机械图样上技术要求标注全解
机械制图工程图技术要求全
机械图纸-技术要求汇总一般技术要求1. 零件去除氧化皮。
2. 零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3. 去除毛刺飞边。
热处理要求1. 经调质处理,HRC50~55。
2. 零件进行高频淬火,350~370℃回火,HRC40~45。
3. 渗碳深度0.3mm。
4. 进行高温时效处理。
公差要求1. 未注形状公差应符合GB1184-80的要求。
2. 未注长度尺寸允许偏差±0.5mm。
3. 铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角1. 未注圆角半径R5。
2. 未注倒角均为2×45°。
3. 锐角/尖角/锐边倒钝。
装配要求1. 各密封件装配前必须浸透油。
2. 装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
3. 齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
4. 装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
5. 进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
6. 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7. 装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
8. 装配过程中零件不允许磕、碰、划伤和锈蚀。
9. 螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10. 规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
11. 同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
12. 圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
13. 平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
14. 花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
零件图上技术标注,机械制图零件尺寸的标注
标准公差数值表:
基本尺寸
标准公差等级
mm
(μm)
(mm)
大于 至 IT01 IT0 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18
--- 3 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 40 60 0.1 0.14 0.25 0.40 0.60 1.0 1.4
过盈配合
0
② 基轴制
基本偏差为一定的轴的公差带, 与不同基本 偏差的孔的公差带形成各种不同配合的制度。
基准轴 过盈配合 公差带图:
0 -+
过渡配合
间隙配合
0
基准轴的基本偏差代号为“h”。
A —— H 通常形成间隙配合 基轴制: J —— N 通常形成过渡配合
EF F FG
P —— ZC 通常形成过盈配合
⒉ 尺寸偏差和尺寸公差
上偏差 = 最大极限尺寸-基本尺寸 代号: 孔为ES 轴为es
下偏差 = 最小极限尺寸-基本尺寸 代号: 孔为EI 轴为ei
尺寸公差(简称公差):允许实际尺寸的变动量。
公差 = 最大极限尺寸-最小极限尺寸
= 上偏差-下偏差 例: 500.008
上偏差 = 50.008-50 = +0.008 下偏差 = 49.992-50 = -0.008
上限值为3.2m,加工方法为铣制。
⒉ 表面粗糙度代号(符号)在图样上的标 注方法
★ 在同一图样上每一表面只注一次粗糙度代 号,且应注在可见轮廓线、尺寸界线、引 出线或它们的延长线上,并尽可能靠近有 关尺寸线。
★ 当零件的大部分表面具有相同的粗糙度要 求时,对其中使用最多的一种,代(符) 号,可统一注在图纸的右上角。并加注 “其余”二字。 例如:其余12.5
机械制图标准-标注部分
机械制图标准-标注部分1 基本规则1.1 机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
1.2 图样中(包括技术要求和其他说明)的尺寸,以毫米为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
1.3 图样中所标注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。
1.4 机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
2 尺寸数字、尺寸线和尺寸界线2.1 尺寸数字2.1.1 线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图1)。
图12.1.2 线性尺寸数字的方向,一般应采用第一种方法注写。
在不致引起误解时,也允许采用第二种方法。
但在一张图样中,应尽可能采用一种方法。
方法1:数字应按图2所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图3的形式标注。
方法2:对于非水平方向的尺寸,其数字可水平地注写在尺寸线的中断处(图4、5)。
2.1.3 角度的数字一律写成水平方向,一般注写在尺寸线的中断处(图6)。
必要时也可按图7的形式标注。
2.1.4 尺寸数字不可被任何图线所通过,否则必须将该图线断开(图8)。
图82.2 尺寸线2.2.1 尺寸线用细实线绘制,其终端可以有下列两种形式:a. 箭头:箭头的形式如图9所示,适用于各种类型的图样。
