CATIA三维焊点管理规范
基于CATIA V5 KnoWl ege Tem pIate汽车三维焊点建模

基于CATIA V5 KnoWl ege Tem pIate汽车三维焊点建模作者:符青萍程小建来源:《科技创新导报》2012年第05期摘要:介绍利用CATIA V5瞢知识工程建立三雏焊点模板,在焊点设计过程中利用此摸板快速建立焊点的几何模型,极大减少了设计人员工作量,同时为设计人员在工作提供了一种新思路。
关键词:Carla V5 Knowlege Template 焊点建模几何模型模板 Catalog中图分类号:U46文献标识码:A文章编号:1674-098X(2012)02(b)-0102-021引言在汽车自车身建模中,焊点建模是必不可少的一道环节。
焊点不仅是焊接工艺开展的必要输入条件,同时也是车身CAE分析的重要约束条件。
相对于复杂的覆盖件建模,焊点建模显得较为简单。
一个白车身焊点多达2000-3000个,一个焊点建模简单,数量多了工作显得极其繁琐。
重复的工作内容很容易导致错误的产生。
同样的信息表达要保证传递的准确,需要找到一个统一的模板来规范一致性、同时减少重复劳动。
下文阐述的是利用CATIA V5知识工程建立焊点模板、在重复创建焊点时只需要选择焊点的中心位置和搭接面即可自动生成焊点符号的一种方法。
2三维焊点模板创建焊点布置首先需要遵循相关设计规范,根据实际的搭接情况合理的确定焊点的间隔及焊点距离板金的边界距离。
焊点位置及数量经过整车CAE分析及车辆耐久试验后需要根据实际情况进行调整。
车身焊点以两层板、三层板焊接为主要焊点,部分车型有少量的四层板焊点。
各主机厂焊点标识符号都不尽相同,我部为统一标识,3D和2D图纸中的焊点符号共用。
两层板焊点符号为二分之一、三层板焊点符号为四分之一。
其中圆半径为3.6mm,线宽为0.35mm,颜色为黑色,在同一个区域内不同板材焊接焊点符号需用不同颜色来表示以便区分,焊点中心位于搭接板材搭接位置中心。
符号所处平面应与搭接面平行或重合、或与焊点面相切。
2.1焊点几何模型的创建焊点创建所需的输入的条件是焊点中心及焊接搭接面。
夹具设计技术要求
夹具设计技术要求夹具基本要求:一、三维图中夹具各部分颜色规定1.标准件(冲焊所标准):绿色(CATIA属性颜色中第11种)2.外购件(手动加紧器):兰色(CATIA属性颜色中倒数第10种)3.加工件:白色4.夹具底板:淡黄色(CATIA属性颜色中第2种)5.螺钉、螺母等国标件:红色(CATIA属性颜色中第2种)6.其它未规定部分使用软件默认颜色。
二、对于焊接夹具的技术要求:1. 定位点符合合理、正确的RPS点图纸要求。
上、下序夹具主定位点应统一。
2. 工装夹具定位点的尺寸符合有效版本的数模尺寸。
3.工装夹具结构具有标准、可换、稳定、可靠、安全等性能。
结构定位方向(X、Y、Z)在3mm范围内可调。
4. 夹具的定位装置和夹紧机构装置应便于操作,夹具作业高度应符合人体工程学原理,(工作面)要求距操作底面0.7~0.8m范围内。
5. 焊装夹具应有基准沟、基准孔(基准孔主要用于甲方测量时使用)和坐标线。
坐标线间距为100mm,刻线宽度0.15至0.20mm,深度为0.2mm,刻线要均匀、美观。
要清晰注明坐标值。
6. 夹具轮廓宽度不允许超过2.4米。
7. 夹具快速夹钳要求使用嘉手牌的GH-702-D型号。
8. 要求夹具的脚轮具有锁紧功能,以便夹具进行定位。
三、对焊接夹具的结构要求:1焊接结构件:1)焊角高5~6.5mm,不允许虚焊、脱焊,重要部位须采用连续焊缝。
2)焊后清理,焊缝磨平。
3)焊后退火消除应力,再机加工。
2 夹持形板:1)形板的支持部尺寸精度:依板件成品CAD的形状实测尺寸±0.2。
2)形板的支持部表面加工粗糙度:3.2。
3)形板的厚度:16mm。
4)形板的安装精度:±0.23夹持臂:1)下列情况之一时,必须给夹持臂配用停止块:a)夹持臂悬空时。
b)夹持臂夹持于外板表面时。
2)下列情况之一时,必须给夹持臂配用引导止块:a)夹持臂悬空且有定位销时。
b)夹持臂夹持于外板斜面时(角度>150)。
汽车焊接项目管理制度
汽车焊接项目管理制度第一章总则第一条根据国家相关法律、法规和公司的实际情况,制定本制度。
第二条本制度适用于公司汽车焊接项目的管理工作。
第三条项目经理(以下简称PM)负责项目管理,对项目全面主持和管理。
第四条项目团队成员包括设计、采购、生产、质检、安全等相关人员。
第五条本制度经PM负责解释。
第六条本制度自发布之日起生效。
第七条本制度的最终解释权归公司所有。
第二章项目立项第八条项目立项由公司相关部门提出,经主管领导审批后实施。
第九条项目立项需明确项目目标、范围、时间、质量、成本等相关要求。
第十条立项阶段需要制定初步的项目计划和预算。
第十一条立项阶段需审查项目的可行性,包括技术、市场、财务等方面的分析。
