DIN7168_德国未注尺寸公差
各类常用未注公差
各类常用未注公差
ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度
平面度
圆度、垂直度、对称度、平行度
同轴度
ISO2768-2 形状位置的未注公差的相应等级要求
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
Længdemål/ Längenmaße / length und Dickenmaße/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
Bearbeitungszugaben BZ 规则形状平面度公差
Eingeschrllnkze Bearbeitungszugaben BZ (slehe Absohnitt 5) 非规则形状平面度公差
焊接件公差要求ISO 13920
planhed/ Geradheit und Ebenheit / regularity 非线性和规律性弧线公差
Vinkelmål/ Winkelmaß / angle 角度公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏
差mm
国内的量规厂做不了圆弧顶量规,一般是做平顶的,在量规标记上要区别于标准的量规,一般加个字母“B”。
General_Tolerance_-_ISO_2768-mH_(DIN_7168)_(JIS_B_0419)
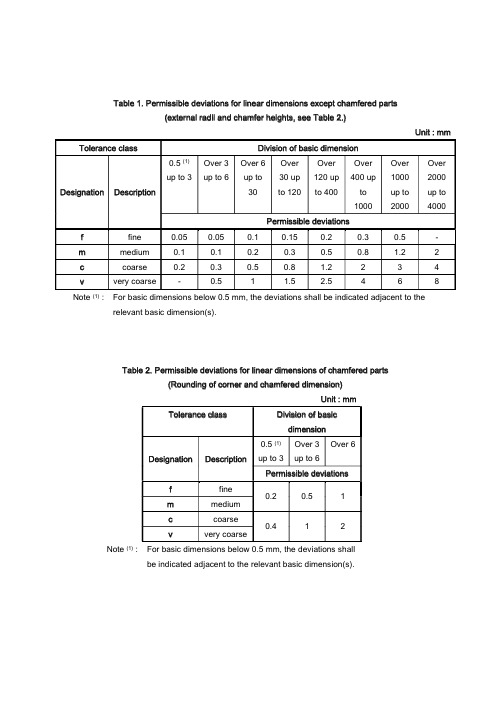
Permissible deviations f m c v Note (1) : fine medium coarse very coarse 0.2 0.5 1imensions below 0.5 mm, the deviations shall be indicated adjacent to the relevant basic dimension(s).
Designation
Description
Permissible deviations f m c v fine medium coarse very coarse 1° 1°30 3° 30 1° 2° 20 30 1° 10 15 30 5 10 20
Table 4. General tolerances on straightness and flatness Unit : mm Straightness and flatness tolerances for ranges of nominal lengths Tolerance class Up to 10 Over 10 up to 30 Over 30 up to 100 Over 100 up to 300 Over 300 up to 1000 Over 1000 up to 3000
General tolerances on perpendicularity H K L 0.2 0.4 0.6 0.3 0.6 1 0.4 0.8 1.5 0.5 1 2
Table 6. General tolerances on symmetry Unit : mm Symmetry tolerances for ranges of nominal length Tolerance class Up to 100 Over 100 up to 300 Over 300 up to 1000 Over 1000 up to 3000
同轴度标准值

同轴度标准值
同轴度的标准值通常是根据具体应用和要求来确定的,不同的行业和应用可能有不同的同轴度标准。
在机械制造和工程领域中,通常使用的同轴度标准是以公差来表示的。
以下是一些常见的同轴度标准及其对应的公差范围:
1. ISO旋转体同轴度标准:ISO 1101标准规定了各种旋转体
(如轴、孔、套等)的同轴度公差。
根据不同的公差等级,同轴度的标准值可以从0.01mm到0.1mm不等。
2. DIN旋转体同轴度标准:德国标准化学会(DIN)规定了旋
转体同轴度的公差标准。
根据DIN 7168标准的不同等级,同
轴度的标准值可以从0.02mm到0.2mm不等。
3. ASME旋转体同轴度标准:美国机械工程师协会(ASME)
