钢芯铝绞线技术规范书
铝包钢芯铝绞线技术规格书
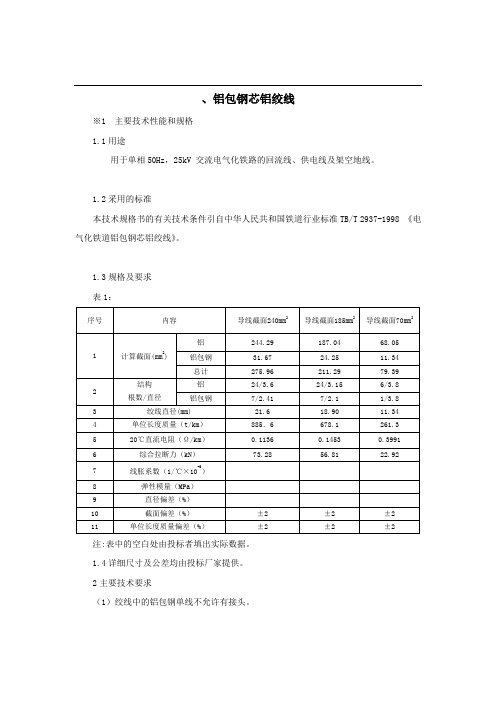
、铝包钢芯铝绞线※1 主要技术性能和规格1.1用途用于单相50Hz,25kV 交流电气化铁路的回流线、供电线及架空地线。
1.2采用的标准本技术规格书的有关技术条件引自中华人民共和国铁道行业标准TB/T 2937-1998 《电气化铁道铝包钢芯铝绞线》。
1.3规格及要求表1:注:表中的空白处由投标者填出实际数据。
1.4详细尺寸及公差均由投标厂家提供。
2主要技术要求(1)绞线中的铝包钢单线不允许有接头。
(2)制造长度。
铝包钢芯铝绞线的制造长度应满足买方提出的长度要求。
(3)表面形状的质量。
绞线及单线表面应光洁,不允许有翅片、氧化皮、锐刃边、起泡、刮痕和针孔、锈蚀裂纹、夹杂物及其它不利于使用的缺陷。
绞线应整齐紧密地绞合,不得有缺线、断线、跳线、松股及露钢等缺陷。
(4)绞向及绞合节径比。
多层绞线的绞向逐层相反,外层必需为右向(Z-绞向)。
导线的绞合节距比应符合表2的规定。
表2注:对于有多层的绞线,任何层的节径比应不大于紧邻内层的节径比。
3 检查、试验、验收3.1试验在投标时投标厂家应提供下述资料:型式试验、例行试验项目及试验依据的标准清单,同时应提供表1中有关内容的试验报告。
3.2检查、验收按产品的技术要求及有关标准、规定进行检查、验收。
请投标厂家提供检查、验收规则,但应至少符合以下要求:3.2.1出厂例行检查时,均应至少提前48小时通知买方代表到场,并在验收方质检人员在场的情况下进行。
3.2.2制造后每批(如无约定,一般指每20盘线)进行的抽查试验,应有国内权威检测机构出具的检测报告,该检测报告将作为验收依据。
用户有权根据本标准与上述检测机构共同进行抽查。
对抽查试验不合格的产品,用户有权退货。
具体提供抽查试验项目及试验标准清单,在签订合同前经双方协商确定,并订在合同中。
3.2.3以上检验费用应包括在各品种绞线的投标单价和总报价中,可以不必单独列出,但应声明或承诺已经包含上述费用。
评标时,该费用进入总的评估价格。
钢芯铝绞线技术规范书
钢芯铝绞线技术规范书目录1 概述1.1 工作范围1.2 工艺质量1.3 标准1.4 计量单位1.5 投标时应提交的资料1.6 文件和图纸1.7 检查1.8 交货1.9 质保期2 导线2.1 概述2.2 钢芯铝绞线技术条件2.3 设计及制造2.4 试验和检验2.5 包装及标志2.6 运输2.7 供货数量1 概述1.1 工作范围本技术条件包括用于××线路钢芯铝绞线的设计、制造、试验、检验、包装和供货。
1.2 工艺质量本技术条件和图纸所包含的材料的工艺和精加工应符合国内最先进的制造和装配实践。
提供的产品应是全新的, 其设计和制造均应按照招标方批准的文件进行。
不能因图纸和本技术条件书的遗漏、疏忽和不明确而免除卖方提供第一流产品、工作质量及服务的责任。
倘若发现任何疏漏和不正确之处, 卖方必须通知买方, 在差异问题未纠正之前仍进行的任何工作应由卖方负责。
1.3 标准除技术条件书和图纸中所提出的要求以外, 卖方应遵循相关国家标准和行业标准的最新版本。
1.4 计量单位在设计资料、技术条件和图纸等文件中, 应使用SI 公制系统, 且温度用摄氏温度。
1.5 投标时应提交的资料为了能合理评标, 每个投标者应在投标书中提交以下的资料和数据:(l) 厂商名称和制造厂商推荐供货的原产地。
(2) 必要的图纸, 产品型录, 散页材料, 材料技术条件及其识别和描述性文字, 以明确表明该产品能满足标书的所有要求。
(3) 同类或类似产品在同电压等级的工程中, 不少于三年的成功供货的记录, 包括用户及工程项目、供货量、供货时间等。
(4) 同类或类似产品的型式试验的鉴定报告, 以证明所提供的产品能完全满足标书的要求。
(5) 对于所推荐的任何替代货物, 除完整的技术规范书和必要的说明文献外, 要提交与本技术条件书出现差异的报告。
1.6 文件和图纸(1) 生产进度表卖方应在合同签订后不超过一个月的时间内, 尽快向买方提交一份生产进度表, 以详细说明工作开展的程序。
01 钢芯铝绞线专用技术规范
导线、地线技术规范1 标准技术参数投标人应仔细阅读“表2.5 货物需求及供货范围一览表”,并认真逐项填写所招标规格的钢芯铝绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动标准参数值。
如有偏差,请填写技术偏差表。
1.1 JL/G1A-50/8-6/1标准技术参数1.2 JL/G1A-70/10-6/1标准技术参数1.3 JL/G1A-95/15-26/7标准技术参数1.4 JL/G1A-120/20-26/7标准技术参数1.5 1×19-11.5-1270-B(GJ-80)标准技术参数1.7 1×19-13.0-1370-B(GJ-100)标准技术参数2 项目需求部分2.1货物需求及供货范围一览表货物需求及供货范围一览表见表2.1。
表2.1注:(1) 项目单位在表中“工程名称”栏填写使用所采购钢芯铝绞线的工程项目名称。