第十二条项目立项文件需得到PM的审定。
第三章项目计划第十三条项目启动后,PM根据项目立项文件,制定详细的项目计划。
第十四条项目计划包括项目任务、工期、成本、质量、风险管理等内容。
第十五条项目计划需提前编制,并报公司主管领导审批。
第十六条项目计划需得到项目团队成员的认可,并对其进行跟踪管理。
第十七条项目计划的变更需经过PM的批准。
第十八条项目计划的执行人员需按照计划完成相关任务。
第四章项目实施第十九条项目实施阶段要求各部门积极协作,完成自己的工作任务。
第二十条项目实施阶段需对各个环节进行及时的沟通和协调。
第二十一条项目实施阶段需对不同环节的风险进行评估和控制。
第二十二条项目实施阶段需进行项目进度、成本、质量等方面的监控。
第二十三条项目实施阶段需根据实际情况对项目计划进行调整。
第五章项目验收第二十四条项目完成后,需进行验收。
第二十五条项目验收内容包括项目的目标、范围、质量、成本等方面的具体情况。
第二十六条项目验收需由公司相关部门进行评定。
第二十七条项目验收合格后,可进行项目的交付和结算。
第六章项目总结第二十八条项目结束后,需进行总结,包括项目管理经验、成本分析、质量评价等方面的内容。
第二十九条项目总结需由PM负责,提交给公司领导并存档备查。
焊接质量管理规章制度

焊接质量管理规章制度第一章总则第一条为了规范焊接工作,提高焊接质量,保证焊接安全,特制定本规章制度。
第二条本规章制度适用于本单位内进行的所有焊接工作。
第三条焊接质量管理应遵循“安全第一、质量至上、规范操作、持续改进”的原则。
第四条本单位应建立焊接质量管理制度,明确责任分工,确保焊接工作的质量和安全。
第二章焊接作业管理第五条所有从事焊接作业的人员必须具备相应的焊接技术资格和证书,严格按照规章制度操作。
第六条所有焊接作业必须进行工艺评定、程序编制和焊接工艺试验,确保焊接质量符合标准要求。
第七条焊接作业应严格按照作业指导书和工艺流程进行,禁止擅自调整焊接参数和工艺。
第八条焊接现场应保持整洁,焊接材料、设备应安全存放,避免引起火灾和事故。
第九条焊接现场作业人员应佩戴符合要求的劳动防护用品,严禁穿拖鞋、短裤等不符合要求的服装。
第十条焊接现场应设置明显的安全警示标志,禁止未经培训和授权的人员进入。
第三章检验与评定第十一条焊接质量检验应按照相关标准和规程进行,确保焊接接头符合质量要求。
第十二条焊接接头的非破坏检测应定期进行,以排除隐藏的焊接缺陷。
第十三条焊接接头的破坏性检测应根据相关要求进行,确保焊接质量符合标准。
第十四条焊接接头的力学性能试验应按照程序进行,确保焊接接头的结构强度满足要求。
第十五条焊接接头的表面质量应进行外观检验,排除表面缺陷和氧化问题。
第四章质量记录与报告第十六条焊接作业应建立焊接质量记录,记录焊接材料、工艺参数、检验结果等相关信息。
第十七条焊接质量报告应及时编制,包括焊接工艺报告、质量检验报告、力学性能试验报告等。
第十八条焊接质量记录和报告应保存完整,并定期进行归档和整理,保证质量数据的准确性。
第五章管理与改进第十九条焊接质量管理应进行过程控制和质量监督,确保焊接作业的稳定性和连续性。
第二十条焊接工艺的改进应根据实际情况进行,包括技术装备的更新、工艺参数的调整等。
第二十一条焊接问题的处理应及时有效,发生质量问题应立即停止作业,并进行追踪和处理。
CATIA焊接设计

CATIA焊接设计在现代制造工业中,焊接是一项非常重要的工艺,广泛应用于各个行业中。
在产品设计和制造过程中,合理的焊接设计对产品的质量和性能至关重要。
CATIA作为一款领先的三维设计软件,为焊接设计提供了强大的支持和工具。
本文将对CATIA焊接设计进行介绍和讨论。
第一部分:咨询与准备在进行焊接设计之前,咨询和准备工作是至关重要的。
首先,设计师需要详细了解产品的焊接需求和要求。
这包括焊接材料、焊接方法、焊接位置等方面的信息。
然后,设计师可以使用CATIA提供的咨询功能,获取有关焊接参数和建议的信息。
CATIA还可以帮助设计师通过其强大的模拟功能,对焊接过程进行模拟和优化。
第二部分:CATIA焊接设计工具CATIA提供了一系列强大的焊接设计工具,可以极大地简化和加速焊接设计过程。
其中最重要的工具包括:1. 焊接专业库:CATIA提供了焊接专业库,其中包含了各种焊接相关的标准零部件和连接方式。
设计师可以方便地从库中选择合适的焊接零部件,并进行设计和组装。
2. 焊接仿真:CATIA的焊接仿真工具可以对焊接过程进行精确的模拟和分析。
设计师可以通过仿真结果评估焊接的可行性和质量,并进行必要的优化。
3. 二次开发:CATIA支持二次开发,设计师可以根据自身需求开发和定制焊接相关的功能和工具。
这使得焊接设计可以更好地与其他部门和流程集成,提高产品的整体效率和质量。
