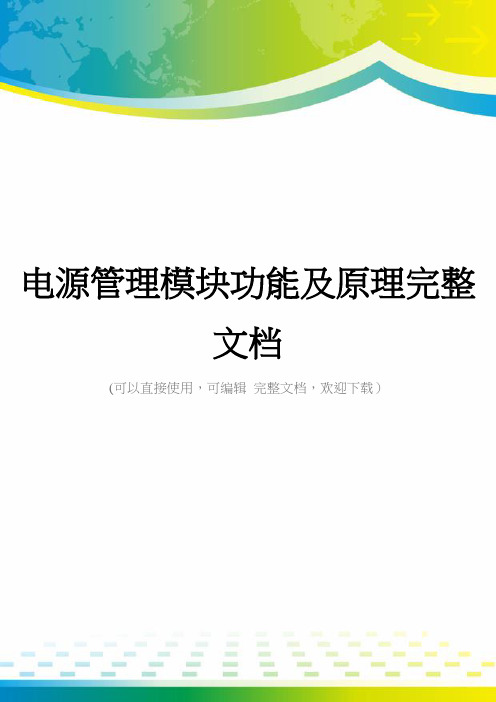
模块电源产品生产工艺流程图
电源产品制造工艺流程图(1).
电池生产工艺流程图
电池原材料的进料检验及电芯配对(*容量配对提
前,内阻、电压配对生产中进行
生产前首件组装确认(*生产计划
执行前隔天安排确认
五金装配及接触校验工艺(*五
金检查确认要用插规又名片规
电芯整理与绝缘工艺(*多组电芯
组合一定要注意重叠工艺及绝缘
点焊工艺(*1A
以上原则上点焊四
个焊点
五金焊接工艺镍片焊接工艺
PCB板、电芯与壳具配套组装
合盖(*注意壳具
外观不变形不错位及配套方向
未超声半成品功能测试(*电池电
性参数的确认检查
超合(超声波焊接
ultrasonic超合后半 Nhomakorabea品测试*成品电池的老化抽检试验(*充
放电功能的老化测试
*标刻出厂追踪码
贴电池标贴或丝印标签内容
电池表面清洁
(*注意作业操作
防护
入保洁胶袋
入防护盒或减震
泡袋
入纸盒(*选用
与电池外型合适规
格的纸盒
装箱(*外贴箱
唛,标识数量、重
量、型号
QA出厂检验(含客户验货
超合(*超声波塑焊焊接产品入仓出货
LR6、LR03电池制造运作流程图
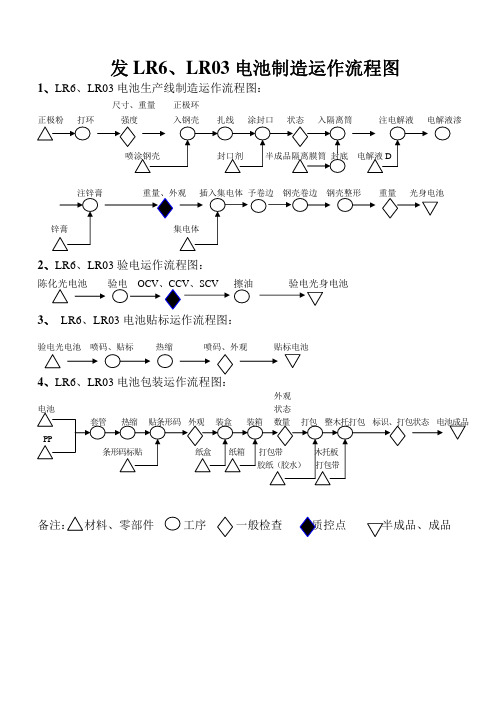
2、LR6、LR03 验电运作流程图:
陈化光电池 验电 OCV、CCV、SCV 擦油 验电光身电池
3、 LR6、LR03 电池贴标运作流程图:
验电光电池 喷码、贴标 热缩 喷码、外观 贴标电池
4、LR6、LR03 电池包装运作流程图:
电池 套管 PP 条形码标贴 纸盒 纸箱 打包带 木托板 胶纸(胶水) 打包带 热缩 贴条形码 外观 装盒 装箱 外观 状态 数量 打包 整木托打包 标识、打包状态 电池成品备注:来自材料、零部件工序
一般检查
质控点
半成品、成品
发 LR6、LR03 电池制造运作流程图
1、LR6、LR03 电池生产线制造运作流程图:
尺寸、重量 正极粉 打环 强度 正极环 入钢壳 扎线 涂封口 状态 入隔离筒 注电解液 电解液渗
喷涂钢壳
封口剂
半成品隔离膜筒 封底
电解液 D
注锌膏
重量、外观
插入集电体 予卷边
钢壳卷边 钢壳整形
重量
光身电池
锌膏
集电体
电源板通用流程图
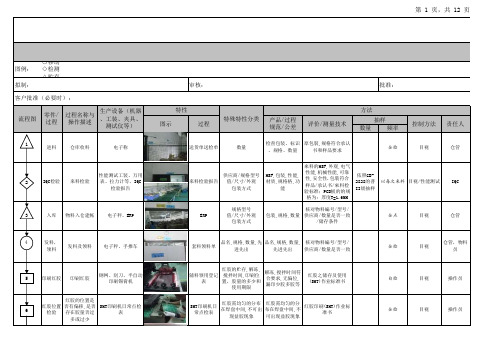
图例:○移动 ◇检测 △贮存 □制造 ◎关联活动拟制:审核:批准:数量频率进料仓库收料电子称送货单送检单数量检查包装、标识、规格、数量原包裝,规格符合承认书和样品要求全检目视仓管IQC检验来料检验性能测试工装、万用表、拉力计等、IQC检验报告来料检验报告供应商/规格型号值/尺寸/外观包装方式HSF,包装,性能,材质,规格格,功能來料的HSF,外观,电气性能,机械性能,可靠性,安全性.包裝符合样品/承认书/來料检验标准;PCB板的的规格为:厚度T=1.6MM 依照GB-2828的普II 级抽样以每次来料目视/性能测试IQC入库物料入仓建帐电子秤、ERP ERP规格型号值/尺寸/外观包装方式包装,规格,数量核对物料編号/型号/供应商/数量是否一致/储存条件全点目视仓管发料,领料发料及领料电子秤、手推车套料领料单品名,规格,数量,先进先出品名,规格,数量,先进先出核对物料編号/型号/供应商/数量是否一致全检目视仓管,物料员印刷红胶印刷红胶钢网、刮刀、半自动印刷锡膏机辅料领用登记表红胶的贮存,解冻,搅拌时间,印刷位置,胶量的多少和使用期限解冻,搅拌时间符合要求,无偏位,漏印少胶多胶等红胶之储存及使用(SMT)作业标准书自检目视操作员红胶位置检验红胶的位置是否有偏移,是否存在胶量否过多或过少SMT印刷机日常点检表SMT印刷机日常点检表红胶需均匀的分布在焊盘中间,不可出现益胶现象红胶需均匀的分布在焊盘中间,不可出现益胶现象红胶印刷(SMT)作业标准书全检目视操作员过程流程图零件/过程过程名称与操作描述生产设备(机器、工装、夹具、测试仪等)特性客户批准(必要时):方法责任人产品/过程规范/公差评价/测量技术特殊特性分类控制方法抽样图示125634下载对应机型程序烧录器、电脑、有线静电环芯片型号1.