CNC刀具加工参数及深度能力表.docx
CNC常用刀具标准表格范例

CNC常用刀具参数参照表刀具刀具规资料格D63R6D63R3D33R2.硬5质D26R2.合5D17R1.金5刀粒D32R6D35R0.8D32R0.8D25R0.8D16R0.8D20R10D16R8D12R0D10R0涂D8R0层D6D0D4R0整D3R0体D2R0硬刀长刃径切削量 (RD)轴切削量 (AD)转速 (S)进给 (F)全长 / 刃有效数粗精粗精粗精粗精长长9590475%D800140014001600 205200475%D1800140014001600 370370475%D600120012001400 9090475%D1******* 205200475%D1******* 370370475%D4602400 20090375%D180080040001500 200140375%D右边红150070032001200色表示20090275%D淬火材2300100036001400 200140275%D料1900100032001200HRC42-15070275%D56度切3000240024001600削参数150100275%D2******* 160110275%D12000240014001600 250190275%D2000240012001300 300240275%D120020008001200 350280250%D600-600-8001000 250180275%D1600180010001400 210150275%D1600200012001500 16090275%D1800220010001400 200150224001400 200140224001500 70/2545475%D160020002000600 75/2545475%D160020002000600 60/2038475%D180020002000500 50/1732475%D18002000200040050/11.24475%D200024002000800540/10.15450%D200024002000800240/8.12450%D240028004004002第 1 页,共 3 页质层整刀长径切削量 (RD)轴切削量 (AD)转速 (S)进给 (F)刀具刀具规刃资料格全长 / 刃有效数体粗精粗精粗精粗精长长硬D1R040/5.6450%D28002800300300质D10R575/1542224001400D8R460/1538224001400合D6R350/1530224001200金D4R250/1522224001000刀D2R140/8.1022400500具30/5.522400300D10R0.75/2545424001400 565/2032424001200白D25R0165/9095460320250D20R0135/7585450350200钢刀D16R095/6575440350180具D12R085/3550425400150 D10X5100/5050340600300 D10X3100/5050340600300斜D10X1100/5050340600300度D6X575/2540335800250刀D6X375/2540335800250 D6X175/2540335800250 T32X8755084830050 T T25X4755083425040型T20X4604083425030刀T16X46040834200301.半精加工参照精加工适合加大数值。
CNC加工编程参数
CNC加工编程参数编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为铜料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给1MM白刚两刃0.030.023001MM合金两刃0.050.034002MM白刚四刃0.080.036002MM合金两刃0.10.038002.5MM白刚四刃0.10.037002.5MM合金两刃0.10.038003MM白刚四刃0.130.038003MM合金两刃0.150.0312004MM白刚四刃0.20.0310004MM合金两刃0.30.0312005MM白刚四刃0.250.0310005MM合金两刃0.30.0312006MM白刚四刃0.30.0610006MM合金两刃0.50.0612008MM白刚四刃0.50.0610008MM合金两刃0.70.06120010MM白刚四刃0.80.06150010MM合金两刃10.06150012MM白刚四刃10.06150012MM合金两刃 1.20.06150016MM白刚四刃 1.20.06150016MM合金两刃 1.50.06150020MM白刚四刃 1.50.06150020MM合金两刃 1.50.06150025MM白刚四刃 1.50.06150025MM合金两刃 