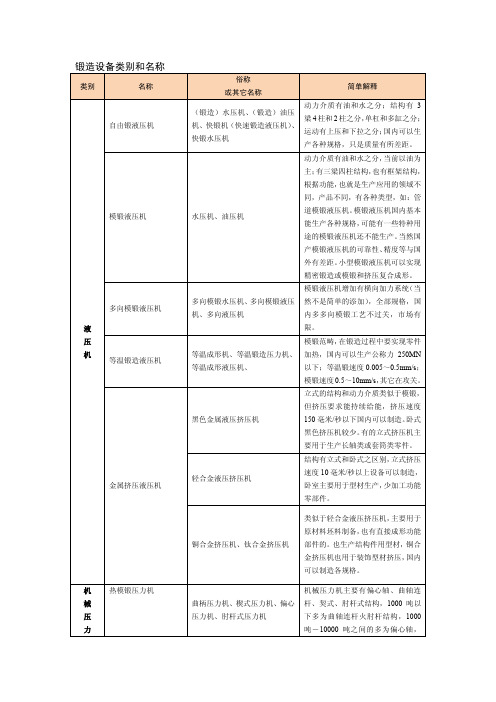
模锻液压机
锻造设备类别和名称

机
10000 吨以上的有采用契式,我国可பைடு நூலகம்以生产公称力 160MN 以下,质量和 可靠性需要提升。 冷锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机、多 ( 2/3/4) 工位冷锻压力机、单点 压力机、双点压力机 温锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机、多 ( 2/3/4) 工位温锻压力机、单点 压力机、双点压力机 冷温锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机、多 ( 2/3/4) 工位冷温锻压力机、单 点压力机、双点压力机 平锻机 结构类是于热模锻压力机, 但有其特 殊性,刚性、偏载能力、速度等都与 热模锻不同, 国内目前能生产公称力 16MN 以下,但多工位仍然不能生 产。大吨位质量和可靠性差。 与冷锻压力机情况差不多, 国内目前 能生产公称力 10MN 以下, 但多工位 仍然不能生产。 大吨位质量和可靠性 差。 与冷锻压力机情况差不多, 国内目前 能生产公称力 10MN 以下, 但多工位 仍然不能生产。 大吨位质量和可靠性 差。
鳄式平锻机、水平分模平锻机、 结构有鳄式、肘杆式、公称力 20MN 立式分模平锻机、 肘杆式水平分 模平锻机 的鳄式平锻机国内可以提供。 肘杆式 平锻机的垂直打击力较大, 可以进行 复合成形。 当前不再使用立式分模的 平锻机,因为难于实现自动化, 也难 于提升合模打击功能。
挤压压力机
冷(温)挤压机、机械式冷(温) 机械式传动的压力机多是偏心压力 挤压机 机或肘杆压力机, 这种压力机的特点 是形成要求长,也就是压力角大,目 前国内可以生产公称力 12MN 以下 的机械式挤压机。
锻造设备类别和名称
类别 名称 俗称 或其它名称 (锻造)水压机、 (锻造)油压 自由锻液压机 机、快锻机(快速锻造液压机) 、 快锻水压机 简单解释 动力介质有油和水之分;结构有 3 梁 4 柱和 2 柱之分, 单杠和多缸之分; 运动有上压和下拉之分; 国内可以生 产各种规格,只是质量有所差距。 动力介质有油和水之分, 当前以油为 主; 有三梁四柱结构, 也有框架结构, 根据功能, 也就是生产应用的领域不 同,产品不同,有各种类型,如:管 模锻液压机 水压机、油压机 道模锻液压机。 模锻液压机国内基本 能生产各种规格, 可能有一些特种用 途的模锻液压机还不能生产。 当然国 产模锻液压机的可靠性、 精度等与国 外有差距。 小型模锻液压机可以实现 精密锻造或模锻和挤压复合成形。 模锻液压机增加有横向加力系统 (当 多向模锻液压机 液 压 机 等温锻造液压机 等温成形液压机、 多向模锻水压机、 多向模锻液压 机、多向液压机 然不是简单的添加) ,全部规格,国 内多多向模锻工艺不过关,市场有 限。 模锻范畴, 在锻造过程中要实现零件 等温成形机、等温锻造压力机、 加热,国内可以生产公称力 250MN 以下;等温锻速度 0.005~0.5mm/s; 模锻速度 0.5~10mm/s, 其它在攻关。 立式的结构和动力介质类似于模锻, 但挤压要求能持续给能,挤压速度 黑色金属液压挤压机 150 毫米/秒以下国内可以制造。 卧式 黑色挤压机较少。 有的立式挤压机主 要用于生产长轴类或套筒类零件。 结构有立式和卧式之区别, 立式挤压 金属挤压液压机 轻合金液压挤压机 速度 10 毫米/秒以上设备可以制造, 卧室主要用于型材生产, 少加工功能 零部件。 类似于轻合金液压挤压机, 主要用于 原材料坯料制备, 也有直接成形功能 铜合金挤压机、钛合金挤压机 部件的。也生产结构件用型材, 铜合 金挤压机也用于装饰型材挤压, 国内 可以制造各规格。 机 械 压 力 热模锻压力机 曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机 机械压力机主要有偏心轴、曲轴连 杆、契式、肘杆式结构,1000 吨以 下多为曲轴连杆火肘杆结构, 1000 吨- 10000 吨之间的多为偏心轴,
2023年模锻液压机行业市场分析现状
2023年模锻液压机行业市场分析现状
现代模锻液压机是模锻行业中不可或缺的设备,其在金属成型加工中具有重要作用。
模锻液压机市场目前仍处于稳定增长阶段,以下将对其市场分析进行详细介绍。
首先,模锻液压机市场的主要驱动力之一是汽车行业的快速发展。
汽车行业是模锻液压机的主要应用领域之一,因为模锻液压机可以用于制造汽车的引擎、底盘和其他关键部件。
根据国内外汽车市场的发展情况,模锻液压机市场也在保持着相对稳定的增长。
其次,工程机械行业的发展也是模锻液压机市场增长的关键因素。
随着国内外基础设施建设的不断推进,工程机械市场逐渐兴起。
而工程机械中很多零部件需要使用模锻液压机进行加工,因此模锻液压机市场也受到了工程机械市场的推动。
另外,航空航天行业的快速发展也对模锻液压机市场产生了积极影响。
航空航天行业对金属材料的要求非常严格,而模锻可以保持金属材料的连续纤维结构,提高材料的强度和耐久性。
因此,模锻液压机在航空航天行业中有着广泛的应用市场。
此外,冶金行业对模锻液压机的需求也较大。
冶金行业需要大量的金属材料,并且这些材料往往需要经过模锻等加工工艺才能获得理想的性能。
因此,冶金行业的发展直接推动了模锻液压机市场的增长。
总体来说,模锻液压机市场现状良好,而且前景广阔。
随着国内外工业化进程的不断推进和关键行业的快速发展,模锻液压机市场将继续保持增长态势。
未来,随着科技的不断进步和市场需求的不断变化,模锻液压机市场将出现更多新的机遇和挑战。
因此,模锻液压机制造商需要不断创新和提高产品质量,以适应市场的发展需求。
多向模锻液压机标准

多向模锻液压机标准
多向模锻液压机的标准主要包括以下几个方面:
1.型号标准:多向模锻液压机的型号应该符合相关标准,包括液
压机的规格、性能参数、结构形式等方面。
