产品生产工艺流程图
(完整版)设计生产工艺流程图
(完满版)设计生产工艺流程图
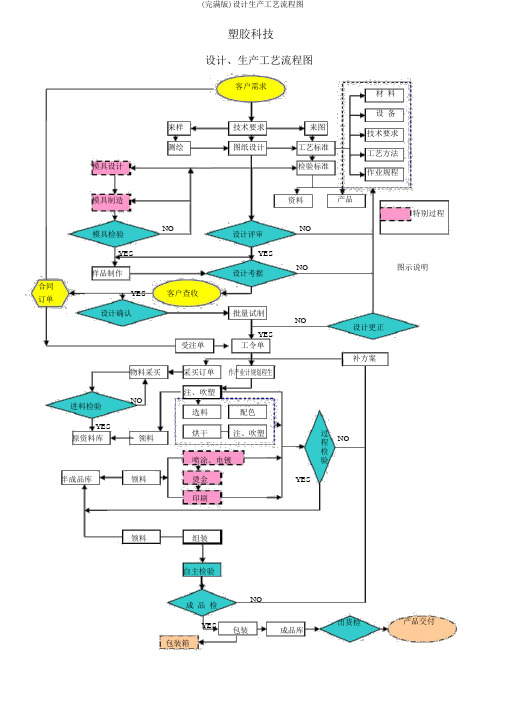
塑胶科技
设计、生产工艺流程图
客户需求
来样技术要求来图
测绘图纸设计工艺标准模具设计检验标准
模具制造资料
模具检验NO
设计评审
NO
YES YES
样品制作设计考据
NO
合同
YES客户查收
订单
设计确认批量试制
NO
YES
受注单工令单
物料采买采买订单作产业计规划程生
NO 注、吹塑
进料检验
选料配色
YES
烘干注、吹塑过原资料库领料
程
喷涂、电镀检验
半成品库领料烫金YES
印刷
领料组装
自主检验
成品检
NO
YES
包装成品库
包装箱
材料
设备
技术要求
工艺方法
作业规程
产品
特别过程
图示说明
设计更正
补方案
NO
出货检产品交付。
产品制造工艺流程图.doc
产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(3)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(3),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1、某八层框架工程,高24.5m,采用筏板基础,基础埋深在天然地坪下 3.5m,如以天然地基作为基础持力层,地基土为淤泥质土,其修正后的地基承载力特征值为fa=110kpa,地下水位在地面下3.8m;经计算地基土承载力能够满足设计要求,建筑物整体倾斜为0.0032,设计采用水泥土搅拌桩对地基进行了处理,则处理的目的是( )。
A、提高地基承载力;B、提高地基的抗渗透稳定性;C、提高地基的抗滑移稳定性;D、提高复合层的压缩模量,减小地基变形;【答案】D2、某工程采用灰土挤密桩进行地基处理,在用载荷试验确定复合地基承载力特征值时,可采用s/b=( )所对应的压力。
A、0.006;B、0.008;C、0.01;D、0.012【答案】B3、经处理后的地基,当按地基承载力确定基础底面积及埋深时,对于用载荷试验确定的复合地基承载力特征值,应按( )进行修正。
A、《建筑地基基础设计规范》(GB50007-2002)中规定的方法;B、宽度修正系数取0.0;深度修正系数取1.0;C、宽度修正系数取1.0;深度修正系数取0.0;D、可以不进行修正;【答案】B4、按照《建筑抗震设计规范》(GB50011-2010)的规定,在进行地基土液化初判时,下列叙述正确的是( )。
生产工艺流程图和工艺描述
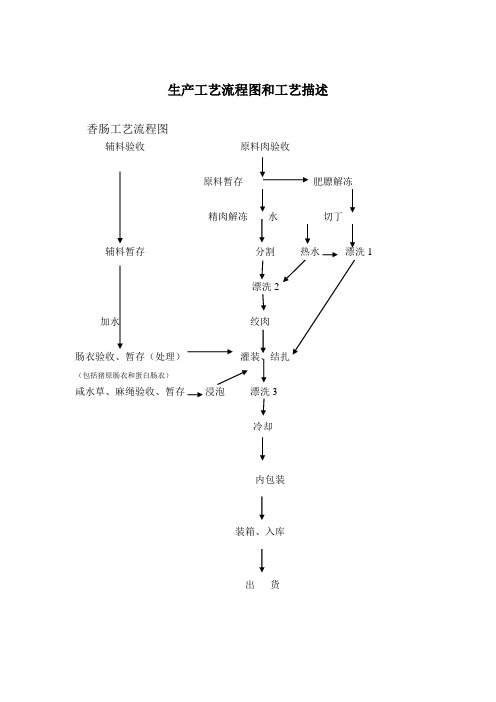
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
产品制造工艺流程
产品制造工艺流程图
产品制造工艺流程图
产品生产过程的分类
1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:
1.产品制造流程图
2.产品加工工艺流程图
3.产品工艺流程图
4.产品装配工艺流程图
5.常见的化工工艺流程图。
产品制造工艺流程图.doc