下载烧录器上写上下载时码2.核对下载校验码与ERP系统码;芯片烧录作业指导书每次烧录前目视芯片烧录员程序选项对应机型号工装、SOP、有线静电环首件确认表下载程序/功能确认烧录首片做首件功能确认芯片烧录作业指导书每次烧录前目视芯片烧录员领料时数量核对目视、有线静电环领料单芯片型号/数量1. 领料时实物必须与领料单相符;2. 如实记录不良品数并在结批时交物 料员退换;核对芯片型号/数量是否一致订单批烧录前与烧录结束目视芯片烧录员上料检验上料是否正确SMT换、上料记录表/BOM表SMT换料记录表/BOM表物料规格/站位表规格符合BOM要求/站位表位置正确/每次换料须复检上料(SMT)作业标准书全检目视上料员/班长/IPQCSMT贴片贴装出符合要求的PCBA自动贴片机无漏,错,反贴元器件,位置居中物料标识清楚无漏,错,反贴元器件,位置居中物料标识清楚元件规格符合BOM,ECN或样板的要求全检目视技术员/操作员炉前外观检查贴裝元件是否符合要求目视、镊子、PQC外观检查表SMT炉前检正记录表元件的贴裝方向,正负,规格,错、漏元件、偏位元件不可有漏贴,贴错,贴反,偏移,贴错等不良现象炉前定位(SMT)作业标准书全检目视操作員过回流炉使电子元器件牢固、可靠在PCB板上回流炉、温度参数记录表炉温曲線图,SMT回流炉温度设定值记录表各个区的温度;传送带链速各区温度符合产品工艺要求设备操作指南,炉温曲线图,回流固化(SMT)作业标准书,炉温设定參照表,设备保养制度表每日生产前点检炉温/停机后再起动需点检炉温测量技术员/操作员/IPQC过炉后外观检查检查SMT后电子元件的贴装情况推力计SMT生产车间产品检查表,SMT首件确认表元件的焊接工艺及焊接效果元件符合BOM分布图的要求,元件附著力符合規格要求,外观检验(SMT)作业标准书全检\推力抽检目视操作员/IPQCAI作业自动插入卧式元件排料机、自动插件机站位表、排料首件确认表、编料机上料确认表、AI机上料确认表无漏,错,反插元器件,位置居中,物料标准清楚元件规格符合BOM,ECN或样板的要求设备操作指南、设备保养制度、AI机作业标准书全检目视AI操作员/IPQC半成品入仓良品能在较好的环境下储存人工检点、推车入库单产品的堆放,标识,数量等产品堆放整齐,标识清楚,明确,数量相符仓库作业指导书自检目视仓管芯片烧录8911137101214发料,领料及时正确提供物料給生产线人工检点、推车套料领料单品名、规格、数量、先进先出核对物料编号/型号/供应商/數量是否一致,套料领料单全检目视仓管,物料员散热片组件将可控硅装入散热片上电批、毛刷、静电托盘电批力度测量记录电批力度、可控硅成型及安装方向符合作业指导书工艺要求作业指导书全检力度测试/目视操作员/IPQC插件将物料插在PCB板上手工、有线静电环不可插反、浮高必须符合SOP要求插件作业指导书自检目视操作员压件将浮高不符SOP 要求的元件压平板手工、有线静电环高件,超出板边元件不可出现高件压件作业指导书全检目视操作员检查错件,反件,高件纠正错件,反件,高件等不良现象,并将不良信息反馈各工序手工、有线静电环、插件不良明细表插件不良明细表外观检查元器件不可有错插,插反,漏插,必须符合SOP工艺要求QC检查作业指导书全检目视QC波峰上锡使元器件引脚上锡固定在PCB板上波峰焊、温度计、比重计、温度参数记录表设备保养记录表/波峰焊参数记录表/IPQC巡检记录表严格控制上锡不良状况上锡必须良好,虚焊、连焊及板面锡珠锡渣不可超过正常范围波峰焊作业指导书全检目视操作员/IPQC捡板装箱检查PCB板上锡状况,并将OK板整齐装入周转箱内周转箱、有线静电环PCB板交接数量记录表严格控制上锡不良状况及PCB板数量交接必须符合SOP要求作业指导书自检目视操作员压件将浮高,倾斜元件扶正压平按节拍下机恒温烙铁、锡渣盒、有线静电环高件,控制下机节拍除特殊要求元件外其余元件必须扶正,压平作业指导书自检目视操作员补焊修正不良焊点恒温烙铁、锡渣盒、有线静电环虚焊,连焊,拉尖,包焊必须符合SOP工艺要求,不可出现焊点不良作业指导书自检目视操作员182022232115171619剪 