具体型号标准可以
参考国家相关标准或行业标准。
2.安全标准:多向模锻液压机的安全性能应该符合相关标准,包
括设备的安全防护装置、安全操作规程、安全检测等方面。
具
体安全标准可以参考国家相关标准或行业标准。
3.质量标准:多向模锻液压机的质量应该符合相关标准,包括设
备材料的质量、制造工艺的质量、检验检测的质量等方面。
具
体质量标准可以参考国家相关标准或行业标准。
4.环保标准:多向模锻液压机的环保性能应该符合相关标准,包
括设备的噪音、振动、废气排放等方面。
具体环保标准可以参
考国家相关标准或行业标准。
5.行业标准:多向模锻液压机还应该符合相关行业标准,包括设
备的设计、制造、安装、调试、维护等方面的标准。
具体行业
标准可以参考相关行业协会或组织的标准。
总之,多向模锻液压机的标准是多方面的,涉及型号、安全、质量、环保和行业等多个方面。
在选择和使用多向模锻液压机时,应该充分
了解相关标准,确保设备的合规性和安全性。
同时,也应该关注相关标准的更新和变化,以便及时调整和改进设备的使用和管理。
800MN大型模锻液压机极限设计制造技术创新

800M N大型模锻液压机极限设计制造技术创新曾祥东,杨固川,张华,于江,胡孟君,陈文( 中国第二重型机械集团公司重型机械设计研究院,四川成都610052)摘要: 简述800 M N大型模锻液压机上巨大尺寸、重要零件的极限设计制造,特别是机架C形板、主工作缸、活动横梁中梁等的极限设计技术以及在铸造、锻造、焊接方面的极限制造技术。
设计过程中对C形板进行优化设计,使过渡圆角处的最大应力由原来的456M Pa降为237.1M Pa; 对主工作缸的局部进行设计优化,使进液孔内壁的最大主应力和等效应力分别降低到192和217M Pa,应力值降低幅度超过40%。
经过国家科技重大专项课题组联合技术攻关,成功解决了大尺寸重要零件极限设计制造关键技术的难题。
关键词: 模锻液压机; 极限设计; 极限制造D O I: 10.13330/j.iss n.1000-3940.2014.02.019中图分类号: TH163文献标识码: A文章编号: 1000-3940( 2014) 02-0096-06C r e a t io n of li m i t d esig n and manu f a c t u r i n g t ec hn i qu e fo rclose-d ie fo r gi n g h y d r au lic p r ess of 800 M NZ en g Xian g d o n g,Yan g Guchuan,Z han g Hua,Yu Jian g,Hu M en g jun,C hen Wen ( T he Hea vy M achiner y Desi g n andResearch Institute,China Nati o nal Er z h o n g Gr o up C o〃,Chen g du610052,China )A b s t r a c t: T he limit desi g n and manu f acturin g technique of imp o rtant parts w ith lar g e si z es in the800 M N cl o se-die fo r g in g h y draulic press w as described brie f l y,especiall y the limit desi g n techn o l ogy of the“C”shaped plate in f rame,the main c y linder and the c o unter beam of m ov in g cr o sshead,and the limit manu f acture of castin g,fo r g in g and w eldin g〃 T he ma x imum stress at the f illet radius of“C”shaped plate w as reduced f r o m456t o 237.1 M Pa thr o u g h the o ptimi z ati o n desi g n〃 T he ma x imum principal stress and the equi v alent stress of liquid in- let h o le in the main wo rkin g c y linder w ere reduced t o 192and217M Pa respecti v el y b y a l o cal o ptimi z ati o n desi g n,and the stresses w ere decreased b y m o re than40%〃 T hr o u g h j o int technical research of the nati o nal science and techn o l ogy maj o r special pr o ject g r o up,the ke y technical pr o blems of limit desi g n and manu f acture ab o ut imp o rtant parts w ith lar g e si z es w ere success f ull y res o l v ed〃K ey wo r d s: cl o se-die fo r g in g press; limit desi g n; limit manu f acture我国自主设计制造的、世界最大的800 M N ( 8 万吨) 大型模锻油压机,是国家科技重大专项课题,压机于2013年4月在中国二重投产。
世界最大10万t模锻液压机落户苏州昆山
f)通 过此 次技 术 改造 的结 果 。 高 了对油 封作 用 2 提
的进一 步认 知 . 油封 的 作用 不仅 是 防止 润滑 油 的泄漏 .