产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(4)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(4),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1.在土中有地下水但未形成渗流时,计算边坡支护结构荷载标准值eaik,下列计算方法正确的是( )。
A.砂土按水土分算法B.粉土按水土分算法C.对粉土宜根据工程经验按水土分算或水土合算原则进行D.黏性土按水土合算法E.对黏性土宜根据工程经验按水土分算或水土合算原则进行2.对于均匀砂土边坡,如果滑裂面为直线,c、φ值不随含水量变化,下列( )选项的稳定安全系数一样。
A.坡度变陡或变缓B.坡高增加或减小C.砂土坡被静水淹没D.砂土的含水量变化3.铁路滑坡地段路基宜采取下列( )防治工程。
A.采取滑坡体地表排水工程B.布置必要的地下排水工程C.改良滑动带岩土的性质D.设置抗滑桩支挡建筑物E.采取增压措施4.边坡排水的目的和作用是( )。
A.减少渗透水流的压力B.减轻水对边坡或斜坡体岩土的软化、溶蚀和水解作用C.消除或减少水对边坡的冲刷作用D.减小边坡的整体的质量5.按照《港口工程地基规范》(JTJ250-1998)的规定,验算土坡和地基稳定性,下列( )说法是不正确的。
工艺流程图

电子产品生产工艺流程:工艺流程简述:1插件:来料PCBA 线路板与电子元器件手工插件.. 2焊锡:将线材与线路板使用电烙铁焊锡连接..3组装:与外壳、塑胶配件、五金配件、电源等手工组装成成品.. 4酒精擦拭:部分产品使用酒精清洁擦拭表面污渍.. 5检测、包装入库:检测合格即可包装入库.. 电子产品生产工艺流程图:废电子料 S 3废包装材废锡渣无铅锡线、电子G 2有机废气 入库工艺流程简述:1点焊:项目电子产品的生产工艺较简单;首先用电烙铁将外购的PCBA 线路板与电子元件进行点焊连接..2粘胶:项目部分电子元件需用黄胶进行粘贴;通过粘胶的方式将其固定在线路板上..3组装:然后与外购的五金配件、塑胶配件用电批进行组装在一起.. 4检测、包装:产品组装完成后;用测试设备对产品进行测试;检测合格后即可将产品包装为成品..电子元器件生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N成品2焊锡废气、S 3废锡五金配件、S 5包装废料S 4废电子料 有机废气、S 6废胶工艺简述:1绕线、剪线头:来料骨架使用绕线机将漆包线绕至骨架上;然后人工剪去多余线头..2浸锡、补焊:将产品骨架针脚与漆包线接合处浸锡焊接;浸锡时需按一定比例加入一定量的环保助焊剂辅助焊接;少部分浸锡不合格产品使用电烙铁补焊连接..3装磁芯、包胶带:人工将磁芯安装在骨架上;部分需用手啤机压合组装;然后在骨架上用包胶带机包裹上胶带..4测试:用测试仪对产品半成品性能进行测试..5浸油、烘烤:将产品送至含浸机中浸绝缘油;使产品具备绝缘性质;浸油时绝缘油中需加入一定比例的天那水进行稀释;浸油后的产品送至电烤箱烘烤固包装出货无铅锡条、无铅1废线头3废胶带2有机废气5废包装材料设备噪声 G 1焊锡废气、G 2有机废N 设备噪声定;电烤箱工作温度约95~100℃..6包装出货:产品烘烤后即可包装为成品..