脚确保流入下道工序的产品是良品有线静电环、斜口钳脚长、弯脚必须符合SOP工艺要求,作业指导书自检目视操作员ICT测试检查产品的功能/电性是否符合要求报表夹、测试治具、ICT、有线静电环、测试报告功能检测报表功能是否符合要求必须符合QC检验指导书要求ICT测试指导书全检目视测试治具PQC工艺检查检查错,漏,反件,高件,锡珠锡渣及其它特殊工艺是否符合要求报表夹、标签纸、有线静电环、外观检查表外观检验报表错件,反件,漏件,锡珠锡渣必须符合SOP工艺要求,QC检验指导书全检目视PQC功能测试检查产品的功能/电性是否符合要求测试治具、有线静电环、测试报告功能检测报表功能是否符合要求必须符合QC检验指导书要求测试作业指导书全检目视PQC插焊导线\藕合器组件将线材插焊到对应孔中并加锡固定有线静电环、恒温烙铁恒温烙铁温度、不可插焊错位及错件必须符合SOP工艺要求,不可出现错位现象作业指导书手工全检目视操作员扎导线扎导线端子方向,避免浸漆时触碰上油漆有线静电环、橡皮筋扎导线端子方向,避免浸漆时触碰上油漆必须符合SOP工艺要求作业指导书全检目视操作员预烘刷漆前预烘隧道炉烘道链条走速设定及预烘温度及烘道链条走速:同拉速;温度:加热体全部打开隧道炉作业指导书从作业开始变频器显示\温度计操作员/IPQC打胶在PCB板指定位置打胶有线静电环、胶枪胶体不可漏打,错打且不可粘到其他任何元件上必须符合SOP工艺要求打胶作业指导书全检目视操作员外观检查检查错,漏,反件,高件,锡珠锡渣及其它特殊工艺是否符合要求报表夹、标签纸、有线静电环、外观检查表外观检验报表错件,反件,漏件,锡珠锡渣必须符合SOP工艺要求,QC检验指导书全检目视PQC242631303228292527摆放周转一层一层摆放前层架必须符合SOP工艺要求,作业指导书自检目视操作员板底第一遍浸漆防护手套、口罩;浸漆工作台、毛刷、有线静电环绝缘漆配比、浸漆方法敏通绝缘漆配比10:1;浸漆方法见作业指导书浸漆作业指导书自检目视操作员第二遍烘烤烘烤房烘烤时间及温度设定烘烤时间:10-20MIN;烘烤温度:40-55℃隧道炉作业指导书从作业开始变频器显示操作员板底第二遍浸漆防护手套、口罩;浸漆工作台、毛刷、有线静电环绝缘漆配比、浸漆方法敏通绝缘漆配比10:1;浸漆方法见作业指导书浸漆作业指导书自检目视操作员第三遍烘烤烘烤房烘烤时间及温度设定烘烤时间:25-35MIN;烘烤温度:50-65℃隧道炉作业指导书从作业开始变频器显示操作员外观检查板面、板底胶体及散热器防护罩检查报表夹、标签纸、有线静电环、外观检查表外观检验报表胶体漏打、错打及散热器防护罩安装必须符合SOP工艺要求,QC检验指导书全检目视PQC功能测试检查产品的功能/电性是否符合要求测试治具、有线静电环、测试报告功能检测报表功能是否符合要求必须符合QC检验指导书要求测试作业指导书全检目视PQC包装将QC PASS的PCB 板装入包装箱内纸箱、有线静电环包装方法及数量必须符合SOP工艺要求,包装作业指导书自检目视操作员QA抽检确保入仓产品的品质测试治具、高温高湿箱、震动测试仪、有线静电环、出货检验报告、关键元件清单、型式试验报告QA成品检验报告产品的质量,电性,外观,规格,包装情况,产品的质量,电性,外观,规格,包装情况符合客户要求总外观符合《PCBA/SMT外观检验规范》要求QA作业指导书依照GB-2828的普II级抽样目视、测试治具QA成品入仓良品能在较好的环境下储存叉车、手推车ERP入库单产品的堆放,标示,数量等产品堆放整齐,标识清楚,明确,数量相符仓库作业指导书自检目视仓管备 注浸漆36333839343735。
