蜜饯盒盖的注塑模具设计
盒盖注塑模具设计【盒盖塑料模设计及模具零件工艺】

摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类。
因此研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
本设计介绍了注射成型的基本原理,特别是侧向分型与抽芯机构的结构与工作原理,并对注塑产品提出了基本的设计原则。
详细介绍了注射模具的材料及工艺分析,浇注系统、主要零部件、侧向分型与抽芯机构、推出机构、温度调节系统和排气系统的设计过程,并对模具各参数选取和校核做相应说明。
本设计利用UG、Auto CAD对导柱、导套及各标准件和标准模架进行了参数化设计。
关键词:塑料模具;参数化;镶件;分型面;成型IAbstractPlastic industry is in the world grows now one of quickest industry classes, but casts the mold is development quick type, therefore, the research casts the mold to understand the plastic product the production process and improves the product quality to have the very big significance.This design introduced the injection takes shape the basic principle, specially single is divided the profile to inject the mold the structure and the principle of work, to cast the product to propose the basic principle of design; Introduced in detail the cold flow channel injection evil spirit mold pours the system, the temperature control system and goes against the system the design process, and has given the explanation to the mold intensity request; Finally introduced UG Auto CAD , and led the wrap to the guide pillar to carry on the parametrization design.Key Words:The plastic mold;the parametrization;;inlays;divides the profile;ModelII目录摘要 (I)PEtract ................................................. 错误!未定义书签。
盒盖的注塑模具设计

盒盖的注塑模具设计如皋市,一座具有深厚历史文化底蕴的城市,近年来通过实施乡村振兴战略,打造现代农业产业园区,推动标准体系建设,以及鼓励企业创新驱动,为盒盖的注塑模具设计行业带来了新的机遇和挑战。
在盒盖的注塑模具设计方面,如皋市积极引导企业将先进的科技手段运用于产品开发,以实现产品的外观和性能要求的完美结合。
通过不断提升设计水平和能力,企业成功打造出了一批形态优美、性能优良的盒盖产品,有效提升了市场竞争力。
如皋市在打造现代农业产业园区的过程中,注重规划与布局。
盒盖的注塑模具设计作为园区的重要组成部分,得到了政府的大力支持。
通过合理配置资源,优化产业布局,如皋市成功推动了盒盖注塑行业的快速发展,实现了产业链的完善与升级。
在标准体系建设方面,如皋市积极参与国内外交流活动,推动盒盖注塑模具设计的标准化进程。
通过与国内外同行的深入交流与合作,如皋市在标准制定和修订方面取得了显著成果,为行业的发展提供了有力的保障。
创新驱动是如皋市推动盒盖注塑模具设计行业发展的核心动力。
政府鼓励企业加大科技研发投入,推广应用新技术、新工艺、新材料,促进产学研用深度融合。
通过不断创新,企业成功将各种新技术应用于盒盖的注塑模具设计,大大提高了生产效率和产品品质。
总之,盒盖的注塑模具设计在如皋市的乡村振兴和产业园区发展中发挥着举足轻重的作用。
通过引导企业加强产品开发、推动产业升级、参与标准制定和倡导创新驱动,如皋市为盒盖注塑行业的繁荣发展提供了强大的支持。
然而,面对未来的挑战,如皋市需继续努力完善各方面措施,以推动盒盖注塑模具设计的持续进步。
首先,进一步加强科技创新能力。
鼓励企业加大研发投入,提升自主创新能力。
政府可以出台相关政策,提供税收优惠、资金扶持等措施,引导企业将更多的资源投入到技术研发和创新中。
此外,加强与高校、科研机构的紧密合作,共同开展技术攻关和人才培养,提升如皋市在盒盖注塑模具设计领域的整体竞争力。
其次,推动产业协同发展。
[毕业设计精品]--蜜饯盒盖注塑模设计
![[毕业设计精品]--蜜饯盒盖注塑模设计](https://img.taocdn.com/s3/m/49be56a5900ef12d2af90242a8956bec0975a5c9.png)
[毕业设计精品] 蜜饯盒盖注塑模设计(完整版)(文档可以直接使用,也可根据实际需要修改使用,可编辑欢迎下载)前言本课题是自己所选的,来自日常生活中到处可见塑料制品。
塑料制品占模具中的80%以上,所以对塑料模具的设计自目前对我们是非常重要的一门设计,学好本内容才可以对它进行基本的设计,也为今后设计复杂的塑料模具奠定良好的基础。
本人所设计的是一般的蜜饯盒盖注塑模设计,在设计中附有大量的模具结构图和模具局部图,还有通过Pro/E软件画出它的三维立体图,这就帮助评省老师更易看到设计者所设计的内容的难易程度。
文字大约有10000字,已详细地说明设计的全过程。
但本人是初次设计,有很多的错误和不足,敬请谅解。
还有在模具制造加工中用到了现代先进技术的线切割和电火花成型加工,这也是现代社会通用的模具制造加工机器,并数控加工也不例外。
第1章塑件工艺分析第1.1节塑件分析1.1.1、塑件三维立体图及二维工作图:图(1.1)1.1.2塑件工艺分析蜜饯盒盖选择的材料是聚丙烯(PP),该产品在使用过程中经常接触光盘,为防止光盘磨损因此塑件的厚度必须均匀,如果可能的话,应没有接触痕,不充分熔合的熔接痕易于形成薄弱的部位,所以要尽量避免。
第1.2节蜜饯盒盖原料(聚炳烯)的物料性能、成型性能与工艺参数1.2.1、该蜜饯盒盖原料为聚炳烯(PP):物料性能:电绝缘性能和耐腐蚀性能与聚乙烯相同,但机械强度,硬度较高(接近PS和硬PVC)。
具有优异的抗疲劳弯曲性能,常温下可受300万次弯折。
成型性能:(1) 结晶性好料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分解。
(2) 流动性极好,溢边值0.03mm左右。
(3) 冷却速度快,浇注系统冷却系统应散热缓慢。
(4) 成形收缩范围大,收缩率大,易发生缩孔、凹痕、变形,方向性强。
(5) 注意控制成形温度,料温低方向性明显,尤其低温高压时更明显,模具温度低于50℃以下塑件不光泽,易产生熔接不良,流痕;90℃以上易发生翘曲、变形。
塑料模具设计项目(糖盒)PPT课件
项目名称:糖盒注射模具设计与制造
1:接受任务书
(1)成型塑件任务书 (2)模具设计任务书
1
《塑料模具设计与制造》核心课程
技术要求 1、材料:PP 2、产量:10万件 3、未注公差尺寸按GB/T14486-1993 中MT6。 4、要求塑件表面不得有气孔、熔接 痕、飞边等缺陷,不得有明显的浇 口痕迹。
6
《塑料模具设计与制造》核心课程
