常用材料收缩率
加玻纤材料收缩率大全
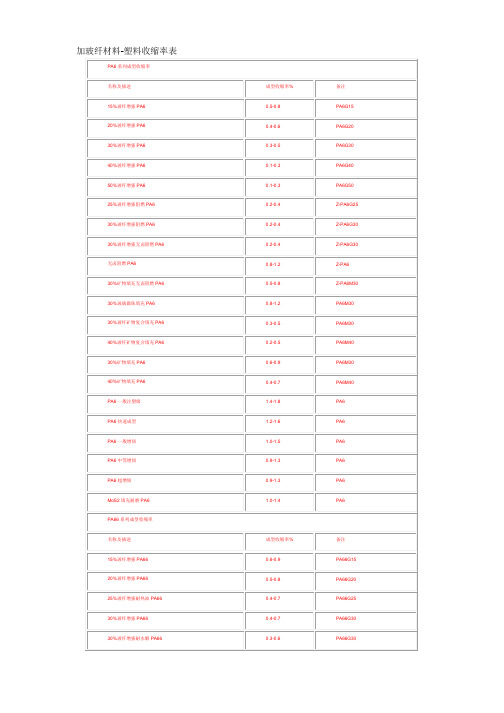
加玻纤材料-塑料收缩率表PA6系列成型收缩率名称及描述成型收缩率%备注15%玻纤增强PA60.5-0.8PA6G1520%玻纤增强PA60.4-0.6PA6G2030%玻纤增强PA60.3-0.5PA6G3040%玻纤增强PA60.1-0.3PA6G4050%玻纤增强PA60.1-0.3PA6G5025%玻纤增强阻燃PA60.2-0.4Z-PA6G2530%玻纤增强阻燃PA60.2-0.4Z-PA6G3030%玻纤增强无卤阻燃PA60.2-0.4Z-PA6G30无卤阻燃PA60.8-1.2Z-PA630%矿物填充无卤阻燃PA60.5-0.8Z-PA6M3030%玻璃微珠填充PA60.8-1.2PA6M3030%玻纤矿物复合填充PA60.3-0.5PA6M3040%玻纤矿物复合填充PA60.2-0.5PA6M4030%矿物填充PA60.6-0.9PA6M3040%矿物填充PA60.4-0.7PA6M40PA6一般注塑级 1.4-1.8PA6PA6快速成型 1.2-1.6PA6PA6一般增韧 1.0-1.5PA6PA6中等增韧0.9-1.3PA6PA6超增韧0.9-1.3PA6MoS2填充耐磨PA6 1.0-1.4PA6PA66系列成型收缩率名称及描述成型收缩率%备注15%玻纤增强PA660.6-0.9PA66G1520%玻纤增强PA660.5-0.8PA66G2025%玻纤增强耐热油PA660.4-0.7PA66G2530%玻纤增强PA660.4-0.7PA66G3030%玻纤增强耐水解PA660.3-0.6PA66G3040%玻纤增强PA660.2-0.5PA66G40 50%玻纤增强PA660.1-0.3PA66G50 25%玻纤增强阻燃PA660.2-0.4Z-PA66G25 30%玻纤增强阻燃PA660.2-0.4Z-PA66G30 30%矿物填充无卤阻燃PA660.2-0.4PA66M30无卤阻燃PA660.8-1.2Z-PA6630%矿物填充无卤阻燃PA660.4-0.7Z-PA66M30 30%玻璃微珠填充PA660.8-1.2PA66M30 30%玻纤矿物复合填充PA660.2-0.5PA66M30 30%矿物填充PA660.6-0.9PA66M30 40%矿物填充PA660.4-0.7PA66M40一般注塑级PA66 1.5-1.8PA66快速成型PA66 1.5-1.8PA66一般增韧PA66 1.2-1.7PA66中等增韧PA66 1.2-1.6PA66超增韧PA66 1.2-1.6PA66MoS2填充耐磨PA66 1.2-1.6PA66PA/ABS系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PA/ABS0.3-0.6PA/ABSG10 20%玻纤增强PA/ABS0.2-0.5PA/ABSG20 30%玻纤增强PA/ABS0.1-0.3PA/ABSG30 20%玻纤增强阻燃PA/ABS0.2-0.5Z-PA/ABSG20耐冲击PA/ABS0.5-0.8PA/ABS高冲击PA/ABS0.8-1.0PA/ABSPP系列成型收缩率名称及描述成型收缩率%备注20%滑石粉填充PP 1.0-1.5PPM2030%滑石粉填充PP0.8-1.2PPM3040%滑石粉填充PP0.8-1.0PPM4020%滑石粉填充增韧PP 1.0-1.2PPM20 20%碳酸钙填充PP 1.2-1.6PPM20 10%玻纤增强PP0.7-1.0PPG10 20%玻纤增强PP0.5-0.8PPG20 30%玻纤增强PP0.4-0.7PPG30 40%玻纤增强PP0.3-0.5PPG40 20%玻璃微珠填充PP 1.2-1.6PPM20 30%玻璃微珠填充PP 1.0-1.2PPM20 15%玻纤增强阻燃PP0.5-0.7Z-PPG15 20%玻纤增强阻燃PP0.3-0.5Z-PPG20 30%玻纤增强阻燃PP0.2-0.4Z-PPG30溴系阻燃级PP 1.5-1.8PP无卤阻燃级PP 1.3-1.6PP高流动高钢性PP 1.5-2.0PP一般增韧PP 1.5-2.0PP中等增韧PP 1.4-1.9PP超增韧PP 1.3-1.8PP耐热老化PP1 1.5-2.0PP1耐热老化PP2 1.5-2.0PP2耐热老化PP3 1.5-2.0PP3抗冲击耐侯PP4 1.5-2.0PP4高抗冲耐侯PP5 1.5-1.8PP5 20%滑石粉填充PP6 1.0-1.2PP6 30%滑石粉填充PP70.9-1.1PP7 40%滑石粉填充PP80.8-1.0PP8 20%玻纤增强PP90.5-0.8PP9 30%玻纤增强高耐热PP0.4-0.7PP10 