Module工艺流程介绍(DOC)
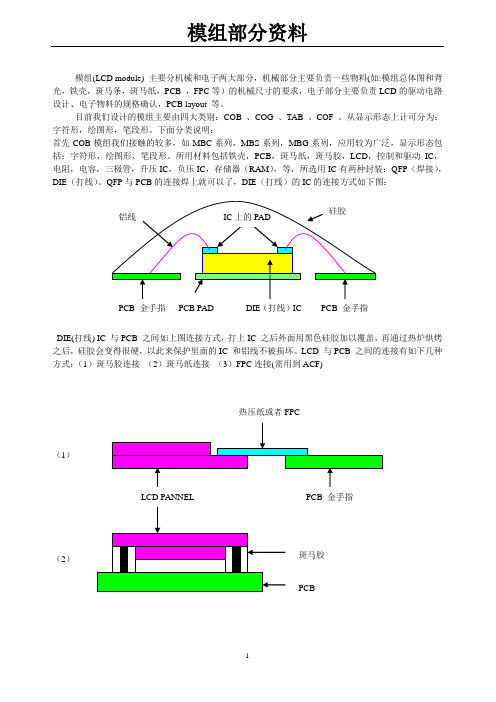
模组(LCD module) 主要分机械和电子两大部分,机械部分主要负责一些物料(如:模组总体图和背光,铁壳,斑马条,斑马纸,PCB ,FPC 等)的机械尺寸的要求,电子部分主要负责LCD 的驱动电路设计、电子物料的规格确认,PCB layout 等。
目前我们设计的模组主要由四大类别:COB 、COG 、TAB 、COF 。
从显示形态上计可分为:字符形,绘图形,笔段形。
下面分类说明:首先COB 模组我们接触的较多,如MBC 系列,MBS 系列,MBG 系列,应用较为广泛,显示形态包括:字符形,绘图形,笔段形。
所用材料包括铁壳,PCB ,斑马纸,斑马胶,LCD ,控制和驱动IC ,电阻,电容,三极管,升压IC ,负压IC ,存储器(RAM ),等,所选用IC 有两种封装:QFP (焊接),DIE (打线)。
QFP 与PCB 的连接焊上就可以了,DIE (打线)的IC 的连接方式如下图:DIE(打线) IC 与PCB 之间如上图连接方式,打上IC 之后外面用黑色硅胶加以覆盖,再通过热炉烘烤之后,硅胶会变得很硬,以此来保护里面的IC 和铝线不被损坏。
LCD 与PCB 之间的连接有如下几种方式:(1)斑马胶连接 (2)斑马纸连接 (3)FPC 连接(需用到ACF)(1)(2)在驱动方面,我们可以参照如下框图:以16*1 character 为例:KS0066(即S6A0069)为字符形模组LCD控制和驱动IC,它包括:16 Common 和40 Segment signal 输出,可以驱动8*2或16*1字符形模组,它有两种封装(80QFP and 80 DIE), 常与S6A0065(KS0065)或S6A2067(KS0063A)配合使用来驱动更多字符的LCD,我们最常用的字符形模组的控制IC :KS0066(S6A0069)和KS0070(S6A0070),驱动器:KS0065(S6A0065)和KS0063(S6A2067),KS0066上面有说过能单独驱动16*1字符或8*2字符,KS0070有16 COM 和80 SEG 输出,能单独驱动16*2字符;KS0065 、KS0063是只含驱动器,不含控制器,KS0065有40 channel 输出,KS0063 有80 channel 输出。
电源管理模块功能及原理完整文档
电源管理模块功能及原理完整文档(可以直接使用,可编辑完整文档,欢迎下载)复合线路滤波器及其应用摘要:在分析了锂离子电池的充电过程和bqTINY-II系列电源管理芯片功能特点的基础上,设计出了一种以bq24 芯片为核心的电源管理模块,并详细介绍了该模块的功能和工作原理。
关键词:锂电池;USB电源;恒流充电;恒压充电0 引言便携式电子产品以电池作为电源。
随着便携式产品的迅猛发展,各种电池的用量大增,并且开发出许多新型电池。
近年来开发的高能量密度的锂离子电池具有体积小、容量大、待机时间长等特性,非常适合便携式系统的应用。
在便携式电子产品的设计过程中,其电源管理模块的设计是十分重要的,因为这关系到整个系统工作的稳定性、持续性及快速恢复的能力问题。
尤其是在使用锂电池作为系统电源时,其电源管理模块的作用更加突现。
本文针对锂电池充电的特点,介绍了一种基于bqTINY-II的便携式电子心音检测仪电源管理模块解决方案。
1 锂离子电池充电过程锂系列(锂离子或锂聚合物)电池的充电过程分为3个阶段,如图1所示。
图1 三阶段充电流程图第一阶段为检验和预充电阶段。
该阶段主要的任务是:验证电池的温度并将其调整到适合快速充电的范围内;检测电池电压并将其提高到一个安全水平。
温度检验和预充电提高了电池的安全性和使用寿命。
第二阶段将以“1C”或略低的电流进行恒流充电。
