产品制造流程图
产品制造工艺流程图.doc
产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(3)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(3),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1、某八层框架工程,高24.5m,采用筏板基础,基础埋深在天然地坪下 3.5m,如以天然地基作为基础持力层,地基土为淤泥质土,其修正后的地基承载力特征值为fa=110kpa,地下水位在地面下3.8m;经计算地基土承载力能够满足设计要求,建筑物整体倾斜为0.0032,设计采用水泥土搅拌桩对地基进行了处理,则处理的目的是( )。
A、提高地基承载力;B、提高地基的抗渗透稳定性;C、提高地基的抗滑移稳定性;D、提高复合层的压缩模量,减小地基变形;【答案】D2、某工程采用灰土挤密桩进行地基处理,在用载荷试验确定复合地基承载力特征值时,可采用s/b=( )所对应的压力。
A、0.006;B、0.008;C、0.01;D、0.012【答案】B3、经处理后的地基,当按地基承载力确定基础底面积及埋深时,对于用载荷试验确定的复合地基承载力特征值,应按( )进行修正。
A、《建筑地基基础设计规范》(GB50007-2002)中规定的方法;B、宽度修正系数取0.0;深度修正系数取1.0;C、宽度修正系数取1.0;深度修正系数取0.0;D、可以不进行修正;【答案】B4、按照《建筑抗震设计规范》(GB50011-2010)的规定,在进行地基土液化初判时,下列叙述正确的是( )。
产品加工工艺流程图
质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
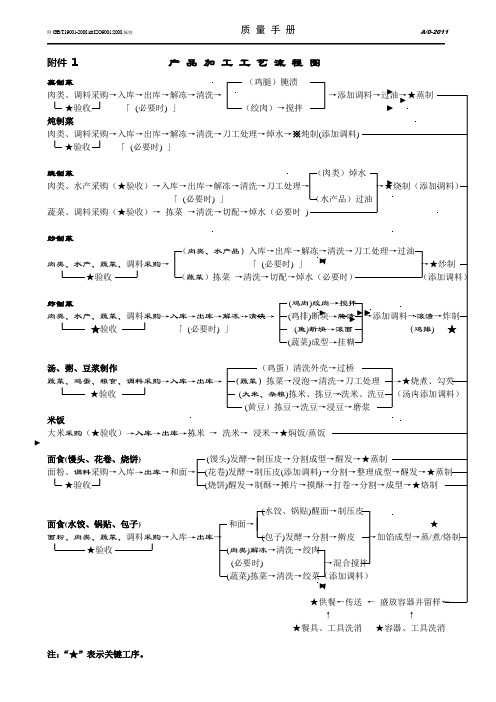
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。
生产机加工件工艺流程图(参考模板)

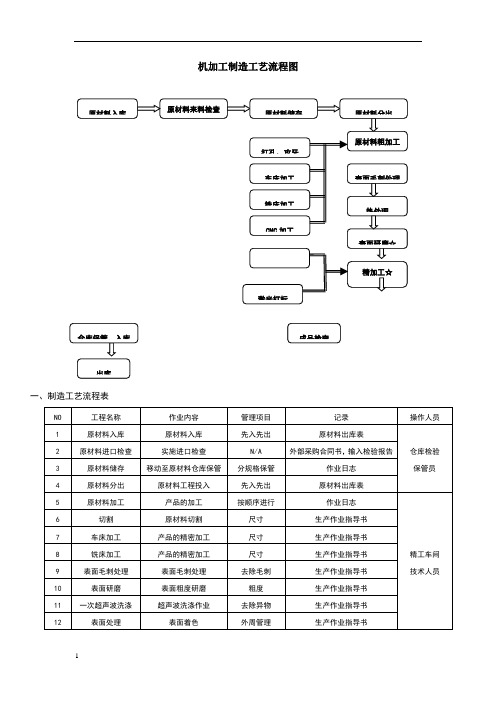
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
---精心整理,希望对您有所帮助。
产品过程流程图

业 务 部 采 购 部 生 产 部 品 质 部 工 程 部 仓 库 行 政 部 财 务 部
产品过程流程图
业务下单 物料申购 重新打样 品质确认 OK 客户确认 OK 批量采购 供方送货 进料检验 退货 NG 异常处理 OK 物料入库 部门领料 物料收发 制程检验 技术支持 功能测试 正常生产 成品检验 成品入库 货款到帐 成品出库 快递出货 申请用车 专车送货 挑选 特采 进货单 领料单 出库单 NG NG
相关表单或说明
PO/LOGO/注意事项 物料申购单
物料采购
采购合同 样品确认单/进料检验标准
提供图样或实物
采购合同/进货订单 送货单 进料检验标准/进料检验报告