PC系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PC0.3-0.5PCG1020%玻纤增强PC0.3-0.5PCG2025%玻纤增强PC0.2-0.4PCG2530%玻纤增强PC0.2-0.4PCG3020%玻纤增强阻燃PC0.2-0.4Z-PCG2025%玻纤增强阻燃PC0.2-0.4Z-PCG2530%玻纤增强阻燃PC0.2-0.4Z-PCG3020%玻纤增强无卤阻燃PC0.2-0.4Z-PCG2030%玻纤增强无卤阻燃PC0.1-0.3Z-PCG3020%玻璃微珠填充PC0.3-0.6PCM20PC/ABS系列成型收缩率名称及描述成型收缩率%备注20%玻纤增强PC/ABS0.2-0.4PC/ABSG20溴系阻燃PC/ABS0.3-0.6Z-PC/ABS无卤阻燃PC/ABS0.4-0.7Z-PC/ABS耐侯级PC/ABS0.4-0.7PC/ABS35%PC0.4-0.6PC/ABS65%PC0.4-0.7PC/ABS85%PC0.4-0.7PC/ABSPC/PBT系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PC/PBT0.5-0.8PC/PBTG10 20%玻纤增强PC/PBT0.4-0.6PC/PBTG20 30%玻纤增强PC/PBT0.3-0.5PC/PBTG30 30%玻纤增强阻燃高耐热PC/PBT0.3-0.5Z-PC/PBTG30高冲击高耐热PC/PBT0.6-1.0PC/PBTPBT/ABS系列成型收缩率名称及描述成型收缩率%备注20%玻纤增强PBT/ABS0.3-0.5PBT/ABSG20 30%玻纤增强PBT/ABS0.2-0.4PBT/ABSG30 20%玻纤增强阻燃PBT/ABS0.2-0.4Z-PBT/ABSG2030%玻纤增强阻燃PBT/ABS0.2-0.4Z-PBT/ABSG30通用注塑级PBT/ABS0.8-1.2PBT/ABS通用阻燃级PBT/ABS0.7-1.1PBT/ABSPBT系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PBT0.8-1.2PBTG1015%玻纤增强PBT0.7-1.0PBTG1520%玻纤增强PBT0.4-0.7PBTG2025%玻纤增强PBT0.3-0.6PBTG2530%玻纤增强PBT0.3-0.5PBTG3050%玻纤增强PBT0.1-0.3PBTG5030%玻纤增强冲击改性PBT0.3-0.5PBTG3010%玻纤增强阻燃PBT0.7-0.9Z-PBTG10 20%玻纤增强阻燃PBT0.4-0.6Z-PBTG20 30%玻纤增强阻燃PBT0.3-0.5Z-PBTG30一般增韧PBT 1.4-1.8PBT中等增韧PBT 1.2-1.6PBT超增韧PBT 1.0-1.5PBTPTFE一般耐磨改性PBT 1.5-2.0PBT阻燃级PBT 1.2-1.7Z-PBTABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率%备注20%玻纤增强ABS0.2-0.4ABSG2025%玻纤增强ABS0.2-0.4ABSG2530%玻纤增强ABS0.1-0.3ABSG3020%玻纤增强阻燃ABS0.1-0.3Z-ABSG20一般阻燃级ABS0.4-0.7Z-ABS一般注塑级ABS0.4-0.7ABS耐侯级ABS0.4-0.7ABS。
bmc材料收缩率

bmc材料收缩率BMC材料(Bulk Molding Compound)是一种热塑性复合材料,由无机填料、热固性树脂和添加剂组成。
在各种应用中,BMC材料的收缩率是一个非常重要的参数。
本文将探讨BMC材料的收缩率以及影响其收缩率的因素。
一、BMC材料的收缩率及其意义BMC材料的收缩率(Shrinkage)是指在加工过程中形成的最终零件与设计尺寸之间的相对差异。
通常,收缩率以百分比表示。
BMC材料的收缩率对于保证最终产品的尺寸稳定性、外观质量和性能一致性至关重要。
二、BMC材料收缩率的计算方法BMC材料的收缩率可以通过测量实际制造的零件尺寸与设计尺寸之间的差异来计算。
收缩率计算公式如下:收缩率(%)=(实际尺寸 - 设计尺寸)/ 设计尺寸 × 100三、影响BMC材料收缩率的因素1. 树脂种类:不同类型的树脂具有不同的收缩率。
常用的树脂有环氧树脂、聚酯树脂等,它们的收缩率在0.1%至0.6%之间。
2. 填料类型和含量:填料是BMC材料中的重要组成部分,它们对BMC材料的收缩率有着显著影响。
通常,填料的含量越高,BMC材料的收缩率越低。
3. 加工温度和压力:BMC材料的加工温度和压力直接影响其收缩率。
较高的加工温度和压力可以降低材料的收缩率,但是过高的温度和压力可能会导致材料熔化、变形等问题。