而且 还要起 到对轴 承及 润 滑油 等 的保 护作 用 .防止 外
界 环 境 中 的粉 尘 等 污染 物 质 进入 轴 承 箱 和 齿 轮箱 . 以
1 6 99
世界最大 1 t O万 模锻液压机 落户苏州 昆山
20 0 8年 l 0月 .与大 飞机 工程 配套 的大 型模锻 液压 机项 目— — 苏州 昆仑 先进 制造技 术 装备有 限
公 司正式落 户周 市镇 。 该公 司将联 合清华 大学 等机构 . 整合 各方 资源 . 计制 造世界 最大 的 l 设 0万 t 大 型模 锻液 压机 这一项 目标 志着 昆 山市装 备制造 业 发展掀 开新 的篇 章 . 将改 变世 界航 天 航空 业大 型 锻件 生产 格局 此 项 目将极 大提 升我 国航 空关键 零部 件 的制造 能力 . 我 国大 型航 空锻 件 的生产 水 使
市镇 打造先 进装备 制造 业产业 基地 , 引进航 空 、 天工业 产业链 上 的其他 企业奠 定坚 实基础 。 航
液 压 气 动 与 密 封 /0 8年 第 6期 20
表 1 各 材料 摩 擦 系 数
台减 速机 高 速 轴 相继 进 行 改造 .使 用 时 间 l 月 左 2个 右 , 本达 到零 泄漏 的密封效 果 。不 仅解决 了因为 润滑 基
油 泄漏造 成 的环 境污 染 问题 .而 且减 少 了设 备 的停 机
维 护时 间 .实际 有效 密封 寿命 约 为 丁腈橡 胶 有效 密封 寿命 的 4 6倍 。通 过进一 步 的检测 发现 . 滑油 中的粉 润
锻造设备类别和名称
摩擦螺旋压力机
螺
电动螺旋压力机
旋
压
力 液压螺旋压力机
机
双盘摩擦螺旋压力机,模压机
电动程控螺旋压力机、高能螺旋 压力机、电动数控螺旋压力机
两个摩擦盘与中间的飞轮交替接触 而实现提升和打击,公称力 100MN 以下全部可以生产,但在数控和精巧 方面与国外有差距。 电机直接驱动飞轮和螺杆,电机正转 打击,反转回程。国内目前可以生产 公称力 80MN 以下的压力机,但可靠 行不足。 公称力 25MN 以下可以生产,电机直 接驱动下行打击,液压提升回程。
轻合金液压挤压机
速度 10 毫米/秒以上设备可以制造, 卧室主要用于型材生产,少加工功能
零部件。
铜合金挤压机、钛合金挤压机
类似于轻合金液压挤压机,主要用于 原材料坯料制备,也有直接成形功能 部件的。也生产结构件用型材,铜合 金挤压机也用于装饰型材挤压,国内 可以制造各规格。
曲柄压力机、楔式压力机、偏心 压力机、肘杆式压力机
气,锤头抬起,突然释放下腔油压, 上腔压缩氮气膨胀推动活塞下行实 现打击。目前国内可以生产模锻 16T 以下,自由锻 8T 以下的锻锤。国外 自由锻没有,很好生产这类锻锤了。 对于大吨位锻锤,采用对击,其中主 锤头的打击与放油打击一样,目前下 锤头打击是依靠机械联接实现,国内 完全可以制造。 油缸中,上下腔全部充满高压油,由 于上腔面积大而形成推动,推动活塞 下行实现打击。模锻 125KJ 以下,对 击 400KJ 以下可以生产,但可靠性和 可控性与国外有差距。大吨位锻锤, 采用对击,上锤头运行于模锻一致, 下锤头有的是机械联接,有的是液压 驱动,国内目前的结构为机械联接。
国内可以生产。
材料竖向被咬入,完成聚料成形,全
部规格国产。但目前国内还不能生产
液压机的区别

当然,用途也根除用于锻压成形外,也液压机的工作原理。
大、小柱塞的面积分别为S2、S1,柱塞上的作工作介质液压机所用的工作介质的作用不仅是传递压强,而且保证机器工作部件工作灵敏、可靠、寿命长和泄漏少。
液压机对工作介质的基本要求是:①有适宜的流动性和低的可压缩性,以提高传动的效率;②能防锈蚀;③有好的润滑性能;④易于密封;⑤性能稳定,长期工作而不变质。
液压机最初用水作为工作介质,以后改用在水中加入少量乳化油而成的乳化液,以增加润滑性和减少锈蚀。
19世纪后期出现了以矿物油为工作介质的油压机。
油有良好的润滑性、防腐蚀性和适度的粘性,有利于改善液压机的性能。
20世纪下半叶出现了新型的水基乳化液,其乳化形态是“油包水”,而不是原来的“水包油”。
“油包水”乳化液的外相为油,它的润滑性和防蚀性接近油,且含油量很少,不易燃烧。
但水基乳化液价格较贵,限制了它的推广。
一、驱动系统液压机的驱动系统主要有泵直接驱动和泵-蓄能器驱动两种型式。
泵直接驱动这种驱动按作用力的方向区分,液压机有立式和卧式两种。
多数液压机为立式,挤压用液组成的框架承受。
采用泵-蓄能器驱动的大、中型的自由锻水压机常采用三个工作缸,以得到三级工作力。
工作缸外还设有向上施加力的平衡缸和回程缸。
挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。