率大且波动范围大,方向性明显,易发生缩孔、 凹陷及变形;6)应注意控制成形温度,料温低时 方向性明显,尤其低温高压时更显著,模温低于 50℃时,塑件表面不光泽,易产生熔接不良和流 痕,模温高于90℃时易发生翘曲和变形;7)塑件 壁厚应均匀,避免缺口和尖角,防止应力集中, 塑件内不能有铜质嵌件,聚丙烯与铜接触后会变 脆;8)取向显著,不宜采用直接浇口,否则浇口 附近残余应力大,易使塑件翘曲变形。
13
《塑料模具设计与制造》核心课程
➢ 时间(S) 注射时间 保压时间 冷却时间 成形周期
0~5 20~60 15~50 40~120
14
《塑料模具设计与制造》核心课程
任务4:模具结构设计
(1)分型面的选择 首先确定模具的开模方向为塑件的高度方向,根据
分型面应选择在塑件外形的最大轮廓处原则,则 此塑件的分型面选在盒盖和盒体的下底面处,如 图4所示。
任务3:注射机的选择
(1)计算塑件的体积、质量 经UG软件测得塑件的体积V1=23cm3 ,V2=27cm3 , PP的密度为0.9~0.91g/cm3 ,则质量M=0.91× (23+27)=45.5g。
(2)确定模具型腔数量 由于糖盒的盒盖与盒体成对使用,生产数量相同,
因此,两个塑件可以放在同一模具内。塑件的生 产批量为100,000件,属于大批量生产,且塑件精 度要求不高,因此,应采用一模多腔。为使模具 尺寸紧凑,确定型腔数目为一模两件。
蜜饯盒注塑模具设计任务书
蜜饯盒注塑模具设计任务书任务书一、项目背景蜜饯盒作为一种常见的零食包装盒,在市场上销量极高。
而注塑模具作为制作蜜饯盒的重要工具,其设计的好坏直接影响到产品的质量、生产效率和经济效益。
因此,本文旨在设计一款适用于蜜饯盒注塑模具,以满足市场需求。
二、设计任务1.了解市场需求通过市场调研,了解现有蜜饯盒注塑模具的类型、规格、特点及所面临的问题,为设计提供依据。
2.确定产品特性根据需求,确定本模具的材质、重量、尺寸、结构等特性。
3.制定设计方案根据产品特性,制定相应的注塑模具设计方案,通过文献资料、软件模拟等手段进行模拟计算,并进行校验和评估。
4.优化设计在初步设计完成后,对其进行审查和评估,通过不断的修改和调整,优化设计,使设计更加符合实际生产需求。
5.确定模具的生产工艺在设计优化完成后,确定模具的生产工艺,并制定生产计划,确保模具的质量和交货时间。
6.模具测试将模具进行实验室测试,测试模具的使用寿命、生产效率等性能指标。
7.模具应用对于测试合格的模具,进行进一步的应用,进行生产,实现效益最大化。
三、设计要求1.设计的注塑模具必须符合相关的国家标准和技术要求,确保生产质量。
2.设计风格简洁大方,能够满足用户需求。
3.具备良好的耐热、耐磨、耐腐蚀、防腐蚀等性能,保证模具的使用寿命和生产效率。
4.必须采用先进的CAD和CAM软件,模拟计算和评估,保证模具的设计可靠性和合理性。
四、设计预算1. 设计费用:30000元人民币2. 设计材料费:2000元人民币3. 设计人工费:8000元人民币4. 其他杂费:2000元人民币五、设计进度1. 市场调研:7天2. 确定产品特性:5天3. 初步设计方案:20天4. 优化设计方案:15天5. 生产工艺确定和生产计划制定:7天6. 模具测试:5天7. 模具应用:30天六、责任人本设计项目的责任人为公司注塑模具设计部主管。
本文立足于蜜饯盒注塑模具的设计需求,针对设计任务和设计要求制定了详尽的计划,并明确责任人,以期能够满足市场需求,提升生产效率和经济效益。
盒盖注射模具课程设计
盒盖注射模具课程设计一、引言随着社会的发展和科技的进步,注塑技术已经成为了不可或缺的生产工艺。
在注塑过程中,模具扮演着重要的角色,其质量和精度对注塑件的质量和生产效率有着至关重要的影响。
其中盒盖注射模具是注塑模具中的一种重要类型,其特点是结构简单、使用广泛、容易制造和维护,因此受到了广泛的关注。
本文主要探讨盒盖注射模具的课程设计,旨在提高学生的注射模具设计能力和实践能力,培养学生在工作中独立设计和研发盒盖注射模具的能力。
本文首先介绍盒盖注射模具的结构和制造流程,然后提出课程设计的思路和方法,最后分析了课程设计的效果和改进措施以及对学生的影响。
二、盒盖注射模具的结构和制造流程盒盖注射模具是一种简单的模具类型,其结构由注塑产品的上模和下模组成。
上模和下模通过模板和螺旋接头连接,并由模板定位销精确定位。
在注塑过程中,经过加热的树脂材料从注塑机的喷嘴进入模具中,随着压力的增加,塑料填充模具的空腔,然后冷却和凝固。
最后,上模和下模分离,形成注塑制品。
盒盖注射模具的制造流程主要包括以下几个步骤:1.模具设计和结构分析:根据注塑产品的要求,设计并分析盒盖注射模具的结构。
2.模具制造和加工:制造和加工上模和下模、模板和其他零部件。
3.装配和调试:根据设计和制造的要求,将各个零部件组装起来,并进行调试。
4.注射试模和调整:将注塑材料注入模具中进行试模,根据试模的结果进行调整。
5.生产制造:进行生产生产制造。
三、课程设计的思路和方法1.课程目标:通过盒盖注射模具的课程设计,培养学生的实际设计和制造技能,提高他们的模具设计能力和实践能力。
2.教学方法:采用课堂讲授、实验教学和课程设计相结合的教学方法,让学生通过实践课程设计理论知识,从而提高他们的实际操作能力。
3.课程内容:课程内容主要包括盒盖注射模具的结构分析、设计和制造流程、模具加工和装配的注意事项、注塑试模和调整以及模具的保养和维护等方面。
4.实验环节:通过模具的实验教学环节,加强学生的实际操作能力,深化他们对模具制造和使用的认识。
注塑模具设计盒盖
注塑模具设计盒盖注塑模具设计是指通过模具来完成塑料制品的生产加工。
盒盖是塑料制品的一种常见形式,广泛应用于包装行业、食品行业、化妆品行业等领域。
本文将从盒盖的设计要点、模具结构设计、材料选型等方面介绍注塑模具设计的相关知识。
一、盒盖的设计要点盒盖的设计要点主要包括以下几个方面:外观设计、结构设计、开合方式设计、尺寸设计和耐用性设计。
1.外观设计:盒盖的外观设计要符合用户的审美需求和市场需求。
色彩搭配、图案设计、字体选择等都需要考虑到产品的整体形象,以及与产品包装的协调性。
2.结构设计:盒盖的结构设计要确保能够与容器完美配合,在保持密封性的前提下方便用户打开和关闭。
盒盖的结构设计需要考虑到不同容器之间的尺寸差异和形状差异,确保可以灵活适应。
3.开合方式设计:盒盖的开合方式有很多种,如翻盖式、折叠式、拉链式等。
开合方式的选择需要根据产品的具体用途、使用频率、容器的形状等因素进行合理选择。
4.尺寸设计:盒盖的尺寸设计需要保证与容器尺寸的匹配,以便在注塑过程中能够完全覆盖容器。
同时,还需考虑到产品的稳定性和使用的便利性。
5.耐用性设计:盒盖在使用过程中会有不同程度的受力,因此需要考虑盒盖的耐用性。
盒盖的设计要合理选择材料,确保在长时间使用过程中不会出现变形、破裂等问题。
二、模具结构设计注塑模具的结构设计主要包括模具芯腔设计、导向系统设计、冷却系统设计和顶出系统设计。
1.模具芯腔设计:模具芯腔是模具的关键部分,对盒盖的形状精度、尺寸精度和表面质量有着直接影响。
模具芯腔的设计需要考虑产品的形状、尺寸和表面要求等因素,确保模具芯腔能够准确复制产品的形状和尺寸。
2.导向系统设计:导向系统是指模具中的导柱、导套等部件,用于定位和引导模具的开合运动。
导向系统的设计需要考虑到盒盖的结构、开合方式和尺寸等因素,确保模具能够在注塑过程中保持稳定的运动。
3.冷却系统设计:冷却系统用于将模具中的热量带走,保持模具的温度在一定范围内。
蜜饯盒盖注塑模设计
注塑模课程设计设计题目:蜜饯盒盖注塑模设计姓名:学号:班级:2009级(1)班专业:材料成型及控制工程指导教师:学院:机械工程学院目录一.分析制品及材料工艺性 (3)1.塑件的模型建立 (3)2. 分析制品材料的工艺性 (4)二.初步确定注塑机 (4)1.确定型腔的数目 (4)2. 计算制品的体积和质量 (4)3. 初步选定注塑机 (5)三.注塑模的结构设计 (6)1.选择分型面 (6)2. 确定型腔的布置 (6)3. 浇注系统的设计 (7)4. 成型零件的结构设计 (9)5.导向机构设计 (12)6.脱模机构设计 (13)7.冷却系统设计 (16)四.排气系统的设计 (16)五.模架的选择及校核 (17)六.模具装配图 (19)结束语 (21)参考文献 (22)一.分析制品及材料工艺性1. 塑件的模型建立图1 塑件2D图图2 塑件3D图2.分析制品材料的工艺性2.1基本特性本制品的材料采用PS塑料:属于热塑性塑料,无色透明,无毒无味,落地时可发出清脆的金属声,密度约为1.05g/cm3,其塑件硬而脆,具有优良的绝缘性,一定的化学稳定性和耐腐蚀性,成型收缩率:0.4%~0.7%,成型温度:170℃~250℃。