各制程检验标准 量产工具/贴片图/BOM单/技术培训 测试作业指导书/测试检验标准 各工序作业指导书 成品检验标准/盖QA合格章
入库单 收款凭据 销售单 业务提供送货地点及收货人 用车申请单
SMT制造工艺流程图

锡工 膏程 板/ 首品 件质 确/ 认生 产
PCBA 过 热风 回流 炉进 行 回流 焊接
炉 后 Q C 对 P C B A
外 观 NG 进 行 检 查 OK
半待 成检 品验 装区 箱域 并 送 入
OQC 进 行 抽 检
OQC 填
盖并 P 写 A 返 工 S 报 S 告 章
判 定 OK
SMT工程准备生产工 装夹具、贴片程序
smt制造工艺流程图smt物料辅生产部按物料清单站位表进行领料iqc检验仓库按照生产指令单资料bomecn工及程制部定分改析善原措因施ngpcba外观维修工及程制负定责返进工行流分程析原因盖并oqc发不出合返格工通印知章物料进仓储存pmc按出货要求制定生产计划并发出ng操站作位员表将装领到来s的m物t料各按设备新产品导入仓库按采购定ipqc核对机器物料贴装胶ok纸板ipqc核对胶纸板首件印刷锡膏或点胶到空pcb板smt机器进行贴片锡工膏程板首品件质确认生产pcba过热风回流炉进行回流焊接炉后qc对pcba外观ng进行检查ok半待成检品验装区箱域并送入oqc进行抽检盖并oqc填p写判a返工定oks报s告章smt工程准备生产工装夹Байду номын сангаас贴片程序ipqc核对站位表新产品产前会议将生产站位表发到生产部生产资料确认受控半成品出货到后焊段成品出货到客户端
IPQC核对站位 表
新产品产前 会议
将生产站位表 发到生产部
生产资料确 认受控
半 成 品 出 货 到 后 焊 段
成 品 出 货 到 客 户 端
SMT制造工艺流程图
SMT物料/辅
生产部按<物料清单 &站位表>进行领料
IQC检验
仓库按照<生产指令 单>资料(BOM,ECN)
产品定制流程图
9
样品给需求部门, 供客户看样
R1
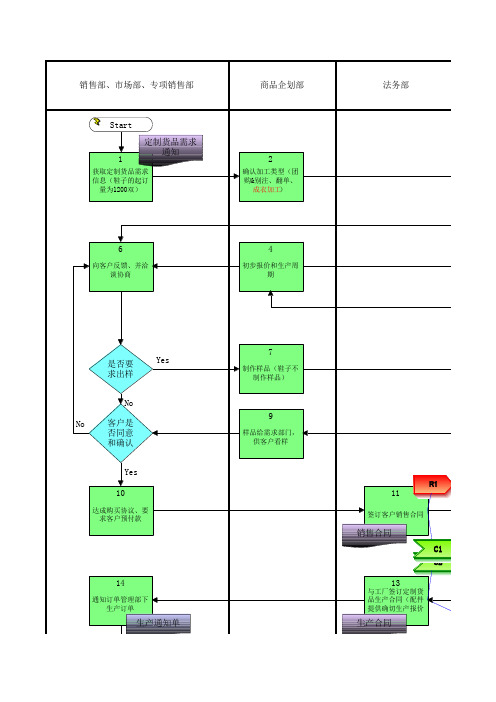
10
达成购买协议、要 求客户预付款
11
签订客户销售合同
客户
销售合同 C1 C2 14
通知订单管理部下 生产订单
13
与工厂签订定制货 品生产合同(配件 提供确切生产报价 )
生产通知单
生产合同
R2
18
通知订单管理部下 生产订单
生产通知单
生产合同
与工厂签订定制货 品生产合同(配件 提供确切生产报价 )
R2
18
审批报价
结束
部
财务部
订单管理部
定制产品生产工厂
3
与工厂确认定制价 格、生产周期等; 根据加工类型不同 ,确认方法也不同
5
确认物流周期
8
生产样品
C3 12
R1
客户完成预付款
售合同
R3
C1 C2
16
定制生产
定制货 (配件 产报价
15
R2
给工厂下货品定制 订单,同时将下单 7
销售部、市场部、专项销售部
商品企划部
法务部
Start 定制货品需求 通知
1
2
确认加工类型(团 购&别注、翻单、 成衣加工 )
获取定制货品需求 信息(鞋子的起订 量为1200双)
6
向客户反馈、并洽 谈协商
4
初步报价和生产周 期
是否要 求出样 No No 客户是 否同意 和确认 Yes