规定了各种旋转体同轴度的公差标准。
根据ASME Y14.5标准的不同等级,同轴度的标准值可以从0.02mm到0.2mm不等。
需要注意的是,以上标准值仅为一般性参考值,在具体应用中仍需根据实际情况和要求做出具体的测量和判断。
塑料模塑件尺寸公差和检验条件
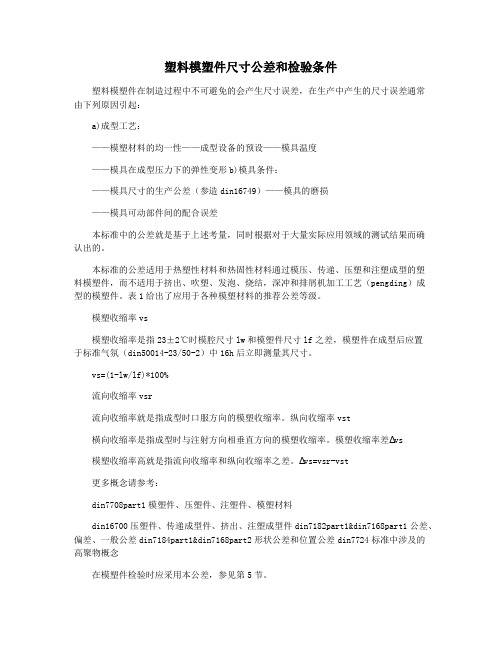
塑料模塑件尺寸公差和检验条件塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起:a)成型工艺:——模塑材料的均一性——成型设备的预设——模具温度——模具在成型压力下的弹性变形b)模具条件:——模具尺寸的生产公差(参造din16749)——模具的磨损——模具可动部件间的配合误差本标准中的公差就是基于上述考量,同时根据对于大量实际应用领域的测试结果而确认出的。
本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。
表1给出了应用于各种模塑材料的推荐公差等级。
模塑收缩率vs模塑收缩率是指23±2℃时模腔尺寸lw和模塑件尺寸lf之差,模塑件在成型后应置于标准气氛(din50014-23/50-2)中16h后立即测量其尺寸。
vs=(1-lw/lf)*100%流向收缩率vsr流向收缩率就是指成型时口服方向的模塑收缩率。
纵向收缩率vst横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。
模塑收缩率差∆vs模塑收缩率高就是指流向收缩率和纵向收缩率之差。
∆vs=vsr-vst更多概念请参考:din7708part1模塑件、压塑件、注塑件、模塑材料din16700压塑件、传递成型件、挤出、注塑成型件din7182part1&din7168part1公差、偏差、一般公差din7184part1&din7168part2形状公差和位置公差din7724标准中涉及的高聚物概念在模塑件检验时应采用本公差,参见第5节。
除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。
4.1一般公差(未注公差尺寸)通常公差等级见到表中1中第4列,与表中2中公差等级相对应当。
如果在生产文件、订单中,尺寸偏差的公差等级没有被明确规定,需根据din16901和表2中的公差等级对其作出标注。
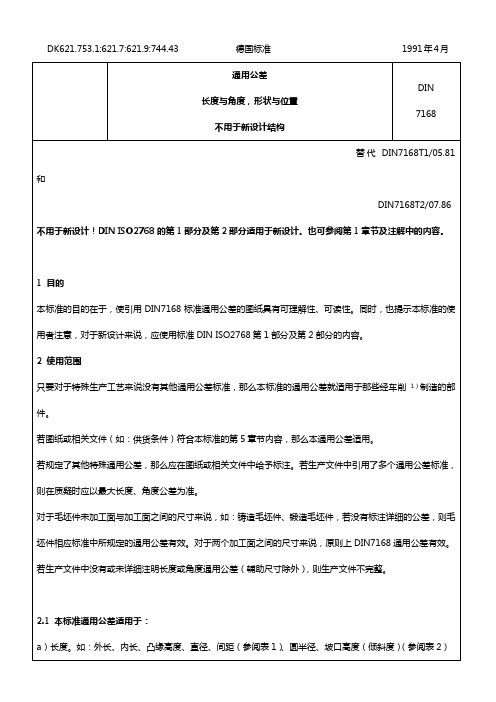
DIN7168德国标准(doc 7页)
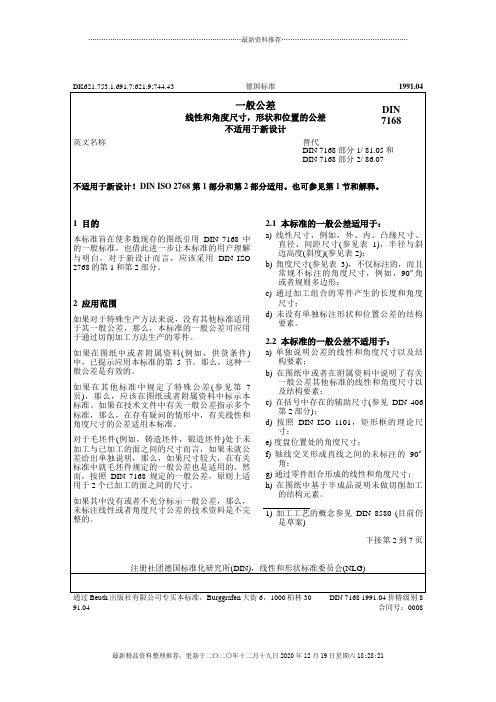
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸公差等级关于名义尺寸(mm)范围的偏差(mm )0.51) 到 3 大于 3 到 6 大于 6 到 30 大于 30 到 120 大于 120 到 400 大于 400 到 1000 大于 1000 到 2000 大于 2000 到 4000 大于 4000 到 8000大于 8000 到 12000 大于 12000 到 16000 大于 16000 到 20000 f (精密) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 ±0.8 - - - m (中等) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 g (粗糙) ±0.15 ±0.2 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 ±7 ±8 sg (最粗) - ±0.5 ±1 ±1.5 ±2 ±3 ±4 ±6 ±8 ±10±12±121) 在名义尺寸小于0.5mm 情况下,在名义尺寸处直接标注偏差。
表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差公差等级 关于短边名义尺寸范围角度单元中的偏差,mm大于10 大于10 到50 大于50 到120 大于120到400大于400公差等级关于名义尺寸(mm)范围的偏差,mm f (精密)±1º ±30′ ±20′ ±10′ ±5′ m (中等)0.51) 到3大于3 到 6 大于6 到 30 大于30 到 120 大于120 到 400g (粗糙) ±1º30′ ±50′ ±25′ ±15′ ±10′ sg (最粗)±3º±2º±1º ±30′ ±20′f (精密)±0.2 ±0.5 ±1 ±2 ±44 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