2.2成型性能无定形料,吸温小,不需要充分干燥,不宜分解,但热膨胀系数大,易产生内应力,流动性较好,可用螺杆或柱塞式注塑机成型。
宜用高温料,高模温,低注射压力,延长注射时间有利于降低内应力,防止缩孔,变形。
可用各种形式浇口,顶出要均匀,塑件壁厚要均匀,最好不带鑲块,如有鑲块应预热。
2.3塑件结构工艺性塑件壁厚基本均匀,所有壁厚均大于塑件最小壁厚0.8mm,注射成型时应不会发生填充不足现象,该塑件几何形状较简单,没有侧向凹槽或凸台,因此,模具设计时不必考虑侧向分型与抽芯机构。
工件精度为5级,查《塑料模具成形模具设计手册》,它的表面粗糙度Ra1.6~3.2,表面质量要求较高,外表面不得有气痕、飞边等缺陷,有较高的光亮要求。
蜜饯盒注塑模具设计
蜜饯盒注塑模具设计一、引言蜜饯盒是一种常见的食品包装盒,通常由注塑模具进行生产。
本文将探讨蜜饯盒注塑模具的设计过程,包括模具结构设计、材料选择等方面的内容。
二、模具结构设计1. 模具类型蜜饯盒注塑模具可以采用单腔模和多腔模两种类型。
单腔模适用于小批量生产,而多腔模则适用于大规模生产。
在设计过程中,应根据生产需求和成本考虑选择模具类型。
2. 模具结构蜜饯盒注塑模具的结构通常包括模具座、模芯、模腔等部分。
模具座为模具的主体结构,模芯和模腔是负责形成蜜饯盒外形的核心部件。
在设计过程中,需要考虑模具结构的合理性,以确保模具在注塑过程中的稳定性和可靠性。
三、材料选择1. 模具钢材料模具的质量和性能直接与所选材料有关。
常用的模具钢材料有P20、718、H13等。
P20钢具有良好的耐磨性和切削性,适用于大批量生产;718钢具有优异的热强度和耐磨性,适用于复杂结构的模具制造;H13钢具有良好的耐热性和抗疲劳性,适用于高温条件下的生产。
2. 模具部件材料模具的部件材料通常选择具有良好耐磨性和耐腐蚀性的材料。
常见的材料包括铜合金、不锈钢等。
铜合金具有良好的导热性和导电性,适用于模具部件需要散热或电极腔的设计;不锈钢具有良好的耐腐蚀性和强度,适用于模具部件需要长时间接触食品材料的情况。
四、模具加工工艺模具加工工艺对于模具质量和性能起着重要作用。
常用的模具加工工艺包括车削、铣削、磨削等。
在进行模具加工时,需要根据不同的材料和结构特点选择合适的加工工艺,以确保模具的准确度和表面质量。
五、模具调试和试模模具设计完成后,需要进行模具调试和试模。
在模具调试过程中,需要进行模具组装、调整,以确保模具的工作稳定性和一致性。
在试模过程中,需要根据注塑工艺要求进行参数调整,以获得理想的蜜饯盒产品。
六、模具维护和保养模具在长期使用中需要进行维护和保养,以延长其使用寿命和保证生产效率。
常见的维护措施包括定期清洁模具表面、涂抹防锈剂等。
此外,需要根据具体情况检查模具部件的磨损情况,并适时更换或修复。
蜜饯盒盖注塑模具设计
目录第一章绪论11.1塑料模具简介11.2塑料模具的行业现状11.3塑料模具的发展趋势1第二章产品工艺性能分析32.1产品外形尺寸、质量及体积32.2产品结构分析32.3产品材料性能分析32.3.1物理化学性质32.3.2P S塑料对模具设计的要求42.3.3注塑工艺条件4第三章设计成型方案及模具结构53.1分型面的设计53.2型腔数目及配置53.3浇注系统的设计53.3.1主流道的设计63.3.2分流道及冷料穴的设计63.3.3浇口设计73.4模具冷却系统73.5成型零部件设计83.6导向与定位机构设计83.7脱模推出机构设计83.8排气机构设计93.9模架的选用93.10模具钢材的选用103.11注塑机的选择10第四章模具相关参数计算与校核114.1成型零部件工作尺寸计算114.2型腔壁厚计算114.3推杆强度、刚度计算124.4注塑机相关尺寸计算134.4.1最大注射量校核计算134.4.2锁模力校核计算134.4.4安装尺寸校核13第五掌模具相关图形绘制145.1模具装配图145.2部分模具相关零件图14参考文献16第一章绪论模具——工业之母,是工业生产材料成型加工过程中的特殊基础工艺设备,是一种利用本身所具有的特定形状去复制成型加工相对应形状产品的工具。
由于利用模具批量成型产品具有效率高、重复性高、能源消耗低、材料消耗低、精度高和复杂程度,因此模具越发被国民经济各工艺生产部门所重视,被广泛应用于各个制造领域,对世界的发展经济、现代化国际防御和先进技术服务起着重要的支撑作用,由此可以看出模具工业是必不可少的基础工业。
1.1塑料模具简介塑料模具是模具工业中非常重要的一个分支,是在塑料加工工业过程中与相对应的工装设备配合,使塑料制品有一定构型和对应尺寸的加工工具。
塑料是一种新兴材料,逐渐替代部分金、木、皮以及硅酸盐等自然材料,应用非常普遍,是现代社会必不可少的一种人工化学合成材料。
塑料成型加工是塑料制品的主要成型措施。
塑料盒盖模具设计说明书
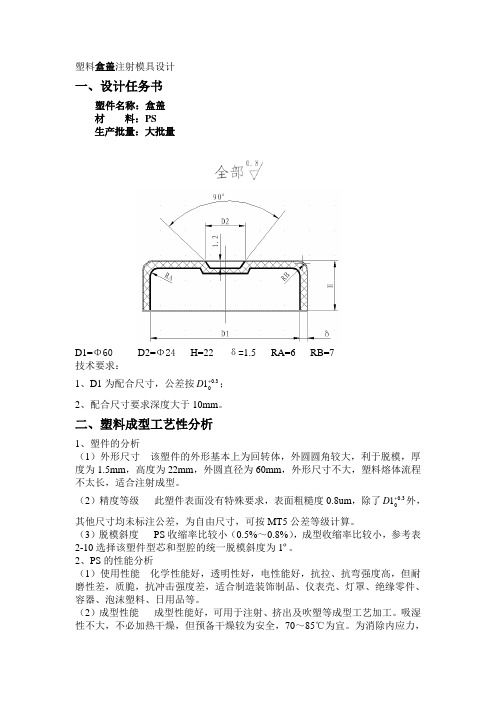
塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖 材 料:PS 生产批量:大批量D1=Φ60 D2=Φ24 H=22 δ=1.5 RA=6 RB=7 技术要求:1、D1为配合尺寸,公差按3.001+D ;2、配合尺寸要求深度大于10mm 。
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸 该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1.5mm ,高度为22mm ,外圆直径为60mm ,外形尺寸不大,塑料熔体流程不太长,适合注射成型。
(2)精度等级 此塑件表面没有特殊要求,表面粗糙度0.8um ,除了3.001+D 外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算。
(3)脱模斜度 PS 收缩率比较小(0.5%~0.8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º。
2、PS 的性能分析(1)使用性能 化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等。
(2)成型性能 成型性能好,可用于注射、挤出及吹塑等成型工艺加工。
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜。
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜。
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm3)1.04~1.06 屈服强度/Mpa35~63拉伸强度/MPa 35~63 吸水率(%)0.03~0.05拉伸弹性模量/MPa 2.8~3.5熔点/℃131~165拉弯强度/MPa 2.8~3.5计算收缩率(%)0.5~0.6比热容/J.(kg..℃)1340 比体积/cm .g 0.03~0.05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验。
原则上PS的吸水性很小,成型前可不必干燥,为了保险起见,成型前最好进行干燥。
蜜饯盒盖注塑模具设计