Yes
7
制作样品(鞋子不 制作样品)
完成生产,并提供 大货报价(衣服和 鞋子)
定制货 (配件 产报价
定制生产
15
R2
给工厂下货品定制 订单,同时将下单 邮件给企划部
产品过程流程图

出货检
◇
1.“◇”表示检验“□”表示制造、“→”表示搬运、“△”表示贮存、“○”表示返工/返修 2. 产品特性/配合特殊特性符号;▲为过程特殊特性符号; ● 产品安全特性 ; 一般特性无符号 产品安全特性 ● 产品重要特性 过程特殊特性 ▲ 批准: 审核 : 编制 :
XXXX
编制日期:2017.5.15
制造 序号 过程 □ 10 15 20 进货检 验 储存 折纸 □ → △ △ ◇ ◇ ○ 搬运 储存 检验 返工 临时替代
过程流程图
编号:XXXX
机器设备/ 测量设备
产品特性
特性符号
过程特性
特性符号
按进货检验作业指导书检验 货架叉车 按各物料技术指标 ○ 折高:40±0.5 方形滚筒 折数:92±3 折纸机 纸宽:205±1 筋外观:无歪斜、 不断裂,无压瘪 筋个数:背面筋2道 筋长度:背面筋丢 热熔胶机 1-2折 筋宽度:5±1 筋材质:TH156高温 胶 外观:PU颜色橘黄 色 外形尺寸: 设备替代:显 长:280±3 AB料配比聚氨 聚氨酯灌 宽:222.5±1.5 酯注胶机替代 注机 高:48±1.5 显转速比聚氨 PU高:8.5±1 酯注胶机 邵氏硬度A25±5 (SH°) PU表面无飞边 外观:无毛边、无 污物、无凹凸 产品防护作业指导书 ▲
25
打筋
□
35
注胶
□
○
▲
40
去飞边
□
剪刀
45
检验
◇
外观:无污损,无 毛边,PU胶橘黄色 长:280±3 游标卡尺 宽:222.5±1.5 邵氏硬度 高:48±1.5 计 PU高:8.5±1邵氏 硬度A:25±5 (SH°) 折数:92±3
50
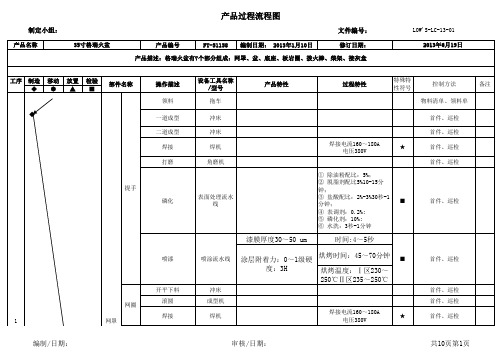
产品过程流程图(范例)
■
焊接电流160~180A 电压380V
★
Φ282.5+1mm
焊接电流160~180A
电压380V
■
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
钟;
③ 盐酸配比:2%-3%30秒-1 分钟;
■
④ 表调剂:0.2%;
⑤ 磷化剂:10%;
⑥ 水洗:3秒-1分钟
漆膜厚度30~50 um
时间:4~5秒
产品名称
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
LOW'S-LC-13-01 2013年6月19日
工序 制造 移动 放置 检验 ◆●▲■
◆
部件名称
盆
卡片 盆底
◆
提手
网圈
1
网罩
操作描述 领料
一道成型 二道成型
焊接 打磨
磷化
喷漆
开平下料 滚圆 焊接
设备工具名称 /型号
拖车
产品特性
过程特性
特殊特 性符号
控制方法
物料清单、领料单
备注
冲床 冲床 焊机 角磨机
表面处理流水 线
焊接电流160~180A 电压380V
★
① 除油粉配比:5%;
② 脱脂剂配比5%10-15分
35寸格瑞火盆
产品过程流程图