DIN7168-1991通用公差
DK621.753.1:621.7:621.9:744.43 德国标准 1991年4月3 长度、角度通用公差 3.1长度表2:圆半径R (示例,参阅图1)及坡口高度h 表3:角度的上、下限公差图1 图23.2角度角度的通用公差不取决于长度的实际尺寸。
也就是说,无论是带有最大材料尺寸的部件,还是带有最小材料尺寸的部件,都可以出现角度偏差。
上、下限公差不会限制构成边或面的角的形状偏差。
最小条件的定义,参阅DIN ISO1101)4 形状、位置通用公差4.1根据DIN ISO8015,公差定义原理仅当图纸中含有“公差定义ISO8015”字样时,才可以使用根据DIN ISO8015公差定义原理而制定的通用公差。
形状、位置通用公差不取决于成型部件的实际尺寸。
必须遵守每个公差。
因此,也可讲形状、位置通用公差使用在带有通用最大材料尺寸的成型部件上。
配合关系额外要求限制性的包裹条件,该条件应在图纸中特殊标注。
(参阅注解)4.1.1形状通用公差4.1.1.1直度、平度表4中,已注明了直度、平度的通用公差。
在选用表中数值时,应注意:相应直线的长度与直度公差相配合;面或圆面直径的较大侧面长度与平度公差相配合。
4.1.1.2圆度圆度通用公差与直径公差的数值相同,但不可以大于表6中所标注的径向振摆数值。
(参阅注解)4.1.1.3圆柱形状没有规定圆柱体形状的通用公差。
注解:在配合圆柱面时,首先应使用包裹条件,然后根据DIN ISO8015标注带有○E符号的尺寸。
如:Ø25○E 或Ø25H7○E。
4.1.2位置通用公差4.1.2.1平行度平行度的偏差限界,从直度或平度(参阅章节4.1.1.1)或平行线或面间距离尺寸公差得出。
视情况而定,两个中较大者。
同时,两个形状元件中的较长者视为参考元件。
若两个形状元件的额定尺寸相同,则每个都可以作为参考元件。
若出于功能原因不允许这样定义参考元件,则必须标注DIN ISO1101平行度公差。
德国机械制图及公差标准
2006年2月10日
德国机械制图及公差标准
相关的GB/DIN的对照情况
– GB采用ISO标准的情况 – DIN采用ISO标准的情况 – 对比结果
目前存在用ISO标准的情况
中国标准号 GB/T 1800.1-1997 GB/T 1800.2-1998 GB/T 1800.3-1998 GB/T 1800.4-1999 GB/T 1182-1996 GB/T 1184-1996 GB/T 16671-1996 GB/T 4458.4-2003 GB/T 4459.2-2003 GB/T 4249-1996 标准名称 极限与配合 基础 第1部分:词汇 极限与配合 基础 第2部分:公差、偏差和配合的 基本规定 极限与配合 基础 第3部分:标准公差和基本偏差 数值表 极限与配合 标准公差等级和孔、轴的极限偏差表 ISO标准号 neq ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-2:1988 EQV ISO 1101-1996 EQV ISO 2768-2-1989 EQV ISO 2692-1996
形状和位置公差 通则、定义、符号和图样表示法
形状和位置公差未注公差值 形状和位置公差 最大实体要求、最小实体要求和 可逆要求 机械制图 尺寸注法 机械制图 齿轮表示法 公差原则
DIN采用ISO标准的情况 DIN采用ISO标准的情况