一、优势与传统的冲压工艺相比,液压成形工艺在减轻重量、减少零件数量和模具数量、提高刚度与强度、降低生产成本等方面具有明显的技术和经济优势,在工业领域尤其是汽车工业中得到了越来越多的应用。
在汽车工业及航空、航天等领域,减轻结构质量以节约运行中的能量是人们长期追求的目标,也是先进制造技术发展的趋势之一。
液压成形(hydroforming)就是为实现结构轻量化的一种先进制造技术。
液压成形也被称为“内高压成形”,它的基本原理是以管材作为坯料,在管材内部施加超高压液体同时,对管坯的两端施加轴向推力,进行补料。
在两种外力的共同作用下,管坯材料发生塑性变形,并最终与模具型腔内壁贴合,得到形状与精度均符合技术要求的中空零件。
多向模锻液压机设计

摘要本设计为中小型多向模锻液压机,最大工作负载设计为8MN。
主机主要由上梁、导柱、工作台、移动横梁、主缸、顶出缸,水平梁,水平缸等组成。
本文重点介绍了机械及液压系统的设计。
通过具体的参数计算及工况分析,制定总体的控制方案。
为解决缸快进时供油不足的问题,顶部设置补油油箱进行补油。
缸的速度换接与安全行程限制通过行程开关来控制;为了保证工件的成型质量,液压系统中设置保压回路,通过保压使工件稳定成型;为了防止产生液压冲击,系统中设有泄压回路,确保设备安全稳定的工作。
此外,对重要液压元件进行了结构、外形、工艺设计,对部分液压元件进行了合理的选型.控制系统的设计,它包括PLC的选型与程序设计。
关键词:多向模锻液压机, 机械设计,液压系统,可编逻辑控制器ABSTRACTThis paper design for the multi-forging of hydraulic , the mainframe’s largest work load design for 8000KN. Mainframe mainly by the beam、guided、worktable、mobile beams、master cylinder、level cylinder、cylinder head out of components etc. This paper focuses on the machine and hydraulic system design. Through analyzing specific parameters and hydraulic mechanic situation , to formulate a master control project. To solve the cylinder express entered the shortage of oil supply in the top of the mainframe installed oil tank. Cylinder for the speed of access restrictions and security through the limit switch to control switches.To ensure the quality of the work-piece molding, the hydraulic system equipped with packing loop through packing work-piece stability molding; To prevent hydraulic shocks, pressure relief system with a loop to ensure that this equipment can be a safe and stable work. In addition, the paper hydraulic station on the overall layout of the key components of the hydraulic structure、shape、process、technique for a specific design.the design of control system ,this part include choose the type of PLC and design the program.Keywords: Multi-forging of hydraulic machine, Design of machinary, Hydraulic System, Programmable Logic Controller目录1绪论 (1)1.1液压机行业概要 (1)1.2多向模锻的优缺点及发展方向 (3)2.机械总体设计 (4)2.1多向模锻压机主要技术参数 (4)2.2多向模锻液压机的基本工作原理 (4)2.3 总体布局方案的拟定 (5)2.4液压机设计 (6)2.5立柱设计 (15)2.6上横梁设计 (16)2.7下横梁工作台的设计 (17)2.8活动横梁设计 (19)2.9水平梁的设计 (19)3.