b. 斜线:斜线用细实线绘制,其方向和画法如图10所示。
当尺寸线的终端采用斜线形式时,尺寸线与尺寸界线必须相互垂直,如图11所示。
图11当尺寸线与尺寸界线相互垂直时,同一张图样中只能采用一种尺寸线终端的形式。
当采用箭头时,在地位不够的情况下,允许用圆点或斜线代替箭头(图16)。
2.2.2 标注线性尺寸时,尺寸线必须与所标注的线段平行。
尺寸线不能用其他图线代替,一般也不得与其他图线重合或画在其延长线上。
2.2.3 圆的直径和圆弧半径的尺寸线的终端应画成箭头,并按图12所示的方地标注。
一文看懂机械图纸中的尺寸标注
一文看懂机械图纸中的尺寸标注Last revision on 21 December 2020出入加工现场,各种繁杂的加工工序图纸,你是否都看得懂为客户设计加工方案,有木有因为尺寸的标注产生疑问这次给大家带来不一样的经典——机械设计中尺寸标注类知识!再也不用担心看不懂图纸啦!1、常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角2、零件上的机械加工结构退刀槽和砂轮越程槽在零件切削加工时,为了便于退出刀具及保证装配时相关零件的接触面靠紧,在被加工表面台阶处应预先加工出退刀槽或砂轮越程槽。
车削外圆时的退刀槽,其尺寸一般可按"槽宽×直径"或"槽宽×槽深"方式标注。
磨削外圆或磨削外圆和端面时的砂轮越程槽。
钻孔结构用钻头钻出的盲孔,在底部有一个120°的锥角,钻孔深度指的是圆柱部分的深度,不包括锥坑。
在阶梯形钻孔的过渡处,也存在锥角120°圆台,其画法及尺寸注法。
用钻头钻孔时,要求钻头轴线尽量垂直于被钻孔的端面,以保证钻孔准确和避免钻头折断。
三种钻孔端面的正确结构。
凸台和凹坑零件上与其他零件的接触面,一般都要加工。
为了减少加工面积,并保证零件表面之间有良好的接触,常常在铸件上设计出凸台,凹坑。
螺栓连接的支撑面凸台或支撑面凹坑的形式;为了减少加工面积,而做成凹槽结构。
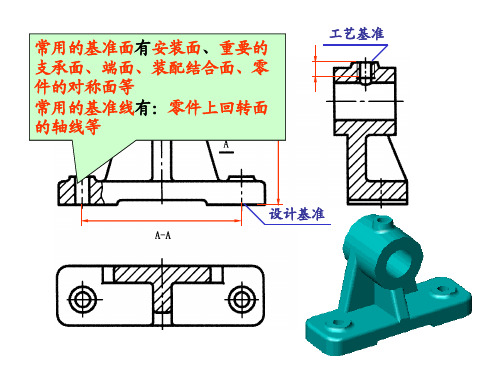
3、常见零件结构轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
工程图样的技术要求及标注

提高经济效率。
3.Why Tolerance and matching must be established in partmanufacturing?
是保证零件具有互换性的必要条件。在零件的生产过程中,由于 机床的精度、刀具磨损、测量误差、技术水平等因素的影响,会使 得同一工人加工的同一规格、同一批零件的尺寸存在误差,而要保 证零件的互换性,就必须控制这种误差,也就是说,要在零件图上 给某些重要的尺寸给予一个允许的变动范围,就能保证加工后的零 件具有互换性。这种允许尺寸的变. 动范围被称为“尺寸公差”13。
为基数来确定。 最大极限尺寸:两个界限尺寸中较大的一个值; 最小极限尺寸:两个界限尺寸中较小的一个值。
当零件的实际尺寸在两个极限尺寸之间时,即为合格。
.
14
④尺寸偏差(dimensional variation)(偏差):
指某一尺寸减去基本尺寸所得的代数差。 上偏差:最大极限尺寸减去基本尺寸所得的代数差; 下偏差:最小极限尺寸减去基本尺寸所得的代数差; 极限偏差:上偏差、下偏差的统称。
4.Nomenclature and Definition about tolerance and matching 公差的术语与定义(GB/T1800.1-1997)
①基本尺寸(base sizes): 设计时确定的尺寸。
②实际尺寸(real sizes): 零件加工后,测量所得的尺寸。
③极限尺寸(limiting sizes): 允许零件实际尺寸变动的两个界限值,它以基本尺寸
差,即对其形状和位置误差加以限制,给出经济、合理的误差允许
机械设计图纸标注知识 工程制图标注 标注方法、方式
机械图纸标注知识1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
/http_imgload.cgi?/rurl4_b=7fd9c7b35aec9232f3e4b36e 3754afdb2d637deed0769b9309ac9a5bc33c6bd1fbb051437146ecf872caf7e2717d356f 5fe67159143febd44e1259e01c74e63f9fe77d87a4d6ee117500116e8aa68dc114454db2 &a=53&b=48如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
/http_imgload.cgi?/rurl4_b=7fd9c7b35aec9232f3e4b36e 3754afdb80781762923e5751ec34a37e1527c51caeedb8eb0621284236f8b6b1783f01f 1f857abfb2b3348d81f2ace173955dc36e9081fc7fde6be49ef4dd2ffef86729750072529 &a=56&b=55在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
机械加工图纸标注法以及常见问题和要求

Copyright 2004-2011 Aspose Pty Ltd.
正确
加工面和非加工面有多个尺 寸相联系是不合理的。
2、零件图示例 例1:书P229 例2:见下图
3.2 40 7 1.6
R1.5
其余 25 1.6 1×45º
1×45º
Evaluation only. 15
ted with Asp55ose.Slid23es for .NET 233.5 Clien2t0Profile 5.2
0
32
Copyright 2004-210941-10.3 Aspose95Pty Ltd.