第三部分:CATIA焊接设计流程在进行焊接设计时,设计师可以按照以下流程进行操作:1. 创建焊接装配:在CATIA中,设计师可以创建焊接装配模型,包括焊接件和被焊接件。
这一步骤通常涉及到选择焊接零部件、创建连接关系以及定义焊接位置。
2. 焊接参数设置:在焊接装配模型创建完成后,设计师需要设置焊接参数,包括焊接方法、焊接材料、焊接电流等。
CATIA提供了丰富的参数设置功能,设计师可以根据具体需求进行调整。
3. 焊接仿真与优化:根据焊接参数和装配模型,设计师可以进行焊接仿真和优化。
CATIA(V5R22)工程制图应用规范

CATIA(V5R22)工程制图应用规范编制:校对:审核:标准化:批准:2019-06-20发布2019-06-20实施前言ICATIA(V5R22)工程制图应用规范1范围本标准规定了XXX有限公司的CATIA工程制图相关要求。
本标准适用于XXX有限公司的CATIA工程制图(合作单位提供的工程图纸需满足本标准要求)。
2规范性引用文件下列文件中的部分条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 324 焊缝符号表示法GB/T 1182产品几何技术规范(GPS)几何公差形状、方向、位置和跳动公差标注GB/T 1800.1 产品几何技术规范(GPS)极限与配合第1部分:公差、偏差和配合的基础GB/T 4457.4 机械制图图样画法图线GB/T 5185 焊接及相关工艺方法代号GB/T 10609.1 技术制图标题栏GB/T 10609.2 技术制图明细栏GB/T 13361技术制图通用术语GB/T 14689 技术制图图纸幅面和格式GB/T 14690 技术制图比例GB/T 14691 技术制图字体GB/T 15751 技术产品文件计算机辅助设计与制图词汇GB/T 16672 焊缝—工作位置—倾角和转角的定义GB/T 17450 技术制图图线GB/T 18229CAD工程制图规则GB/T 19418 钢的弧焊接头缺陷质量分级指南3术语和定义本文件适用于GB/T 13361界定的术语和定义。
4图幅图幅只允许采用GB/T 14689中规定的部分带有装订边的图纸幅面,见图1及表1。
图1 带有装订边的图纸幅面表1 幅面规格单位为:mm5属性(参数)设置图纸检入PLM系统,需对图纸的属性(参数)进行完善,详细内容参见表2。
表2 属性的定义及填写要求表2 属性的定义及填写要求(续)6工程图标题栏及表格在工程制图中,需要用表格形式来表达的内容(如标题栏、明细栏等),每个框的内容需要做到上下左右居中。
CATIA建模规定

1 范围本文件规定了CATIA三维建模的通用要求。
本文件适用于飞机产品零件、组件和部件的三维设计。
2 术语和定义本文件采用下列术语和定义。
2.1 三维建模(three dimension design)应用三维造型软件(如:CATIA、UG等)进行三维零件、组件及部件设计的过程。
2.2 三维数字模型(three dimensional digital model)是指三维实体在计算机内部的以1:1的比例来几何描述,它记录了实体的点、线、面、体等几何要素及其之间的关系。
2.3 CATIA文件(CATIA document)用CATIA软件对产品及其零部件进行数字化描述而形成的各类文件,包括后缀名,如:CATPart、CATProduct、CATDrawing、CAtlog、CATMaterial、CATAnalysis等。
2.4 外形数模(lofting/shape digital model)飞机外形的数字化描述,表达了飞机外形设计所有的信息,作为气动、结构、工装等设计的依据。
2.5 实体(solid/body)由CAD软件所生成的三维几何体在CATIA V4中为Solid,在CATIA V5中为Body或partbody。
2.6 非实体元素(open body)非实体元素是指不占有空间的几何元素(也可称为开放性元素),如:点、线、面等。
2.7 零件实体(partbody)由body和openbody组成的实体。
2.8 参考形体(reference geometry)指建模中所需参考的其它模型中的几何图形。
使用CATIA建模时,参考形体的获得可通过发布和引用来实现,且参考形体是参与模型建立的,当相关选项打开时,特别是在关联设计中,他会在结构树上有一个单独的分支(External Reference)。
2.9 零件特征树 specification/part feature tree体现零件设计过程及其特征(如:点、线、面、体等)组成的树状表达形式,反映模型特征之间的相互逻辑关系。
SE业务(ECR制定标准)

目的:通过零件分析,焊接性分析提升品质,控制成本,提高生产率
M-3 M-2 M-1 M+1 M+2 M+3 M+4 M+5 M+6 M+7 M+8 M+9
◎:主管,○:参与,△:支援