1.50.061500飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.450.151500R8合金刀粒两刃0.50.21500R10合金刀粒两刃0.60.2150012R0.4合金刀粒一刃0.70.1120016R0.4合金刀粒两刃0.70.1150020R0.4合金刀粒两刃0.70.1150025R0.8合金刀粒两刃10.1150030R5合金刀粒两刃0.60.31600球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R0.51MM合金两刃0.020.02R11MM合金两刃0.040.05R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1R2.55MM合金两刃0.20.1R36MM合金两刃0.30.12R48MM合金两刃0.30.12R510MM合金两刃0.50.15R612MM合金两刃0.50.15R816MM合金两刃0.60.2R1020MM合金两刃0.60.2编程参数参照表此表仅用作参考,本公司基本上跟下面所设差不多,在不同的情况下要有此段为钢料加工参数刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给2MM白刚四刃0.020.034002MM合金两刃0.040.035002.5MM白刚四刃0.020.034002.5MM合金两刃0.040.035003MM白刚四刃0.030.034003MM合金两刃0.050.036004MM白刚四刃0.050.036004MM合金两刃0.050.036005MM白刚四刃0.050.036005MM合金两刃0.050.038006MM白刚四刃0.060.066006MM合金两刃0.060.068008MM白刚四刃0.080.068008MM合金两刃0.10.06110010MM白刚四刃0.10.0680010MM合金两刃0.150.06110012MM白刚四刃0.130.07120012MM合金两刃0.150.07130016MM白刚四刃0.150.11300 16MM合金两刃0.20.11300 20MM白刚四刃0.20.11200 20MM合金两刃0.250.11200 25MM白刚四刃0.20.11200 25MM合金两刃0.250.131200飞刀刀具刀具大小材质刃数开粗下刀量大斜面光刀下刀量开粗进给R6合金刀粒两刃0.40.151500 R8合金刀粒两刃0.40.21500 R10合金刀粒两刃0.50.21500 12R0.4合金刀粒一刃0.20.11200 16R0.4合金刀粒两刃0.250.11500 20R0.4合金刀粒两刃0.30.11500 25R0.8合金刀粒两刃0.30.21500 30R5合金刀粒两刃0.50.31600 40R6合金刀粒两刃0.50.31500 63R5合金刀粒六刃0.60.31300球刀刀具刀具大小直径材质刃数开粗下刀量斜面光刀下刀量R11MM合金两刃0.030.03 R1.53MM合金两刃0.060.07R24MM合金两刃0.150.1 R2.55MM合金两刃0.20.1 R36MM合金两刃0.30.12 R48MM合金两刃0.30.12 R510MM合金两刃0.50.15 R612MM合金两刃0.50.15 R816MM合金两刃0.60.2 R1020MM合金两刃0.60.2下要有不同的改变光平面进给光斜面进给开粗转数光刀转数15030050006000150400550060002005004000450020050042005000200600350040002006004000450020060035004000200650400045002506003000350025065035004000250600300035003006503500400025060028003200300700300040002506002200250030080022003000300600220025004008002200300030060022002500400800220030004008001200120045010001200150040080010001000450100012001200400800800-100800450100010001000光平面进给光斜面进给开粗转数光刀转数150025003000150021002500150020002500500110022003000600120018003000600120018003000600130018002800700120016002000开粗进给光斜面进给开粗转数光刀转数300350550060006005004500450070060042004500110090040004500120080040004200150012003000380015001300300035001700150026003000180015002500300018001500250030001800150025002800下要有不同的改变光平面进给光斜面进给开粗转数光刀转数光侧面进给斜面转速2004503000320025050032003500200450300032002505003200350020045025002800250500260030002004502200250025050025003000250500180025003006502200280025050015002200300600200025002506001300230030080030080018002300300800300600120020002508004008001800200025080030080012001600250800400800150018002508004008007001200230400450100080012002504004008006001000200300450100060010002003004008005008002002504501000500800200250光平面进给光斜面进给开粗转数光刀转数15002500300015002100250015002000250050011002200300060012001800300060012001800300060013001800280070012001600200080012001600200010001200700-10001500开粗进给光斜面进给开粗转数光刀转数40040035004500 70060035004000 110090035004000 120080035004000 1500120025003000 1500130025003000 1700130022002800 1800150022002800 1800150020002600 1800150018002300。