目录前言....................................................................1 二、塑件的工艺性分析...............................................3 (一)塑件的模型建立2D图一、3D图二,.................................3 (二)塑料的结构特点、化学和成型使用性能,.......................... 4 (三)塑件工艺参数、模具型制品的收缩率、壁外形及圆角、脱模斜度......5 三、分型面设计与型腔...............................................6 (一)确定制品分型分型面...............................................6 (二)型腔数量的确定....................................................7 四、成型设备的选择与塑料工艺参数的编制..............................7 (一)计算塑件、浇注系统的体积及塑件的质量...........................7 (二)选择注射机的类型和型号..........................................9 (三)塑件注射工艺参数的确定........................................10 (四)查表填写原材料的注射工艺参数及塑件模塑的工艺卡.............11 五、模具的结构设计.....................................................12 (一)浇注系统的设计..................................................12 (二)成型零件的设计..................................................15 (三)顶出机构设计....................................................16 (四)冷却系统设计....................................................19 (五)导向机构设计....................................................22 六、排气系统设计....................................................23 七、模架的选择及校核...............................................24 八、模具装配图和零件图............................................28 致谢...................................................................29 参考文献............................................................29[摘要] 通过对蜜饯盒盖注塑件进行特性分析及工艺分析等以及工艺方案的确定;根据这些分析来进行注射模具的设计,确定模具结构和成型方式,工对塑料设计与模架选择;并对成型工艺等多方面分析,制定正确工艺方案,并对模具的所有成型零部件计算进行验证及校核;最后根据结构设计出来模具进行选择注塑机以及绘制模具装配图和零件图。
机械工程毕业设计_糖果罐盖塑料模具设计
第 3 页
共 24 页
注塑模设计
名称:糖果罐盖 材料:PP 质量:33.5g 注射机:ZY—ZY—200 型
第一章
塑料制件的分析
1.1
制件的形状及用途分析
该制件为糖果罐的盖子,制件要求有良好的尺寸精度和机械性 能,对表面的质量要求较高,无熔接痕,表面平整光滑,尽可能避免 冷疤、云纹、缩孔、凹痕等缺陷。该制件特征列表如下: 材料 ABS 质量 15.3x2 体积 19.64x2(cm )
关键词 分析
设计
计算
校核
第 1 页
共 24 页
目
引言 设计说明书
录
…………………………………………………………………………… 4 ……………………………………………………………………… 5
第一章 塑料制件的分析………………………………………………………… 5 1.1 制件的形状及用途分析…………………………………………………… 5 1.2 分析制件材料的性质……………………………………………………… 6 1.3 制件成型初步分析………………………………………………………… 9 第二章 注射机的选择…………………………………………………………… 11 2.1 初步选择注射机…………………………………………………………… 11 2.2 最大注射量的校核 ……………………………………………………… 12
3
水平投影面积 608.357×2mm
2
1.2 分析制件材料的性质 ABS 的主要特性 ABS 具有较强的综合性能,ABS 塑料为无定型料,一般不透明。 ABS 无毒、无味,成形塑件的表面有较好的光泽。ABS 具有一定的耐 磨性、耐寒性、耐油性、耐水性、化学稳定性和电性能;具有良好的 机械强度,特别是抗冲击强度高。但是,在大气中老化性较差。
蜜饯盒注塑模具设计任务书
毕业设计(论文)任务书题目蜜饯盒注塑模具设计起讫日期学生姓名专业班级所在院系指导教师职称所在单位模具设计2011 年 10 月 10 日摘要此毕业设计课题的制品的名称为“蜜饯盒”,是用于放置果脯的盒子。
制品材料为:PS(聚苯乙烯),聚苯乙烯为无色、无味的透明刚性固体,透光率可达88%~90%,制品质硬,落地时会有金属般的响声。
聚苯乙烯的密度在1.04~1.07之间,尺寸稳定性好,收缩率低。
聚苯乙烯容易燃烧,点燃后离开火源会接着燃烧,并伴有浓烟。
在设计模具时需要考虑制品的材料的一些特点。
制品的外形尺寸和内部结构尺寸大部分是按照标准系列来定的,在模具设计时尽量使用标准件。
通过分析制品外形特点和材料特性选择合适的分型面。
依照相关计算选择的注射机型号为XS-ZY-125。
浇注系统由主流道、分流道、浇口及冷料穴等四部分组成。
主流道的形状为圆锥形,以便熔的流淌和开模时主流道凝料的顺利拔出。
主流道的尺寸直接阻碍到熔体的流淌速度和充模时刻。
另外,由于其与高温塑料熔体及注塑机喷嘴反复解除,因此设计中场设计成可拆卸更换的浇口套。
该塑件要求不同意有裂纹和变形缺陷,表面质量要求较高。
采纳一模四腔注射,为便于调整冲模时的剪切速率和封闭时刻,因此采纳侧浇口。
其截面形状简单,易于加工,便于试模后修正,且开设在分型面上,从型腔边缘进料。
塑件注射成型后,塑件在模内冷却定型,由于体积收缩,对型芯产生包紧力,当其从模具中推出时,就必须克服因包紧力而产生的摩擦力。
对底部无孔的筒、壳类塑件,脱模推出时还要克服大气压力。
型芯的成型端部,一般均要设计脱模斜度,另外,塑件刚开始脱模时,所需的脱模力最大,其后,推出力的作用是克服推出机仅仅是为构移动的摩擦力。
本塑件采纳推杆脱模方式。
最后,在计算机上用CAD绘图软件画出装配图和所有的零件图,并标注尺寸,技术要求极其制造标准。