电子产品、电脑周边设备生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1刷锡膏、贴片:用刷锡膏机在PCB 线路板上刷上锡膏;然后用贴片机贴上电子元器件..1废锡渣、N 噪1废锡渣噪声 无铅锡外壳、3废包装材料2有机废气 抹机水N 噪声 成品2废电子料 1废锡渣、N 噪2回流焊:用回流焊机重新熔化预先刷到PCB 线路板上的锡膏;实现表面贴附的电子元器件与线路板之间进一步焊接..3插件、波峰焊:通过人工的方式将电子元件插在线路板上;再经波峰焊机焊锡焊接..4检查、补焊:人工检查产品质量;对焊锡不稳定的电子元器件用电烙铁进行补焊连接..5组装、检测:然后将外购的外壳、塑胶配件、五金配件等产品部件人工组装在一起; 组装完成后用检测设备对产品进行检测..6擦拭清洁、包装:少量产品用无水酒精擦拭清洁产品表面污渍;然后即可将产品包装为成品..五金制品、塑胶制品生产工艺流程:工艺流程简述:1剪板/切割:来料不锈钢板材、塑胶板材、纤维板根据产品需求分别使用剪板机、激光切割机进行分切加工;激光切割机工作时配套一个氧气罐;氧气为切割辅助气体..2精雕:部分产品需使用精雕机对产品进行精细雕刻加工;雕刻过程会产生少量粉尘..3检测、包装:产品检测后合格即可将产品包装为成品.. 五金垫圈生产工艺流程图:入库4废金属料N 设备噪S 3废包装材料 G 3粉尘N 设备噪声工艺流程简述:1开料:用切割机将外购的铜片材、铁片材及冷冲板进行切割开料.. 2冲压成型:开料后用不同规格的冲床将铜片材、铁片材及冷冲板冲压成型;项目冲压所用模具均为外购;项目不自行生产模具;但会对模具进行简单维修加工;项目少量简单五金垫圈可用手啤机进行冲压成型即可..3检查、包装:人工对产品进行检查;检查合格即可包装为成品..塑胶制品生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N噪声S 1废金属料成品S 2废包装材料噪声S 1废金属料工艺简述:本项目从事塑胶制品的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..1混料、烘干:利用混料机将外购的塑胶料与色粉进行均匀混料;将混料好的塑胶料再用电烘料机进行烘干;项目混料在封闭的混料机中进行;无粉尘向外散逸..2注塑成型:使用卧式注塑机将烘干后的塑胶料进行注塑成型加工;使之成为设计的形状..注塑机间接冷却水经冷却塔冷却后循环使用;不外排;注塑产生的塑胶废料经碎料机粉碎后;再与外购的塑胶料在混料机中进行均匀混料后回用于注塑工序..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 项目不涉及丝印、喷漆、清洗等任何产生废水的污染工序.. 钢模板及周边材料生产工艺流程:成品噪声工艺流程简述:1切割:来料不锈钢板材使用激光切割机进行分切加工.. 2精雕:使用精雕机对产品进行精细雕刻加工成型..3外发蚀刻加工:部分产品精度要求较高的会外发至相关蚀刻厂家对其进行进一步蚀刻加工..4封装:外发蚀刻返厂的组件与采购的木框半成品、胶带人工封装成成品;项目采购的木框均为半成品组装用部件;项目不涉及木料加工..5检测、包装:产品检测后合格即可将产品包装为成品..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑G 4..本项目不涉及喷漆、丝印、清洗、蚀刻等污染工序;无生产废水产生及排放.. 