M+10 M+11 M+12 M+13 M+14 M+15 M+16 M+17 M+18 M+19 M+20 M+21 M+22 M+23 M+24 M+25 M+26 M+27
3. BIW 组装作业性改提案
工人作业白车身组装时对不方便操作的改善提案
用肉眼焊接作业困难部位增加组装导向用豁口增加改善提案
工人手动焊接时对姿势困难的改善提案 组装定位孔设定时1个圆形组装定位孔和1个长圆孔利用的组装方法等
4. BIW 开发层本节省方案改善提案
BIW 开发成本节省方案提案
M/PRODUCTION RAMP UP
Delivery Scope 阶 段 主要作业 内容 详细 作业 内容 INPUT
HORSCH
OUT PUT
USER Tool Maker
S.E Activities
设计图纸 检讨 (DMR)
1. B.I.W 构造分析 : 组装问题点确认 及 提示构造不良改善方案 2. B.I.W 焊接性确认 及 对不可焊接提示改善方案 3. B.I.W 开发成本节减方案提示 4. B.I.W 组装品质改善方案提示 → 基准HOLE & 面 (检讨与组装夹具的关系) 5. B.I.W 组装品质改善方案提示 6. CLOSURES HEMMING品质改善方案提示
CATIA三维数模设计规范

CATIA三维数模设计规范三维数模设计规范目次前言(Ⅱ)1、范围 (1)2、数模的分类和定义 (1)3、数模文件名的编制 (2)4、数模的一般要求 (3)5、数模结构树及装配的设置 (7)Ⅰ前言本标准审批人:本标准审核人:本标准起草单位:技术本部本标准主要起草人:本标准主要校对人:1 范围本标准适用于CATIA V5格式的三维数据,不包括其它来源、其它格式的的外来数据。
2 数模的分类和定义2.1 曲面数模指仅具有曲面形状的三维数模,一般具有光顺性要求,如A-CLASS、B-CLASS曲面,一个曲面数模可包含多个零部件的外表面。
2.2 表面数模指具有完整零部件外表面,但不含内部结构的零部件数模,一般用于黑匣子件的空间定义。
2.3 布置数模指用于结构方案定义的,满足需要控制的点、线、面的尺寸、必要的结构要素(如装配结构)等的初步三维数模。
2.4 工艺数模指造型和结构方案已得到确认,点、线、面、倒角等尺寸已得到准确控制。
其成熟度可满足模具的结构设计、工夹具设计和备料的要求。
2.5 铸造数模指造型和结构方案已得到确认,点、线、面、倒角等尺寸已得到准确控制。
其成熟度可满足模具的铸造的要求。
2.6 NC数模指造型和结构方案已得到完全确认,点、线、面、倒角等尺寸已得到准确控制。
其成熟度可满足模具、工夹具的NC加工要求。
2.7 单曲面零件数模指仅具有点、线、面信息,不含实体信息的零件数模(.part),一般用于表达等壁厚的零件,如车身冲压件。
此类数模必须有剖面线框对壁厚及壁厚方向进行明确定义。
2.8 实体零件数模指带有实体信息的零件数模(.part),与单曲面零件数模对应。
除冲压件等等壁厚件外,零件数模都属于实体数模。
2.9 辅助数模指用于表达焊点、涂胶、标准件位置等信息的数模,其内容除包括焊点、涂胶等工艺信息、标准件位置外,还应包括相关零件外形线框,数模格式为.part。
2.10 装配数模指两个或两个以上零件数模(.part)或部件(.product)组装在一起的电子装配,其格式为.product。
catia焊缝标注注意点
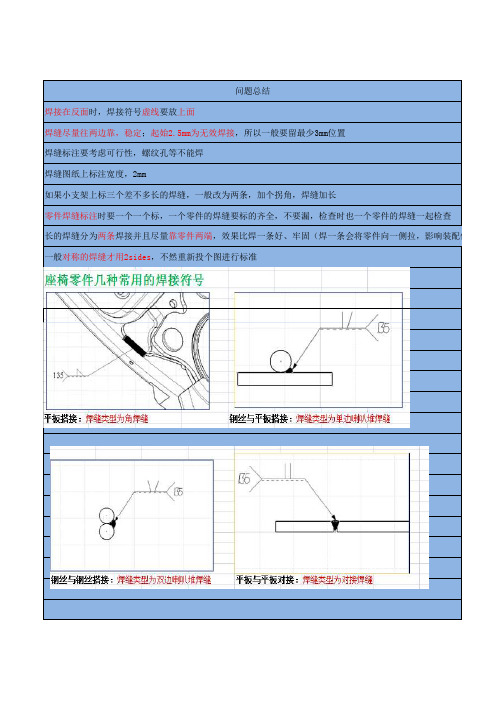
问题总结
焊接在反面时,焊接符号虚线要放上面
焊缝尽量往两边靠,稳定;起始2.5mm为无效焊接,所以一般要留最少3mm位置
焊缝标注要考虑可行性,螺纹孔等不能焊
焊缝图纸上标注宽度,2mm
如果小支架上标三个差不多长的焊缝,一般改为两条,加个拐角,焊缝加长
零件焊缝标注时要一个一个标,一个零件的焊缝要标的齐全,不要漏,检查时也一个零件的焊缝一起检查
长的焊缝分为两条焊接并且尽量靠零件两端,效果比焊一条好、牢固(焊一条会将零件向一侧拉,影响装配位置一般对称的焊缝才用2sides,不然重新投个图进行标准。
CATIA软件尺寸标注规范
CATIA软件尺寸标注规范CATIA是一款广泛应用于机械设计领域的三维设计软件。
在使用CATIA软件进行模型设计时,尺寸标注是非常重要的一环。
准确的尺寸标注能够有效地传达设计意图,方便后续加工制造和检验。
本文将详细介绍CATIA软件中的尺寸标注规范。
一、尺寸标注的目的和意义尺寸标注是为了描述和控制零件的尺寸和形状。
它不仅仅是在技术图纸上的一个数字,更是设计者对产品设计意图的一个精确传递。
尺寸标注的准确性和规范性直接影响到产品的制造质量和工艺效率。
二、尺寸标注的基本原则1. 标注的准确性:尺寸标注应准确无误地表示设计意图,避免产生二义性或误导。
2. 标注的简洁性:尺寸标注应尽量简洁明了,避免过多的冗余标注,以免影响阅读和理解。