(2) 在“项目单位要求”部分填写所采购钢芯铝绞线的“数量”和“技术参数”,并在备注栏注明所采购钢芯铝绞线是用于地线还是导线;在其它规格钢芯铝绞线的相应部分填写“/”。
2.2 图纸资料提交单位卖方向买方提供的图纸、说明书、试验报告等技术资料的交付时间、数量及交付单位见表2.2。
表2.22.3 工程概况本工程项目单位:本工程设计单位:2.4 使用条件2.5 项目单位技术差异项目单位原则上不能改动专用部分固化的参数,根据工程实际情况,使用条件及相关技术参数如有差异,应逐项在“技术差异表” 中列出。
项目单位对技术规范“通用部分”的补充和修改,填写“技术规范通用部分条款变更表”。
3 投标人响应部分投标人应认真逐项填写“标准技术参数表”、“技术差异表”和“技术规范通用部分条款变更表”中的要求。
如有与本技术规范书要求不一致的地方,应逐项在“技术偏差表” 中列出,必要时应提供相应的试验报告。
35kV钢芯铝绞线-标准技术标书(通用部分)17页word文档

广西电网设备标准技术标书35kV钢芯铝绞线通用部分技术标书编号:024201900000303T广西电网有限责任公司2019年08月本标书对应的专用部分目录序号名称编号024201900000303Z 1 广西电网设备标准技术标书35kV钢芯铝绞线(专用部分)35kV钢芯铝绞线标准技术标书使用说明1、本物资采购标准技术标书分为标准技术标书通用部分和标准技术标书专用部分。
2、项目单位根据需求选择所需设备的技术标书。
技术标书通用部分条款、专用部分标准技术参数表和使用条件表固化的参数原则上不能更改。
3、项目单位应按实际要求填写“项目需求部分”。
如确实需要改动以下部分,项目单位应填写专用部分“表7 项目单位技术差异表”,并加盖该单位物资部门公章,与辅助说明文件随招标计划一起提交至招标文件审查会:①改动通用部分条款及专用部分固化的参数;②项目单位要求值超出标准技术参数值范围;③根据实际使用条件,需要变更污秽等级、海拔高度、耐受地震能力、压力释放能力、环境温度等要求。
经招标文件审查会同意后,对专用部分的修改形成“项目单位技术差异表”,放入专用部分表7中,随招标文件同时发出并视为有效,否则将视为无差异。
4 投标人逐项响应技术标书专用部分总“1标准技术参数表”、“2项目需求部分”和“3投标人响应部分”三部分相应内容。
填写投标人响应部分,应严格按招标文件标准技术标书专用部分的“招标人要求值”一栏填写相应的投标人响应部分表格,投标人还应对项目需求部分的“项目单位技术差异表”中给出的参数进行响应。
“项目单位技术差异表”与“标准技术参数表”和“设备外部条件表”中参数不同时,以差异表给出的参数为准。
投标人填写技术参数和性能要求响应表时,如有偏差除填写“表8投标人技术偏差表”外,必要时应提供证明参数优于招标人要求的相关试验报告。
5、技术标书范本的页面、标题等均为统一格式,不得随意更改。
目次1、总则 (1)2、应遵循的主要标准 (2)3、使用条件 (2)4、技术要求 (4)5、试验 (7)6、包装、运输、贮存和质量保证 (11)1、总则1.1 本招标技术文件适用于广西电网建设工程项目采购的架空送电线路35kV钢芯铝绞线的使用条件、技术要求、试验方法、检验规则、标志及包装等方面的技术要求。
02-10kV交联聚乙烯绝缘钢芯铝绞线芯架空绝缘电缆技术规范书(专用部分)
10kV钢芯铝绞线芯架空绝缘电缆技术规范书(专用部分)版本号:2019版V1.0编号:中国南方电网有限责任公司2019年10月知识产权声明南方电网公司拥有本作品的知识产权,未经南方电网公司书面许可,任何单位和个人不得擅自使用(包括但不限于复制、发行、转载、通过信息网络传播等),否则,南方电网公司将依法追究法律责任。
Intellectual Property RightsStatementChina Southern Power Grid is the owner of the intellectual property rights of this work. Any person or organization shall not utilize (including but not limited to reproduce, distribute, transmit or disseminate through the internet) without the prior written permission of the owner and will be held legally responsible otherwise by China Southern Power Grid.本技术规范书适用的物资品类型号目录1 工程概况 (1)1.1 工程概况 (1)1.2 使用条件 (1)2 设备详细技术要求 (2)2.1 供货需求及供货范围 (2)2.2标准技术特性参数表 (2)2.3投标人资料提交时间及培训要求 (6)2.4 主要元器件来源 (6)2.5备品备件、专用工具和仪器仪表供货表 (7)3投标方技术偏差 (7)3.1 投标方技术偏差 (7)3.2 投标方需说明的其他问题 (8)4.设计图纸提交要求 (8)4.1图纸资料提交要求 (8)4.2一次、二次及土建接口要求(适用于扩建工程) (8)4.3设备图纸及资料 (8)5 其他 (8)5.1 LCC数据文件 (8)1 工程概况1.1 工程概况本技术规范书采购的设备适用的工程概况见表1.1:工程概况一览表。