中国标准号 GB/T 1800.1-1997 GB/T 1800.2-1998 GB/T 1800.3-1998 GB/T 1800.4-1999 GB/T 1182-1996 GB/T 1184-1996 GB/T 16671-1996 GB/T 4458.4-2003 GB/T 4459.2-2003 GB/T 4249-1996 标准名称 极限与配合 基础 第1部分:词汇 极限与配合 基础 第2部分:公差、 偏差和配合的基本规定 极限与配合 基础 第3部分:标准 公差和基本偏差数值表 极限与配合 标准公差等级和孔、 轴的极限偏差表 形状和位置公差 通则、定义、符 号和图样表示法 形状和位置公差未注公差值 形状和位置公差 最大实体要求、 最小实体要求和可逆要求 机械制图 尺寸注法 机械制图 齿轮表示法 公差原则 ISO标准号 neq ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-1:1988 eqv ISO 286-2:1988 EQV ISO 1101-1996 EQV ISO 2768-2-1989 EQV ISO 2692-1996 DIN 标准号 DIN ISO 286 T.1-90 DIN ISO 286 T.1-90 DIN ISO 286 T.1-90 DIN ISO 286 T.2-90 DIN ISO 1101-85 DIN ISO 2768 T.2-91 DIN ISO 2692-90
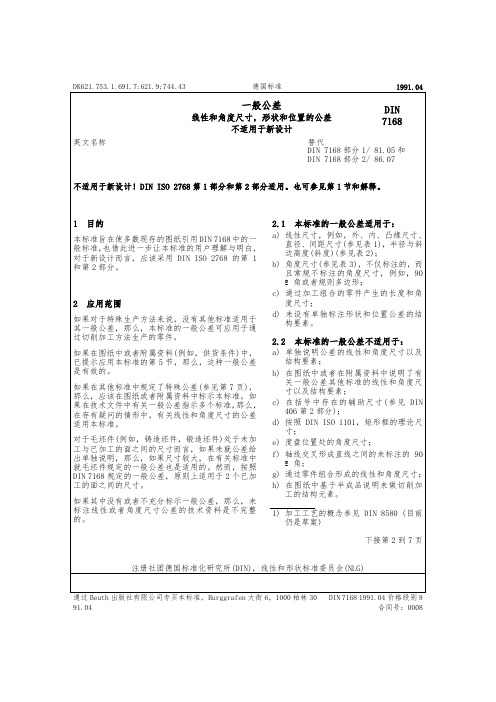
焊接、钻孔、表面处理要求一览表
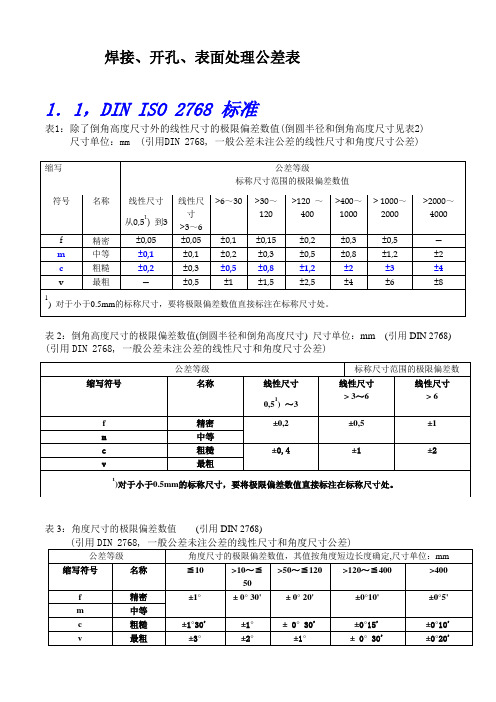
焊接、开孔、表面处理公差表1.1,DIN ISO 2768 标准表1:除了倒角高度尺寸外的线性尺寸的极限偏差数值(倒圆半径和倒角高度尺寸见表2) 尺寸单位:mm (引用DIN 2768, 一般公差未注公差的线性尺寸和角度尺寸公差)表2:倒角高度尺寸的极限偏差数值(倒圆半径和倒角高度尺寸) 尺寸单位:mm (引用DIN 2768) (引用DIN 2768, 一般公差未注公差的线性尺寸和角度尺寸公差)表3:角度尺寸的极限偏差数值(引用DIN 2768)表4:直线度和平面度的一般公差数值单位:mm (引用DIN 2768) (引用DIN 2768, 一般公差未注公差的线性尺寸和角度尺寸公差)表5:对称度的一般公差数值单位:mm表6:摆动的一般公差数值单位:mm1.2,DIN ISO 13715 标准1.3,DIN ISO 13920 标准本欧洲标准规定了焊接结构的线性尺寸和角度尺寸以及几何尺寸的一般公差,并以通常的车间精度为依据,分为4个公差等级。
选择特定公差等级的主要依据,就是须以保证功能要求为前提。
在任何情况下,所使用的公差/极限尺寸就是图纸标注。
为了不必在图纸上对公差/极限尺寸一一进行标注,就可以使用本标准的公差等级。
线性尺寸和角度尺寸以及几何尺寸的一般公差,与在本标准中规定的一样,适用于焊接机、焊接组件等。
对于复杂的组部件,可能要规定特殊条件。
本标准中的规定,是建立在ISO8015独立原则基础之上的。
按此准则,可以相互独立的应用尺寸的极限偏差和几何公差。
包含线性尺寸或角度尺寸或几何尺寸未注公差/未注极限尺寸的生产资料,如果他没有或没有完全指明一般公差,就可以将这些生产资料看作是不完整的。
这一点当然不能用于因时间关系还没有完成的一些中间尺寸。
表1:线性尺寸的极限尺寸表2:角度尺寸的极限尺寸表3:直线度公差,平面度公差和平行度公差1.4,DIN ISO 1101 标准表格1—几何特征的符号表格2---附加符号1.5,DIN ISO 25817 标准表1是缺陷的极限值。
DIN7168德国标准
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差4 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无关。
为此,必须遵守所确定的每个公差。
因此,在普遍带有最大材料尺寸的情况下,也允许使用此种形状和位置的一般公差。
另外,配合需要满足在图纸中特殊说明的受约束的包容条件(参见解释)。
4.1.1 形状的一般公差 4.1.1.1 直线度和平面度表4给出了直线度和平面度的一般公差。
为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径适用于选取平面度公差。
4.1.1.2 圆度圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解释)。
图1. 图2.3.2 角度尺寸与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。
上下偏差并不限制某个角度构成边或者面的形状误差。