3. 标注的规范性:尺寸标注应符合相关行业标准和规范,保证标注的一致性和可读性。
4. 标注的合理性:尺寸标注应符合实际制造和检验的要求,避免过于严格或松散的标注要求。
三、尺寸标注的具体规范1. 基本标注要素:a. 尺寸:标注零件的线性尺寸,包括直径、长度、宽度等。
b. 公差:标注零件的公差范围,用于控制尺寸的精度。
c. 表面质量:标注零件的表面质量要求,如光洁度、粗糙度等。
d. 材料:标注零件所使用的材料。
2. 尺寸标注的放置要求:a. 尺寸标注应尽可能直接与尺寸线相联系,避免与其他图形重叠或交叉。
b. 尺寸标注应位于图纸清晰可见的位置,不应被遮挡或隐藏。
c. 尺寸标注应与所标注的图形相对应,避免与其他图形出现错误或不一致的情况。
3. 尺寸标注的显示:a. 尺寸标注应使用统一的字体和字号,保持整体的美观和一致性。
b. 尺寸标注的线型应与尺寸线保持一致,如实线、虚线、粗细等。
c. 尺寸标注的颜色应与图纸中的其他标注保持一致,以避免混淆和混乱。
4. 尺寸标注的引线和箭头:a. 尺寸标注的引线应直线连接到尺寸线上,避免过长或过短。
b. 尺寸标注的箭头应与引线相连,并指向被标注的对象,保持清晰明了。
基于CATIA V5 Knowlege Template汽车三维焊点建模

基于CATIA V5 Knowlege Template汽车三维焊点建模摘要:介绍利用CATIA V5知识工程建立三维焊点模板,在焊点设计过程中利用此模板快速建立焊点的几何模型,极大减少了设计人员工作量,同时为设计人员在工作提供了一种新思路。
关键词:Catia V5 Knowlege Template 焊点建模几何模型模板Catalog1 引言在汽车白车身建模中,焊点建模是必不可少的一道环节。
焊点不仅是焊接工艺开展的必要输入条件,同时也是车身CAE分析的重要约束条件。
相对于复杂的覆盖件建模,焊点建模显得较为简单。
一个白车身焊点多达2000~3000个,一个焊点建模简单,数量多了工作显得极其繁琐。
重复的工作内容很容易导致错误的产生。
同样的信息表达要保证传递的准确,需要找到一个统一的模板来规范一致性、同时减少重复劳动。
下文阐述的是利用CATIA V5知识工程建立焊点模板、在重复创建焊点时只需要选择焊点的中心位置和搭接面即可自动生成焊点符号的一种方法。
2 三维焊点模板创建2.2 焊点模板的创建Insert(插入)|Knowledge Templates(知识模板)|User Feature(超级副本),首先定义两层板焊点名称,以便后续调用,然后按照建模顺序从目录树中依次选取特征。
此处选取特征不能落下建模过程中的中间步骤,点击确定完成此步骤。
再按照上述步骤建立三层板焊点。
上述步骤完成后需要保存Catpart文件,不保存则无法完成后续的操作。
点击Insert(插入)|Knowledge Templates(知识模板)|Save in Catalog(保存),保存模板文件(.catalog)即定义目录名称,上述过程即完成焊点模板的创建。
创建完成后的.catpart文件及.catalog文件需保存在同一目录下以便调用和管理。
(图2)2.3 焊点模板的应用在CATIA 装配模块中,首先需新建一个焊点零件,拷贝焊接搭接面到新建零件中,根据焊点的设计规范在搭接面上布置相关的中心点,点击工具(Tool)|目录浏览器(Catalog Browser),指向上面保存的模板文件(.Catalog)位置,选择三层板或两层板焊点,根据提示依次选取中心点及搭接面,即可生成所需焊点。
CATIA软件绘标准规范
CATIA软件绘标准规范CATIA软件绘制标准规范CATIA是一种广泛应用于机械设计和制造行业的三维建模软件。
为了保证设计图纸的准确性和一致性,制定绘制标准规范至关重要。
本文将介绍CATIA软件下的标准规范,以帮助设计师和工程师们在使用CATIA软件时达到统一的绘图标准。
一、图纸设置在开始绘图之前,首先要进行图纸设置。
打开CATIA软件后,选择“纸张设置”选项。
在纸张设置窗口中,可以选择图纸的大小、方向和比例。
根据实际需要,选择合适的纸张尺寸和横竖方向,并设置正确的比例,通常选用1:1的比例以保持图纸的准确性。
二、图层管理良好的图层管理可以帮助我们更好地组织和控制图纸上的不同元素。
在CATIA软件中,可以通过图层管理功能进行图层的创建、编辑和设置。
设计师可以根据需要创建不同类型的图层,并对每个图层进行相应的设置。
例如,可以为投影、尺寸、注释等元素分别创建不同的图层,并根据需要进行隐藏或显示。
三、线型和线宽在绘图过程中,正确选择线型和线宽是保证图纸美观和易读性的关键。
CATIA软件提供了丰富的线型和线宽选项。
在绘图时,设计师可以根据实际需要选择合适的线型,例如实线、虚线、点线等,并通过设置线宽来控制线的粗细。