钢芯铝绞线技术规范书
钢芯铝绞线技术规范1 概述投标厂家必须认真阅读本招标书技术条件,并对此技术规范逐条响应,如所提供的产品在技术上与本规范存在差异,必须在技术差异表中注明,否则视为完全同意本技术规范。
1.1 工作范围本技术规范书适用于江苏省电力公司无锡供电公司2011年度输配电工程中所需钢芯铝绞线的设计、制造、试验、包装和供货。
1.2 工艺质量投标厂家提供的产品应是采用最先进的生产加工工艺,并符合本技术规范书的要求。
1.3 遵循标准GB1179-83 钢绞线及钢芯铝绞线GB3955-83 圆铝线GB3428-82 钢芯铝绞线用镀锌钢丝GB2973-82 镀锌钢丝锌层重量试验方法—气泡法GB2972-82 镀锌钢丝锌层硫酸铜试验方法GB2976-82 金属线材缠绕、松懈试验方法GB238-82 金属材料反复弯曲试验方法GB4005.2-83 电线电缆交货盘—型式尺寸GB4005.2-83 电线电缆交货盘—技术要求GB1200-88 镀锌钢绞线GB699-88 优质碳素钢结构钢技术条件GB228-87 金属拉伸试验方法GB239-84 金属线材扭转试验方法GB2104-88 钢丝绳包装、标志及质量证明书的一般规定IEC209 钢芯铝绞线除此标准以外,卖方可以推荐其他标准,但事先必须通过买方认可,或选择其中较高标准。
1.4 计量单位在设计资料和文件中采用的单位是公制系统,温度采用摄氏度。
1.5投标应提交的资料⑴制造厂商地址名称⑵关于每项供货的技术规范或标准⑶提供投标产品的供货业绩及相应运行情况证明⑷证明投标产品相同或等价的试验报告⑸提交与本技术规范书差异的报告⑹提供所投标的产品的起始和最终的应力—应变曲线及蠕变曲线⑺提供ISO9000系列质量保证体系的证明⑻提供投标产品的生产能力及与之有关的生产及试验装备、台班生产能力等资料1.6 检验和监造⑴卖方应在工厂检验前半个月内书面通知买方,买方派工程师到生产厂为导线试验作鉴证。
钢芯铝绞线技术规范书

×106
节径比
钢芯6根层
/
16~26
16~26
铝线内层
/
10~16
10~16
铝线邻外层
/
10~16
10~16
铝线外层
/
10~12
10~12
对于有多层的绞线
/
任何层的节径比应不大于紧邻内层的节径比
任何层的节径比应不大于紧邻内层的节径比
绞向
外层
/
右向
右向
其他层
/
相邻层绞向应相反
相邻层绞向应相反
每盘线长
m
线长偏差
正
%
负
%
0
0
每盘绞线净重
kg
/
/
每盘绞线毛重
kg
/
/
蠕变特性
试验张力
25%RTS
40%RTS
25%RTS
40%RTS
10年蠕变量
%
/
/
/
/
20年蠕变量
%
/
/
/
/
钢芯无接头,外层铝线不允许有接头,其他层应满足GB/T 1179—2008的要求,接头采用冷压焊接,强度不低于130MPa
JL/G1A-400/35-48/7铝单线技术参数响应表
镀锌钢线应较光洁,并且不应有与良好的商品不相称的所有缺陷
直径
mm
直径允许偏差
正
mm
负
mm
抗拉强度
绞前
MPa
≥1310
≥1310
绞后
MPa
≥1245
≥1245
1%伸长应力
MPa
≥1140
≥1140
钢芯铝绞线技术规范书技术规范书
2018年临武分公司10kV及以下工程钢芯铝绞线专用技术规范校对:编制:设计单位:中国电建集团海南电力设计研究院有限公司2018年06月目录技术规范书..................................................................................................... 错误!未定义书签。
1 范围..................................................................................................... 错误!未定义书签。
2 规范性引用标准................................................................................. 错误!未定义书签。
3 使用环境条件..................................................................................... 错误!未定义书签。
4. 技术参数及要求............................................................................... 错误!未定义书签。
4.1运行条件................................................................................... 错误!未定义书签。