液压系统设计 (20)3.1 液压机主缸工况分析 (20)3.2 液压机水平缸工况分析 (21)3.3 液压机顶出缸工况分析 (21)3.4 液压系统方案的设计 (22)3.5液压系统控制过程分析 (23)3.6液压系统的计算和选择液压元件 (24)4 .PLC控制系统设计 (31)4.1传感器的选择 (31)4.2位置检测装置 (31)4.3控制系统PLC的选型及控制原理 (32)4.4 PLC种类及型号选择 (32)4.5 PLC程序设计 (33)参考文献 (36)致谢 (37)1绪论1.1液压机行业概要液压机发展史,1795年,英国人Bramah取得了第一个手动液压机的专利,但真正的液压机的发展历史不到200年。
多向模锻液压机 (2)

多向模锻液压机1. 引言多向模锻液压机是一种高精度、高效率的金属加工设备,广泛应用于模锻加工领域。
本文将从多向模锻液压机的原理、结构、工作过程等方面进行详细介绍。
2. 原理多向模锻液压机是通过液压系统提供压力来驱动滑块进行运动,实现对金属材料的模锻加工。
其工作原理可以简单描述为下面几个步骤:1.定位阶段:液压系统将滑块定位到所需的起始位置。
2.锻压阶段:液压系统提供高压液体驱动滑块向下运动,对金属材料进行锻压。
3.保持阶段:滑块停止运动,保持一段时间,以确保金属材料的形状和尺寸被固定下来。
4.抬升阶段:液压系统提供液体驱动滑块抬升到起始位置。
5.排料阶段:完成一次模锻后,将锻件从模具中取出,为下一次模锻做准备。
3. 结构多向模锻液压机的基本结构包括液压系统、机架、滑块、工作台、模具等组成部分。
•液压系统:包括油泵、液压缸、控制阀等,负责提供液体压力和控制液压系统的工作。
•机架:提供整个设备的支撑和稳定性。
•滑块:通过液压缸的驱动,可以实现上下运动,并对金属材料进行锻压。
•工作台:固定在机架上,用于放置模具和被加工的金属材料。
•模具:装在工作台上,用于冲击和成型金属材料。
4. 工作过程多向模锻液压机的工作过程可以分为三个主要阶段:上工位、锻压、下工位。
1.上工位阶段:滑块从下工位抬升到上工位,准备开始下一次锻压过程。
2.锻压阶段:滑块向下运动,对金属材料施加压力进行锻压。
3.下工位阶段:锻压完成后,滑块抬升到下工位,取出已完成模锻的锻件,并为下一次锻压做准备。
5. 特点与应用多向模锻液压机具有以下特点:•高精度:通过液压系统的精确控制,可以实现对金属材料的高精度加工。
•高效率:液压驱动的多向模锻液压机具备快速锻压和快速抬升的特点,提高工作效率。
•灵活性:多向模锻液压机可以根据不同的模具和产品要求进行调整和定制。
多向模锻液压机在模锻加工领域有着广泛的应用,特别是在生产汽车零部件、飞机零部件以及工程机械等领域。
世界最大10万吨模锻液压机落户苏州昆山解读
世界最⼤10万吨模锻液压机落户苏州昆⼭解读世界最⼤10万吨模锻液压机落户苏州昆⼭中国⽬前最⼤的30000吨级模锻液压机,位于重庆市西南铝业集团有限公司,于1971年制造。
中国现有的⼤型锻压设备就锻压能⼒⽽⾔,仅相当于上世纪40年代德国和50年代初期美国、俄罗斯、法国所拥有的锻压设备能⼒,⽆法满⾜对⼤型航空模锻件产品⽣产的需要。
中国研制出全球最⼤的16500吨⾃由锻造油压机上海的世界最⼤⾃由锻造油压机进⼊调试阶段中国将建世界最⼤模锻压机可⽤于四代战机⽣产10⽉16⽇下午,记者从周市镇⾦秋经贸招商专场上获悉,与⼤飞机⼯程配套的⼤型模锻液压机项⽬——苏州昆仑先进制造技术装备有限公司正式落户周市镇。
该公司将联合清华⼤学等机构,整合各⽅资源,设计制造世界最⼤的10万吨⼤型模锻液压机。
这⼀项⽬标志着昆⼭市装备制造业发展掀开新的篇章,将改变世界航天航空业⼤型锻件⽣产格局。
据了解,苏州昆仑先进制造技术装备有限公司由市国科创投、爱博创投、启迪科技和清华⼤学颜永年教授等发起设⽴。
清华⼤学机械⼯程系长期从事装备制造技术研发,经过30多年的努⼒,以颜永年教授为带头⼈的研发团队,在⼤型模锻液压机的整体结构和技术⽅⾯取得了重⼤突破,研究成功了具有⾃主知识产权的预应⼒钢丝缠绕剖分/坎合技术等核⼼技术,已达到国际先进⽔平。
苏州昆仑先进制造技术装备有限公司将采⽤颜永年教授上述核⼼技术,从事重型机械装备的设计与制造。
到⽬前为⽌,世界范围内拥有4万吨级以上模锻液压机⽣产能⼒的国家只有美、俄、法3国。
颜永年教授研发的预应⼒钢丝缠绕剖分/坎合技术等核⼼技术,不仅是重型机械装备包括⼤型模锻液压机的核⼼技术,应⽤该项技术还成功设计了国家⼤型飞机⾃主研制所急需的8万吨模锻液压机等重⼤装备,使我国成为第四个具备4万吨级以上模锻压机⽣产能⼒的国家。