3、生技图纸审核要求
5 、图线(GB/T17450-1998)
图线分粗、细两种,细线宽度约为d/2。图 线宽度的推荐系列为:0.18,0.25,0.5,0.35,
0.5,0.7,1,E1.v4a,lu2amtmi。on only. ted with Aspose.Slides for .NET 3.5 Client Profile 5.2
三、尺寸的组成(重点)
标注尺寸应包括尺寸界线、尺寸线、尺寸线的终端形式和尺寸数字。
1、尺寸界线:表示尺寸的度量范围。 (1)线型:用细实线绘制, (2)表示方法:由图形的轮廓线、轴线或对称中心线处引出,也可直接利
用它们作尺寸界线。Evaluation only.
ted w2i、th尺A寸s线p:o表s示e尺.S寸li的d度e量s 方fo向r。.NET 3.5 Client Profile 5.2 (1)C线o型p:y用r细ig实h线t单2独0画0出4。-2011 Aspose Pty Ltd.
Copyright 2004-2011 Aspose Pty Ltd.
机械加工图纸标注法以及常见问题和要求
SR
埋头孔
厚度
t
均布
正方形
□
弧长
符号或缩写词
C
∨
EQS
⌒
2、尺寸组成
一个完整的尺寸标注应包括四个要素: 尺寸界线、尺寸线、尺寸线终端和尺寸数字。
1)尺寸界线
尺寸界线用来表示所注尺寸的范围。尺寸界线用细实线绘 制,并应由图形的轮廓线、轴线或对称中心线处引出。也 可利用轮廓线、轴线或对称中心线作尺寸界线。
见图1-1。
图 1-1 图线注意事项
基本图线的应用
1、尺寸标注的基本规则
1) 机件的真实大小应以图样上所注的尺寸数值为依据,与图 形的大小及绘图的准确度无关。
2) 图样中(包括技术要求和其它说明)的尺寸,以毫米为单 位时,不需要标注计量单位的代号和名称,如采用其它单位, 则必须注明相应的计量单位的代号或名称,如45度30分应写 成45°30′。
2、尺寸标注时,主要考查对尺寸终端形式(箭头)的标注和尺寸数字的标 注,例如:
六、零件图的内容
1、零件图的内容和作用
一张完整的零件图由图形、完整的尺寸、技术要求和标题栏组成。 1)零件图中需要用一组视图来表达零件的内、外结构形状; 2)正确、完整、清晰、合理地标注出能满足制造、检验、装配所
需要的所有尺寸; 3)说明零件在加工、检验、装配、调试过程中所需的要求; 4)零件标题栏中的内容包括:零件名称、材料、数量、比例、图
在同一图样中同类图线的宽度应基本一致,虚 线、细点划线及双点划线的线段长度和间隔应各 自大致相等。粗线的宽度d应按照图的大小和复 杂程度,在0.5~2mm之间选择,细线的宽度约 为d/2。
注意事项
(1) 同一图样上,同类图线宽度应一致。 (2) 图线与图线相交时,应该是画线相交。只 有当细虚线处于粗实线的延长线上时,为表明 可见与不可见轮廓的界线,应留出间隙。若各 种图线重合,应按粗实线、点划线、虚线的先 后顺序选用线型。 (3) 画圆时,中心线超出轮廓线3~5mm。当 圆太小时,可用细实线代替点画线。
机械制图尺寸标注详解(图)

⑴ 一般应注在尺寸线的上方,也可注在尺 寸线的中断处。 水平方向字头向上,垂直方向字头向左。
89
89
89
30° 16
16
10
16
16
⑵ 线性尺寸数字的方向,一般应按上图所示
方向注写,并尽可能避免在图示30°范围 内标注尺寸,无法避免时应引出标注。
⑶ 尺寸数字不可被任 何图线所通过,否 则必须将该图线断 开。
A
A
A
A
A
A
A
R
R 4×
4×
好!
不好!
4、内形尺寸与外形尺寸最好分别注在视 图的两侧。
好!
不好!