关键词:模具设计蜜饯盒注塑模具AbstractThe graduation subject product name is "preserves box", is used to place the dried fruit of the box.Product materials: PS (polystyrene), polystyrene is a colorless, odorless, transparent rigid solid, 88% light transmission rate of up to 90%, system quality, hard, landing there will be metal-like sound. The density of polystyrene is between 1.04 to 1.07, good dimensional stability, low shrinkage. Polystyrene is easy to burn, lit the fire source will continue to burn out, accompanied by smoke. Need to be considered in the design of the mold products, some characteristics of the material.The dimensions and size of the internal structure of the products are mostly of the standard series, in the mold design, it is better to make use of standard parts as many as possible. By analyzing the physical characteristics and material properties of the products, we can select the appropriate sub-surface. By calculating I choice the XS-ZY-125 as the injection machine model.From the main channel gating system, shunt, gate and cold material points composed of four parts. The conical shape of the main channel is good for the flow of melt and pouring moldmaterial when the main channel smooth pull up. Main channel directly affects the size of the melt flow rate and filling time. In addition, because of its high-temperature melt and plastic injection molding machine nozzle repeatedly lifted, so the design midfield designed to replace the removable gate sets. . This requirement does not allow plastic deformation defects and cracks, the surface quality requirements. I choose four-cavity mold injection, to facilitate adjustment of the shear rate and die at closing time, I choose side gate. The cross-sectional shape is simple, easy processing, easy to fix after the tryout, and the opening in the sub-type surface, the feed from the edge of the cavity.After the injection molding of plastic parts, plastic parts in the mold cooling, due to volume contraction, tight package of core power generation, when it was introduced from the mold, it must overcome the bag tight friction force generated. On the bottom of the barrel, non-porous, shell type plastic parts, mold release when they overcome the atmospheric pressure. Core of the molding ends, generally to design stripping slope, the other,the beginning plastic parts ejection, the ejection force required for the largest, followed by the introduction of the role of force is introduced to overcome the machine only for the organization moving of friction. The plastic parts are puttingStripping.Finally, use CAD to draw all of the parts assembly drawings and diagrams, and dimensioning, technical requirements verymanufacturing standards.Keywords: injection mold, mold design, preserves box目录第一章绪论 (1)1.1 模具在加工工业中的地位 (1)1.2 模具的进展趋势 (2)1.3 国外注塑模的研究现状及进展趋势 (2)1.4 课题的研究意义 (4)1.5 设计(论文)的要紧内容 (6)1.6 总结 (6)第二章塑件分析及分型面的设计 (7)2.1 ps的性能 (8)2.2蜜饯盒(ps)的外形尺寸 (12)2.3 注塑设备的选择 (10)2.31 估算塑件体积 (10)2.32 注射机型号的确定 (10)第三章浇注系统的设计 (13)3.1主流道的设计 (13)3.2分流道的设计 (14)3.3浇口的设计 (15)3.4 校核主流道的剪切速率 (16)3.5 冷料穴的设计及计算 (16)第四章成型零件的结构设计及计算 (17)4.1成型零件的结构设计 (17)4.2成型零件材料的选用 (17)4.3成型零件工作尺寸的计算 (17)4.4成型零件尺寸及动模垫板厚度的计算 (22)4.5排气系统的设计 (23)4.6导向结构的设计 (23)4.7推出机构的设计 (24)4.7.1推出方式的确定 (24)4.7.2脱模力的计算 (24)4.8冷却系统的设计 (24)谢辞 (27)参考文献 (28)绪论1.1 模具在加工工业中的地位模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
盒盖注塑模具设计

盒盖注塑模设计学生:学号:专业:班级:指导老师:盒盖塑件图技术要求:1. 塑件材料PE2. 未标注公差尺寸按SJ1372-78.8级。
3.大批量生产。
摘要本文是关于盒盖注塑模具的设计,在正确分析塑件工艺特点和PE材料的性能的后,采用了点浇口进行浇注。
详细介绍了对凸模,凹模,浇注系统,脱模机构,选择标准零件,设计非标件的设计过程。
涉及模具结构、强度、寿命计算及熔融塑料在模具中流动预测等复杂的工程运算问题;运用CAD、辅助工程UG等不同的软件分别对模具的设计、制造和产品质量进行分析。
综合运用了专业基础、专业课知识设计,其核心知识是塑料成型模具、材料成型技术基础、机械设计、塑料成型工艺、模具CAD\CAM、Moldflow 等。