4. 模具设计:模具的设计也会对BMC材料的收缩率产生影响。
合理的模具设计可以减小材料的收缩率,提高最终产品的尺寸精度。
5. 环境温度和湿度:环境温度和湿度对BMC材料的收缩率有一定影响。
高湿度环境下,BMC材料的收缩率可能会增加。
四、控制BMC材料收缩率的方法1. 优化配方:通过调整树脂种类、填料类型和含量,可以控制BMC材料的收缩率。
2. 调整加工参数:合理的加工温度和压力可以减小BMC材料的收缩率。
3. 优化模具设计:设计合理的模具可以减小材料的收缩率,提高产品的尺寸精度。
4. 控制环境条件:在加工过程中控制环境温度和湿度,以降低BMC材料的收缩率。
常用材料属性
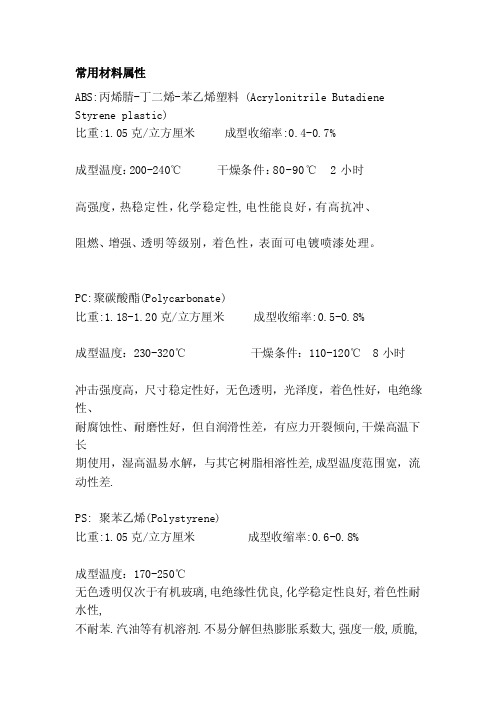
常用材料属性ABS:丙烯腈-丁二烯-苯乙烯塑料 (Acrylonitrile Butadiene Styrene plastic)比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃ 干燥条件:80-90℃ 2小时高强度,热稳定性,化学稳定性,电性能良好,有高抗冲、阻燃、增强、透明等级别,着色性,表面可电镀喷漆处理。
PC:聚碳酸酯(Polycarbonate)比重:1.18-1.20克/立方厘米成型收缩率:0.5-0.8%成型温度:230-320℃ 干燥条件:110-120℃ 8小时冲击强度高,尺寸稳定性好,无色透明,光泽度,着色性好,电绝缘性、耐腐蚀性、耐磨性好,但自润滑性差,有应力开裂倾向,干燥高温下长期使用,湿高温易水解,与其它树脂相溶性差,成型温度范围宽,流动性差.PS: 聚苯乙烯(Polystyrene)比重:1.05克/立方厘米成型收缩率:0.6-0.8%成型温度:170-250℃无色透明仅次于有机玻璃,电绝缘性优良,化学稳定性良好,着色性耐水性,不耐苯.汽油等有机溶剂.不易分解但热膨胀系数大,强度一般,质脆,易产生应力脆裂, 吸湿小,不须充分干燥,流动性较好PMMA(亚克力)聚甲基丙烯酸甲酯(Polymethyl Methacrylate)比重:1.18克/立方厘米成型收缩率:0.5-0.7%成型温度:160-230℃ 干燥条件:70-90℃ 4小时透明性极好,透光达92%,强度较高,耐腐蚀,绝缘性良好, 但质脆,其表面硬度稍低,易熔于有机溶剂, 吸湿大, 不易分解,流动性中等, 易发生填充不良,粘模,收缩,熔接痕等.POM:聚甲醛(Polyoxymethylene)比重:1.41-1.43克/立方厘米成型收缩率:1.2-3.0%成型温度:170-200℃ 干燥条件:80-90℃ 2小时强度、刚度高,弹性好,耐磨性自润滑性,吸水小,尺寸稳定性好,易燃烧,极易分解,分解温度为240度。
常用材料收缩率

PS
高光PS PS-FR HIPS HIPS阻燃 高光HIPS PC 透明PC PC+ABS POM POM POM PE PE PE PE PE HDPE
其他
透明PETG PA PA6 PA6 PA66 PA66 尼龙610(PA) PMMA 透明PMMA 软PVC 透明AS AS+(GF20%) PBT+30%GF PPS
空调 冰箱、洗衣机、空调 冰箱 洗衣机 冰箱 空调 冷柜 酒柜 电视 液晶电视 医药冷柜 打印机、摇控器 GPS 欧洲冰箱:唐志敏 空调:王卓 冰箱:钟诚,丁东锋,程建,刘 广源,谢跃平、于永平 冰箱 冰箱 HXC-306 冰箱 即热热水器、冰箱 冰盒 空调 冰箱 太阳能:袁建丽 即热热水器:耿斌 洗衣机、空调 冰箱 饮料中心及双温区酒柜 洗碗机、洗衣机 洗衣机 冰箱 冰箱 商用空调 DSK85/70HMF I(E) 医药冷柜
常用材料收缩率推荐使用值
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 23 19 16 20 21 17 26 36 37 38 39
材料
PP 透明PP PP(瓷白) 雾状PP 阻燃PP PP改性 增强耐侯PP 耐候PP 耐候PP 耐候PP
说明:本表仅作为设计使用参考值,切记具体选用时与客户确认材料及收缩率
料收缩率推荐使用值
典型产品应用
冰箱盖、风道、冰盒,洗衣机箱体、侧板、平衡环、电脑板盒、过滤盖,空调滤尘网 冰箱电缆固定夹、制冰盒透明盖,洗衣机内盖,医用冷柜冷存盒盖 冷存盒底 灯罩(外放) 冰箱电源板盒(外放)、水阀罩、蒸发皿,干衣机隔栅,冷柜绝缘板 中抽屉(中型)、下抽屉(中型) 阀罩(外放) 提手、引风圈、阀罩(外放) 压线盖、出风栅 截止阀罩(外放) 上、下滤尘网 左右滤尘网、底座滤尘网 滤尘网(外放) 滚筒机外桶前、后 外桶前法兰 下三通、上三通 机舱前护罩(外放)、388机舱护罩 16p顶盖(中型)、10p顶盖(中型) 分配器盒(外放)、注水槽(外放)、分配器盒(外放)、软化剂盒塞子/虹吸帽(外放) 洗碗机端盖、排水管、溢水管 内框(外放) 前罩壳(外放)、风圈(外放) 饰条、铰链盖、显示面板、把手、壳 盖、显示面板、装饰圈 按键、盖、显示盒、电器箱体 电脑板垫块 装饰条、锁盖+锁芯+锁体 导风板 联集管端盖(外放) 涡轮(精密) 出风口框架 底座支撑件 贯流风扇 冷柜柜口(外放) 挂墙板 滤尘网