数控加工-刀具参数表

制定/日期: 东晨模具科技有限公司
审核/日期: 133750629.xls机夹类平刀 日期:2012-12-1
编号:CNC-1002
刀具加工参数
文件版本:NO-1.0
刀具加工参数表
刀具类型: 序号 刀具规格 机夹平刀 加工材料 下切步距(MM) 实际加工参考数据 转速(转/分) 进给(mm/ 分)
高碳钢Cr12、空冷钢等 1 D32R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 2 D20R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 3 D16R0 普通钢、低碳钢、铸铁等 高碳钢Cr12、空冷钢等 4 D12R0 普通钢、低碳钢、铸铁等
0.8 1 0.3 0.5 0.2 0.4 0.15 0.2
1000 1000 1200 1200 1500 15000 1400 1600 1800
铣削特点、注意事项
1,采用主、副刃刀片安装,刀片端面刃过中心,可以进行钻铣加工。 2,分层加工时,切削阻力较小。 3,加工封闭型腔时,尽可能用钻头粗钻出底孔,可以避免下刀时排削不利造成刀片松动或崩碎。 4,刀尖容易磨损,不适合大面积加工。
最全面的CNC切削参数表

≤60
≤50
≤45
≤35
≤30
≤28
≤25
≤25
≤20
≤15
≤6
≤4
开粗
S4500 S7500 S8000 S8000 S8500 S8500 S9000 S8500 S8500 S8500 S9000 S8500 S8500 S9000 S9500 S9000 S11000 S11000 S10000 S8000 S12000 S12000 S12000 S11000 S12000 S12000 S12000 S11000 S15000 S15000 S15000 S14000 S15000 S15000 S15000 S15000
≤15
R6 R5 R4 R3 R2.5 R2 R1.5 R1 R0.75 R0.5 R0.3 R0.2
中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀 开粗 中光 光刀
F4000 F3000 F2500 F1000 F6000 F3500 F3000 F1000 F6000 F3500 F3000 F1000 F5000 F3500 F3000 F1000 F5000 F3000 F2800 F1000 F3500 F3000 F2800 F900 F3500 F3000 F2800 F900 F2800 F2500 F2000 F600 F2000 F1800 F1500 F500
Ø16R0.8
Ø12R0.3
Ø10R0.3
Ø8R0.3
Ø6R0.3
Ø4R0.2
Ø3R0.2
刀具参数表

1200
Z0.8S0.12
1200
Z0.7S0.1
1000
Z0.5S0.1
1000
Z0.45S0.1
1600
Z0.4S0.1
1500
Z0.25S0.07
1800
Z0.20S0.07
Z0.3/0.15S0.0 8
粗/精
¢10
50
1200
1000
Z0.30/0.12S0. 08
粗/精
¢8
30
1500
1000
Z0.25/0.10S0. 06
粗/精
¢6
25
1600
800
Z0.2/0.10S0.0 5
粗/精
¢4
20
2000
800
Z0.1
精
刀径
刀具留长
转速(S) 走刀速度(F) 步进量(mm)
粗/精 粗/精 粗/精 粗/精
加工形式
粗 粗 粗 粗 粗 粗/精 粗/精 粗/精 加工形式 粗/精 粗/精 粗/精 粗/精 粗/精 粗/精 粗/精
0.15/0.1
4500
0.10/0.07
走刀速度(F) 步进量(mm)
6000
0.25/0.15
6500
0.25/0.15
8000
0.15/0.1
8000
0.15/0.08
刀具留长
70 65 60 50 40 25 20 10 刀具留长 65 60 50 40 25 20 10
转速(S)
12000 12000 12000 13000 14000 15000 15000 15000 转速(S) 15000 15000 13000 15000 15000 15000 15000
CNC加工中心-精加工切削参数计算表 (2)
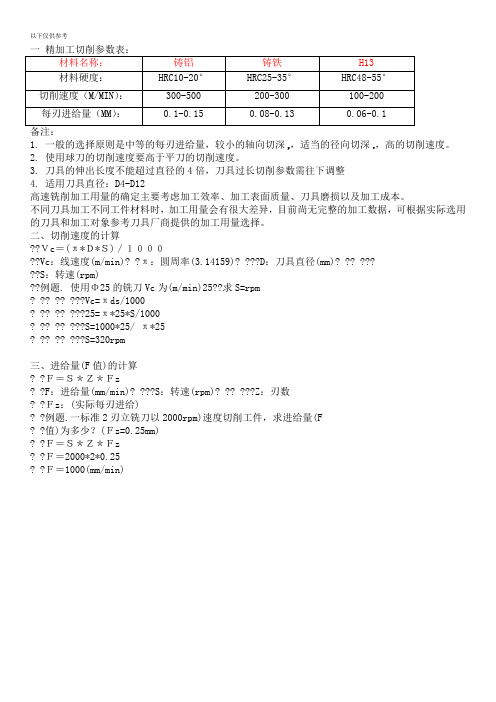
以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
??Vc=(π*D*S)/1000
??Vc:线速度(m/min)? ?π:圆周率(3.14159)? ???D:刀具直径(mm)? ?? ???