关键词:点浇口;盒盖注塑模设计;塑料成型模具ABSTRACTThis article was about the lid mould design, based on the correct analysis of plastics technology characteristics and PE material properties, using a runner after are pouring. A detailed introduction about the punch and die, gating system, the choice standard and demoulding mechanism design non-standard parts, parts of the design process was included in this paper. The problems were involved such as the mould structure, strength calculation, molten plastic, service life, and complex prediction of engineering operations, then mould design, manufacturing and quality were analyzed by using CAD, UG and Mold flow software. The lid mould design compositivly applyed specialized knowledge,professional design and it's core knowledge is plastic molding,material molding technology ,mechanical design,plastic injection molding process,mould CAD/CAM,Moldflow,etc.Keywords: a runner after are pouring;the lid mold design;plastic molding.目录摘要 (I)ABSTRACT (II)第一章概述 (1)1.1模具工业在国民经济中的的重要地位 (1)1.2中国塑料模具的现状 (2)1.3塑料模具的发展水平与市场趋势 (3)第二章塑料制件的工艺性分析 (5)2.1塑件原材料的分析 (5)2.1.1 HDPE加工性能 (6)2.1.2 塑料对模具温度的要求 (7)2.2 成型塑料制结构工艺性 (7)2.2.1尺寸精度 (9)2.2.2塑件壁厚 (9)2.2.3 脱模斜度 (10)2.2.4表面粗造度 (11)2.2.5圆角 (11)第三章注射工艺分析及塑料模的结构设计 (12)3.1零件的三维建模 (12)3.2浇口位置 (12)3.3分型面 (16)3.4型腔的数目与布局 (17)3.4.1模具型腔数目 (17)3.4.2模具型腔的布局 (17)3.5浇注方案的设计 (17)3.5.1 确定浇注系统的原则 (17)3.5.2浇口形式的选择 (18)3.5.3点浇口尺寸的确定 (19)3.5.4点浇口剪切速率的校核 (20)3.5.5主流道形状与尺寸 (20)3.5.6 浇注系统方案 (22)3.6型芯型腔结构的设计 (22)3.6.1 型芯结构的设计 (22)3.6.2型腔结构的设计 (23)3.7 型腔的强度校核 (23)3.7.1整体式矩形型腔侧壁和底板厚度的计算 (24)3.7.2整体式圆形型腔侧壁和底板厚度的计算 (25)3.8 脱模机构的设计 (26)3.9 标准模架的选取 (27)第四章成型设备及工艺参数 (29)4.1成型设备 (29)4.1.1注射机的技术规格 (29)4.1.2注射机的选择 (29)4.2 注射机的工艺参数 (31)4.3塑料注射模塑工艺 (32)第五章模具成型零件尺寸的确定 (33)5.1型芯型腔尺寸的计算 (33)5.2 脱模机构尺寸计算 (34)5.2.1 抽芯距的计算 (34)5.2.2斜导杆倾角的确定 (34)5.2.3斜导杆倾角的验证 (34)第六章注塑机有关参数的校核 (35)6.1最大注塑量校核 (35)6.2开模行程的校核 (35)6.3按注射机的额定锁模力进行校核 (36)6.4模具闭合高度的校核 (36)第七章模具主要连接、定位、导向件设计 (38)7.1 模具主要连接件选择或设计 (38)7.2模具主要定位件选择 (38)7.3 模具主要导向件选择或设计 (38)第八章模温调节系统的设计 (39)8.1模具温度对塑件成型的影响 (39)8.2模具热平衡计算 (39)8.2.1进入模腔的总热量 (40)8.2.2 模具散热量 (40)第九章绘制模具总装图及零件图 (42)第十章设计总结 (44)参考文献 (45)致谢 (46)第一章概述1.1模具工业在国民经济中的的重要地位模具是制造业的一种基本工艺装备,模具工业是国民经济各部门发展的重要础之一,塑料模具是指用于成型塑料制作的模具,它是型腔模的一种类型,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
盒盖塑件注射模具设计

摘要本课题主要是针对盒盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是盒盖注塑模具的设计。
也就是设计一副注塑模具来生产盒盖塑件产品,以实现自动化提高产量。
针对盒盖的具体结构,该模具是点浇口的双分型面注射模具。
由于塑件内侧有四个小凸台,直接顶出,固采用斜推杆的结构形式。
其优点在于简化机构,使模具外形缩小,大大降低了模具的制造成本。
通过模具设计表明该模具能达到盒盖的质量和加工工艺要求。
关键词:塑料盒盖; 盒盖塑件注射模具;模具;Pick toThis topic is mainly aimed at the lid mold design, through to the plastic parts for process analysis and comparison, the final design out a pair of injection mold. This subject from product structure, and the specific property of the mould structure, mould pouring system, die forming part of the structure and ejector system, cooling system, the injection molding machine selection and related parameters of checking, a detailed design, at the same time and simple compiled the mould processing technology. Through the whole design process shows that the mold can achieve the required plastics processing technology. According to the topic design is the main task of the injection mould design the lid. Also is a pair of injection mold design to production of plastics products, with the lid to realize automation to increase production. According to the specific structure, the lid of the die is the point of the gate double parting surface injection mold. Because plastic parts inside there are four small convex platform, the direct roof, the structure of the push rod solid form. Its advantage is that simplifying the mechanism, make the mould shape narrowed, and greatly reduce the mould manufacturing cost. Through the die design shows that the mold can achieve the lid of the quality and processing technology requirements.Key word:Plastic box cover; the box cover injection mold; mold;目录摘要 0Pick to (1)序言 (3)1.1当前模具设计发展趋势 (3)1.2本次模具课程设计的任务 (3)2塑件成型工艺性分析 (4)2.1塑件的分析 (4)2.2聚乙烯(PE)的性能分析 (5)2.3 PE的注射成型过程及工艺参数 (6)3.