4.2工作特性................................................................................... 错误!未定义书签。
4.3结构材料................................................................................... 错误!未定义书签。
钢芯铝绞线专业技术规范书
钢芯铝绞线技术规范书————————————————————————————————作者:————————————————————————————————日期:钢芯铝绞线技术规范1 概述投标厂家必须认真阅读本招标书技术条件,并对此技术规范逐条响应,如所提供的产品在技术上与本规范存在差异,必须在技术差异表中注明,否则视为完全同意本技术规范。
1.1 工作范围本技术规范书适用于江苏省电力公司无锡供电公司2011年度输配电工程中所需钢芯铝绞线的设计、制造、试验、包装和供货。
1.2 工艺质量投标厂家提供的产品应是采用最先进的生产加工工艺,并符合本技术规范书的要求。
1.3 遵循标准GB1179-83 钢绞线及钢芯铝绞线GB3955-83 圆铝线GB3428-82 钢芯铝绞线用镀锌钢丝GB2973-82 镀锌钢丝锌层重量试验方法—气泡法GB2972-82 镀锌钢丝锌层硫酸铜试验方法GB2976-82 金属线材缠绕、松懈试验方法GB238-82 金属材料反复弯曲试验方法GB4005.2-83 电线电缆交货盘—型式尺寸GB4005.2-83 电线电缆交货盘—技术要求GB1200-88 镀锌钢绞线GB699-88 优质碳素钢结构钢技术条件GB228-87 金属拉伸试验方法GB239-84 金属线材扭转试验方法GB2104-88 钢丝绳包装、标志及质量证明书的一般规定IEC209 钢芯铝绞线除此标准以外,卖方可以推荐其他标准,但事先必须通过买方认可,或选择其中较高标准。
1.4 计量单位在设计资料和文件中采用的单位是公制系统,温度采用摄氏度。
1.5投标应提交的资料⑴制造厂商地址名称⑵关于每项供货的技术规范或标准⑶提供投标产品的供货业绩及相应运行情况证明⑷证明投标产品相同或等价的试验报告⑸提交与本技术规范书差异的报告⑹提供所投标的产品的起始和最终的应力—应变曲线及蠕变曲线⑺提供ISO9000系列质量保证体系的证明⑻提供投标产品的生产能力及与之有关的生产及试验装备、台班生产能力等资料1.6 检验和监造⑴卖方应在工厂检验前半个月内书面通知买方,买方派工程师到生产厂为导线试验作鉴证。
钢芯铝绞线技术规格书
大张线微联改造工程技术规格书电力电缆及铝绞线大秦铁路股份有限公司大同电务段二〇一六年十一月1技术规格共同条款1.1工程概况大张线阳高等四站计算机联锁改造工程共分四座车站,分别为阳高站、罗文皂站、永嘉堡站及西湾堡站。
电力主材、设备(甲控)涉及箱式变电站、高压电力电缆、钢芯铝绞线等。
1.2设备、器材的一般规定1.2.1使用环境条件(1)环境温度:极端最高温度40℃,极端最低温度-40℃(2)空气相对湿度:日平均值不大于95% ,月平均值不大于90%。
(3)最大风速:30m/s(4)覆冰厚度:15mm1.2.2试验电压值各种电器设备、器材的实验电压值应按GB311.1进行修正。
1.2.3控制电压各种电气设备、器材的回路电压,采用如下标准值:(1)控制回路:DC220V(DC110V)或AC220V(2)保护回路:DC220V(DC110V)或AC220V(3)信号及显示回路:DC220V(DC110V)或AC220V在上述标准值的80%~120%范围内,各种电气设备、器材应能保证可靠动作。
1.2.4涂色所有电气设备、器材喷涂的颜色应按标准颜色及喷涂工艺进行,并取得招标人的同意。
1.2.5标志各设备、器材均应有铭牌,铭牌的内容按中华人民共和国有关标准确定。
2YJV22-8.7/15kV系列交联聚乙烯铠装铜芯高压电缆2.1总则(1)本技术规格书仅适用于本次所采购的交流额定电压10kV以下绝缘电力电缆的订货。
(2)本技术规格书的内容包括遵循的标准和电缆使用条件、构造及及其技术要求、试验项目和方法、验收规则、标志、包装。
(3)本技术规格书中凡标明参数数值的,是作为特别强调,其他未标明的均应执行相关GB、IEC和DL标准。
(4)本技术规格书是本次电缆采购最低要求,投标人所提供的电缆各项技术指标均不得低于本技术规格书要求。
2.2引用标准电缆应满足或高于下面列出的规范和标准的最新版本的要求。
如果几种规范和标准适用于同一情况,则应遵循最为严格的规范。
钢芯铝绞线技术规范书技术规范书
2018年临武分公司10kV及以下工程钢芯铝绞线专用技术规范目录技术规范书..................................................................................................... 错误!未定义书签。
1 范围..................................................................................................... 错误!未定义书签。