一旦电池达到它的电压限幅4.1V或4.2V,则已完成对大约70%的容量的充电,并进入第三阶段充电。
第三阶段是对电池进行恒压充电,为了使安全性和电量达到最大化,需要将充电电压稳定在±1%的精度内。
在恒压充电阶段,充电电流逐渐变小,并且在大多数情况下,当这个充电电流接近快速充电电流的10%,即C/10时,充电过程就结束了。
2 基于bqTINY-II的电源管理模块bqTINY-II是TI推出的电池充电管理芯片,它为电源系统设计人员带来一套集成解决方案。
该芯片将自动电源选择、功率FET和电流传感器、高精准度的稳流和稳压能力、充电状态显示和充电中止等功能集为一体。
模块组件生产流程
编 制 生产计划 下 单
审 核 领 料 首 检 备 料 采 购
耦 合
首 检
焊 接
焊点检查
首 检
初 测
老 化
首 检
终 测
首 检
组 装
成品检验
包 装 入 库 结 束
首 检 首 检
引脚剪切 光器件焊接
焊接检验
巡 检
底座装配 调试测试 整机装配 老 化
首 检 /S P C 首 检 /S P C
电口测试 光口测试
信息写入 信息验证
端面清洗 成品检验 清洗包装 成品入库 结 束
“两标一体化”管理手册 附 7 附 7-2
工流程图(组件)
<组 件 生 产 流 程 > 市场部 品质部 生产部 开 始 产品订购 信 息 生产任务单 库 房 采购部
“两标一体化”管理手册 附 7 附 7-1
工艺流程图(模块)
<模 块 生 产 流 程 图>
<市 场 部 > <品 质 部 > <生 产 部 >
开 始 产品订购信息 生产任务单 编制生产计划 下 单
<库 房 >
<采 购 部 >
审 核
领 料 采 购
物料确认
首件检验
首件生产
光器件端面清洗 光器件整形
P C B整 形
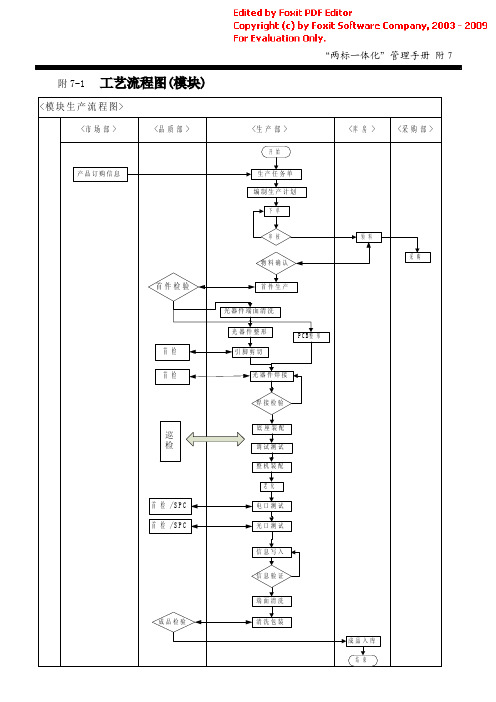
电源工艺流程
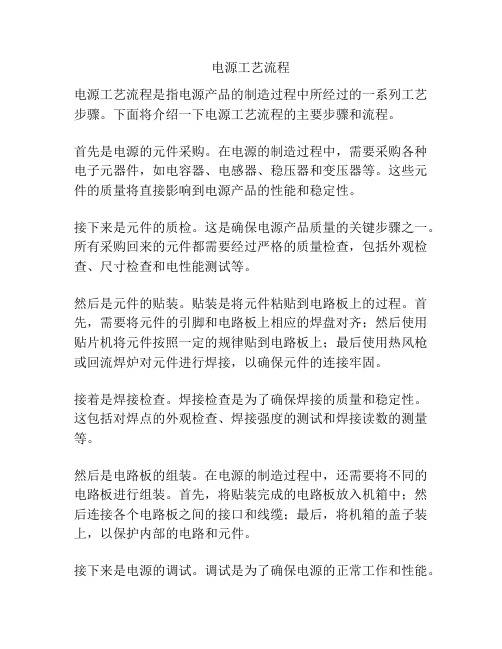
电源工艺流程电源工艺流程是指电源产品的制造过程中所经过的一系列工艺步骤。
下面将介绍一下电源工艺流程的主要步骤和流程。
首先是电源的元件采购。
在电源的制造过程中,需要采购各种电子元器件,如电容器、电感器、稳压器和变压器等。
这些元件的质量将直接影响到电源产品的性能和稳定性。
接下来是元件的质检。
这是确保电源产品质量的关键步骤之一。
所有采购回来的元件都需要经过严格的质量检查,包括外观检查、尺寸检查和电性能测试等。
然后是元件的贴装。
贴装是将元件粘贴到电路板上的过程。
首先,需要将元件的引脚和电路板上相应的焊盘对齐;然后使用贴片机将元件按照一定的规律贴到电路板上;最后使用热风枪或回流焊炉对元件进行焊接,以确保元件的连接牢固。
接着是焊接检查。
焊接检查是为了确保焊接的质量和稳定性。
这包括对焊点的外观检查、焊接强度的测试和焊接读数的测量等。
然后是电路板的组装。
在电源的制造过程中,还需要将不同的电路板进行组装。
首先,将贴装完成的电路板放入机箱中;然后连接各个电路板之间的接口和线缆;最后,将机箱的盖子装上,以保护内部的电路和元件。
接下来是电源的调试。
调试是为了确保电源的正常工作和性能。
在调试过程中,需要对电源进行功能测试、负载性能测试和温度测试等,以确保电源符合设计要求并具有良好的稳定性。
最后是电源的包装和出货。
包装是电源产品的最后一个环节。
电源产品需要进行适当的包装,以保护产品的安全和完整。
然后,将包装好的电源产品发往客户或销售渠道。
综上所述,电源工艺流程包括元件采购、元件质检、元件贴装、焊接检查、电路板组装、电源调试、电源包装和出货等一系列步骤。
每一步都是为了确保电源产品的质量和稳定性。
通过严格的流程和控制,可以提高电源产品的可靠性和性能,满足用户的需求。
EPON ONU光模块生产工艺及流程培训ppt课件

8
EPON ONU光模块生产工艺及流程培训