初选注塑机规格 (8)3.1注射机型号的确定 (8)3.2注射机的相关参数的校核 (9)4分型面和型腔数目选择 (10)4.1分型面位置的选择和确定 (10)4.2型腔数目的确定 (11)5浇注系统的设计 (12)5.1主流道的设计 (12)5.2浇口的设计 (13)6型腔型芯设计 (15)6.1成型零件的结构设计 (15)6.2 型芯和型腔的加工工艺卡、工序卡 (18)7模架的确定 (20)7.1模架的选择 (20)7.2模架各尺寸的校核 (21)8导向与脱模机构的设计 (23)8.1导向定位机构的设计 (23)9温度调节与排气系统的设计 (24)9.1温度调节系统设计 (24)9.2排气系统设计 (25)结论 (26)参考文献 (27)致谢 (28)序言1.1当前模具设计发展趋势随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
盒盖注射模具课程设计

塑料模具设计与制造课程设计说明书设计题目:盒盖注塑模的设计与制造学号:24011303设计者:刘倩倩指导教师:季进军完成时间:2021-6-28目录一、设计任务书-------------------------------------4二、塑件成型工艺分析------------------------------51、塑料成型特性-------------------------------52、塑件的结构工艺性---------------------------63. 成型设备与成型工艺参数选择-----------------94、填写模塑工艺卡-----------------------------11三、分型面的选择及浇注系统的设计------------------131、分型面的设计 ------------------------------132、浇注系统的设计-----------------------------14四、模具设计的方案特征----------------------------181、型腔的布局---------------------------------182、成型零件的结构-----------------------------193、推出机构确实定-----------------------------194、合模导向机构的设计-------------------------205、冷却系统的设计-----------------------------206、侧向分型-----------------------------------207、模架结构确实定-----------------------------20三、主要零部件的设计计算--------------------------211、成型塑件尺寸的计算-------------------------222、锁模力的计算-------------------------------22六、注射机参数校核--------------------------------241、最大注射数量校核--------------------------242、锁模力的校核------------------------------243、模具与注塑机安装局部相关尺寸校核----------254、模具开模行程校核--------------------------255、喷嘴尺寸----------------------------------25七、制造工艺卡-----------------------------------261、型腔工艺卡-------------------------------262、凸模固定板工艺卡-------------------------273、型芯加工工艺-----------------------------284、滑块加工工艺----------------------------29塑料盒盖注射模设计一、设计任务书1、塑料制品名称:塑料盒盖;2、成型方法与设备:3、塑料原材料:聚甲醛(POM);4、收缩率:1.5%~3%;5、生产批量:大批量;6、塑件壁厚:3mm;7、塑件图:如下列图1-1所示为制品的二维图样;图1-1二、塑件成型工艺分析1、塑料成型特性聚甲醛〔POM〕又称聚氧亚甲基,为线型结构结晶的热塑性塑料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录前言....................................................................1 二、塑件的工艺性分析...............................................3 (一)塑件的模型建立2D图一、3D图二,.................................3 (二)塑料的结构特点、化学和成型使用性能,.......................... 4 (三)塑件工艺参数、模具型制品的收缩率、壁外形及圆角、脱模斜度......5 三、分型面设计与型腔...............................................6 (一)确定制品分型分型面...............................................6 (二)型腔数量的确定....................................................7 四、成型设备的选择与塑料工艺参数的编制..............................7 (一)计算塑件、浇注系统的体积及塑件的质量...........................7 (二)选择注射机的类型和型号..........................................9 (三)塑件注射工艺参数的确定........................................10 (四)查表填写原材料的注射工艺参数及塑件模塑的工艺卡.............11 五、模具的结构设计.....................................................12 (一)浇注系统的设计..................................................12 (二)成型零件的设计..................................................15 (三)顶出机构设计....................................................16 (四)冷却系统设计....................................................19 (五)导向机构设计....................................................22 六、排气系统设计....................................................23 七、模架的选择及校核...............................................24 八、模具装配图和零件图............................................28 致谢...................................................................29 参考文献............................................................29[摘要] 通过对蜜饯盒盖注塑件进行特性分析及工艺分析等以及工艺方案的确定;根据这些分析来进行注射模具的设计,确定模具结构和成型方式,工对塑料设计与模架选择;并对成型工艺等多方面分析,制定正确工艺方案,并对模具的所有成型零部件计算进行验证及校核;最后根据结构设计出来模具进行选择注塑机以及绘制模具装配图和零件图。