模具维修工艺流程图:入库木框半成品、胶不锈钢板材3废包装材料废金属料N 设备噪3粉尘N 设备噪声工艺流程简述:1机加工:项目模具长时间使用后;用桌上车床、磨床、台钻及砂轮机进行简单机加工维修;项目磨床采用干磨方式;加工过程会产生少量金属颗粒物;砂轮机维修时会产生少量废金属屑..2检查:机加工后;人工检查模具;检查合格后即可包装入库.. 电脑周边配件、LED 光电产品生产工艺流程:入库金属颗粒物、N 噪声 S 废金属料、N 噪声 废金属料、N 噪声 G 2金属屑、 N 噪声工艺流程简述:1刷锡膏、贴片、回流焊:来料线路板首先人工刷锡膏;贴片机贴片;过回流焊机焊锡固定..2插件:上述加工后的线路板与电子元器件手工插件.. 3焊锡:将线材与线路板使用电烙铁焊锡连接..4组装含酒精擦拭:与外壳、塑胶配件、五金配件、LED 显示屏等手工组装成成品;部分产品使用酒精清洁擦拭表面污渍..5老化、打标:部分产品需送至老化架插电老化;部分产品塑胶外壳上需使N 设备噪G 1焊锡废无电子外壳、塑胶配件、五金配件、LED 废包装材N 设备噪声G 1焊锡G 2有机废气用激光雕刻机打上标记..6检测、包装入库:检测合格即可包装入库..光电生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1点焊:用电烙铁将电子元件、电子线材等焊接在PCBA 线路板上.. 2粘贴:将外购的背光纸粘贴在塑胶片的正反两面;然后将遮光纸粘贴在塑胶片侧面;以防止光源外漏;项目外购背光纸及遮光纸均自带粘性;直接粘贴即可..3组装、检测:将外购的显示屏、五金配件、LED 灯珠与焊接好的PCBA 线路板进行人工组装;然后用检测设备进行检测..4擦拭清洁、包装:检测合格后;用抹机水擦拭清洁产品表面污渍;然后即可将产品包装为成品.. 激光硒鼓生产工艺流程:成品1焊锡废气、S 1废锡1有机废气 3废包装材2废电子料工艺流程简述:1摩擦焊、碰焊:来料塑胶片使用摩擦焊机将塑胶片焊接成塑胶盒;然后将芯片放至塑胶盒并使用碰焊机将两者焊接..2注墨:使用注墨机将水墨注入塑胶盒;项目所用的水墨均为外购的水墨成品;项目不从事水墨的生产;水墨用完后的废墨罐均交由有资质的单位处置;项目不设墨罐清洗工艺;无废水产生..3超声波焊接、封口:项目使用超声波焊接机将塑胶瞬间热熔封闭;然后使用注UV 胶机在封闭口注入UV 胶;接着送至烤UV 胶机烘烤固定使封闭口没有漏隙..4烘烤、检测、包装入库:产品送至电烤箱烘烤检测是否漏水;检测合格即可包装入库..弹簧生产工艺流程图:2塑胶异嗅有机废气N 设备2有机废气S 5废胶S 3废包装材芯UV 水入库2塑胶异嗅有机废气N 设备2塑胶异嗅有机废气N 设备S 4废墨罐工艺流程简述:1成型加工:本项目生产弹簧工艺比较简单;主要是将外购的钢线、铜线使用弹簧机加工成型即可;不涉及表面处理、清洗、喷漆等工艺;无生产废水产生及排放..2烘烤:将加工成型后的弹簧放入电烤箱中进行烘烤;烘烤温度约为350度;烘烤的目的主要是加大弹簧的硬度;烘烤后放在通风处进行自然冷却即可..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 电子线材生产工艺流程图:噪声S 1废金属料成品S 2废包装材料工艺流程简述:1绞线:用绞线机将外购的铜线按照要求;两根或是几根绞在一起.. 