● 光纤连接器端面的接触方式常见的有APC,UPC两种,两者区别除外观不一样外;还有回 波损耗,即反射损耗不一样。 ( APC及UPC光头区别:APC角度(APC Angle,一般以8度为标准)
18
EPON ONU光模块生产工艺及流程培训
EPON ONU产品的生产工艺主要包括有焊接、调测试、包装三大部分。其每个工序都很重 要,所以在作业过程中一定要仔细,认真。 ●(1)排针焊接完成时,要保证焊珠圆润饱满,没有虚焊、漏焊、拉尖、连锡、堆锡
等现象出现。焊接完成后,需要注意检查排针附近的器件有没有被短路或者脱落;
●自制光功率计使用时需插 在测试主板Slot3(最右方) 槽位;打开对应的功率计测 试软件(Optical Power Meter)并选择对应波长即可 进行光功率测量;
●如使用自制光功率计进行 调测试,在登陆软件时,务Biblioteka 必选择“自制光功率计”;17
EPON ONU光模块生产工艺及流程培训 五、EPON ONU 工艺流程及要点介绍
压合焊接工装时手拿上盖要轻轻放下,切勿使劲或让上盖自由落体落下,容易损坏 组件!
20
EPON ONU光模块生产工艺及流程培训
●(4)模块装配时,动作要轻缓,在装锁扣、上,下壳体时,切勿急躁或用力过猛, 尽量避免已焊接好的光器件受力过大,或者导致排针变形;
21
EPON ONU光模块生产工艺及流程培训
●固件下载时选择对应产品型号, 切勿带电插拔模块,需在测试子板 灯灭的情况下进行模块的插拔;
模块电源产品生产作业流程图
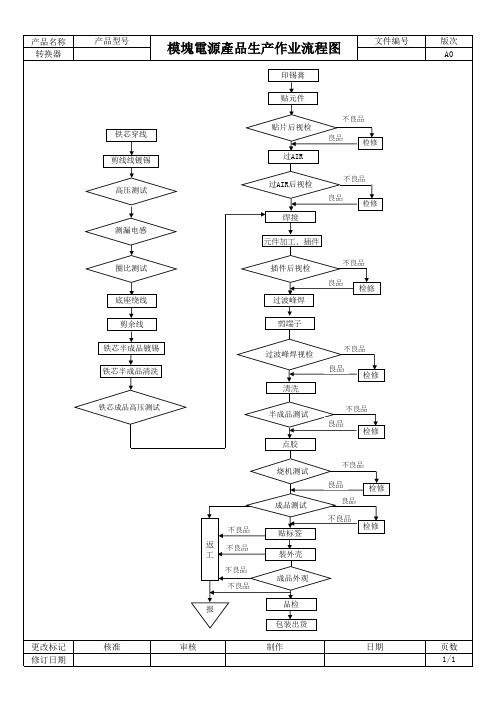
不良品 良品 检修
剪端子
过波峰焊视检 清洗
不良品
良品
检修
半成品测试 点胶
不良品
良品
检修
不良品 返 不良品 工
不良品 不良品
报
烧机测试
成品测试 贴标签 裝外壳 成品外观
不良品
良品 良品
检修
不良品 检修
品检 包装出货
பைடு நூலகம்
审核
制作
日期
版次 A0
页数 1/1
产品名称 转换器
更改标记 修订日期
产品型号
模塊電源產品生产作业流程图
文件编号
铁芯穿线 剪线线镀锡
高压测试 测漏电感 圈比测试 底座绕线
剪余线 铁芯半成品镀锡 铁芯半成品清洗 铁芯成品高压测试
核准
印锡膏
贴元件
贴片后视检 过AIR
不良品
良品
检修
过AIR后视检 焊接
不良品
良品
检修
元件加工﹑插件
插件后视检 过波峰焊
电源产品生产流程图-主图(tra-009-2)(PPT37页)

12、越是无能的人,越喜欢挑剔别人的错儿。2021/1/302021/1/302021/1/30Saturday, January 30, 2021
❖
13、知人者智,自知者明。胜人者有力,自胜者强。2021/1/302021/1/302021/1/302021/1/301/30/2021
❖
14、意志坚强的人能把世界放在手中像泥块一样任Lo意rem揉ip捏su。m d2o0lo2r1s年it a1m月et, 3co0n日se星cte期tur 六adi2pi0sc2in1g/1e/li3t.0F2us0c2e1id/1ur/n3a0b2la0n2d1it,/e1l/e3ife0nd nulla ac, fringilla
❖ ❖ ❖
感 谢 您 的 16、少年十五二十时,步行夺得胡马骑。。2021/1/302021/1/30January 30, 2021
17、空山新雨后,天气晚来秋。。2021/1/302021/1/302021/1/302021/1/30 9、杨柳散和风,青山澹吾虑。。2021/1/302021/1/30Saturday, Jan要自强不息。2021/1/302021/1/302021/1/302021/1/30
专家告诉
❖
14、他乡生白发,旧国见青山。。2021年1月30日星期六2021/1/302021/1/302021/1/30
❖
15、比不了得就不比,得不到的就不要。。。2021年1月2021/1/302021/1/302021/1/301/30/2021