附注:对于带有形状误差的工件,把直线或者平面最小条件情况下,构成角度的二条边,用作确定角度(最小条件的确定参见DIN ISO 1101)。
DIN 7168第3页4.1.1.3 圆柱度圆柱度的一般公差不予规定。
附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照DIN ISO 8015,用符号标记尺寸,例如,Ø25或者Ø25 H7。
4.1.2 位置的一般公差 4.1.2.1 平行度 从直线度或者平面度的一般公差(参见第4.1.1.1节)或者从平行线或平行面偏差尺寸二者中较大的那一个,求得平行度误差的限制。
DIN718-91德国一般公差标准
91.04 合同号:0008第2页 DIN 71683 关于线性和角度尺寸的一般公差 3.1 线性尺寸公差等级关于名义尺寸(mm)范围的偏差(mm )0.51) 到 3 大于 3 到 6 大于 6 到 30 大于 30 到 120 大于 120 到 400 大于 400 到 1000 大于 1000 到 2000 大于 2000 到 4000 大于 4000 到 8000大于 8000 到 12000 大于 12000 到 16000 大于 16000 到 20000 f (精密) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 ±0.8 - - - m (中等) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 g (粗糙) ±0.15 ±0.2 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 ±5 ±6 ±7 ±8 sg (最粗) - ±0.5 ±1 ±1.5 ±2 ±3 ±4 ±6 ±8 ±10±12±121) 在名义尺寸小于0.5mm 情况下,在名义尺寸处直接标注偏差。
表2. 关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下偏差公差等级 关于短边名义尺寸范围角度单元中的偏差,mm大于10 大于10 到50 大于50 到120 大于120到400大于400公差等级关于名义尺寸(mm)范围的偏差,mm f (精密)±1º ±30′ ±20′ ±10′ ±5′ m (中等)0.51) 到3大于3 到 6 大于6 到 30 大于30 到 120 大于120 到 400g (粗糙) ±1º30′ ±50′ ±25′ ±15′ ±10′ sg (最粗)±3º±2º±1º ±30′ ±20′f (精密)±0.2 ±0.5 ±1 ±2 ±44 形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。
DIN_ISO_2768-1989中文版
第二部分的角度除外)或等多边形角度。 c) 机加工组装件的线性和角度尺寸。 ISO 2768 的这一部分不适用于未注公差的下列尺寸: a) 其他一般公差标准涉及的线性和角度尺寸 b) 括号内的参考尺寸 c) 矩形框格内的理论正确尺寸
2
1 目的
ISO 2768 第一部分”(部分 1)用来简化图纸并包含未注公差的线性尺寸和角度尺寸的 一般公差,而且共分为 4 个公差等级。 备注 1:附件 A 中详细介绍有关线性尺寸和角度尺寸一般公差的概念,其适用于金属 半成品的切削加工或成形加工的形状元素。 备注 2:该公差也适用于非金属材料。 备注 3:已经有了类似的国际标准,或还应该起草类似的国际标准,例如,用于铸件的 ISO 80621)。 ISO 2768 第二部分”(部分 2)适用于未注公差的下列尺寸: a) 线性尺寸(例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒
引言 组件的结构要素总是离不开尺寸和几何形状。由于尺寸偏差和几何性质偏差(形状、方向和 位置)的存在,要保证组部件功能正常,就需要用到公差。一旦超过公差范围,就会影响到 功能。 为了确保所有结构要素中都包括尺寸和几何的因素,也就是说,所有事项必须一清二楚或者 不允许将任何事项留给车间或检验来判断,图纸上的公差必须完整。 采用尺寸、形状和位置的一般公差,可以简化满足上述条件的任务。
2 总则