5、尺寸应尽可能标注在反映基本形体形状特征较明显、位置特 征较清楚的视图上
★ 考虑测量的方便与可能
不容易测量
容易测量
不容易测量
容易测量
A L
B
A L
BB L
CB L
C
★ 关联零件间的尺寸应协调
⒊ 图中所注尺寸为零件完工后的尺寸。
⒋ 每个尺寸一般只标注一次,并应标注在 最能清晰地反映该结构特征的视图上。
⒌ 尺寸配置合理 ⑴ 功能尺寸应直接注出。 ⑵ 同一要素的尺寸应尽可能集中标注。 如孔的直径和深度、槽的深度和宽度等。 ⑶ 尽量避免在不可见的轮廓线上标注尺寸。
零件图的尺寸标注
一、尺寸基准的选择 尺寸基准一般选择零件上较大的加工面、两零件的
结构类型
通孔 螺 纹 不通孔 孔
不通孔
普通注法
3 M63-7HM6-7H
3 M6-7H
3 M6
10
10
12
旁注法
说明
3 M63-7HM6-7H 3 M63-7HM6-7H3×M6-7H 表 示 3 个 公 称直径为6,螺纹中径、 顶径公差带为7H的螺 孔。
机械图样中的技术要求
机械图样中的技术要求1. 简介机械图样是机械设计师用来传达设计意图的重要工具。
在机械图样中,技术要求扮演着关键的角色,它们具体说明了设计的要求和规范。
本文将介绍机械图样中常见的技术要求及其作用。
2. 尺寸要求在机械图样中,尺寸要求是非常重要的。
它们定义了零件的几何尺寸,包括长度、宽度、高度等。
尺寸要求旨在确保零件能够正确地装配和运行。
常见的尺寸要求包括直径、直线距离和角度等。
为了便于理解和表达,机械图样通常使用标准单位进行尺寸测量,例如毫米或英寸。
公差要求是机械图样中另一个重要的技术要求。
公差定义了零件尺寸的偏差范围,即允许的变动范围。
公差能够确保零件在装配时具有合适的间隙或配合,并保证产品的质量和性能。
常见的公差包括线性公差、角度公差和形状公差等。
机械图样中一般使用国际标准公差制度(ISO)或美国标准公差制度(ANSI)来规定公差。
4. 表面质量要求表面质量要求也是机械图样中的重要技术要求之一。
表面质量要求规定了零件表面的粗糙度、平整度和形状等要求。
表面质量直接影响零件的使用寿命和性能。
通常使用不同等级的表面质量符号来表示表面粗糙度,例如Ra、Rz等。
在机械图样中,还可以使用剖面图、曲面等来描述和说明表面形状要求。
标注要求是机械图样中用来标记和说明零件的关键特征和属性的技术要求。
标注要求能够帮助读者正确理解和解读机械图样。
常见的标注要求包括尺寸标注、公差标注和表面质量标注等。
标注要求的准确性和清晰度对于确保正确的生产和装配至关重要。
6. 材料要求机械图样中的材料要求指定了零件的材料及其特性。
材料要求旨在确保零件满足设计要求和性能。
常见的材料要求包括材料名称、牌号、硬度要求和化学成分等。
机械图样中还可以使用特定的符号和标识来表示特殊材料要求或处理方法。
7. 装配要求在机械图样中,装配要求描述了零件之间的关系和装配顺序。
装配要求对于确保产品的正确安装和运行至关重要。
装配要求可以使用剖面图、装配图和引线等来说明。
机械制图尺寸标注方法(PPT48页)

图例
说明
对其中使用最多的一种代(符) 号可以统一标注在图样的右上角, 并加注“其余”两字,且应是其他 代(符)号的1.4倍。
当地方狭小或不便标注时,代 号可引出标注。
对不连续的同一表面,可用细 线相连,其表面粗糙度代(符)号 可只标注一次。
图例
说明
螺纹的注法。 齿轮轮齿的注法。
花键的注法。
二、符号及其标注
机械图样上技术要求的标注
第一节 表面粗糙度 第二节 极限与配合的基本概念及标注 第三节 形位公差简介 第四节 材料的热处理及表面处理简介
机械图样上技术要求的标注
目的要求: 1、本章学习表面粗糙度、尺寸公差
与配合在图样上的标注方法。 2、要求能够掌握表面粗糙度、尺寸
极限与配合的概念;正确理解相关符号、 参数的含义;并根据提出的技术要求正 确的标注在工程图样上。
1.公差的有关术语和定义 尺寸公差:为了保证互换性,必须将零件尺寸的加工 误差限制在一定的范围内,规定出尺寸的变动量,这 种允许的尺寸变动量称为尺寸公差。
回首页
一、基本概念
1) 基本尺寸——零件设计时,根据性能和工艺要求,通 过必要的计算和实验确定的尺寸。 2) 实际尺寸——实际测量获得的尺寸 。 3) 极限尺寸——允许的零件实际尺寸变化的两个极限值。
标注示例(左图有错误)
回本节 回首页
3、表面粗糙度的选用
表面粗糙度是保证零件表面质量的技术要 求,它的等级是根据零件表面功能和加工的经 济性合理地确定的,选用时采用类比法。
下表为公差等级、基本尺寸、和表面粗糙 度Ra对照表,可供选用时参考。
公差等级与Ra数值对照表
公差 等级
基本尺寸
Ra 公差 (μm) 等级
机械制图尺寸标注技巧PPT精选全文完整版

一、尺寸概述
2、尺寸标注的基本规则
箭头
尺寸数据
尺寸线 尺寸界线