在昆建设实施的10万吨⼤型模锻液压机项⽬,将是国内最⼤的模锻液压机,将极⼤提升我国航空关键零部件的制造能⼒,使我国⼤型航空锻件的⽣产⽔平得到质的提升,并将改变世界航空⼤型锻件⽣产格局。
世界最大液压机

世界最大模锻液压机——中国二重集团8万吨级模锻油压机2012年12月11日,由我国自主设计研制的世界最大模锻液压机,在四川德阳中国第二重型机械集团进入调试阶段,于2013年4月10日投入试生产。
这台8万吨级模锻液压机,地上高27米、地下15米,总高42米,设备总重2.2万吨。
巨型模锻液压机,是象征重工业实力的国宝级战略装备,世界上能研制的国家屈指可数。
目前世界上拥有4万吨级以上模锻压机的国家,只有中国、美国、俄国和法国。
其中美国在1955年前后建造了两台当时世界最大的4.5万吨模锻水压机,一直用到现在。
2001年,美国加州舒尔茨(Shultz)钢厂,又建造了一台4万吨级模锻压机。
苏联在1961年前后建造了两台7.5万吨级的巨型模锻水压机。
法国在1976年向苏联购买了一台6.5万吨级模锻水压机,又在2005年与德国合作研制了一台4万吨级模锻压机。
中国在1973年建成第一台3万吨级模锻压机后,停滞了将近40年。
直至近两年爆发式地研制了多台巨型压机。
仅在2012年建成的就有3万吨(昆仑重工)、4万吨(三角航空)、8万吨(德阳二重)模锻压机各一台。
其中8万吨级压机,一举打破了前苏联保持了51年的世界纪录。
模锻压机主要用于制造航空、航天、核电、石化等领域的高强度钛/铝合金锻件。
如美国F15、F16、F22、F35战斗机的钛/铝合金机身框架、起落架、发动机涡轮盘;美国波音747-787客机的钛合金起落架构件;俄国苏27、苏33、T50战斗机的钛合金结构件;欧洲空客A320-380客机的钛合金结构件;乌克兰GT25000舰用燃气轮机直径1.2米涡轮盘等,都需要用上述巨型压机模锻成型。
其中美国波音747客机的主起落架传动横梁,采用TI-6Al-4V钛合金,锻件长6.20米,宽0.95米,投影面积4.06平方米,重达1545公斤。
美国F-22战斗机的后机身发动机舱,采用Ti-6Al-4V整体隔框闭式模锻件,长3.8米,宽1.7米,投影面积5.16平方米,重达1590公斤,由威曼高登公司采用4.5万吨级模锻压机制造。
世界最大10万吨模锻液压机落户苏州昆山

世界最大10万吨模锻液压机落户苏州昆山中国目前最大的30000吨级模锻液压机,位于重庆市西南铝业集团有限公司,于1971年制造。
中国现有的大型锻压设备就锻压能力而言,仅相当于上世纪40年代德国和50年代初期美国、俄罗斯、法国所拥有的锻压设备能力,无法满足对大型航空模锻件产品生产的需要。
中国研制出全球最大的16500吨自由锻造油压机上海的世界最大自由锻造油压机进入调试阶段中国将建世界最大模锻压机可用于四代战机生产10月16日下午,记者从周市镇金秋经贸招商专场上获悉,与大飞机工程配套的大型模锻液压机项目——苏州昆仑先进制造技术装备有限公司正式落户周市镇。
该公司将联合清华大学等机构,整合各方资源,设计制造世界最大的10万吨大型模锻液压机。
这一项目标志着昆山市装备制造业发展掀开新的篇章,将改变世界航天航空业大型锻件生产格局。
据了解,苏州昆仑先进制造技术装备有限公司由市国科创投、爱博创投、启迪科技和清华大学颜永年教授等发起设立。
清华大学机械工程系长期从事装备制造技术研发,经过30多年的努力,以颜永年教授为带头人的研发团队,在大型模锻液压机的整体结构和技术方面取得了重大突破,研究成功了具有自主知识产权的预应力钢丝缠绕剖分/坎合技术等核心技术,已达到国际先进水平。
苏州昆仑先进制造技术装备有限公司将采用颜永年教授上述核心技术,从事重型机械装备的设计与制造。
到目前为止,世界范围内拥有4万吨级以上模锻液压机生产能力的国家只有美、俄、法3国。
颜永年教授研发的预应力钢丝缠绕剖分/坎合技术等核心技术,不仅是重型机械装备包括大型模锻液压机的核心技术,应用该项技术还成功设计了国家大型飞机自主研制所急需的8万吨模锻液压机等重大装备,使我国成为第四个具备4万吨级以上模锻压机生产能力的国家。
在昆建设实施的10万吨大型模锻液压机项目,将是国内最大的模锻液压机,将极大提升我国航空关键零部件的制造能力,使我国大型航空锻件的生产水平得到质的提升,并将改变世界航空大型锻件生产格局。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•
三台齐造,10万吨级航空工业重 点装备总投资40亿元以上工程期 2008年2012年