选取图样上未注公差的尺寸的一般公差的公差等级时应考虑通常的车间精度,对任一 单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时,其 相应的偏差要在相关的基本尺寸后注出。在图样或有关技术文件中,采用本标准规定 的线性和角度尺寸的一般公差时,应按本标准第 5 章的规定进行标注,要明确指出是 ISO 2768 的第几部分。如果在其他国际标准中,为其他加工方法规定了一般公差,在 图样或有关技术文件中,必须明确指出。 对于一个加工面与一个未加工面之间的尺寸,例如,铸造毛坯件或锻打毛坯件,若没 有标注公差,应按规定的两个一般公差数值中的较大值控制。例如,铸件按照ISO 80621 。
DIN_53571_CN
德国工业标准53571 德国标准1986年1月泡沫塑料的软弹性检测拉力试验测定拉伸强度和断裂时的延伸率DIN 53 571检测泡沫塑料的弹性;拉力试验;测定拉伸力度和断裂时的延伸率。
补充78年2月版本与国际标准化组织出版的国际标准ISO 1798-1983相关联的内容请看注释。
普通公差(未注公差):德国工业标准DIN 7186-m 单位为毫米1 使用范围和目的根据标准进行的拉力试验主要是为了测定试样的抗拉强度和断裂时的延伸率。
试样由软弹性泡沫塑料1)按照一定的样式制作,在试验中要用匀速的拉力拉伸试样,直到它断裂。
在断裂时延伸率的测量通过两个试验方法确定,在方法1中有关的量是测量长度LO上的长度变化,方法2中有关的量是试样的伸出长度LE 。
2 概念2.1 抗拉强度软弹性泡沫塑料的抗拉强度OB 就是在试样断裂时测量的最大强度Fm和试样原始截面面积SO的比。
2.2 断裂时的延伸率实验1试验1 断裂时的延伸率R1就是在断裂当时测量的长度LB-LO和试样的原始长度Lo的比。
试验2 断裂时的延伸率R2 就是在断裂当时测量的伸出长度变化LEB-LE和试样的原始伸出长度LE(100±3)mm的比。
3 检测仪器3.1厚度测量仪测量仪器要保证对试样厚度的测量可以精确到0.1mm。
在测量时要保证试样没有可见的变形(参见德国工业标准53570)。
3.2 试验机试验采用的拉伸试验机根据德国工业标准51221 第三部分和德国工业标准51220一级的要求。
4 试样4.1取样方向和结构特性如果能够确认试样材料上小格结构的优先方向,那么拉伸试验就应该提取那些纵轴在优先方向上的试样。
如果这个方法不行,就要在试验记录中说明纵轴与优先方向的位置关系。
通常情况下,检测的时候试样都不带表层。
如果在试样的厚度测量中去掉了表层部分的厚度,要在试验记录中注明,被检测的试样是单层还是双层的表面。
4.2 制模和尺寸大小试样将被按照图1(试样A)(10±1)mm的厚度2)切割,或者是按照图2(试样B)(20±2)mm的厚度切割。
10-2311 未注线性尺寸和角度尺寸公差

尺寸单位为mm1. 目的和适用范围本标准涉及的是图上没有标注公差要求的线性和角度尺寸通用公差。
如果图上没有给出其它说明,则本标准中提出的公差也适用于机加工或塑性成型零件。
2. 概述本标准说明了尺寸公差的四级精度。
通常,根据在车间的生产过程中获得的级别来选择精度的等级。
如果需要减小公差,或较大范围的公差是允许的和经济的,则每次都必须在图上标示出来。
3. 有效性范围如第5条所述,如果图纸或其它文件(例如,技术说明)参照了本标准,则应符合本标准的公差要求。
只有在图上或其它文件中清楚注明时,才可以采用其它依维柯标准对某些生产工艺的公差要求(见依维柯标准10-2310中的表1)。
如果技术文件中有尺寸公差的一些说明,在有疑问的情况下,以具有较大公差的说明为准。
对于未注公差、但按照本标准规定的尺寸公差加工的表面尺寸,以及按照其它技术规范的公差要求加工的表面,适用于每种情况的公差是含有较大公差的加工方法所采用的公差。
权所版有。
未经依维柯公司书面同意,其他方不得复制或以任何方式使用本标准。
标准3.1 本标准中所述的公差对下列尺寸有效:a)线性尺寸,例如,内、外尺寸,直径(见表I),圆角半径和倒角高度(见表II)。
b)角度尺寸(见表III),不管图上是否标示出来(例如,90度角和规则的多边形角)。
c)机加工连接件所产生的直线和角度尺寸。
d)由焊接件组成的零件的直线和角度尺寸。
3.2 本标准中的公差对下列尺寸无效a)每个尺寸都有单独标示出的公差的直线和角度尺寸。
b)技术文件中有通用公差的其它说明的直线和角度尺寸(见依维柯标准10-2999和10-2310)。