❖
16、行动出成果,工作出财富。。2021/1/302021/1/30January 30, 2021
❖
11、成功就是日复一日那一点点小小努力的积累。。2021/1/302021/1/302021/1/30Jan-2130-Jan-21
开关电源生产流程图1

一个工作日
确认发行
OK
依工艺文件 结合生产现 状生产 OK 生产根据实 际生产状况 审核工艺文
OK NG
文控存 结合实际生产 状况修改工艺 文件
半个工作日
生产签字
OK 品质根据实际 生产状况审核 工艺文件 OK 结合实际生产 状况修改工艺
半个工作日
NG
機種品质签字 項目 制程
根据产品制做生产工艺流程品质根据实际生产状况审核工艺文件生产签字确开始生产根据实际生产状况审核工艺文件依工艺文件结合生产现状生产okng确认发行okok结合实际生产状况修改工艺文件ok文控存档半个工作日20130221制作
文件編號: 制訂日期: 修改日期:
版本 001
工艺文件制作发行流程图
产品名称: 完成时间
OK
制作:
审核: 2013.02.21
LED电源生产工艺流程图20150818
VISUAL
REJ
组装目视检查
REPAIR 修理台 REJ.
超音波熔 接
INSPECTIPQC AUDIT(制 程中巡检) 制程中巡检
IPQC AUDIT(制 程中巡检) 制程中巡检
IPQC AUDIT(制 程中巡检) 制程中巡检
《社内测试规格》
IPQC巡回检查表
INSPEC T目IO视N检 查 QU或A测LIT Y品质管 制
COMPON 元件加工
HAND INSERTING
REJ
插件
VISUAL INSPECT
贴片目视检查
INSERTING 插件
VISUAL INSPECTION 100%
REJ
插件目视检查
IPQC AUDIT 制程中巡检
IPQC AUDIT 制程中巡检
BOM
《作业指导书》
IPQC巡回检查表
《ESD静电管理基准》 电源首件检查记录表
《制程不良品管理手顺书》 电 量源 测首 仪件 器检 点查 检记 (录 保表 养)记录 《电烙铁使用基准》 表
《ESD静电管理基准》 烙铁接地、温度点检记录表
《PCBA焊点判定标准》
《不合格品控制程序》
《制程检验控制程序》 《作业指导书》 《BOM》
《ESD静电管理基准》 《电烙铁使用基准》 《PCBA焊点判定标准》 《不合格品控制程序》
功能测试
LABELIN G
贴标签
PAC包K装IN检G 查
PACKING 包装
REJ. DELIVER Y 出货
IPQC AUDIT(制
程中巡检) 制程中巡检
《社内测试规格》 《作业指导书》 《BOM》
《不合格品控制程序》 《制程检验控制程序》
电源生产工艺流程

电源生产工艺流程电源生产工艺流程电源是一种将电能转化为特定电压、电流和频率的设备,用于为各种电子设备提供稳定的电力供应。
以下是电源生产的基本工艺流程。
1. 原材料采购:首先需要采购各种电源生产所需的原材料,包括金属材料(如铁、铝)、电子元件(如电容、电感)以及塑料、橡胶等辅助材料。
这些原材料通常都需要符合相应的国家标准,并且具备一定的质量保证。
2. 组件制造:根据设计要求,将原材料进行切割、冲压、焊接、注塑等加工工艺,制造成电源的各个组成部分,如电源壳体、电路板、绝缘材料等。
这些组件通常需要具备一定的尺寸精度和绝缘性能,以确保电源的正常工作和安全性能。
3. 电路组装:通过自动化设备或手工操作,将电源的各个组件进行组装和连接,形成一个完整的电路。
这一步通常涉及到焊接、插接、印刷等工艺,要求对电子元件的安装和连接非常准确和可靠。
4. 测试和调试:在电源组装完成后,进行一系列的测试和调试,确保电源的各项指标和功能满足设计要求。
这些测试通常包括输入输出电压、电流和频率测量、效率测量、温度和湿度测试等。
只有通过测试的电源才能进入下一步的生产流程。