2 规范性引用标准................................................................................. 错误!未定义书签。
3 使用环境条件..................................................................................... 错误!未定义书签。
4. 技术参数及要求............................................................................... 错误!未定义书签。
4.1运行条件................................................................................... 错误!未定义书签。
4.2工作特性................................................................................... 错误!未定义书签。
4.3结构材料................................................................................... 错误!未定义书签。
35kV钢芯铝绞线-标准技术标书(通用部分)
广西电网设备标准技术标书35kV钢芯铝绞线通用部分技术标书编号:024201600000303T广西电网有限责任公司2016年08月本标书对应的专用部分目录序号名称编号024201600000303Z 1 广西电网设备标准技术标书35kV钢芯铝绞线(专用部分)35kV钢芯铝绞线标准技术标书使用说明1、本物资采购标准技术标书分为标准技术标书通用部分和标准技术标书专用部分。
2、项目单位根据需求选择所需设备的技术标书。
技术标书通用部分条款、专用部分标准技术参数表和使用条件表固化的参数原则上不能更改。
3、项目单位应按实际要求填写“项目需求部分”。
如确实需要改动以下部分,项目单位应填写专用部分“表7 项目单位技术差异表”,并加盖该单位物资部门公章,与辅助说明文件随招标计划一起提交至招标文件审查会:①改动通用部分条款及专用部分固化的参数;②项目单位要求值超出标准技术参数值范围;③根据实际使用条件,需要变更污秽等级、海拔高度、耐受地震能力、压力释放能力、环境温度等要求。
经招标文件审查会同意后,对专用部分的修改形成“项目单位技术差异表”,放入专用部分表7中,随招标文件同时发出并视为有效,否则将视为无差异。
4 投标人逐项响应技术标书专用部分总“1标准技术参数表”、“2项目需求部分”和“3投标人响应部分”三部分相应内容。
填写投标人响应部分,应严格按招标文件标准技术标书专用部分的“招标人要求值”一栏填写相应的投标人响应部分表格,投标人还应对项目需求部分的“项目单位技术差异表”中给出的参数进行响应。
“项目单位技术差异表”与“标准技术参数表”和“设备外部条件表”中参数不同时,以差异表给出的参数为准。
投标人填写技术参数和性能要求响应表时,如有偏差除填写“表8投标人技术偏差表”外,必要时应提供证明参数优于招标人要求的相关试验报告。
5、技术标书范本的页面、标题等均为统一格式,不得随意更改。
目次1、总则 (1)2、应遵循的主要标准 (2)3、使用条件 (2)4、技术要求 (4)5、试验 (7)6、包装、运输、贮存和质量保证 (11)1、总则1.1 本招标技术文件适用于广西电网建设工程项目采购的架空送电线路35kV钢芯铝绞线的使用条件、技术要求、试验方法、检验规则、标志及包装等方面的技术要求。
钢芯铝绞线技术规范
.宁夏金昱元广拓能源有限公司清水河330kV变-金昱元变110kV线路工程钢芯铝绞线技术规范书审核:校核:编写:编制单位国网宁夏电力设计有限公司2015 年07 月目录1 标准技术参数 (2)2 项目需求部分 (2)2.1 货物需求及供货范围一览表 (4)2.2 图纸资料提交单位 (5)2.3 工程概况 (5)2.4 使用条件 (5)2.5 项目单位技术差异 (5)3 投标人响应部分 (6)1 标准技术参数投标人应仔细阅读货物需求及供货范围一览表,并认真逐项填写所招标规格的钢芯铝绞线技术参数响应表中“投标人保证值”,不能以“响应”两字代替,不允许改动标准参数值。
如有偏差,请填写技术偏差表。
1 JL/G1A-300/25-48/7标准技术参数1-1 JL/G1A-300/25-48/7钢芯铝绞线技术参数响应表1-2 JL/G1A-300/25-48/7铝单线技术参数响应表1-3 JL/G1A-300/25-48/7 镀锌钢线技术参数响应表2 项目需求部分2.1 货物需求及供货范围一览表货物需求及供货范围一览表见表2。
表2 货物需求及供货范围一览表(1)项目单位在表中“工程名称”栏填写使用所采购钢芯铝绞线的工程项目名称。
(2)在“项目单位要求”部分填写所采购钢芯铝绞线的“数量”和“技术参数”,并在备注栏注明所采购钢芯铝绞线是用于地线还是导线;在其它规格钢芯铝绞线的相应部分填写“/”。