c)根据依维柯标准10-1215,括号内补充尺寸。
d)根据依维柯标准10-1404,方框内的标称尺寸。
e)通过除以圆周获得的角度尺寸。
f)座标轴之间没有标出尺寸的90度角。
g)因连接零件而产生的直线和角度公差。
4. 公差有关尺寸(直线和角度)公差以及几何公差的相关性,见依维柯标准10-2310中的第4条:4.1 线性尺寸表I—线性尺寸的允许偏差,圆角半径和倒角高度除外标准表II —圆角半径和倒角高度的允许偏差4.2 角度尺寸相对于最短边的标称尺寸的允许角度偏差列于表III中。
DIN_ISO_2768-1989中文版
5
6 拒收
除另有规定,超出一般公差的工件,如未达到损害其功能时(见附件 A.4),通常不应 判定拒收。
国标备注:这一说法与所谓的抱怨条款§ 459 BGB 的意义相同。
附录 A
(仅作为资料参考)
线性和角度尺寸的一般公差的概念和解释
A.1 应按照 ISO 2768 第一部分第 5 节的规定,在图样上标注一般公差。一般公差的公差等 级的公差数值符合通常的车间精度,按零件使用要求选取相应的公差等级并在图样上 标注出来。
±3°
±2°
± 0° 30' ±1°
±0°15' ± 0° 30'
±0°10' ±0°20'
5 图样标注
若采用本标准即 ISO 2768 第一部分规定的一般公差,应在图样标题栏附近标注出: 本标准号“ISO 2768”。 在 ISO 2768 的后面加上公差等级代号,例如选取中等级时标注为 ISO 2768-m。 国标备注:在有疑问的情况下,可以在前面加上“一般公差字样”。
德译版结束
7
引用标准
在德译版中见第 3 节
- 补充国标中
DIN 7167
尺寸公差、形状公差和平行度公差之间的关系.无图纸标注的包面条 件
DIN 7168
一般公差;不适用于新结构
DIN ISO2768 第 2 部分 未注公差要素的几何公差。,等效于 ISO 2768-2(1989 年版)
DIN ISO 5459
当功能上允许的公差等于或大于一般公差时,则该公差值就不要标注在标称尺寸处, 而应该按照本标准第 A.1 节的要求,在图样中进行标注。这个公差可以完全应用一般 公差的概念。
当然也有“特殊情况”,当功能上允许的公差等于或大于一般公差,且该公差在制造上 比一般公差更为经济。在这种特殊情况下,就要将这些较大的公差数值分别标注在相 关要素的标称尺寸处;例如装配时所钻的盲孔深度。
德国的基本公差
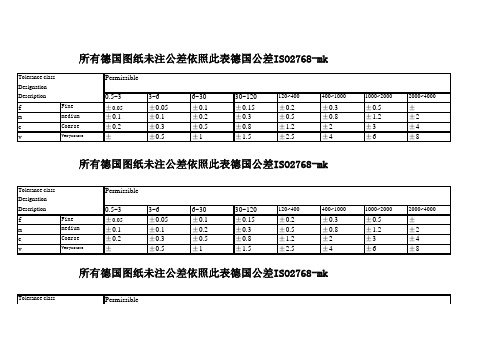
Permissible 0.5~3 ±0.05 ±0.1 ±0.2 ± 3~6 ±0.05 ±0.1 ±0.3 ±0.5 6~30 ±0.1 ±0.2 ±0.5 ±1 30~120 ±0.15 ±0.3 ±0.8 ±1.5
120~400 400~1000 1000~2000 2000~4000
f m c v
Fine medium Coarse
Verycoarse
±0.2 ±0.5 ±1.2 ±2.5
±0.3 ±0.8 ±2 ±4
±0.5 ±1.2 ±3 ±6
± ±2 ±4 ±8
所有德国图纸未注公差依照此表德国公差ISO2768所有德国图纸未注公差依照此表德国公差ISO2768-mk ISO2768
Tolerance class
Permissible
Designation Description
f m c v
Fine medium Coarse
Verycoarse
0.5~3 ±0.05 ±0.1 ±0.2 ±
3~6 ±0.05 ±0.1 ±0.3 ±0.5
6~30 ±0.1 ±0.2 ±0.5 ±1
Tolerance class Designation Description
Permissible 0.5~3 ±0.05 ±0.1 ±0.2 ± 3~6 ±0.05 ±0.1 ±0.3 ±0.5 6~30 ±0.1 ±0.2 ±0.5 ±1 30~120 ±0.15 ±0.3 ±0.8 ±1.5
120~400 400~1000 1000~2000 2000~4000
f m c v
Fine medium Coarse
din iso 2768-1&2未注长度与角度公差 & 未标注形 状位置公差
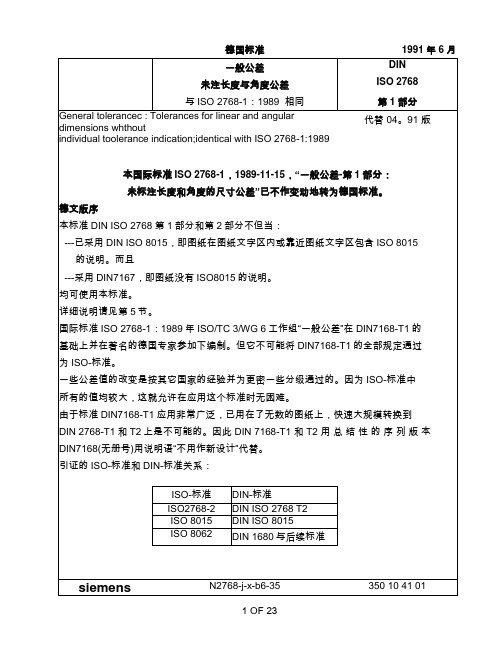