pc材料收缩率

pc材料收缩率PC材料收缩率。
PC材料是一种常用的工程塑料,具有优良的物理性能和化学性能,被广泛应用于电子、汽车、家电等领域。
在使用PC材料进行注塑成型时,我们需要了解其收缩率,以便在设计模具和制定工艺参数时进行合理的补偿,保证最终产品的尺寸精度。
本文将介绍PC材料的收缩率及其影响因素。
首先,我们需要了解PC材料的收缩率是什么意思。
收缩率是指塑料制品在冷却过程中由于温度变化而产生的尺寸变化比例。
一般来说,塑料制品在冷却过程中会出现收缩现象,这是由于材料分子在冷却过程中重新排列导致的。
PC材料的收缩率一般在0.5%~0.7%之间,具体数值会受到材料配方、注塑工艺、模具结构等因素的影响。
其次,影响PC材料收缩率的因素有哪些呢?首先是材料配方。
PC材料的配方中包含了树脂、增塑剂、填充剂等多种成分,不同的配方会导致不同的收缩率。
其次是注塑工艺参数。
注塑工艺中的料温、模温、压力、注射速度等参数都会对收缩率产生影响。
最后是模具结构。
模具的结构设计、冷却系统的设置都会对收缩率产生影响。
因此,在实际生产中,需要综合考虑这些因素,通过合理的工艺设计和模具调试来控制PC材料的收缩率。
针对PC材料的收缩率,我们需要采取哪些措施来进行补偿呢?首先是在模具设计阶段就考虑收缩率的影响。
通过模具结构设计、冷却系统的设置等方式来预先补偿收缩率,以减小最终产品的尺寸偏差。
其次是在制定注塑工艺参数时考虑收缩率的影响。
合理地调整料温、模温、压力等参数,以达到最终产品尺寸的精确控制。
最后是在实际生产中通过试模、调试来验证和修正工艺参数,保证产品尺寸的精度。
总之,PC材料的收缩率是影响最终产品尺寸精度的重要因素,了解其收缩率及影响因素,并采取合理的补偿措施,对于保证产品质量具有重要意义。
在实际生产中,我们需要综合考虑材料配方、工艺参数、模具结构等因素,通过科学的方法和严格的控制,来实现PC材料的收缩率精确控制,为客户提供高质量的塑料制品。
材料收缩率

收缩率面条干燥前后长度差与干燥前长度的百分比塑料的收缩率是指塑料制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。
它反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
影响塑料收缩率的因素有:塑料品种、成型条件、模具结构等。
不同的高分子材料的收缩率各不相同。
其次塑料的收缩率还与塑件的形状、内部结构的复杂程度、是否有嵌件等有很大的关系。
常用塑料收缩率如下:PE:1.2~1.28%PP:1.2~2.5%PVC(硬质):0.4~0.7%PVC(软质):1.0~5.0%PS:0.3~0.6%ABS:0.4~0.7%ABS(加玻纤):0.2~0.4%PC:0.6~0.8%PMMA:0.3~0.7%POM:1.8~3.0%PET:1.2~2.0%PPO:0.5~0.9%PPS:1%PEEK:1.2%LCP:0.1-0.6∙产品内缩如何调机改善∙有时候,我不是不理你,只是在等你先开口。
有时候,真的好想跟你讲话,但又很怕你嫌我烦。
有时候,我只是需要一个可以说话的人。
有时候,我真想你能懂我,即使我什么都不说。
有时候,总有种想哭的冲动,却不知道为什么。
有时候,我在乎的不是你所说的,而是那些你没有说的。
∙懂我的人,清楚的知道我生气转身时,多么想要他追过来。
懂我的人,会跟我发短信或打电话,因为他想我了。
懂我的人,有太多太多的体贴,所以我静静的一个人享受这属于我的小幸福。
懂我的人,虽然我不知道你什么时候出现,但我会守侯……∙你一直刻在我的记忆里,即使健忘了你的声音、健忘了你的笑脸,但是每当想起你时的那种感慨,是永远都不会改变的。
∙世上除了生死,都是小事。
从今天开始,每天微笑吧。
不管遇到了什么烦心事,都不要自己为难自己;无论今天发生多么糟糕的事,都不应该感到悲伤。
今天是你往后日子里最年轻的一天了,因为有明天,今天永远只是起跑线。
记住一句话:越努力,越幸运∙不保留的,才叫青春。
不解释的,才叫从容。
不放手的,才叫真爱。
常用材料性能及收缩率

丙稀晴-丁二烯-苯乙烯(ABS工程塑料)工艺简单、光泽度好、易于上色,相对其他热塑性塑料来说成本较低。
它的主要物理特性是:坚硬、牢固。
树脂等级的ASS能像人造橡胶(或橡胶)一样具有弯曲性能。