??S:转速(rpm)
??例题. 使用Φ25的铣刀Vc为(m/min)25??求S=rpm
? ?? ?? ???Vc=πds/1000
? ?? ?? ???25=π*25*S/1000
? ?? ?? ???S=1000*25/ π*25
? ?? ?? ???S=320rpm
三、进给量(F值)的计算
? ?F=S*Z*Fz
? ?F:进给量(mm/min)? ???S:转速(rpm)? ?? ???Z:刃数
? ?Fz:(实际每刃进给)
? ?例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
? ?值)为多少?(Fz=0.25mm)
? ?F=S*Z*Fz
? ?F=2000*2*0.25
? ?F=1000(mm/min)。
CNC参数
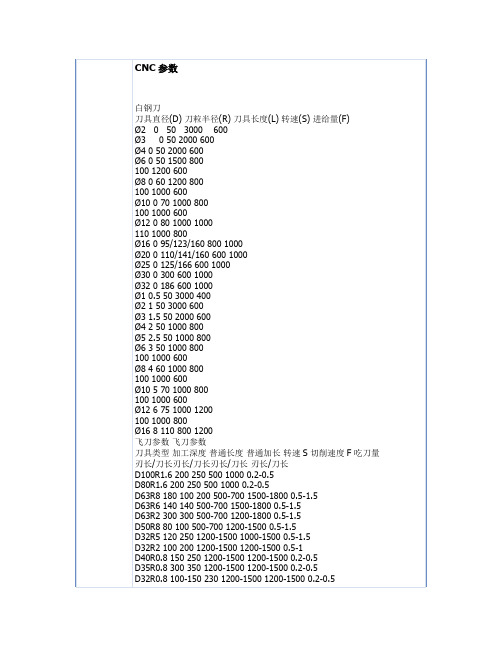
CNC参数白钢刀刀具直径(D) 刀粒半径(R) 刀具长度(L) 转速(S) 进给量(F)Ø2 0 50 3000 600Ø3 0 50 2000 600Ø4 0 50 2000 600Ø6 0 50 1500 800100 1200 600Ø8 0 60 1200 800100 1000 600Ø10 0 70 1000 800100 1000 600Ø12 0 80 1000 1000110 1000 800Ø16 0 95/123/160 800 1000Ø20 0 110/141/160 600 1000Ø25 0 125/166 600 1000Ø30 0 300 600 1000Ø32 0 186 600 1000Ø1 0.5 50 3000 400Ø2 1 50 3000 600Ø3 1.5 50 2000 600Ø4 2 50 1000 800Ø5 2.5 50 1000 800Ø6 3 50 1000 800100 1000 600Ø8 4 60 1000 800100 1000 600Ø10 5 70 1000 800100 1000 600Ø12 6 75 1000 1200100 1000 800Ø16 8 110 800 1200飞刀参数飞刀参数刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量刃长/刀长刃长/刀长刃长/刀长刃长/刀长D100R1.6 200 250 500 1000 0.2-0.5D80R1.6 200 250 500 1000 0.2-0.5D63R8 180 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5D63R2 300 300 500-700 1200-1800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5D32R5 120 250 1200-1500 1000-1500 0.5-1.5D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5D20R0.4 80-120 150 200 1300 1500 0.3-0.5D16R0.4 60-100 150 200 1200-1500 1000-2000 0.2-0.5D30R15 100-160 230 350 1200-1500 1000-1500 0.3-0.6D20R10 80-120 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.510 50 22/70 25-100 2000 500-1500 0.05-0.58 45 19/60 20/100 2500 500-1500 0.05-0.56 30 13/50 15/100 3000 500-1500 0.05-0.44 30 11/50 3500 500-1500 0.05-0.32 25 8/50 4000 500-1500 0.05-0.31 20 6/50 5000 500-1500 0.05-0.15R6 75 22/75 22/100 2000 1000-2000 0.2-1R5 75 18/70 18/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量32 80-120 60/125 106/186 300-400 500-1000 0.1-125 80-120 60/125 90/166 300-400 500-1000 0.1-120 120 50/110 75/141 500-700 500-1000 0.1-116 120 40/95 65/123 500-800 500-1000 0.1-112 100 30/80 53/110 500-1000 500-1000 0.1-110 80 23/75 45/95 800-1000 500-1000 0.1-0.88 50 20/65 28/82 800-1200 500-1000 0.1-0.56 50 15/60 800-1200 500-1000 0.1-0.5R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