德国标准1991年6月一般公差第1部分:未注长度与角度公差前言ISO(Internationale Organisatioon fuer Normung)是世界统一的国际标准研究所。
ISO-成员体)。
编制国际标准属于ISO技术委员会的责任。
每个成员体,如其对某个课题感兴趣就可以参加此课题的技术委员会,在这个委员会共同工作。
与ISO有联系的国际(国家的和非国家的)组织也可以参加工作。
ISO与国际电工委员会(IEC)在所有电工技术标准领域密切合作。
由技术委员会通过的国际标准草案在它被确认为国际标准的建议以前,首先呈送各成员体。
如表决的成员体75%赞成,那么草案按ISO的议事规则通过为ISO。
国际标准ISO 2768-1由ISO/TC 3“极限尺寸和配合”技术委员会编制。
本版ISO2768-1和ISO2768-2:1989一起代替ISO2768:1973。
ISO2768在主标题“一般公差”下包括如下部分:---第1部分:未注长度和角度公差。
---第2部分:未注形状和位置公差。
引言零件的形状元素有尺寸和几何形状。
由于尺寸偏差和几何特性偏差(形状、方向和位置)零件必须有公差。
若超过了公差,那么功能就要受损害。
公差在图纸上应是完整的,以便确保包括所有尺寸元素和几何形状元素的质量,也就是说不允许保留含糊或在评价车间和检验时听天由命。
在使用尺寸、形状和位置的一般公差的条件下,满足这个条件的任务就可简化。
1 目的ISO2768的这部分用来简化图纸并包含不用单独标注的长度和角度的一般公差,分四个级别。
说明1:长度和角度的一般公差草案在附录A中描述。
ISO2768的这部分可用于金属半成品通过切削或冲压变形形成的形状元素。
说明2:这套公差对非金属也可使用。
说明3:类似的铸件公差国际标准已经有或尚在编制,如ISO80621)。
ISO2768的这部分只适用于下列未单独标注公差的尺寸:a)长度尺寸(如外部尺寸、内部尺寸、台阶尺寸、直径、半径、距离、弯曲半径及倒角尺寸)b)一般不标注的角度尺寸,如若在 ISO2768第2部分未规定的直角(90o) 或等分的角。
未注尺寸公差及国标代号
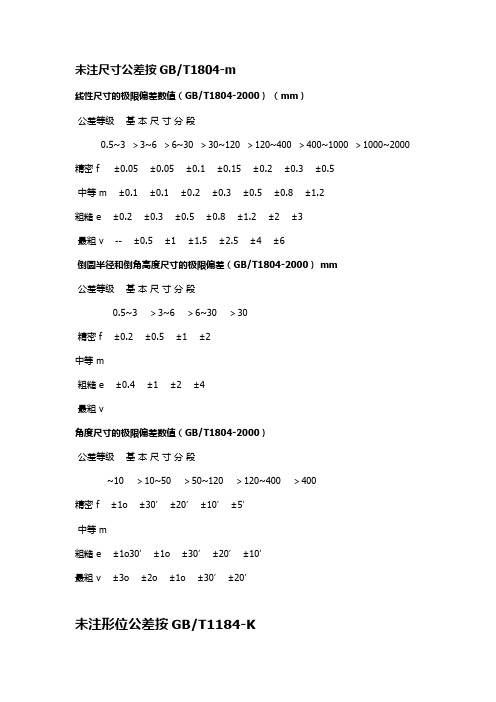
未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±2中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm) :公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000 7H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1 ,L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1 8L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
机械行业各类常用未注公差
机械行业各类常用未注公差
ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度
平面度
圆度、垂直度、对称度、平行度
同轴度
ISO2768-2 形状位置的未注公差的相应等级要求
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
Længdemål/ Längenmaße / length und Dickenmaße/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
Bearbeitungszugaben BZ 规则形状平面度公差
Eingeschrllnkze Bearbeitungszugaben BZ (slehe Absohnitt 5) 非规则形状平面度公差
焊接件公差要求ISO 13920
planhed/ Geradheit und Ebenheit / regularity 非线性和规律性弧线公差
Vinkelmål/ Winkelmaß / angle 角度公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏
差mm
国内的量规厂做不了圆弧顶量规,一般是做平顶的,在量规标记上要区别于标准的量规,一般加个字母“B”。