其中,聚丁二烯提供很好的抗压强度,非结晶苯乙烯热塑性塑料使ABS的加工工艺更为简单(在模具中更易流动),而丙烯腈则增加了ABS的牢度、硬度与抗腐蚀性。
有效控制这3种成分使设计师能根据最终产品的需要设计其弹性程度。
可能也正因为这一点,ABS 能广泛地应用于家用产品与白色产品之中。
尽管它不像其他工程聚合物那样坚韧,但它能有效控制成本。
ABS HFA700HF,ABSPA-766,ABS AF-305都为高温防火型,很多会发热的电器都用它做外壳价格较高,但符合安规。
ABS的吸水性大,而且透光性差,对用于双色成型、电镀来说是非常好的材料,在小家电这一块中,外壳采用ABS材料的相当高.(收缩小,不易变形,中强度带韧性的材料)缺陷:耐紫外线性能不好ABS塑料化学名称:丙烯腈-丁二烯-苯乙烯共聚物英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃干燥条件:80-90℃ 2小时特点:1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
用途:适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.成型特性:1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时.2.宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度.3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
常见塑料的收缩率

常见塑料的收缩率塑料是一种常见的材料,广泛应用于各个领域,如包装、建筑、家电等。
在塑料制品加工过程中,收缩率是一个重要的参数。
本文将介绍几种常见塑料的收缩率,并解释其原因。
1. 聚乙烯(PE)聚乙烯是一种常见的塑料,具有良好的耐热性和耐腐蚀性。
根据不同的加工方式,聚乙烯的收缩率在1%~3%之间。
收缩率的大小与聚乙烯的晶体形态有关,晶体形态越完整,收缩率越小。
2. 聚丙烯(PP)聚丙烯是一种热塑性塑料,具有较高的刚性和耐热性。
聚丙烯的收缩率在1%~2%之间。
聚丙烯的收缩率主要受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚丙烯的收缩率。
3. 聚氯乙烯(PVC)聚氯乙烯是一种常用的塑料,具有良好的耐候性和耐腐蚀性。
聚氯乙烯的收缩率在0.2%~2%之间。
聚氯乙烯的收缩率受到晶体形态、加工方式和添加剂的影响。
添加剂可以调整聚氯乙烯的收缩率,例如增塑剂可以降低聚氯乙烯的收缩率。
4. 聚苯乙烯(PS)聚苯乙烯是一种常用的塑料,具有良好的透明性和耐冲击性。
聚苯乙烯的收缩率在0.2%~0.8%之间。
聚苯乙烯的收缩率受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚苯乙烯的收缩率。
5. 聚酰胺(PA)聚酰胺是一种高性能塑料,具有较高的强度和耐热性。
聚酰胺的收缩率在0.5%~2%之间。
聚酰胺的收缩率受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚酰胺的收缩率。
6. 聚碳酸酯(PC)聚碳酸酯是一种高性能塑料,具有较高的透明性和耐冲击性。
聚碳酸酯的收缩率在0.5%~1.5%之间。
聚碳酸酯的收缩率受到晶体形态和加工条件的影响。
较高的熔体温度和较低的模具温度可以降低聚碳酸酯的收缩率。
总结:不同种类的塑料具有不同的收缩率,其收缩率的大小与晶体形态、加工条件和添加剂有关。
在塑料制品的设计和加工过程中,了解和控制塑料的收缩率是非常重要的。
合理的控制收缩率可以保证塑料制品的尺寸精度和外观质量,提高产品的可靠性和竞争力。
常用材料性能及收缩率
丙稀晴-丁二烯-苯乙烯(ABS工程塑料)工艺简单、光泽度好、易于上色,相对其他热塑性塑料来说成本较低。
它的主要物理特性是:坚硬、牢固。
树脂等级的ASS能像人造橡胶(或橡胶)一样具有弯曲性能。
其中,聚丁二烯提供很好的抗压强度,非结晶苯乙烯热塑性塑料使ABS的加工工艺更为简单(在模具中更易流动),而丙烯腈则增加了ABS的牢度、硬度与抗腐蚀性。
有效控制这3种成分使设计师能根据最终产品的需要设计其弹性程度。
可能也正因为这一点,ABS 能广泛地应用于家用产品与白色产品之中。
尽管它不像其他工程聚合物那样坚韧,但它能有效控制成本。
ABS HFA700HF,ABSPA-766,ABS AF-305都为高温防火型,很多会发热的电器都用它做外壳价格较高,但符合安规。