CNC加工参数表
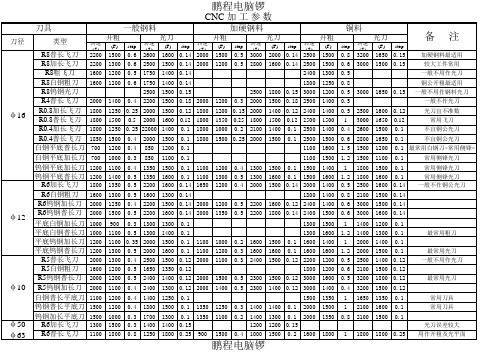
一般钢料
光刀
1600 0.14 2000 1500 0.14 2000 1400 0.14 1400 0.14 1500 0.15 1500 0.18 2000 1500 0.12 1800 1600 0.12 1800 0.1 0.1 0.1 0.1 0.1 1100 1200 1300 1200 1200 1350 1800 1800 1500 1200 1100 1500 1200
φ 35 φ 31R5 φ 32 Φ 30R5
1500 0.16 1800 1500 0.18 2000 1500 0.1 2000 1250 0.16 1800 1500 0.18 2000 1600 0.18 2000 1600 0.18 2400 1500 0.15 2100 1600 0.1 2100 1100 1000 1000 2400 2400 1600 1650
1600 0.1 1500 1500 0.14 2000 1800 1600 0.12 2400 1800 0.14 2400 1300 1300
1600 0.1 1600 0.14 1500 0.14 1500 0.14 1600 0.14 1200 1300 1400 0.1 0.1 0.1
φ 12
2500 0.3 2000 1200 0.15 2000 1350 0.25 1800 1000 0.2 2100 15.15 3000 1500 0.18 2500 1400 0.12 2400 1500 0.12 2500 1400 1500 0.1 0.1 2500 2500 1100 1100
加硬钢料
开粗
1200 0.25 1800 1200 0.3 1800 1250 0.3 1800 1300 0.25 1650 1000 1400 0.2 0.3 1650 1800
CNC精加工参数表

表一序号刀具大小加工材料步进量/Z 下刀量转速进给参考加工深度备注1Ф63R6钢料≤10°0.32mm S1500F1800298mm 2Ф40R6铜料/钢料≤10°0.3mm S2800F1800180mm 平行式步进量0.36mm3Ф32R0.8铜料/钢料≤8°0.25mm S3400F1700220mm 4Ф25R0.8铜料/钢料≤8°0.25mm S3400F1500150mm 5Ф25R5铜料/钢料≤10°0.25mm S3400F1500120mm 平行式步进量0.33mm 6Ф20R4铜料/钢料≤10°0.25mm S3500F1500100mm 平行式步进量0.33mm7Ф20R0.8铜料/钢料≤8°0.25mm S3500F1500100mm 8Ф20R0.5铜料/钢料≤8°0.25mm S3500F1500100mm 9Ф16R0.8铜料/钢料≤8°0.25mm S3500F150085mm 10Ф16R2铜料/钢料≤8°0.28mm S3500F1300100mm 11Ф12R1.0铜料/钢料≤5°0.28mm S4000F140060mm 12Ф10R1.0铜料/钢料≤5°0.28mm S4000F140050mm 13Ф10R0.5铜料/钢料≤5°0.24mm S4000F140050mm 14Ф8R1.0铜料/钢料≤5°0.28mm S4000F135045mm 15Ф8R0.5铜料/钢料≤5°0.24mm S4000F135045mm 16Ф6R1铜料/钢料≤5°0.28mm S4500F130035mm 17Ф6R0.5铜料/钢料≤5°0.24mm S4500F130035mm 18Ф12铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S3500F140050mm 19Ф10铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F140046mm 20Ф8铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F135040mm 21Ф6铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S4500F130030mm 22Ф4铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S5500F110028mm23Ф3铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S6500F1000伸出20mm ,直身16mm 刀柄Ф424Ф2.5铜料/钢料﹥1°≤3°0.18mm S6500F900伸出20mm ,直身16mm刀柄Ф425Ф2铜料/钢料﹥1°≤3°0.18mm S6500F700伸出20mm ,直身12mm刀柄Ф426Ф1.5铜料/钢料﹥1°≤3°0.15mm S6500F500伸出20mm ,直身10mm 刀柄Ф427Ф1铜料/钢料﹥1°≤3°0.10mmS6500F350伸出20mm ,直身8mm刀柄Ф4精加工参数表一.