[关键词] 注塑模工艺分析成型尺寸注塑机一、前言毕业设计是走上工作岗位成为正式员工的前奏,是综合运用学校学到的知识和技能进行实际工作的过程;是运用基本知识和基础理论,去分析、解决实际问题的实践锻炼过程,也是在校学习期间学习成果的综合性总结。
塑料,由于具有一系列优异的物理力学性能、化学性能和易成形加工工艺性能而在轻工、农业、国防、航天航空、机械制造、建筑材料、交通运输等部门与人们的日常生活密切相关的诸多方面都得到了非常广泛的应用。
塑料件蜜饯盒盖就是塑料运用的实例。
蜜饯盒盖是一个典型的塑料件,该零件大小适中,适合采用一模两腔的两板模生产。
通过设计该模具可较全面地熟悉塑料模具的设计过程,锻炼自己综合运用专业知识的能力。
在塑料制品的生产中,高质量的模具设计、先进的模具制造设备、合理的加工工艺、优质的模具材料和现代的成形设备等都是成形优质塑料的重要条件。
由于塑模生产领域计算机应用的独特优势,以三维模型为基础的以CAD/CAM/CAE技术为代表的模具计算机应用的集成化生产模式获得了快速的发展和进步。
模具CAD/CAM/CAE 技术的广泛应用,显示了用信息技术带动和提升模具工业的优越性。
在欧美,模具CAD/CAM/CAE技术已成为模具企业普遍应用的技术。
在CAD的应用方面,已超越了甩掉图板、二维绘图的初级阶段,目前3D设计已达到了70%~89%。
PRO-E、UG、CIMATRON等软件的应用很普遍。
应用这些软件不仅可完成2D设计,同时可获得3D模型,为NC编程和CAD/CAM/CAE的集成提供了保证。
应用3D设计,还可以在设计时进行装配干涉的检查,保证设计和工艺的合理性。
CAE技术在欧美已逐渐成熟。
在塑料模设计中应用CAE分析软件,模拟塑料的充模过程,分析冷却过程,预测成形过程中可能发生的缺陷。
我在塑料件蜜饯盒盖的模具设计中,也运用了CAD绘图软件,UG三维造型软件。
二、塑件工艺分析一)建立塑料件的模型(图1为蜜饯盒盖2D零件图、图2是蜜饯盒盖3D图)(二)、塑料的结构特点、化学和成型使用性能1、基本特性该塑料是仅次于聚乙烯和聚氯乙烯的第三大塑料品种。
它是无色透明、无毒无味,落地时发出清脆的金属声,密度为1.054g/cm3。
其力学性能与聚合方法,相对分子质量大小,定向度及其中的杂质量有关。
相对分子质量越大,机械强度越高。
该塑料有优良的电性能(尤其是高频绝缘性能)和一定的化学稳定性。
能耐碱、硫酸、磷酸、质量分数为10%~30%的盐酸、稀醋酸及其他有机酸,但不耐硝酸及氧化剂的作用。
对水、乙醇、汽油、植物油及各种盐溶液也有足够的抗腐蚀能力。
它能溶于苯、甲苯、四氯化碳、氯仿、酮类和脂类等。
该塑料有优良的着色性能、可染成各种鲜艳的色彩。
但耐热性能差,热变形温度一般在70~80摄氏度之间,只能在温度不太高的场合使用。
它质地硬而脆,有较高的热膨胀系数,因此,限制了它在工程上的应用。
近几十年来,发展了改性聚苯乙烯和以苯乙烯为基体的共聚物,在一定程度上克服了聚苯乙烯的缺点,同时又保留了它的优点,从而扩大了其用途。
2、成型特点该塑料的流动性和成型性能优良,成品率高,但工艺差,易于出现裂纹,要求塑料件的脱模斜度较大;因膨胀系数高,塑料件中不宜有嵌件,且壁厚应均匀;宜用高料温、高模温、低注射压力来成型并延长注射时间,以防止缩孔及变形、降低内应力。
但是料温过高,则易出现银丝;因流动性好,模具设计方面3、模具设计方面(1)可以使用所有常规类型的浇口。
若用点浇口,直径为0.8~1.0mm。
(2)PS 性脆易开裂,设计恰当合理的顶出脱模机构,防止因顶出力过大或不均匀而导致制品开裂,选择较大的脱模斜度。
4、注塑工艺条件(1)干燥处理:除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80度,2~3小时。
(2)料筒温度:180~280度。
对于阻燃型材料其上限为250度。
(3)模具温度:50~80度(4)注射压力:20~60MPa。
(5)注射速度:注射速度宜适当高些以减弱熔接痕,但因注射速度受注射压力影响大,过高的速度可能会导致飞边或出模时粘膜以及顶出时顶白顶裂等问题。
5、共混改性塑料(1)PS+PVC共混成为性能较好的不燃塑料。
(2)PPO 改善PPO加工性、降低吸湿性、降低成本、提高PS耐热性、冲击性。
5、主要用途聚苯乙烯在工业中可制仪表外壳、灯罩、化学仪器零件、透明模型等;在电气方面可制作绝缘性能良好的零件(如接线盒、电池盒等)。
在日常用品方面广泛地用于包装材料、各种容器、玩具等。
三)、塑件工艺参数、模具型制品的收缩率、壁外形及圆角、脱模斜度.1、塑件工艺参数(1)塑件的质量和精度塑料制品的表面质量指的是塑料制品成型后的表面缺陷状态,如常见的填充不足、飞边、收缩凹陷、气孔、熔接痕、银纹、绕曲4变形,顶白,白斑,尺寸不稳定及粗糙度等。
塑料制品的表面粗糙度应遵循表3-4中GB/T 14234-93《塑料件表面粗糙度标准—不同加工方法和不同材料所能达到的表面粗糙度》。
一般模具型腔粗糙度要比制品的要求低1~2级。
塑件PS公差等级为MT5,它的表面粗糙度Ra1.60~3.20。
查《塑料模具成形模具设计手册》(2)塑件的尺寸分析这里尺寸是指塑件的总体尺寸,而不是指壁厚,孔径等结构尺寸。
塑件的尺寸精度是指所获得的塑件与产品图中的尺寸行使程序,即所获得的尺寸的准确度。
塑料尺寸的大小与塑料的流动性有关。
注射成型的塑件尺寸还要受到注射机的注射量、锁模力和模板尺寸的限制。
2、成型收缩的形式PS(聚苯乙烯)收缩率在0.4%~0.7%之间。
常用收缩率0.5%。
PS的流动性极好,成型加工容易。
成型收缩主要表现在以下几个方面。
(1)塑料件的线性尺寸收缩由于热胀冷缩,塑料件脱模时的弹性恢复、塑性变形等原因导致了塑料件脱模冷却到室温后其尺寸缩小。
为此,设计模具时对于型腔个尺寸必须于以补偿。
(2)收缩方向性成形时分子按照方向排列,使塑料件呈现各向异性,沿料方向的收缩大,强度高。
与料流方向相垂直,则收缩小强度低。
此外,成形时由于塑料件各部分密度及填料分布不均,故收缩也不均匀。
产生收缩差会使塑料件发生绕曲、变形、裂纹,尤其在挤塑及注射成形时,其方向性更为明显。
所以,在模具设计时,必须考虑收缩的方向性,按照塑料件的形状、料流的方向来选取收缩率为宜。
(3)后收缩性塑料件成形时,由于受成形压力、剪切应力、各向异性、密度不均、填料分布不均、模温不均、硬化不均及塑性变形等因素的影响,引起了一系列应力变化,在粘流状态时不能全部消除,故塑料在应力状态下成形时则存在着残余应力。
(4)后处理收缩根据塑料件的使用性能及工艺要求,在成形之后需要进行(时效)热处理,处理后也会导致塑料件尺寸。
因此,设计成形模具时,对高精度塑料件应当考虑后收缩及后处理收缩性能给尺寸造成偏差,并予以修正。
3、壁厚外形及圆角、脱模斜度热塑性塑料易于成型薄壁制品,壁厚可小至0.75mm,推荐壁厚2mm。