• 2008年10月16日下午,与中国大飞机工程配套的巨型模锻液压机项目――苏州昆仑优秀制作 技巧设施有限公司正式定居江苏昆山周市镇。该公司将结合清华大学等机构,整合各方资源, 设计制作世界最大的10万吨巨型模锻液压机,这一项目将转变世界航天航空业巨型锻件出产 布局。据普查,一个通例的飞机项目可直接带领600家企业的进展,间接带领2500余家企业进 展。苏州昆仑公司施行的10万吨巨型模锻液压机,是大飞机项目成型制作起伏架等重点部件 的制作装备,将为周市镇打造优秀设施制作业产业基地,引进航空、航天工业产业链上的其 余企业奠基坚实根基。 眼前中国曾经动工上马的8万吨以上级模锻压机最少有3台,离别位于昆山、阎良、德阳, 可分离合作上海、西安、成都等地的航空航天产业。这标记中国设备制作业总体水准进一步 晋级,完成了中国锻造产品从高端产品向世界顶级产品的横亘,重点巨型锻件受制于外国的 时代完全完结,成为中国国民经济尤其是设施制作业和保全国度平安不可缺乏的主要战略设 施。 更令人轰动的是,清华大学曾经研发布16万吨模锻液压机,只因眼前我国制作业尚不必要如 此之大的模锻液压机,一旦国度必要,即可出图制作。16万吨是俄罗斯7.5万吨压机的2倍多, 是美国4.5万吨的3.5倍多。惊人的数字,中国必将成为世界锻压业新的霸主。 黑龙江省齐齐哈尔市中国第一重型机械集体于2006岁尾修建出15000级自由锻造液压机。
新中国前期建成的九套巨型成套 设施
• 新中国前期建成的九套巨型成套设施为我国冶金工业作出了 主要奉献,这九套巨型成套设施是:1973年投产的30000吨模锻水 压机,1971年投产的12500吨有色金属卧式挤压水压机,1972年投 产的辊宽2800毫米热轧铝板轧机和辊宽2800毫米冷轧铝板轧 机,1971年投产直径80-200毫米系列钢管冷轧机和直径2-80毫米 系列钢管冷轧机,1971年投产辊宽2300毫米冷轧合金薄板轧机, 1984年4月装配运用辊宽700毫米二十辊极薄带钢轧机,1965年投 产10000吨油压机,后因改善了工件的材质和原资料,用1000吨模 仿样机所替换,九套巨型成套装备的设计制作,有力地增援了国 防创建,促使了重型机械制作技巧水准的增高,使重型机械进展 进去了自行设计制作巨型成套装备的新阶段,一同也带领了各辅 机、电气、仪表制作业的进展。
二战
• 1942年暴发二次世界大战,美国为提速出产战争机, 曾修建百余台中小型模锻液压机,但最大公称压力仅 5000吨。1945年二战完结今后,美、苏两国以德国溃 败抵偿为由,从德国拆走了一批万吨级模锻液压机, 美国拆走2台15000吨模锻液压机,苏联拆走15000吨及 30000吨模锻液压机各一台。 1955年,美国为进展飞机制作业,梅斯塔 (MESTA)公司为美国铝业公司制作1台45000吨模锻液 压机,劳威公司(LOEWY)为Wyman-Gordon公司制 作了1台45000吨模锻液压机。
•
1961
• 1961~1964年苏联为进展航空和航天工业,在这其间修 建了一批巨型模锻液压机。如新克拉马托重型机器厂 (HKM3)制作2台75000吨模锻液压机,离别装配在 古比雪夫铝厂和上萨尔达钛厂。 • 1972年瑞典修建80000吨新式钢丝萦绕构造模锻液 压机。 1976年法国AD公司向苏联新克拉马托重型机器厂 (HKM3)订购1台65000吨多向模锻液压机。
活动横梁最大形程:1800。 工作台尺寸:3300x10000 工作柱塞直径:1030 活动部分重量:2100t
西南铝加工厂。八柱八缸上传动,每两个立柱和一个上小横梁、一个下小横梁加热预紧。分成两组, 工作缸成对装于上小横梁。移动工作台向一侧8米行程,四个平衡缸,四个回程缸,四个同步缸,下 部中央顶出器,五个顶杆可同时、分别。外侧立柱有立柱应力测量装置。超120MPa,自动切断。
•
全世界共同万吨级模锻液压
• 截至20世纪末,全世界共同万吨级模锻液压机40余台, 美、俄各有10余台,约占总台数和总吨位的70%,其 修建背景均源于进展航空航天工业。60年代中期今后, 由于锻压工艺的改善,必要的水压机格式有所减低, 新制的自由锻造水压机平常都不大于8千吨。
•
眼前世界上最大的民航客机――A380。固然法国 已有70年代向苏联订购的65000吨模锻液压机,但A380 客机起伏架的成型,仍旧必要到俄罗斯的75000吨压力 机上完结。
•
•
Байду номын сангаас
•
巨型模锻液压机
• 第四代战机的独占者――美国F-22。第四代战机众多 地采纳钛合金和适量的铝合金和高超高韧合金构造钢, 锻件制成的零件重量约占飞机机体构造重量的20-40%; 第四代军用航空鼓动机(推力重量比=10)锻件资料大批 录取钛合金和和高温合金,锻件制成的零件重量临近 发起机构造重量的80%。 巨型模锻液压机是随着航空 工业的必要而逐渐进展起来的,早在第二次世界大战 从前,德国为了鼓动进犯战斗,为制作战争机的必要, 于1934年制作了7000吨模锻液压机,1938--1944年其间 又前后制作了30000吨模锻液压机1台、15000吨模锻液 压机3台。英国于1937年制作了12000吨模锻液压机1台, 其余国度都不曾万吨模锻液压机。