5. 包装和质检:通过自动化或手工操作,对合格的电源进行包装和标识,包括产品规格、品牌、序列号等信息。
同时,还需要进行质检,对电源的外观质量、电气安全性、工作稳定性等进行检查,确保产品的质量符合相关标准和要求。
6. 成品入库和物流配送:经过质检合格的电源,将被送入成品仓库进行存储和管理。
待订单生成后,根据订单要求,将产品进行包装、装车、运输,最终交付给客户或分销商。
在物流配送过程中,需要确保产品的安全和完整性,以及配送的及时性和准确性。
总结起来,电源生产工艺流程主要包括原材料采购、组件制造、电路组装、测试和调试、包装和质检以及成品入库和物流配送等环节。
在每个环节中,都需要严格遵循相应的生产标准和质量要求,以确保电源的性能和可靠性,并最终满足客户的需求。
电源生产工艺流程图

《PCBA焊点判定标准》
《不合格品控制程序》
线段QC检测报告
IPQC巡回检查表 电源首件检查记录表 烙铁接地、温度点检记录表 电批扭力点检记录表 跌落拆机检验报表
《社内测试规格》 《作业指导书》
老化IPQC巡查表 老化记录表
PACKING 包装 OQC
进
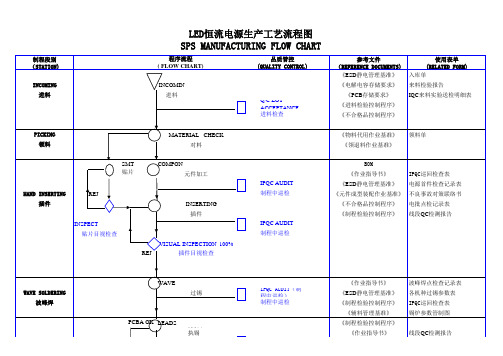
MATERIAL CHECK 对料
Q/C LOT 进料检查
元件加工
INSERTING 插件
VISUAL INSPECTION 100% 插件目视检查
IPQC AUDIT 制程中巡检
IPQC AUDIT 制程中巡检
WAVE SOLDERING 波峰焊
TOUCH-UP 执锡
WAVE
过锡
PCBA OK REJ
IPQC AUDIT 制程中巡检
参考文件 (REFERENCE DOCUMENTS)
《ESD静电管理基准》 《电解电容存储要求》
《PCB存储要求》 《进料检验控制程序》 《不合格品控制程序》
《物料代用作业基准》 《领退料作业基准》
BOM 《作业指导书》 《ESD静电管理基准》 《元件成型装配作业基准》 《不合格品控制程序》 《制程检验控制程序》
制程段别 (STATION)
INCOMING 进料
PICKING 领料
HAND INSERTING 插件
SMT 贴片 REJ
VISUAL 贴片目视检查
REJ
开关电源生产工艺流程图 SPS MANUFACTURING FLOW CHART
程序流程 ( FLOW CHART)
品质管控 (QUALITY CONTROL)
浦东新区大功率电源模块工艺

浦东新区大功率电源模块工艺
浦东新区是中国大陆的一个新兴城市,工业发展迅速,大功率电源模块是其中的一个重要组成部分。
在浦东新区,大功率电源模块的制造工艺主要包括以下几个方面:
一、电源模块设计
大功率电源模块的设计需要考虑到多个因素,包括输出电压、输出电流、效率、稳定性、可靠性等等。
设计师需要根据客户的需求和产品的应用场景,确定合适的电源模块参数和拓扑结构,如开关电源、线性电源等。
二、电源模块制造
电源模块的制造需要经过多个工序,包括PCB板制作、元器件贴装、焊接、测试等等。
在制造过程中,需要严格按照设计要求和生产标准进行操作,确保电源模块的性能和质量。
三、电源模块测试
电源模块制造完成后,需要进行各项测试,包括输入电压范围、输出电压稳定性、效率、温度等等。
测试结果需要符合设计要求和生产标准,确保电源模块的性能
和可靠性。
四、电源模块应用
大功率电源模块广泛应用于电力、通信、工业控制等领域。
在应用过程中,需要根据产品的使用环境和要求,进行合适的安装和调试,确保电源模块的正常工作和长期稳定性。
总之,浦东新区大功率电源模块工艺需要严格按照设计要求和生产标准进行操作,确保电源模块的性能和质量,以满足客户的需求和市场的需求。
微电路模块生产流程
微电路模块生产流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!微电路模块生产流程一般包括以下步骤:1. 设计规划:确定微电路模块的功能和性能要求。