通常,主要的物体轮廓线选择实线,辅助线选择虚线,尺寸标注线选择细线,以便在视觉上能够清晰地区分各种线条。
四、尺寸标注尺寸标注是绘制图纸时必不可少的一环。
在CATIA软件中,可以通过选择合适的标注工具进行尺寸标注。
在标注时,需要注意以下几点:1. 尺寸标注应该清晰、准确地表示设计要求,标注文字应与实际尺寸一致。
2. 标注线应清晰可辨,与标注文字关联紧密,避免遮挡其他图形。
3. 标注文字应位于标注线的中间或末端,与标注线成水平或垂直排列。
五、视图投影在CATIA软件中,通过选择不同的视图投影方式可以呈现出不同的视图效果。
常用的视图投影方式包括:正交投影、轴测投影等。
在选择视图投影方式时,需要根据所绘物体的特点和设计要求来确定最合适的视图投影方式。
如何读取CATIA中焊点的坐标值

如何读取CATIA中焊点的坐标值1.启动CATIA,打开对应的焊点文件,如图
2.选择需要制作焊点的对象,如图
选择对应两个顶点,如图制作后的焊点如图
3.将做好的焊点导出,点击“文件”-〉“另存为”如图选择存储的格式为“.igs”格式,输入存储的文件名
4.进入数字化造型编辑器,点击“开始”-〉“形状”-〉“Digizited Shape Editor”如图点击“Import”,选择刚才输出的“.igs”文件
5.将导入IGS文件后生产的特征输出,如图
点击“Export”,输出文件格式为“.asc”,选择输出的文件名,如图
6.启动Excel,打开刚才输出的ASC文件,如图7. 选择对应的输入步骤,如图
7.编辑焊点文件,如图
在H9单元格内输入“=CONCATENATE(B9,",",D9,",",F9)”
输入后按回车键,结果如图
注意:“=CONCATENATE(B9,",",D9,",",F9)”的含义是将对应焊点的X、Y、Z坐标以X、Y、Z顺序排列,中间用“,”分割。
10.打开对应的焊点库文件(.CSV格式),将修改号的焊点数据拷贝粘贴到对应的位置,如图
将修改后的CSV格式的文件保存。
11.将修改后的焊点库文件重新导入,如图
导入后对应的焊点坐标和CA TIA数模中的坐标值一致。
CATIA 三维模型的质量控制

CATIA 三维模型的质量控制CATIA 三维模型的质量控制一、引言产品三维模型数据文件是企业设计知识的载体,随着三维设计软件的广泛应用,产品三维模型数据文件的质量已成为影响企业竞争的一个重要因素。
高效利用设计规则、经验等已有的知识进行设计,成为企业保持产品创新能力和竞争优势的关键。
随着企业信息化建设的不断深入,我公司正逐步发展成为数字化企业,其中作为最基本构成的CATIA模型已经是我公司产品开发制造的惟一依据,CATIA模型的质量就是加工的质量,是制造的质量,是生产出产品的质量。
对于企业来说,模型管理一个重要的方面就是如何保证模型的稳定性,确保数据库中的模型没有质量问题,能够快速正确打开、审查和再设计。
那么,对于CATIA模型,应该如何保证模型的质量呢?应该采用两大方式:Q-Checker和CATDUAV5。
二、Q-Checker在模型质量控制方面的作用产品三维模型数据文件中会存在各种各样的缺陷,这些缺陷主要来自于不规范的设计及数据转换。
设计过程不加以正确约束,会产生一些不符合工程实践的三维模型数据。
这些几何形状在实际生产过程中无法实施,如过尖的夹角,太窄的表面,甚至是自相交的一些曲线、曲面,会影响后续的分析及加工过程。
由于模型中不可避免地存在这些缺陷,大部分是不能被设计人员察觉的。
我们需要一个工具能够迅速检测出模型中存在哪些问题、知道它们在什么地方,并快速消除掉这些缺陷。
Q-Checker是CATIA数据质量控制软件,能够帮助企业在CATIA设计软件中制定设计标准以及特殊要求,使得设计与生产更加有效,获得更高的产品质量。
Q-Checker是Quality-Checker的缩写,根据字面的意思,它是质量的检查者,使用它,可以帮助设计人员察看模型有哪些特征、是否满足企业开始制定的质量标准,从而保障每一个模型都完全符合既定的质量标准,同时节约后续修补模型的时间。
Q-Checker能够在错误特征导致更多的附加几何问题之前,检测出关键的错误,从而为企业赢得时间和效益。
CATIA教材焊接
第18頁
3.基本繪圖指令
3-1 焊接
3-2 -11.寬基面雙斜面塊焊接
操作方法︰ 1) 2) 3) 4) 5) 自訂視窗的“材料“塗彩必須開啟顯示 選取圖示 出現對話框
1 2
點選相接的邊緣 紅1、紫2與紫3 輸入焊接名稱、高度、形狀 點選 “確認” 結束指令。
3
說明:此練習必須用焊接預設模式 1) 偏移:只能用於形狀:击面、凹面 2) 焊接符號:決定是否顯示焊接符號 3) 修剪限制(Relimitation Frame):焊接料長度 4)(PrepaLength Flame):全長度或僅接觸長度