文件编号:
产品编号
FT-51158 编制日期: 2013年1月10日
修订日期:
产品描述:格瑞火盆有7个部分组成:网罩、盆、底座、板岩圈、拨火棒、柴架、接灰盒
产品制造工艺流程图.doc

产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(4)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(4),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1.在土中有地下水但未形成渗流时,计算边坡支护结构荷载标准值eaik,下列计算方法正确的是( )。
A.砂土按水土分算法B.粉土按水土分算法C.对粉土宜根据工程经验按水土分算或水土合算原则进行D.黏性土按水土合算法E.对黏性土宜根据工程经验按水土分算或水土合算原则进行2.对于均匀砂土边坡,如果滑裂面为直线,c、φ值不随含水量变化,下列( )选项的稳定安全系数一样。
A.坡度变陡或变缓B.坡高增加或减小C.砂土坡被静水淹没D.砂土的含水量变化3.铁路滑坡地段路基宜采取下列( )防治工程。
A.采取滑坡体地表排水工程B.布置必要的地下排水工程C.改良滑动带岩土的性质D.设置抗滑桩支挡建筑物E.采取增压措施4.边坡排水的目的和作用是( )。
A.减少渗透水流的压力B.减轻水对边坡或斜坡体岩土的软化、溶蚀和水解作用C.消除或减少水对边坡的冲刷作用D.减小边坡的整体的质量5.按照《港口工程地基规范》(JTJ250-1998)的规定,验算土坡和地基稳定性,下列( )说法是不正确的。
香水的制造流程图

香水的制造流程
4.陈化
混合好的香水放入装有安全阀的密闭容器中进行陈化。香水 的陈化有物理方法和化学方法两种。
物理方法:有机械搅拌、空气鼓泡、红外、紫外线光照射、 超声波处理、机械振动。 化学方法有空气、氧气或臭氧鼓泡氧化、银或氯化银催化、
锡或氢气还原。 在陈化期中,香水的气味渐渐由粗糙转为和醇芳馥。但如调
香水的制造流程
陈化:在纯化后的酒精中放入少量香料,在15度下密封放置 数月。
B.香精的预处理 在香精中加入少量预处理后的酒精,陈化1个月后使用。 C.水的预处理 蒸馏杀菌去金属离子。通常 用柠檬酸钠或EDTA来去除金属 离子。
香水的制造流程
3.混和
将酒精、香精和水按照一定的比例放入不锈钢或搪瓷、搪银、 搪锡的容器中,搅拌混和放置一段时间,让香精中的杂质充 分沉淀,这样对成品的澄清度及在寒冷条件下的抗混浊都有 改善。
最好的玫瑰精油要用3000-5000公斤的花瓣,才能萃取出1 公斤玫瑰油,所以它比黄金还要昂贵,现在的市场价格基本 上1公斤玫瑰油的价格是1公斤半黄金的价格,而且还在向更 高的价格上升。
香水的制造流程
B.用可挥发的溶媒提炼 香料被放在有孔的金属盘里面,再放进提取器中,
让挥发性溶剂(比如乙醚)通过提取器,然后进入 蒸馏锅,在那里变成一种半凝固的物质,叫"凝冻"。 "凝冻"包括精华油和一种叫玫瑰蜡的蜡状物质。使 用酒精可以使两者分开。这样制成的尽可能纯粹和 高浓度的精华油,被称为香精。这种香精很昂贵。 拿晚香玉香精来做例子,它现在比同等的黄金还要 贵。