ABS的吸水性大,而且透光性差,对用于双色成型、电镀来说是非常好的材料,在小家电这一块中,外壳采用ABS材料的相当高.(收缩小,不易变形,中强度带韧性的材料)缺陷:耐紫外线性能不好ABS塑料化学名称:丙烯腈-丁二烯-苯乙烯共聚物英文名称:Acrylonitrile Butadiene Styrene比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:200-240℃干燥条件:80-90℃ 2小时特点:1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
用途:适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.成型特性:1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时.2.宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度.3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
ptfe的收缩率

ptfe的收缩率PTFE(聚四氟乙烯)是一种具有很高收缩率的材料。
收缩率是指材料在受热后缩小的程度,通常以百分比表示。
PTFE的收缩率是多少呢?让我们来探讨一下。
PTFE是一种具有特殊结构的高分子材料,具有许多特殊的性质,如耐高温、耐腐蚀、低摩擦系数等。
在加工过程中,PTFE材料经过加热后会发生收缩现象。
这是因为PTFE分子链结构的特殊性质,在高温下分子链会发生重新排列,导致材料的体积发生变化。
PTFE的收缩率是由多种因素决定的,包括材料的成分、加热温度、加热时间等。
一般来说,PTFE的收缩率在5%到20%之间。
具体的收缩率取决于不同的材料和加工条件。
PTFE的收缩率对于一些特定的应用非常重要。
比如,在制造PTFE 密封圈时,需要将PTFE材料加热并塑形成圈状。
在这个过程中,PTFE的收缩率决定了最终产品的尺寸和形状。
如果收缩率过大,会导致制造出的密封圈尺寸过小,不能很好地密封。
如果收缩率过小,又会导致制造困难,无法得到所需的形状。
为了控制PTFE的收缩率,可以采取一些措施。
一种常用的方法是控制加热温度和加热时间。
在加热过程中,可以通过控制加热温度和时间来控制PTFE分子链的重新排列程度,从而控制收缩率。
此外,还可以添加一些填料或助剂来改变PTFE的收缩性能。
这些填料或助剂可以改变PTFE分子链的排列方式,从而影响收缩率。
除了收缩率,PTFE的其他性质也是很重要的。
PTFE具有优异的耐化学腐蚀性能,可以在广泛的温度和腐蚀介质下使用。
它还具有低摩擦系数和良好的绝缘性能,被广泛应用于润滑、密封、绝缘等领域。
总结一下,PTFE是一种具有高收缩率的材料,其收缩率在5%到20%之间。
控制PTFE的收缩率可以通过控制加热温度和时间,以及添加填料或助剂来实现。
除了收缩率,PTFE还具有其他许多优异的性质,使其在多个领域得到广泛应用。
通过进一步的研究和开发,相信PTFE的性能和应用领域还会得到进一步的拓展。
注塑一般胶料成型的收缩率

4
PS
缩水率千分之5
可用做透明材料,但是比较脆
较脆
5
PP
缩水率千分之15-20
常用在对尺寸要求不高的外壳上
耐摔
6Байду номын сангаас
PC
缩水率千分之5-7
强度高,耐高温 还可用做透明材料,易老化,价格便宜 (由于现在对安规的要求越来越严,现 在一般是使用无毒PVC来做产品) 耐磨性好,有很高的韧性 韧性好
7
PVC
缩水率千分之10-25
注塑一般胶料成型的收缩率
序号 1 名称 ABS 收缩率 缩水率千分之5 用途 是能保持产品尺寸精度的材料,一般用 于精度高的产品,如ABS+PC是用于手机 外壳 但是比ABS脆一些 备注 精度高
2
MBS(就是透明 ABS)
缩水率千分之5
3
POM
缩水率千分之20-25
耐磨和强度很高,一般用于塑料齿轮
耐磨
8
PA
缩水率千分之8-14
9
PE
缩水率千分之20-25
常用于吹塑,也可用于做软齿轮,软管 之类产品
10
HIPS PMMA(有机玻 璃)
缩水率千分之5
常来代替ABS用,但是比ABS脆一些
11
透明性能高,导光性好,但是极易刮花
以上是比较常见塑胶材料性能给予参考
常用塑料的缩水率
常用塑料的缩水率默认分类2008-07-24 22:55:14 阅读256 评论0 字号:大中小订阅以下是<<常用工程塑料的物性>>,什么都有了,缩水率也在里面.一、P S(聚苯乙烯)1 .PS的性能:PS为无定形聚合物,流动性好,吸水率低(小于00.2%),是一种易于成型加工的透明塑料。
其制品透光率达88-92%,着色力强,硬度高。