說明:此練習必須用焊接預設模式 1) 偏移:只能用於形狀:击面、凹面 2) 焊接符號:決定是否顯示焊接符號 3) 修剪限制(Relimitation Frame):決定焊接料 的長度 4)(PrepaLength Flame):全長度或僅接觸長度
範例 : Assembly_for_Welding_01.CATProduct
MD2 核心功能
CATIA – 組立設計 2 (ASD) CATIA – 零件設計 2 (PDG) CATIA – 造形設計 1 (GS1) CATIA – 板金設計 2 (SMD) CATIA – 焊接設計1 (WD1)
XM2為高等機械工程套組。為 一3D產品建置組合,包含完整 的零件與組立件的設計特徵, 加上關聯性的圖面功能。提供 複雜零件與造型的設計所必須 的工具,此套組還包含板金件 設計與和焊接設計、全尺寸的 數位模型及工程圖製作。此外 ,也包括即時真實影像功能。
範例 : Assembly_for_Welding_02.CATProduct
第5頁
Product Contents
焊接符號的各種平面形式 :
CATIAV三维功能公差与标注标准版
创建标注位面 (6/8) 剖面(Section Cut) 投影视图由黄色的轴表示,在配置树上标示为“剖面(Section Cut)”
剖面
创建标注位面(7/8) 标注平面的属性编辑:重新命名标注平面和隐藏它的框架。
1. 在配置树上选择一个视图,右键选择 “属性 ”命令;
2. 对话框出现; 3. 点击“视图(View)”菜单。
创建标注位面(8/8) 标注平面的属性编辑:
重新命名标注平面
隐藏框架
创建标注 (1/16)
创建关联3D公差的规范: ➢消除对二维工程图纸的依赖; ➢个别的或在装配前后关系中标注零件和装配; ➢几乎提供了当前大多数所使用的公差和标注类型; ➢通过Cut,Copy,Paste,Drag&Drop快速修改3D标注.
Section View / Annotation Plane
创建标注位面 (4/8) Section View 投影视图由绿色的轴表示,在配置树上标示为“截面视图(Section View)”
截面视图
创建标注位面 (5/8) 剖面(Section Cut) 这个特定的标注平面用来管理3D标注: ▪ 所做的标注位于或附着在标注平面上. 可以通过平面或平面型曲面或几何体的平面型表面来创建。 位面也为生成嵌入的2D正视图/投影视图所用。在创成式二维绘图工作台,可以抽取3D零件和3D标注。
•旋转角度(文字,框架和引导线)
•自动捕捉角度 •是否创建注释对象属性
The User Settings用户设置 之显示部分
Tools / Options / Mechanical Design / Functional Tolerancing and Annotation / Display
CATIA焊接基础知识

焊接标注专用版第一章——焊接符号标注格式如下:焊缝符号组成形式:基本符号、辅助符号、补充符号、焊缝尺寸符号和指引线A区:主要功能区,标注基本符号、特殊符号、补充符号中的垫板符号、辅助符号中的平面、凸面、凹面符号;(1)基本符号如图所示:(2)补充符号中的垫板符号如图所示:解释工作:(1)三面焊缝符号:表示工件三面带有焊缝,是不封闭的焊缝。
三面焊缝符号的开口方向固定向右,该符号无指示焊缝开口方向的功能,它不随焊缝开口方向变化。
(2)周围焊缝符号:表示沿筒形焊件分布的头尾相接的封闭焊缝。
焊件可以是圆柱体或多棱体。
(3)现场符号:表示焊接构件在工地安装后就地进行的焊接,又称现场焊接。
车间里焊接不标注现场符号,因为车间里焊接不属现场焊接。
(3)辅助符号中的平面、凸面、凹面符号如图所示:B区:补充功能区,布置在A区的上方或者下方,标注焊缝尺寸中的坡口角度α,坡口面角度β,根部间隙b;解释如下:完成任务!解释如下:C区:在基本符号的左侧,标注焊缝横截面上的尺寸符号和数值,如钝边p、坡口深度H、焊角尺寸K、余高h、焊缝有效厚度S、根部半径R、焊缝宽度C、熔核直径d;解释如上图所示。
解释完成!D区:在基本符号的右侧,标注交错焊缝符号,标注焊缝的纵向(长度方向)尺寸数值,如焊缝段数n值、焊缝长度l 值和焊缝间距e值;解释如上图所示。
解释完成!E区:标注补充符号中的三面焊缝符号;F区:标注补充符号中的现场焊缝符号和周围焊缝符号;G区:标注补充符号中的尾部符号,在尾部符号后标注相同焊缝条数N值,焊接方法代号、焊缝质量和检测要求。
1——尾部符号2——焊缝条数N值3——焊接方法代号第二章——焊缝的基本破口形状第三章——焊接接头的基本类型。
CATIA三维焊点管理规范
d)焊点中线条颜色使用六号颜色,线条粗细使用三型0.7mm,如图2。
图1点焊的表示方法
图2焊点线条的颜色和粗细
4
填满塞焊孔采用塞焊孔边界线和内侧两条侧偏置线来表示(同心圆),如图3.