2.2 图纸资料提交单位卖方向买方提供的图纸、说明书、试验报告等技术资料的交付时间、数量及交付单位见表14。
2.3 工程概况本工程项目单位:宁夏金昱元广拓能源有限公司。
本工程设计单位:国网宁夏电力设计有限公司。
表4工程概况2.4 使用条件表5环境条件2.5 项目单位技术差异项目单位原则上不能改动专用部分固化的参数,根据工程实际情况,使用条件及相关技术参数如有差异,应逐项在“技术差异表”中列出。
项目单位对技术规范“通用部分”的补充和修改,填写“技术规范通用部分条款变更表”。
110kV、220kV架空线路钢芯铝合金绞线标准技术标书
110kV、220kV架空线路钢芯铝合金绞线标准技术标书编号:2011060520112202中国南方电网有限责任公司2011年06月目录1总则 (1)2工作范围 (1)2.1 工程概况 (1)2.2 范围和界限 (2)2.3 服务范围 (2)3 应遵循的主要标准 (3)4使用条件 (3)4.1 正常使用条件 (3)4.2 特殊使用条件 (4)5 技术要求 (5)5.1 导线主要技术参数 (5)5.2 材料 (5)5.3 结构尺寸 (6)5.4 表面 (6)5.5 绞制 (6)5.6 接头 (6)5.7 线密度——单位长度质量 (7)5.8 导线拉断力 (7)5.9 直流电阻 (7)6 试验要求 (7)6.1 试验分类 (7)6.2 试样数量 (8)6.3 试样长度 (8)6.4 型式试验 (8)6.5 抽样试验 (9)6.6 检验 (10)6.7 接收或拒收 (10)7 技术文件要求 (11)7.1 生产进度表 (11)7.2 文件和图纸 (11)8监造、包装、运输、安装及质量保证 (12)8.1监造 (12)8.2包装和标志 (12)8.3运输 (13)8.4 安装指导 (13)8.5 质量保证 (13)9设备技术参数和性能要求响应表 (13)10 备品备件及专用工具 (24)10.1必备的备品备件、专用工具和仪器仪表 (24)10.2 推荐的备品备件、专用工具和仪器仪表 (24)11 主要元器件来源 (24)12 技术差异表 (25)13 投标方需说明的其他问题 (25)1总则1.1 本标书适用于中国南方电网公司(项目单位填写)公司电网建设工程项目采购的110、220kV钢芯铝合金绞线,它提出了该设备的使用条件、技术要求、试验方法、检验规则、标志及包装等方面的技术要求。
1.2 本设备标书提出的是最低限度的技术要求。
凡本标书中未规定,但在相关设备的行业标准、国家标准或IEC标准中有规定的规范条文,投标方应按相应标准的条文进行设备设计、制造、试验和安装。
钢芯铝绞线技术规范书
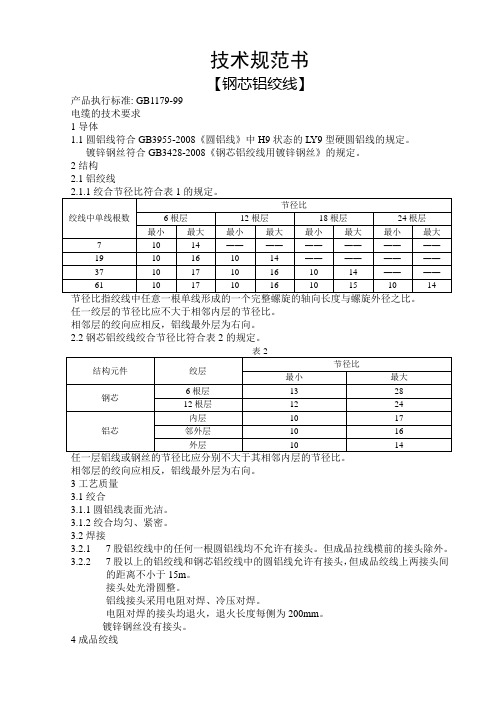
技术规范书【钢芯铝绞线】产品执行标准: GB1179-99电缆的技术要求1导体1.1圆铝线符合GB3955-2008《圆铝线》中H9状态的L Y9型硬圆铝线的规定。
镀锌钢丝符合GB3428-2008《钢芯铝绞线用镀锌钢丝》的规定。
2结构2.1铝绞线任一绞层的节径比应不大于相邻内层的节径比。
相邻层的绞向应相反,铝线最外层为右向。
2.2钢芯铝绞线绞合节径比符合表2的规定。
表2相邻层的绞向应相反,铝线最外层为右向。
3工艺质量3.1绞合3.1.1圆铝线表面光洁。
3.1.2绞合均匀、紧密。
3.2焊接3.2.1 7股铝绞线中的任何一根圆铝线均不允许有接头。
但成品拉线模前的接头除外。
3.2.2 7股以上的铝绞线和钢芯铝绞线中的圆铝线允许有接头,但成品绞线上两接头间的距离不小于15m。
接头处光滑圆整。
铝线接头采用电阻对焊、冷压对焊。
电阻对焊的接头均退火,退火长度每侧为200mm。
镀锌钢丝没有接头。
4成品绞线4.1绞后圆铝线的性能符合下列规定4.1.1抗拉强度不小于GB3955-2008中LY9型抗拉强度最小值的95%,试验时夹具的移动速度为25-100 mm/min。
4.1.2卷绕性能符合GB3955-2008中LY9型的规定。
4.1.3 20℃时电阻率应不大于0.028264Ω·mm/m。
4.2绞后镀锌钢丝的性能符合下列规定:4.2.1抗拉强度不小于1244N/ mm2。
试验时夹具的移动速度为25-100 mm/min。
4.2.2伸长1%时的应力符合GB3428-2008的规定。
4.2.3韧性试验,在扭转试验或伸长率试验中任选一种。
扭转试验的速度不超过每分钟60转,100倍线径长度试样上的扭转数应不少于16次。
伸长率试验时,标距长度为200 mm试样伸长率应不小于3.5%。
4.3卷绕性能符合GB3428的规定。
4.4锌层的重量、附着性及均匀性符合GB3428的规定。
4.5成品绞线表面应光洁,不得有过量的润滑油脂和与良好的工业品不相称的缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢芯铝绞线技术规范书目录1 概述1.1 工作范围1.2 工艺质量1.3 标准1.4 计量单位1.5 投标时应提交的资料1.6 文件和图纸1.7 检查1.8 交货1.9 质保期2 导线2.1 概述2.2 钢芯铝绞线技术条件2.3 设计及制造2.4 试验和检验2.5 包装及标志2.6 运输2.7 供货数量1 概述1.1 工作范围本技术条件包括用于××线路钢芯铝绞线的设计、制造、试验、检验、包装和供货。