但PS制品脆性大,易产生内应力开裂,耐热性较差(60-80℃),无毒,比重1.04g\cm3左右(稍大于水)。
成型收缩率(其值一般为0.004—0.007in/in),透明PS--这个名称仅表示树脂的透明度,而不是结晶度。
(化学和物理特性: 大多数商业用的PS都是透明的、非晶体材料。
PS具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
)2 .PS的工艺特点:PS熔点为166℃,加工温度一般在185-215℃为宜,熔化温度180~280℃,对于阻燃型材料其上限为250℃,分解温度约为290℃,故其加工温度范围较宽。
模具温度40~50℃,注射压力:200~600bar,注射速度建议使用快速的注射速度,流道和浇口可以使用所有常规类型的浇口。
PS料在加工前,除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
因PS比热低,其制作一些模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些。
其塑化时间和冷却时间都较短,成型周期时间会减少一些;PS制品的光泽随模温增加而越好。
3.典型应用范围:包装制品(容器、罩盖、瓶类)、一次性医药用品、玩具、杯、刀具、磁带轴、防风窗以及许多发泡制品——鸡蛋箱。
肉类和家禽包装盘、瓶子标签以及发泡PS缓冲材料,产品包装,家庭用品(餐具、托盘等),电气(透明容器、光源散射器、绝缘薄膜等)。
常用塑胶收缩率表

低密度聚乙烯 LDPE
0.954
高密度聚乙烯 HDPE
0.92
聚丙烯
PP
0.915
聚本烯-GR
PPGR 1.15
30
软质聚氯乙烯 PVC-soft 1.38
2.0-2.1 160-260 50-70
2.3-2.5 260-300 30-70
0.84-2.5 250-270 50-75
1.1-1.35 260-280 50-80
PA 66
1.15
1.7
260-290 70-120 0.5-2.5
尼龙 6/6-GR
PA66-GR 1.20-1.65 30-50
1.4
280-310 70-120 0.5-1.5
尼龙 12 聚硫化亚苯
PA 12
1.01-1.04
1.2
210-250 40-80 0.5-1.5
PPS
1.64
40
370
a 注意与流动方向及横向的不同收缩率,制程影响。
b 共聚物
>150 0.2
0.85
170-200 15-50
1.5-5.0 1.5-3.0 1.0-2.5 0.5-1.2 >0.5
硬质聚氯乙烯 PVC-rigid 1.38
0.83-0.92 180-210 30-50 0.5
聚甲基丙烯酸甲
脂(丙烯)
PMMA 1.18
1.46
210-240 50-70 0.1-0.8
聚氧甲烯(乙缩
烯)
POM
1.42
1.47-1.5 200-210 >90
1.9-2.3
聚碳酸醋
PC
1.2
1.3
PE塑料收缩率及塑料知识

PE塑料收缩率及塑料知识以下是塑料的收缩率,单位(%)PP(1.0-2.5) PMMA(0.1-0.4)PC(0.5-0.7) PA6(0.5-1.5) PA6-GF(0.4-0.6) PA66(0.8-1.5)PA66-GF(0.5) PS(0.4-0.7)ABS(0.4-0.9)ABS-GF(0.1-0.2)POM(2-2.5)PBT(1.5-2.0)PET(2-2.5)以上就是常用塑料的收缩比,是有范围的,一般厂家没有指定,就取中间值!一、塑料的常规品种及分类在日常生活中,我们能直接接触或感知到的塑料,多数是常规的通用塑料,主要包括五大类:PE、PP、ABS、PVC、PS,这五大类塑料占据了塑料原料使用的绝大多数,其余的基本可以归入特殊塑料品种,如:PPS、PPO、PA、PC、POM等,它们在日用生活产品中的用量很少,主要应用在工程产业、国防科技等高端的领域,如汽车、航天、建筑、通讯等领域。
塑料根据其可塑性分类,可分为热塑性塑料和热固性塑料。
通常情况下,热塑性塑料的产品可再回收利用,而热固性塑料则不能,根据塑料的光学性能来分,可分为透明、半透明及不透明原料,如PS、PMMA、AS、PC等属于透明塑料,而其它大多数塑料都为不透明塑料。
塑料的分类方式还有很多种,这里不一一介绍了。
二、常用塑料品种性能及用途1、聚乙烯:常用聚乙烯可分为低压聚乙烯(HDPE)、高压聚乙烯(LDPE)和线性高压聚乙烯(LLDPE)。
三者当中,HDPE有较好的热性能、电性能和机械性能,而LDPE和LLDPE有较好的柔韧性、冲击性能、成膜性等。
LDPE和LLDPE主要用于包装用薄膜、农用薄膜、塑料改性等,而HDPE 的用途比较广泛,薄膜、管材、注射日用品等多个领域。