中国第一台万吨水压机
• 曾振作过中国人的科技成绩――1961年上海设计制作 出一万吨级自由锻造液压机,曾经运行了40多年。
• 中国第一台万吨水压机 • 自由锻造水压机是用上、下锻砧和容易工具举行自 由锻,首要用于单件和小批出产。巨型自由锻造水压 机是制作重型机器的重点性装备。从19世纪末期美国 制成第一台1.26万吨的自由锻水压机以来,全世界曾前 后制作过20多台万吨以上的水压机,中间中国在20世 纪60年代初制成2台。
模锻液压机
一、大型有色金属模锻液压机 模锻大型铝、镁合金以及钛和钛合金模锻件。航空工业 模锻高强度合金特点:金属变形所需单位压强很高,特别薄, 铝、镁合金200-800MPa,钛合金1000MPa。 目前,最大前苏联750MN,60年代初期。前苏联为法国制造 650MN, 1976年投产。我国第一重型机器厂300MN,1969年。 美国:260,315x3,450x2。前苏联:300x4,750。 英国:300。法国:200x2,650。德国:300。
同步平衡系统是大型模锻液压机区别于锻造液压机的重要标志, 作用在于防止活动横梁受偏心力矩时发生倾斜,保锻件精度 三个特点: 1、系统所需平衡的偏心力矩很大,相应的机构比较庞大。 2、总是由两套相同的系统组成,每套各控制一条线的水平度。 (两条相交线保持水平) 3、研究内容是系统对负载的响应,动量稳态位置总是水平位置。
水压机能用100年
• 一台万吨水压机能用100年左右。这台万 吨水压机自1962年建成以来,已在上海 重型机器厂效力了46年,始终运行优良。 1991年的挨次大修正造,更增高了它的 精度功能。这台水压机的设计能耐为每 年锻压锻件2至2.5万吨。2008年5月,世 界最大的16500吨自由锻造油压机在上海 重型机器厂有限公司装配完结,这是中 国重型设施的又一个冲破。
同步补偿系统 自整角机组检测动梁水 平度,倾斜,电平检测 器,输出,阀门动作, 泵升压,向需增压的同 步缸补液,产生平衡力 矩。
同步稳态精度: 0.043mm/m 法650MN:0.42mm/m
第一节结束
二、 黑色金属模锻液压机 主要模锻高强度钢、钛合金、耐 热合金、一般合金钢、碳素钢。 特点:工作台面相对较小,公称 压力相对较大。 太原重机厂设计制造80MN模锻水 压机,模锻火车车轮,航空盘类 件。工作台:4735x1840.外形: 12070x7270x12039. 多向模锻液压机 特点:增加 水平工作缸、穿孔缸 工艺特点:水平分模面、垂直分 模面、完成冲孔工序。 不锈钢阀门、火箭壳体、导弹喷 嘴
•
•
•
离不开大压机。
• 当代飞机制作中,轻金属(首要是钛合金)的应用比例越来越高。只有更多地运用轻金属, 飞机的功能能力不停取得增高。然而,像钛合金这么的轻金属,其变形时必要很高的单位压 强。要出产轻金属模锻件,就一定大幅增添压力机的职业压力。除航空、航天工业外,另外 主要工业部门也必要巨型锻件。如燃气轮机用巨型轮盘锻件、烟气轮机用巨型轮盘锻件、各 类鼓动机叶片、巨型船用模锻件、电站用巨型模锻件、压力容器锻件,以及其余类别民用品 模锻件的出产,都离不开大压机。 美国波音747~787、A320~380客机的钛合金起伏架,F-16战争机钛合金机身隔框,D-10飞机 的后支承环,915鼓动机机座,丰胸效果好的产品,苏27~33战役机钛合金巨型构造件, GT25000舰用燃气轮机直径1.2米涡轮盘等都是在上述巨型模锻水压机上模锻成形的。 目前正在举行的11#工程(歼11)国产化项目,自行试制的10#工程(歼10),FWS-10鼓动机, GT25000型舰艇用燃气轮机以及正在试制的"四代机"等牵涉到国防能力的项目,其配套模锻件, 都必要在7万吨以上水压机上模锻成形。从国外购进,不只价钱贵重,况且存留隐患,一旦国 际状态变动,就很难保证供给,绝非长久之计。近日在美国的高压之下,乌克兰、以色列等 国废除了对我国的军工合同即使优秀的例证。 在巨型机械装备和首要设施中,如轧钢、电站(水电、火电、核电)、石油、化工、造船、 航空、航天、重型兵器等,都要采纳巨型自由锻件和巨型模锻件,这些大锻件都是采纳巨型 自由锻液压机和巨型模锻液压机来锻造。因而,大锻件出产在优秀工业国度都放在十分主要 的地位,从一个国度所具有巨型自由锻液压机和巨型模锻液压机的种类、数量和等级,就可 权衡其工业水准和国防能力。
垂直分模由穿孔缸完成冲孔工序 水平分模由水平工作缸完成冲孔工序
我国8、 100MN各一 西南铝 第二重机厂 工作台: 3000x3500 地上高: 12800 地下:7500 长:22970 宽:29550
中国大飞机关键支撑装备8万吨 航空模锻液压机项目