1.2 工艺质量本技术条件和图纸所包含的材料的工艺和精加工应符合国内最先进的制造和装配实践。
提供的产品应是全新的, 其设计和制造均应按照招标方批准的文件进行。
不能因图纸和本技术条件书的遗漏、疏忽和不明确而免除卖方提供第一流产品、工作质量及服务的责任。
倘若发现任何疏漏和不正确之处, 卖方必须通知买方, 在差异问题未纠正之前仍进行的任何工作应由卖方负责。
1.3 标准除技术条件书和图纸中所提出的要求以外, 卖方应遵循相关国家标准和行业标准的最新版本。
1.4 计量单位在设计资料、技术条件和图纸等文件中, 应使用SI 公制系统, 且温度用摄氏温度。
1.5 投标时应提交的资料为了能合理评标, 每个投标者应在投标书中提交以下的资料和数据:(l) 厂商名称和制造厂商推荐供货的原产地。
(2) 必要的图纸, 产品型录, 散页材料, 材料技术条件及其识别和描述性文字, 以明确表明该产品能满足标书的所有要求。
(3) 同类或类似产品在同电压等级的工程中, 不少于三年的成功供货的记录, 包括用户及工程项目、供货量、供货时间等。
(4) 同类或类似产品的型式试验的鉴定报告, 以证明所提供的产品能完全满足标书的要求。
(5) 对于所推荐的任何替代货物, 除完整的技术规范书和必要的说明文献外, 要提交与本技术条件书出现差异的报告。
1.6 文件和图纸(1) 生产进度表卖方应在合同签订后不超过一个月的时间内, 尽快向买方提交一份生产进度表, 以详细说明工作开展的程序。
这份文件应以如下形式提供: 技术装备、材料采购、制造、工厂试验、包装及运输。
同时应提供足够的资料以说明每一工作环节的情况及进度安排。
任何延迟产生的原因和影响以及卖方为了维持既定的生产进度而采取或建议的补救措施应及时向买方解释。
卖方应在合同签订后不超过一个月的时间内, 尽快向买方提供文件和图纸的交付时间表, 详细说明文件和图纸的交付时间。
(2) 文件和图纸1) 工作开始之前, 为表明所供应的细节, 卖方应提供 6 份图纸, 设计资料和文件给买方批准。
对于买方为满足技术规范书的要求直接作出的修改, 卖方应重新提交经修改的文件, 以供买方审批。
2) 应在试验开始之前1 个月提交六份详细试验安排以便买方审批。
3) 不应因为文件中的一些修改而变更合同的价格。
如果卖方在没有得到批准文件的情况下着手进行工作, 卖方应对必要修改发生的费用承担全部责任, 文件的批准应不会减轻卖方对满足技术的要求或在其文件中进行修改而承担的责任。
4) 所有经批准的文件都应有可对修改内容加以批注的专栏。
经修改的文件应用红色箭头或其它清楚的形式指出经过修改的地方。
应该在文件的适当地方写上买方的名称、标题、卖方的负责工程师签名, 准备的日期和相应的文件的编号, 图纸和文件应统一使用297mm × 420mm (A3) 或210mm × 297mm (A4) 图幅。
1.7 检查(1) 工厂检验1) 卖方应在工厂检验开始前一个月用信件或电传通知买方, 买方将派出工程师到生产厂家为货物实验作见证。
2) 买方的代表自始至终应有权进入制造产品的工厂和地方, 签约者应向代表提供充足的方便, 以使其不受限制地检查卖方所必须进行的实验。
3) 在设备制造过程的开始以及各个阶段之前, 卖方应随时向买方进行报告以便安排检验。
4) 除非在买方用书面通知免予检验, 则不应从制造厂家发出未经满意的检查和实验的货物, 在任何情况下都只能在圆满地完成在本规范书中所规定的全部实验之后, 才能发运这些货物。
5) 设备运装之前, 应向买方提交六份试验报告证明的复印件。
(2) 在目的地检验在货品到达目的地以后, 买方和卖方在目的地按提货单对所收到的货包的数量进行核对, 检验由于装运和卸货时货包的外伤情况。
按检查结果, 若货品的数量和外观情况与合同不符, 则卖方应按买方的指示, 免费为买方改正或替换这样的货品。
1.8 交货按生产进度表的要求规定了每一件包装的交货时间, 交货期是指当合同签字建立信用卡之日起, 至货品抵达目的地之日为止的时间。
1.9 质保期1 )质量保证期为投产后12 个月或自最后一批货物到达目的地日期计算的24 个月内。
2 )卖方保证其提供的产品是全新的、未使用过的,并在各个方面符合招标文件规定的质量、规格和性能,卖方保证其产品在正确安装的情况下能安全可靠地运行。
在合同规定的质量保证期内,卖方对因设计、制造、运输和材料缺陷等原因而导致工程或其中一部分遭受的任何破坏、缺陷或故障,一经收到买方的书面通知应立即免费向买方补偿每种破损、缺陷的产品( 包括由此发生的运输费和税费) ,同时买方将根据合同中有关条款对由此造成的直接损失进行索赔。
2 导线2.1 概述导线为钢芯铝绞线LGJ-240/40 。
导线应符合 1.3 条款中要求的标准, 除非在本规范中另有规定。
2.2 钢芯铝绞线技术条件本工程导线的技术参数见表一。