间距>7mm 尺寸界线超出箭头约2mm
一、尺寸概述
2、尺寸标注的基本规则
尺寸数字一般注在尺寸线的上方或中断处。
一、尺寸概述
2、尺寸标注的基本规则
当尺寸在图示打网线的300时可采用右边几种形式标注, 同一张图样中标注样式要统一。
一、尺寸概述
一、尺寸概述
2、尺寸标注的基本规则
角度的尺寸界线必须沿径向引出。 角度的数字一律水平填写。 角度的数字应写在尺寸线的中断处,必要时允许写在外面, 或引出标注。
二、尺寸标注方法
1、基本方法-----形体分析
将组合体分解为若干个基本体和简单体,在形体分 析的基础上标注三类尺寸。
定形尺寸:确定各基本体形状和大小的尺寸。
2、尺寸标注的基本规则 3、相互平行的尺寸,应按大小顺序排列,小尺寸在内,大尺寸在外。
2、尺寸标注的基本规则 当不可避免时,必须把图线断开。
数字不可被任何图线所通过。当不可避免时,必须把图线 尺寸标注不全、不准确、不清晰的图纸,是废纸,它对制图来说完全没有价值。
标注直径尺寸时,应在尺寸数字前加注直径符号“¢”,标注半径时,加注半径符号“R”
二、尺寸标注方法
14
30
30
(28.5)
20
20
25
10
10
14 S25
30
30
25
25
二、尺寸标注方法
1、基本方法-----形体分析 定位尺寸:确定各基本体之间相对位置的尺寸要标 注定位尺寸,必须先选定尺寸基准。零件有长、宽、 高三个方向的尺寸,每个方向至少要有一个基准。 通常以零件的底面、端面、对称面和轴线作为基准。
机械制图课件:16-1 机械图样上的技术要求_零件的表面结构

一、表面结构的基本概念
2.波纹度轮廓
表面轮廓中不平度的间距比粗糙度轮廓大得多的那部分。 表面轮廓中间距较大的、随机的或接近周期形式的成分构 成的表面不平度称为表面波纹度。 一般是工件表面加工时由意外因素引起的。
§16-1 零件的表面结构
一、表面结构的基本概念
3.原始轮廓
§16-1 零件的表面结构
四、表面结构在图样上的标注方法
表面结构要求对每一表面一般只注一次。 除非另有说明,所标注的表面结构要求是对完工零件 表面的要求。 (1)表面结构要求的注写和读取方向应与尺寸的注写 和读取方向一致。
§16-1 零件的表面结构
四、表面结构在图样上的标注方法
(2)表面结构要求可标注在轮廓线上,其符号应从材 料外指向材料内,并接触表面。必要时,表面结构也可 用带箭头或黑点的指引线引出标注。
§16-1 零件的表面结构
本节结束
§16-1 零件的表面结构
不同的轮廓特征,需要不同的参数进行度量、表征。 重点学习评定粗糙度轮廓的参数:Ra、Rz
§16-1 零件的表面结构
§16-1 零件的表面结构
一、表面结构的基本概念 二、表面结构的参数(Ra、Rz) 三、表面结构的图形符号 四、表面结构在图样上的标注方法
§16-1 零件的表面结构
二、表面结构的参数
P
纹理无方向或
凸起细粒状
§16-1 零件的表面结构
三、表面结构的图形符号
3.表面结构参数Ra、Rz的标注
c a b ed
可见:Ra、Rz要注写在完整符号的a、b位置处。
1)参数代号和数值之间应留空格。Ra 3.2
2)(只有a行有参数)即单向极限:格式如右图 U或L Ra或Rz “U”表示上限值, “L”表示下限值,其中默认是“U”,可省略
机械制图画图尺寸标注方法和技巧教程
机械设计尺寸标注教程1.轴套类零件这类零件一般有轴、衬套等零件在视图表达时只要画出一个基本视图再加上适当的断面图和尺寸标注就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图轴线一般按水平放置进行投影最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时常以它的轴线作为径向尺寸 肌S纱俗⒊鐾贾兴 镜魔?4 、Ф11见A-A断面等。
这样就把设计上的要求和加工时的工艺基准轴类零件在车床上加工时两端用顶针顶住轴的中心孔统一起来了。
而长度方向的基准常选用重要的端面、接触面轴肩或加工面等。
2. 3.如图中所示的表面粗糙度为Ra6.3的右轴肩被选为长度方向的主要尺寸基准由此注出13、28、1.5和26.5等尺寸再以右轴端为长度方向的辅助基从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状一般有端盖、阀盖、齿轮等零件它们的主要结构大体上有回转体通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时一般选择过对称面或回转轴线的剖视图作主视图同时还需增加适当的其它视图如左视图、右视图或俯视图把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时通常选用通过轴孔的轴线作为径向尺寸基准长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变在选择主视图时主要考虑工作位置和形状特征。