配香精不适当,也会产生不理想的气味。对于陈化所需时间 长短,有人认为需3个月,有人则认为应更长些或更短些。 可以根据生产条件等因素加以调整。
产品制造管理流程图

客户订单/排 期
责任部门 生管
产品制造管理流程图
从材料领用——完成品入库
程序管理文件
相关表单记录
相关说明
客户要求评审管理程 序
订单评审记录
生管客户对应人员接受客户订单后在电脑中 进行统计,在订单上要求物料和原计划人员 在订单评审处签名确认并订购物料,每周将
订单接受统计表列印给仓库
冲压骤升产计 划/周计划变
冲压现场技术员根据计划情况从模具仓库领 取模具进行模具的安装
调试
技术员
调试作业指导书
工作记录表
冲压现场技术员根据冲压也做指导书及冲床 闭模高度等进行模具的调试。
首样检测
品管
产品制作管理程序
首件报告
调模技术人员对调试后的产品进行自检OK后 将首件样品交PQC进行检测,PQC在30分钟内
确认OK后做成首件样品悬挂于机台上。
。
PQC巡检 制程异常
在生产工程中PQC人员每半个小时对顺送的
PQC
制程管理管制程序
PQC巡检报告
机台进行抽检和确定,单冲机台设备每1个 小时进行巡检确认,异常问题发生必需联络
单报告
PQC/现场
制程管理管制程序
品质异常联络单/ 修模申请书
在制程中的品质异常发生时,PQC发出 品质异常联络单给冲压现场管理人员要
求停机处理并对模具进行调试和再确 认,如无法调试需要对模具进行修理, PQC与修模技术人员共同确认后发行修 模联络单,由修模技术人员对模具进行 修理。同时PQC需要求冲压人员对已经 生产的良品和不良品进行区分标示管理
。
和统筹
领料
冲压文员
过程策划管理程序
领料单
冲压计划员根据每天的日计划需求核算材料 的需求并填写材料领料单从仓库领取物料,
生产机加工件工艺流程图
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
产品制造工艺流程图
产品制造工艺流程图
产品生产过程是指从原材料投入到成品出产的全过程,通常包括工艺过程、检验过程、运输过程、等待停歇过程和自然过程.以下是店铺为大家整理的关于产品制造工艺流程图,给大家作为参考,欢迎阅读!
产品制造工艺流程图
产品生产过程的分类
1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品制造流程图
1、工艺阶段:是指按照使用的生产手段的不同和加工性质的差别而划分的局部生产过程。
若干相互联系的工艺阶段组成基本生产过程和辅助生产过程。
2、工序:是指一个工人或一组工人在同一工作上对同一劳动对象进行加工的生产环节。
它是组成生产过程的最小单元。
若干个工序组成工艺阶段。
按照工序的性质,可把工序分为基本工序和辅助工序:
基本工序——直接使劳动对象发生物理或化学变化的工序。
辅助工序——为基本工序的生产活动创造条件的工序。
综上,生产过程的构成,就是指生产过程的各个部分(生产技术准备过程、基本生产过程、辅助生产过程、生产服务过程,生产过程的各个工艺阶段、基本工序和辅助工序)之间的组成情况和相互联系。