2押出:将外购的PVC 塑胶粒用押出机给绞好的铜线注塑塑胶外皮;押出机自带水槽用于冷却押出的产品;冷却水循环使用;定期补充挥发量;没有工业废水排放..3裁线、剥皮剥芯:将电子线材按照要求人工裁切成一定长度;裁切后的线材再用剥皮剥芯机进行剥皮剥芯加工..2废线头、N 噪声2焊锡废气、S 3废锡成品PVC 1塑胶废料S 4废电子料 1塑胶废料噪声 5包装废料4浸锡、点焊:将裁切好的线材金属一端放入锡炉中进行浸锡稳固;再将线材与外购PCBA 线路板、电子元件用电烙铁进行焊锡连接..5烘干、注塑成型:将外购塑胶粒用烘干机烘干;再将线材一端用立式注塑机进行注塑成型加工..项目所用立式注塑机设置冷却塔;项目间接冷却水经冷却塔冷却后循环使用;不外排..6组装:将外购五金配件、塑胶配件与上述加工的产品半成品进行组装.. 7检测、包装:用检测设备对产品性能进行检测;测试合格后即可将产品包装为成品..机械零件、模具、模具配件、五金制品、治具生产工艺流程:自动化设备生产工艺流程:废电木、N N 噪噪声 废电木、N 噪S 1废金属、S 2废电成品成品工艺简述:本项目从事机械零件、模具、模具配件、自动化设备、五金制品、治具的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..机械零件、模具、模具配件、五金制品、治具生产工艺流程:1机加工:将项目外购模具钢、铝材、电木用车床、铣床、磨床、台钻进行机加工;项目3台磨床中两台为干磨;干磨会产生少量金属颗粒物;一台采用湿磨;工作时需按一定比例加入冷却液和自来水;冷却液重复使用、适量添加不排放;没有工业废水排放..2外发线切割:将机加工后的模具工件外发到其他企业进行线切割精细加工..3攻牙:部分机加工后的零件需用攻牙机进行攻牙加工..4组装、包装出货:将机加工后制得的机械零件、模具配件、五金制品分别进行手工组装;组装后即可包装为成品..自动化设备生产工艺流程:(1)组装:将项目自制的机械零件与外购的结构件、钣金件、电器配件进行手工组装在一起;组装过程仅需用螺丝将部件组合在一起;无需进行焊接..2外发喷漆加工:将组装好的产品外发到其他有资质的企业进行喷漆表面处理..3包装出货:产品喷漆回厂后即可包装出货..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑..项目车间生产过程中;不自行设置任何电镀、喷漆、清洗等各类表面处理的工艺;如有需要则委外处理..。
产品工艺流程图

生产部
功率、前置板加工
品管部
使用表单
领料单 生产指令单 ECN 工程变更单 CAR 品质异常单 BOM 材料表 作业指导书
不良品区
维修
组装作业 布线 理线
不良品区
维修
老化
NG
不良品O区K 维修 包装
NG
测试
OK PCB 测试规范
QC 报表
维修记录表
组装作业指导书
NG
半成品测试
OK
LQC 测试规范 QC 报表
维修 不良品区
维修 不良品区
入库
维修 不良品区
品管部
NG 试音 OK
使用表单
领料单 生产指令单 ECN 工程变更 单 CAR 品质异常 单 BOM 材料表 作业指导书 维修记录表
测试规范 QC 报表
NG 准工程检验
OK
维修记录表
测试规范 QC 报表
NG 曲线测试
OK
OK 前工程检验
维修记录表 测试规范 QC 报表
NG
入库单
仓库
仓库
发料
备料区
嗽 叭 ( 低 音 )
生产部
挑盆架 打华司 AB 胶