表一钢芯铝绞线技术参数表(注:表一仅提供了一种导线型号的特性参数范例,当采用其它导线型号时,其特性参数可参阅《铝绞线及钢芯铝绞线》(GB 1179-83 )。
)2.3 设计及制造(1) 工艺在货物制造和装配中, 其工艺和加工应与现代最先进水平相同。
在技术条件书所指导线应能既适合张力架线也适合松弛的架线。
正常放紧线时, 任何导线出现散股等问题时, 由卖方负责及时更换。
(2) 成型导线的制作及股线的绞捻应做到导线切割后应无明显的回扭或散股。
钢芯的成型应做到在导线切割后并将铝线按接头要求从钢芯上剥离时, 钢芯应能无困难地重新组合, 并易于用单手握住将接续管自导线切割端套入钢芯。
同样, 铝线的成型也应做到铝线能容易地重新组合, 并便于用单手握住将接续管自导线的切割端套入铝线。
(3) 精加工经过精加工的导线应体现现代导线制造在材料、工艺和设计方面的最高质量。
在制造完成后, 导线的外型及表面应为均匀圆柱型, 直至导线架设后仍应保持此状态。
导线在承受30% 额定最大张力时与不受张力时, 其周长的允许减少值不超过2% 。
导线表面应无疵点、飞边、磨损以及其它会增加无线电干扰和电晕损失的外型不均匀或缺陷。
当导线承受50% 额定最大张力时, 导线和表面应保持其圆柱型状, 也不应使任何部分产生相对移动至不适当的位置, 以至影响导线纵向光洁度。
当导线承受50% 额定最大张力时, 导线纵向光洁度的检验, 应用一直尺, 使直尺的直边平行地靠在导线上, 再以塞尺测量导线与直尺之间的变化。
直尺长度至少应为导线外捻距的2 倍, 导线沿面与直尺间的变化不应超过0.5mm 。
在一个线盘中的导线重复出现暴股现象时, 即使其突出部分小于0.5mm 也要求由卖方负责及时更换。
导线应能承受在制造和安装时必须的正常操作, 如放线、卷线以保持导线离开地面在滑车中以足够的张力进行牵引等等, 而不应使导线产生变形以至增加无线电干扰和电晕损失。
(4) 清洁导线不得有过量的压模油脂、金属粉末、粉尘以及与良好工业产品不相称的缺陷。
最终的产品应无突出物, 以限制正常运行时所产生的电晕和无线电干扰。
(5) 焊接按GB 1179-83 第 5.2 条执行。
所有的钢芯不允许有接头。
(6) 绞合铝线应分别符合GB 3955-83 标准, 以镀锌钢线为中心, 均匀、紧密地绞合。
每层线绞捻的方向应相反, 最外一层绞捻的方向应为右捻向(Z- 绞合) 。
绞成后的钢芯应排列自然, 在钢芯割断后, 钢线应仍在原位或易于恢复到原位置附近, 此要求同样适用于各层铝线。
导线的绞捻系数应限制在GB 1179-83 所规定的范围内, 装运到达同一目的地的导线必须维持相同的绞捻系数。
导线的绞合应一次进行, 在绞合中, 钢芯铝绞线的钢芯、已部分绞合的导线和将进行绞合的线材, 应在厂房内放置足够长的时间, 以保证其在绞制过程中处于同一温度。
在绞合和存储过程中, 应采用相同程序使到同一目的地的导线尽可能地有同样的绞制历史而达到均衡。
全部导线的钢芯应由同一制造厂制造。
除买主已另行批准的以外, 到达同一目的地的所有导线均应使用同一绞线机。
当不能一次绞制时也应使用同一组绞线机, 当使用不同机器或机组时应在线盘上注明。
(7) 标准长度导线的标准长度为:2000m 。
卖方应说明所供导线的实际长度, 允许误差为+0.5%,-0% 。
本工程不允许短导线交货, 将按要求制造长度订货, 每盘导线均按国标规定的单位长度重量进行换算后的重量为结算重量。
如制造长度超出规定正误差范围, 其超出部分由卖方自己承担, 低于要求的制造长度则视为不合格产品作退货处理。
(8) 样品导线的制造当导线钢模准备好以后, 应进行样品制造和试验, 以保证导线加工后的外径、截面、长度、绞捻方向、加工后重量、极限强度、综合紧密度以及纵向光洁度等与技术条件的要求相一致。
2.4 试验和检验(1) 通则提供的钢芯铝绞线必须按有关规定进行型式试验、抽样试验和出厂试验。
所有质量试验应在经业主同意的国家认可的质量检验权威机构进行, 并向业主提供由试验承担机构编写的试验报告。
为满足本技术条件书要求的试验项目而需进行的试验所涉及的费用, 均由卖方承担。
(2) 抽样铝线按照GB 3955-83 进行, 钢线按照GB/T 3428-2002 进行, 成品导线分别按照GBll79-83 第7.2.l 和7.2.2 条进行。
(3) 铝线股线试验项目绞合前铝线应符合GB 3955 — 83 和GB ll79-83 的要求, 冷技铝线质量需均匀一致, 表面光滑、无裂缝、锈痕剥裂及其它缺陷, 单股铝线的试验项目如下:1) 全部物理试验按IEC209 规定进行。
2) 外观检查按GB 3955-83 第8 条规定进行, 试验方法技JB1071-77 执行。
3) 尺寸检查按GB 3955-83 第5 条规定进行, 试验方法按JB1071-77 执行。
4) 机械性能试验按GB 3955-83 第6 条规定进行, 试验方法按JB1071-77 执行。
5) 卷绕试验按GB 3955-83 第11 条进行。
6) 电阻率试验技GB 3955 — 83 第7 条要求, 按10.2 条进行。
电工铝线的电阻率在20 ℃时的最大约许值为0.028264 Ω· mm2/m 。