对其它视图的选择常常需要两个或两个以上的基本视图并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说右视图是没有必要的而对于T字形肋采用剖面比较合适。
在标注叉架类零件的尺寸时通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说这类零件的形状、结构比前面三类零件复杂而且加工位置的变化更多。
机械加工图纸标注法讲解

二、零件表达方案的选择
为了把零件内、外结构和形状正确、完整、清晰地表达出来, 又能使读图方便、绘图简便,必须通过读零件的了解,认真考虑 主视图的选择和其它视图的数量、画法,并且对零件表达的合理 程度会随着工作经验的积累而逐步提高。
1、主视图的选择
主视图是零件表达方案的核心,它选择是否恰当将直接影响 读图和绘图是否方便,一般从下面两方面考虑: 1)主视图中零件的投影方向——形状特征原则; 2)主视图中零件的摆放位置——加工位置原则、工作位置原 则、自然位置原则。
主要基准最好与设计基准和工艺基准都重合,设计基准和 工艺基准重合这一原则称为“基准重合原则”。当设计基准 和工艺基准不重合时,则主要考虑设计基准,即主要基准应 与设计基准重合。
三、尺寸的配置形式(坐标式、链式、综合式)
1、坐标式(同一基准)
所有尺寸从同一基准注起,优点是任一尺寸的加工误 差不会影响其它尺寸的加工精度。
∨
EQS
⌒
尺寸界线用来表示所注尺寸的范围。尺寸界线用细实线绘 制,并应由图形的轮廓线、轴线或对称中心线处引出。也 可利用轮廓线、轴线或对称中心线作尺寸界线。
尺寸线用来表示尺寸度量的方向。尺寸线必须用细实线绘在 两尺寸界线之间,不能用其它图线代替,不得与其它图线重 合或画在其延长线上。
尺寸数字不可被任何图线所通过,当无法避 免时,必须将该图线断开。
名称,如采用其他单位,则必须注明相应的计量单位的代号或名 称。 • (3) 物体的每一尺寸,在图样中一般只标注一次,并应标注在反 映该结构最清晰的图形上。 • (4) 图样中所注尺寸是该物体最后完工时的尺寸,否则应另加说 明。
三、尺寸的组成(重点)
标注尺寸应包括尺寸界线、尺寸线、尺寸线的终端形式和尺寸数字。
机械制图工程图技术要求全

机械图纸-技术要求汇总一般技术要求1. 零件去除氧化皮。
2. 零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3. 去除毛刺飞边。
热处理要求1. 经调质处理,HRC50~55。
2. 零件进行高频淬火,350~370℃回火,HRC40~45。
3. 渗碳深度0.3mm。
4. 进行高温时效处理。
公差要求1. 未注形状公差应符合GB1184-80的要求。
2. 未注长度尺寸允许偏差±0.5mm。
3. 铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角1. 未注圆角半径R5。
2. 未注倒角均为2×45°。
3. 锐角/尖角/锐边倒钝。
装配要求1. 各密封件装配前必须浸透油。
2. 装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
3. 齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
4. 装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
5. 进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
6. 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7. 装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
8. 装配过程中零件不允许磕、碰、划伤和锈蚀。
9. 螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10. 规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
11. 同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
12. 圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
机械工程制图零件图尺寸标注讲解学习
耐磨性
接触刚度
Y
密封性
抗疲劳强度 OX为基准线
X
o
L