塞焊表示方法中的线条颜色及粗细同上所述点焊线条要求。
本标准起草单位:汽车工程研究院车身部。
本标准主要起草人:孙超
CATIA三维
1
本标准规定了车身部CATIA三维数模中焊点的表示方法。
本标准规定了车身部CATIA三位数模中焊点的制作及管理方法。
2
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
图3塞焊断面示意图
4
CO2焊缝采用焊缝边缘线条,颜色同上,粗细使用八型2.6mm,如图4。
图4CO2焊缝示意图
4
根据焊接板材层数和焊接方式将焊点数据分别放置。
将焊点中心和焊点线条分别放置。如图5。
两层板焊点
焊点中心
焊点线条
三层板焊点
焊点中心
焊点线条
多层板焊点
焊点中心
焊点线条
填满塞焊孔
塞焊中心
塞焊线条
图6焊点文件的装配示例
6
由于在车身制造中存在着同工位多工序、夹具分级夹紧的操作可能,故在结构中有存在着三层板搭接处进行两层板焊接的情况,焊点易造成工程人员混淆。此类焊点在遵循上诉焊点格式要求的同时,需再加入焊接件的零部件代号加以区分,如图7。
图7同级多序焊点结构树示例
目
前
本标准是根据GB/T 19867.5-2008《电阻焊焊接工艺规程》和JB/T 3947-1999《电阻点焊电极接头》对CATIA三维数模中焊点表示方法进行规定,旨在使本公司工程人员在焊点设计和制作中形成统一的规范格式,并简化重复性操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本标准主要起草人:孙超
CATIA三维
1
本标准规定了车身部CATIA三维数模中焊点的表示方法。
本标准规定了车身部CATIA三位数模中焊点的制作及管理方法。
2
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
图6焊点文件的装配示例
6
由于在车身制造中存在着同工位多工序、夹具分级夹紧的操作可能,故在结构中有存在着三层板搭接处进行两层板焊接的情况,焊点易造成工程人员混淆。此类焊点在遵循上诉焊点格式要求的同时,需再加入焊接件的零部件代号加以区分,如图7。
图7同级多序焊点结构树示例
图3塞焊断面示意图
4
CO2焊缝采用焊缝边缘线条,颜色同上,粗细使用八型2.6mm,如图4。
图4CO2焊缝示意图
4
根据焊接板材层数和焊接方式将焊点数据分别放置。
将焊点中心和焊点线条分别放置。如图5。
两层板焊点
焊点中心
焊点线条
三层板焊点
焊点中心
焊点线条
多层板焊点
焊点中心
焊点线条
填满塞焊孔
塞焊中心
塞焊线条
c)四层板及以上焊点用φ6圆形和三根首尾相接线来表示,如图1右图。
d)焊点中线条颜色使用六号颜色,线条粗细使用三型0.7mm,如图2。
图1点焊的表示方法
图2焊点线条的颜色和粗细
4
填满塞焊孔采用塞焊孔边界线和内侧两条侧偏置线来表示(同心圆),如图3.
塞焊表示方法中的线条颜色及粗细同上所述点焊线条要求。
目
前
本标准是根据GB/T 19867.5-2008《电阻焊焊接工艺规程》和JB/T 3947-1999《电阻点焊电极接头》对CATIA三维数模中焊点表示方法进行规定,旨在使本公司工程人员在焊点设计和制作中形成统一的规范格式,并简化重复性操作。
本文在内容和格式编排上,符合Q/JC-J171001-2012《企业标准编写规则》中排版的要求。
GB/T 19867.5-2008《电阻焊焊接工艺规程》
JB/T 3947-1999《电阻点焊电极接头》
3
为满足PDM文件管理系统需求,发布的CATIA焊点数模需为单独文件,通过装配在结构数模中体现。点焊、塞焊、CO2焊接而成的总成必须在三维数模中标注相应的焊接标记并建立专门的焊点描述文件,并具有版本号等属性
4
4
命名为:Part Number-Weld
例 如:W101-2801010-Weld
其 中:W101-2801010为零部件编号,Weld表示文件为焊点文件。
中文名:总成名称-焊点。
例 如:车架分总成-焊点
4
a)两层板焊点用φ6圆形和一根直线来表示,如图1左图。
b)三层板焊点用φ6圆形和两个交叉线来表示,如图1中图。
二氧化碳保护焊缝
焊缝线条
图5焊点文件的结构பைடு நூலகம்构成
4
焊点线条调用超级副本生成。
见附件:Two.CATPart、Three.CATPart、Multi.CATPart。
4
焊点中心需保留,且位于焊接位置中心面。
焊点线条和中心点需保留为非参数据,除此之外所有过程数据不保留。
5
焊点数模在装配中隶属于对应的总成数模,如图6。