曲面等高外形(牛鼻刀、端铣刀)精加工参数表表二序号刀具大小加工材料步进量/Z 下刀量转速进给1R10铜料/钢料0.20mm S3000F16002R8铜料/钢料0.18mm S3500F15003R6铜料/钢料0.17mm S4000F14504R5铜料/钢料0.16mm S4000F14505R4铜料/钢料0.15mm S4600F13506R3铜料/钢料0.13mm S5000F13007R2铜料/钢料0.11mm S5500F11008R1.5铜料/钢料0.09mm S6000F10009R1铜料/钢料0.08mm S6500F70010R0.75铜料/钢料0.07mm S6500F65011R0.5铜料/钢料0.05mmS6500F350备注:②粗公的步进量在以上基础加0.03mm ;③以上R 刀用“等高外形”加工曲面时,Z 深度(步进量)在以上基础上加0.05mm ;序号刀具大小加工材料转速进给参考加工深度1Ф25铜料S450F250125mm 2Ф20(白钢)铜料S650F350100mm 3Ф20(合金)铜料S2500F85085mm 4Ф16(白钢)铜料S850F40075mm 5Ф16(合金)铜料S2800F80065mm 6Ф12铜料S2400F75050mm 7Ф10铜料S2800F75046mm 8Ф8铜料S3000F75040mm 9Ф6铜料S3200F70035mm 10Ф25R0.8钢料S1800F700150mm 11Ф20R0.8钢料S2000F700100mm 12Ф16R0.8钢料S2200F70085mm①以上参数是相对普通机床对钢料和铜公幼公的加工,高速机的步进量按以上参数,转速、进给以2号机、伸出20mm ,直身10mm 伸出20mm ,直身8mm3号机刀库表为准;④曲面光刀时尽量用“最佳等高”方式加工。
CNC刀具参数表

光刀 进刀 进给率 量 5000 0.06 5000 0.06 5000 0.06 5000 0.06 5000 0.08 5000 0.08 5000 0.07 5000 0.07
转速 15000 15000 15000 15000 18000 18000 18000 18000
5000 0.07 10000
高速机 开粗/中光 进刀 量 转速
0.25 8000 0.2 8000
光刀 进刀 进给率 量 转速
0.1 0.08 0.06
6000 8000 8000
0.08 0.06 0.06
8000 8000 8000
5000 5000
0.1 8000 0.07 8000
进给率
5000 5000 5000
5000 5000 5000 5000 5000
涂层合金刀 D6 涂层合金刀 D5 涂层合金刀 D4 涂层合金刀 D3 涂层合金刀 D2 涂层合金刀 D1.5 涂层合金刀 D1 涂层合金刀 R6 涂层合金刀 R5 涂层合金刀 R4 涂层合金刀 R3 涂层合金刀 R2.5 涂层合金刀 R2 涂层合金刀 R1.5 涂层合金刀 R1 涂层合金刀 R0.75 涂层合金刀 R0.5
柄径 48 48 48 48 48 48 48 32 25 25 32 25 25 20 20 16 16 12 10 25 20 20 16 12 10 16 12 8 16 12 8
刀长 150 200 300 300 200 300 200 250 150 150 250 150 200 150 200 150 200 130 120 150 200 150 200 130 120 200 150 110 200 150 110
加工中心CNC切削参数表(大全)
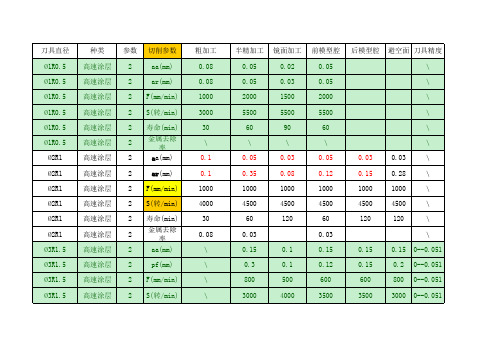
高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层 高速涂层
飞刀 飞刀
2 S(转/min)
\
1500
2 寿命(min)
\
60
2
金属去除 率
\
\
2
aa(mm)
\
0.3
2
ar(mm)
\
0.78
2 F(mm/min)
\
参数 切削参数
2
aa(mm)
2
ar(mm)
2 F(mm/min)
2 S(转/min)
2 寿命(min)
2
金属去除 率
2
aa(mm)
2
ar(mm)
2 F(mm/min)
2 S(转/min)
2 寿命(min)
2
金属去除 率
2
aa(mm)
2
pf(mm)
2 F(mm/min)
2 S(转/min)
粗加工 0.08 0.08 1000 3000 30
ar(mm)
\
Ø8R4
高速涂层 2 F(mm/min)
\
40
60
0.2 0.3 1000 3000 50
0.1 0.12 600 3500 70
0.3 0.6 1200 2000 60 \ 0.3 0.69 1100
0.15 0.15 1400 2200 90
\ 0.15 0.17 1300
40
0.1 0.18 800 3200 50
0.2 0.37 1400 1800 90
0.3 0.38
1500 0--0.051 90 0--0.051