2.表面粗糙度的评定参数
表面粗糙度的三个评定参数:
是指在取样长度L 内轮廓偏距绝对值
的算术平均值。
Ra:轮廓偏距绝对值的算术平均值
RZ:微观不平度十点高度 RY:轮廓最大高度
L
Ra L1 0 Y(X)dX
微观不平度十点高度Rz
×6.3 3×.2
6.3 3.2
1.6
3.2
★ 符号的尖端必须
从材料外指向被标注 的表面。
二.极限与配合(GB/T 1800、GB/T 1801)
1. 零件的互换性 装配或修配机器时,在相同零件中不经挑选或修
配就能装配或换上,并能保持原有功能的性质,称 为互换性。
2. 尺寸公差 制造零件时,为了控制加工误差,或者为了使零
大,应考虑测量方便。
不便于测量
便于测量
二、标注尺寸注意事项
5.应考虑测量方便
二、标注尺寸注意事项
5.应考虑测量方便
二、标注尺寸注意事项
5.应考虑测量方便
二、标注尺寸注意事项
6.同一个方向只能有一个非加工面与加工面联系
A:加工面
B、C、D:非加工面
C
C
D B
D B
A 合理
A 不合理
7.零件中的标准结构应按规定标注
标准公差(IT)
国家标准将标准公差分为20级(见附录表):IT01, IT0,IT1,…,IT18。01级最高,公差值最小;18级最低, 公差值最大。01级、0级常用于非常精密机器制造中,如航 空航天。1级-4级常用于测量仪器。5级-11级在零件图中 必须注出;12级-18级在零件图上不必注出,属未注公差段。
(完整版)机械图纸技术要求汇总
图纸技术要求汇总1.范围本规范规定了医疗产品机械零件设计图纸的技术要求编写和使用规范。
2.图纸技术要求的编制要求2.1图纸技术要求编制的一般内容:➢几何精度:尺寸精度,表面结构、形位公差、结构要素;➢加工、装配和工艺要求:是指为保证产品质量而提出的工艺要求;➢理化参数:是指对材料的成分、组织和性能方面的要求;➢产品性能及检测要求:是指使用及调试方面的要求;➢其他要求;2.2机械图样的技术要求编制的内容:➢对材料、毛坯、热处理的要求(如电磁参数、化学成分、湿度、硬度要求等);➢视图中难以表达的尺寸公差、形状和表面粗糙度等;➢对有关结构要素的统一要求(如圆角、倒角、尺寸等);➢对零部件表面质量的要求(如涂层、镀层等);➢对间隙、过盈及个别结构要素的特殊要求;➢对校准、调整及密封的要求;➢对产品零部件的性能和质量的要求(如噪声、耐振性、动平衡、制动及安全等);➢试验条件和方法;图纸技术要求汇总 (1)2. 图纸技术要求的编制要求 (2)2.1图纸技术要求编制的一般内容: (2)2.2机械图样的技术要求编制的内容: (2)零件技术要求: (5)第一部分:通用要求 (5)第二部分:模具零件要求 (5)第三部分:外观要求 (7)第四部分:各类型零件具体要求 (7)第五部分:其他要求 (8)各类零件具体要求: (8)塑料件: (8)压铸件: (9)钣金件 (11)橡胶件 (12)机械加工件 (12)其他特殊件: (13)标签: (13)弹簧: (14)螺纹紧固件: (15)电路板: (15)装配件技术要求: (16)第六部分:包装,标贴, (18)产品包装箱(瓦楞牛皮纸箱)图纸技术要求 (18)产品铭牌图纸技术要求 (19)商标图纸技术要求 (19)标贴件(如各类标贴、招贴、免检标志、名牌标志、整机出厂清单等)图纸技术要求 (20)标贴件(PC材料)(如各类标贴、铭牌等)图纸技术要求 (20)包装衬垫(老名称:珍珠棉包装垫)图纸技术要求(单一珍珠棉材料,且仅用于包装用途) (21)(产品)包装底盘(纸)、空白纸箱图纸技术要求 (21)多材料组合式包装零件图纸技术要求 (22)海绵件(含聚氨酯(PU)海绵件、聚乙烯(PE)海绵、橡胶(EPDM)海绵件、乙烯-醋酸乙烯共聚体橡胶(EVA橡胶)海绵件)图纸技术要求.. 22本文档适用于常州博恩中鼎医疗科技有限公司机械图纸的技术要求,请根据实际情况选择相关条目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
解释代号含义:
基本尺寸为 Ǿ30mm,基孔制配合,配合性质为间隙配合。
孔的公差等级为7级,轴的基本偏差为f,公差 等级为8级。
华厦职业学院孟颖制作
回本节 回首页
七、在工程图样上的标注 (GB4458.5-84)
1、 在零件图上的标注:
2、 在节 回首页
本讲结束
华厦职业学院孟颖制作
回本节 回首页
三、公差带图
华厦职业学院孟颖制作
基本偏差系列图
回本节 回首页
四、标准公差与基本偏 差
1、 标准公在配合性质不变的情况下,其公差 值可以不同。 例如:
其公差值分为 13微米、21微米、33微米。其变动范围 愈大,愈易加工,其精度愈低。国家标准把每一个尺寸分 为20个等级,从IT01、IT02、IT03……IT18,把它们叫做标 准公差。 (具体见标准公差值表GB/T1800.3-98)。