冲盆架 打端子 打 AB 胶 放磁铁 放华司 插磁规
绕线
焊引线 拔音规 放治具 充磁
防尘赗注 胶
盖防尘赗 压防尘赗
作
拔音规
打后垫片
业
胶
打弹波胶
放 EVA
流
放弹波音
打后磁胶
圈
程
打中心胶
盖后盖
图Leabharlann 打边胶放鼓纸清洁
注鼓纸中心胶
包装
放 EVA 上垫片
入库
维修 不良品区
(2020)生产工艺流程图
生产工艺流程图酱油生产工艺流程图一.主要设备:锅炉、夹层锅、冷却罐、灌装机、封盖机二.原料:发酵原油、食糖、食盐、味精、水、焦糖色、山梨酸钾三.工艺流程购、验内包装购、验添加剂购、验发酵原油输入自来水购、验外包装内包装库存添加剂库储存原料仓贮存外包装库存清洗/消毒加热/调配冷却装瓶封口/加盖灯检贴标/打日期装箱/打外包装成品仓库储存运输出口四.酱油生产工艺描述:1.验发酵原油:本厂在实施采购发酵原油时,必须派品检员、采购员到发酵原油生产厂进行实地考察评估。
确认生产厂卫生、设备设施是否符要求,原料是否符合本厂品质要求后才决定采购事宜。
经评估可实施采购的供应商,每季度提供原料及内包装材料各一份区(县)级卫生防疫站出具的《卫生检测报告》且符合国家卫生标准,每批来料到厂后,按“原料验收规程”及时抽样检验确认其品质是否符合本厂要求,合格的入库,不合格的退货。
2.原料仓库储存:发酵原油到厂经检验合格放原料仓储存。
由于发酵原油进厂前经加热杀菌,盐度在15%以上,所以只需常温保存,但避免阳光直射,保质期有半年。
3.购、验外包装料:外包装料主要包括有纸箱,进厂时仓务组长按“辅料验收规程”验收入库。
3.外包装仓库储存:验收合格的外包装料存放入原料仓库。
4.购、验内包装料:内包装料主要有玻璃瓶、塑料罐,采购前要先到供应厂家参观确认其卫生状况是否符合要求,进料时要供应商提供无毒害材料保证函或卫生防疫站的《卫生检测报告》且符合国标。
进厂时仓务组长按“辅料验收规程”验收入库。
5.内包装库储存:验收合格的内包装料摆放在内包装库内储存,6.购、验添加剂:添加剂一部份是通过国内代理商购入,但必须要求代理商提供生产厂商的《卫生许可证》及《卫生检测报告》或保函;进厂时品管组长按“辅料验收规程”验收入库。
7.添加剂库储存:添加剂是常温储存,库内保持干燥通风。
8.加热/调配:调配人员按照配方称量发酵原油、各种辅料和添加剂,然后将外购发酵原油、和水、盐、放到夹层锅里混合,开蒸汽加温至80—85℃,保持该温度20分钟,加入各种辅料和添加剂搅拌均匀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXXX工作站
AC220V的高压供电 自来水连接
排水系统安装要求 运行测试
出厂检测
合
不合格
格
包装
送不合格区
成品仓库
注意: 如果那一步骤出现错误, 就需 返回上一步骤,待查
设计 审核
标准化
广州XX科技 有限公司
第1页 共1页
更改标签
数量 更改单号
签名
日期
批准
第1页 共1页
装配工艺流程图
合格 1.领取装配配件
准备工序
机架及功能背板生 成(委托五金厂生产
完成)Leabharlann 定时灌流器的 安装水、气枪的安装
表示流 程线
表示分 支线
高压供气系统的安 装
高压供水系统装配
表示过 程开始
DV24V中心供电装
表示过 程成
表示流 程终结 旧底图
号
底图总 号
签日 字期
备注:★☆ 表示关键工序
产品名称 产品图号