ,实际耗蒸汽为 80~90 t/ h 。
2) 各氨冷器液位 ,尤其是低温甲醇洗单元的 3 台氨冷器和氨合成单元的 2 台氨冷器始终无法 按外方给定的高液位来操作 。一旦氨冷器液位过 高 ,即造成氨冰机一段入口缓冲罐液位高 。氨冰 机曾多次因一段入口缓冲罐液位高而联锁动作跳 车。
本装置专门设有为空分 、低温甲醇洗 、氨合成 提供冷 量 的 氨 冷 冻 单 元 。该 单 元 的 氨 冰 机 由 819MPa 高压蒸汽为动力的蒸汽轮机驱动 。主要 的工艺流程如下 :分别从不同压力等级的各氨冷 却器蒸发出来的不同温度的气氨 ,分别进入 3 个 压力等级的闪蒸罐 ,然后分别进入冰机三段入口 , 经冰机压缩后 ,再经循环水冷却后进入液氨循环 槽 ,然后进入各氨冷却器中作为冷却介质循环使 用 。在装置试车和正常生产过程中 ,氨冷冻系统 始终存在着以下问题 。
221
冰机被迫再次提高转速 。如此几次提速后 ,一段 入口氨缓冲罐的液位迅速提高 ,被迫采用外部加 热使氨挥发 ,降低液位 。造成这种现象的原因是 冰机自控调节系统失灵 ,在冰机提高转速后 ,本应 关闭的一段防喘振阀此时不关 ,由于入口压力的 迅速降低 ,各氨冷器中挥发出来的氨蒸气迅速到 达 ,使入口压力迅速升高 ;在高压下 ,部分气氨又 迅速液化为液氨 ,积存到一段入口氨缓冲罐中 ,造 成液位上涨 ,冰机负压低 。
3) 冰机各段入口缓冲罐温度高的原因 ,是由 于各氨冷却器不能正常投至高液位和冰机转速过 高共同作用的结果 。由于各氨冷却器始终在低液 位 ,产生的氨蒸气在上升过程中被管程中的介质 逐渐加热 ;冰机转速过高 ,造成各段循环量始终较
大 ,也使气体温度较高 。
3 氨冷冻系统问题的解决办法 1) 在开车初期 、空分低负荷 、低温甲醇洗循
网理事康军与会致开幕词 。
1) 中国质量协会段一泓部长应邀在会上作了题为“追求卓越 、迎接挑战 ———卓越绩效模式简介”的 专题讲座 。对《卓越绩效评价准则》国家标准产生的背景 、体现的核心价值观 、评价准则的构成内容和评
价原则以及该标准的特点及其作用意义等作了简要介绍 。
2) 秘书处汇报了联络网 2008 年度工作 : ①完成了行业尿素质量抽检 ,并对上半年行业尿素实物质 量情况进行了汇总总结 ; ②根据网员单位申报 、联络网推荐 ,经中国石油和化学工业协会及中国质协化
收稿日期 :2008203214 ;收到修改稿日期 :2008206226 。 作者简介 :姜义君 ,男 ,1970 年出生 ,高级工程师 ,1994 年毕业 于大连理工大学 ,现在中石油吉林石化分公司化肥厂合成氨车间 从事生产管理工作 。联系电话 :13844672158 。
第4期
姜义君等 1 合成氨装置氨冷冻系统优化
冰机的自控调节系统失灵对冰机的影响 :冰 机自装置投入生产以来 ,开车的程序总是先自动 运行 到 最 低 转 速 9951 r/ min , 加 载 , 手 动 提 高 到 10100 r/ min 左右 ,然后各氨冷却器投用 。此时的 用户主要有两家 : ①空分用于循环水制冷的氨深 冷器 ; ②低温甲醇洗单元的 3 台氨冷器 。在冰机 升速 、提高转速到各氨冷却器投用的过程中 ,各氨 冷却器的液位无法保证 ,总是被抽得干干净净 ,而 重新建立液位的过程较长 ,在各氨冷却器投用后 , 显示冰机负荷迅速增大 ,一段入口压力迅速上涨 ,
222
2008 年 第 31 卷
中防喘振阀开度过大 ,循环气量较大 ,造成蒸汽轮 机耗汽量偏大 。
2) 合成氨装置抽氢改造 ,造成了净化 、合成
负荷相差较大 ,与原设计的氨冷却器热负荷有较 大差别 ,致使冰机各段气氨蒸发量与原设计相差 较大 ,也影响了冰机的正常运行 。
OPTIMIZATION OF AMMONIA CRYO GENIC SYSTEM
出版发行了《全国大化肥企业质量联络网论文集》2008 (5) 。
3) 联络网 2008 年执行秘书厂 ———中石油兰州石化公司化肥厂汇报了 2008 年行业尿素质量抽检的 有关情况 。
4) 会上各企业交流了质量管理 、质量改进 、产品检验 、体系认证 、QC 小组活动 、员工培训等方面的工
作 ,还沟通了企业生产经营 、技术改造 、新产品开发等方面的情况 。 5) 会上组织了论文发表 ,宣布了优秀论文的评选结果 。通过专家评审 ,13 篇质量管理论文中获一
Jiang Yijun and Hu Yaowu ( Chemical Fertilizer Plant of Jilin Branch Co1 , PetroChina , Jilin ,132021) Abstract Combining with practical operation , analyzes problems existed in ammonia cryogenic system , and puts forward proposals and methods to optimize the operation of cryogenic system1 Key words :ammonia cryogenics , icing machine , ammonia cooler , anti2surging valve , rotating speed
3) 冰机自动控制系统现在还无法投入正常 使用 ,将对冰机的优化运行造成较大影响 。
4) 将利用大检修期间在各缓冲罐内配备液 氨喷淋降温设施 。
5 结论 通过对合成氨装置冰机存在问题的分析及经
过部分实践进行检验 ,得出了以下初步结论 : 1) 该冰机蒸汽轮机的设计能力与冰机是相
匹配的 ,能够保证冰机的正常转速 ;主要问题是冰 机的防喘振系统尚未调整至最佳状态 ,运行过程
冰机操作问题 :主要表现在冰机转速过高 ,由 于冰机开车时 ,正值整个装置开车 ,此时各单元需 要的热负荷均较低 ,各段防喘振阀均无法关闭 ,操 作上应保持低转速 ,待各段防喘振阀调整好后 ,再 根据实际进行提高转速 。而此时将冰机提高转速 后 ,有害无益 ,一是造成各氨冷却器无法正常建立 液位 ,因为增加转速后 ,冰机入口负压增大 ,液氨 尚未到氨冷却器即已被抽负蒸发 ,若氨冷却器入 口阀开得过大 ,则会发生氨气带液现象 ;二是由于 各氨冷却器中无液 ,不能正常工作 ,冰机各段气氨 量均较少 ,此时各段防喘振阀被迫再次开大 ;另 外 ,蒸发的气氨在各氨冷却器中被逐渐加热 ,成为 过热氨蒸气 ,在原来的压力下无法正常液化 ,如此 循环下去 ,造成循环氨气量逐渐增大 ,各段压力及 温度逐渐升高 ,被迫再次提高冰机转速 。冰机转 速过高 ,造成了驱动汽轮机耗蒸汽量的增大 ,这是 冰机机组耗蒸汽量较大的根本原因 。也是冰机一 段入口缓冲罐液位经常偏高的原因 。