华厦职业学院孟颖制作
回本节 回首页
二、配合
(2)过盈配合
华厦职业学院孟颖制作
回本节 回首页
二、配合
(3)过渡配合
最大极限尺寸
华厦职业学院孟颖制作
回本节 回首页
三、公差带图
为了把配合后的间隙、过盈量的大小直观的 表现出来,通常用公差带图表示。
每一个尺寸都有28种松紧不同的配合,分别用a、 b、c、d、…….zc ,(A-Zc) 其中,a-h (A-H)为间隙配合;j-n (J- N)为过渡配合;p-zc (P-Zc)为过盈配合,构 成基本偏差系列图。
标注示例
华厦职业学院孟颖制作
回本节 回首页
第二节
极限与配合的基本概念及标注 GB/T1800.1-1997
一、基本概念
零件的互换性:当装配一台机器或部件时,只 要在一批相同规格的零件中任取一件装配到机器或 部件上,不需修配加工就能满足性能要求 。
1.公差的有关术语和定义
华厦职业学院孟颖制作
回首页
一、基本概念
1) 基本尺寸——零件设计时,根据性能和工艺要求,通 过必要的计算和实验确定的尺寸。
2) 实际尺寸——实际测量获得的尺寸 。 3) 极限尺寸——允许的零件实际尺寸变化的两个极限值。 两个极限值中,大的一个称最大极限尺寸,小的一个 称最小极限尺寸。
4) 尺寸偏差 ( 简称偏差 )— 某一尺寸 ( 实际尺寸、极限尺 寸等等)减去基本尺寸所得的代数差。 最大极限尺寸-基本尺寸=上偏差 最小极限尺寸-基本尺寸=下偏差 5) 尺寸公差(简称公差)—--允许尺寸的变动量。 尺寸公差=最大极限尺寸-最小极限尺寸
华厦职业学院孟颖制作
一、基本概念 示例:
基本尺寸-Ø30 上偏差:-0.020 下偏差:-0.033 最大极限尺寸Dmax=29.080
最小极限尺寸Dmin=29.967
公差=0.013
华厦职业学院孟颖制作
回首页
二、配合
定义:基本尺寸相同的孔与轴装配在一块儿,叫做 配合。根据配合性质的不同,分为间隙配合、过盈配 合以及过渡配合。 1 、间隙配合
1.6
例: 表示用去除材料的加工方法获得的表面,Ra的上限值是1.6微米
华厦职业学院孟颖制作
回本节 回首页
二、符号及其标注
2、标注
(1)尖角的方向-指向被加工面(接触) (2)符号的位置-在被加工表面、尺寸界线、引出线上 (3)数字的书写方向-同尺寸标注的数字
华厦职业学院孟颖制作
回本节 回首页
二、符号及其标注
华厦职业学院孟颖制作
回本节 回首页
四、标准公差与基本偏 差
2、基本偏差
因每一个尺寸偏差公差带的位置不同,其配合性质则不 同,把靠近零线的偏差,叫做基本偏差,由基本偏差加上标 准公差,才能够把尺寸的上下偏差值确定下来,如图所示。
华厦职业学院孟颖制作
回本节 回首页
四、标准公差与基本偏 差
从上图看出,基本偏差确定公差带的位置,标准公差确 定公差值的大小。 (通过具体查表说明:当直径为30时,标准公差为13微 米,其标准公差等级为 IT6 、标准公差为 21 微米,其标准公 差等级为IT7,标准公差为33微米,其标准公差等级为IT8。 结论:每一个尺寸公差都是由基本偏差、标准公差两 部分组成。
华厦职业学院孟颖制作
回首页
第一节 表面粗糙度(GB/T131-93)
一、 概念
在放大镜下,可以观察 出高低不平的峰谷,这 种微观几何形状的特征 教表面粗糙度
1、形成:加工时,刀具与机件表面摩擦(挤压)
而形成。表面粗糙度并与机床的精度、加工方法有关。
2、 粗糙度对工件的影响:
<1> 使用寿命。<2>动力的消耗。<3>抗腐蚀性。 所以,表面粗糙度是评定质量的重要技术指标。
机械图样上技术要求的标注
第一节 表面粗糙度 第二节 极限与配合的基本概念 及标注
华厦职业学院孟颖制作
机械图样上技术要求的标注
目的要求: 1、本章学习表面粗糙度、尺寸公差 与配合在图样上的标注方法。 2、要求能够掌握表面粗糙度、尺寸 极限与配合的概念;正确理解相关符号、 参数的含义;并根据提出的技术要求正 确的标注在工程图样上。
华厦职业学院孟颖制作
回首页
一、 概念 3、评定指标
Ra—轮廓算术平均偏差值。
注:Ra为常用测量方法。
华厦职业学院孟颖制作
Ry、Rz可以作简单介绍。 回本节 回首页
二、符号及其标注
1、符号
用于表示去除材料的加工方 法获得的表面 用于表示不去除材料的加工 方法获得的表面 用于表示所有表面具有相 同的表面粗糙度
华厦职业学院孟颖制作
回本节 回首页
五、基准制 (GB1180—79)
5 国标对配合规定了两种基准制。基轴制、基孔制
(1)基孔制
华厦职业学院孟颖制作
回本节 回首页
五、基准制 (GB1180—79)
(2)基轴制
华厦职业学院孟颖制作
回本节 回首页
六、配合代号的书写格式及含义
配合代号用孔、轴公差带代号组成的分式表示,分子 表示孔的公差带代号,分母表示轴的公差带代号。
回本讲
华厦职业学院孟颖制作