2、聚丙烯:相对来说,聚丙烯的品种更多,用途也比较复杂,领域繁多,品种主要有均聚聚丙烯(homopp),嵌段共聚聚丙烯(copp)和无规共聚聚丙烯(rapp),根据用途的不同,均聚主要用在拉丝、纤维、注射、BOPP膜等领域,共聚聚丙烯主要应用于家用电器注射件,改性原料,日用注射产品、管材等,无规聚丙烯主要用于透明制品、高性能产品、高性能管材等。
pmma收缩率

pmma收缩率
PMMA(聚甲基丙烯酸甲酯)是一种常见的塑料材料,常用于制造透明的玻璃替代品,如车灯罩、显示器、桌面等。
在制造过程中,PMMA 需要经历一定的收缩率,这是指其在冷却过程中缩小的程度。
PMMA的收缩率与温度、厚度等因素有关。
通常来说,PMMA的收缩率约为0.2%-0.8%。
在制造过程中,需要考虑收缩率对产品尺寸的影响,以保证最终产品符合设计要求。
在实际应用中,PMMA的收缩率也可能受到其他因素的影响,如材料质量、加工方法等。
因此,在制造过程中需要对收缩率进行实验测量,并根据实际情况进行相应的调整和控制,以获得最佳的制造效果。
- 1 -。
聚碳酸酯收缩率多少
聚碳酸酯收缩率多少聚碳酸酯是一种常见的合成聚合物材料,在科学研究、工业生产和日常生活中都有广泛的应用。
而了解聚碳酸酯的收缩率对于其在各个领域的应用具有重要的意义。
聚碳酸酯的收缩率是指在加工或固化过程中,其形状和尺寸发生变化的程度。
收缩率可以通过测量材料在不同温度和湿度条件下的尺寸变化来确定。
常见的聚碳酸酯收缩率在1%到5%之间。
聚碳酸酯的收缩率受到多种因素的影响。
首先,聚碳酸酯的化学结构以及聚合过程中所使用的催化剂和反应条件会对其收缩率产生影响。
其次,材料的加工温度和压力也会对收缩率产生影响。
此外,材料的含水量和固化时间也会对收缩率有一定的影响。
了解聚碳酸酯的收缩率对于合理设计和制造具有精确尺寸要求的产品是至关重要的。
在模具制造、注塑成型等领域中,准确的收缩率数据可以帮助工程师进行模具设计和产品尺寸的调整,以保证最终产品的质量和可靠性。
而在3D打印领域,了解材料的收缩率可以帮助用户调整原始设计模型的尺寸,以获取满足要求的最终打印品。
此外,聚碳酸酯的收缩率对于材料的稳定性和耐久性也具有重要影响。
高收缩率可能导致产品在制造过程中出现变形或尺寸不一致的问题,而低收缩率可能会降低产品的密实性和结构强度。
因此,在选择聚碳酸酯材料时,需要根据具体应用需求考虑其收缩率及其他相应的物理和化学性能。
在实际应用中,需要根据具体需求选择合适的聚碳酸酯材料。
一些领先的聚碳酸酯供应商提供了包含收缩率在内的完整物性报告,供设计工程师和制造商参考。
此外,也可以通过实验室测试或相关研究来获取特定材料的收缩率数据。
综上所述,聚碳酸酯的收缩率是一个重要的材料性能指标,对于产品设计和制造具有重要影响。
了解聚碳酸酯的收缩率可以帮助我们选择合适的材料、进行合理的产品尺寸调整,以及提高产品的稳定性和耐久性。
因此,在聚碳酸酯相关的项目中,对其收缩率的研究和应用将会持续受到关注和重视。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收缩率
1.50% 1.50% 1.50% 1.50% 1.50% 1.20% 1.50% 1.50% 1.30% 1.20% 1.50% 1.50% 1.50% 0.80% 0.50% 0.30% 1.40% 1.20% 1.20% 1.10% 1.30% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.26% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 空调
空调 冰箱、洗衣机、空调 冰箱 洗衣机 冰箱 空调 冷柜 酒柜 电视 液晶电视 医药冷柜 打印机、摇控器 GPS 欧洲冰箱:唐志敏 空调:王卓 冰箱:钟诚,丁东锋,程建,刘 广源,谢跃平、于永平 冰箱 冰箱 HXC-306 冰箱 即热热水器、冰箱 冰盒 空调 冰箱 太阳能:袁建丽 即热热水器:耿斌 洗衣机、空调 冰箱 饮料中心及双温区酒柜 洗碗机、洗衣机 洗衣机 冰箱 冰箱 商用空调 DSK85/70HMF I(E) 医药冷柜
ABS+网 PS 透明PS PS(白) 阻燃PS
0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 0.50% 2.00% 2.00% 2.00% 2.00% 1.90% 1.80% 1.60% 1.50% 1.50% 0.30% 1.20% 1.20% 2% 1.50% 1.60% 2% 0.50% 0.50% 1.30% 0.50% 0.30% 0.50% 0.50%
底座滤尘网 冰箱灯座、旋钮、抽屉、饰条、空调风圈、接水盘 瓶座、显示导光柱、冰箱盒盖 铰链罩 灯盒 面板、盖、风栅 底座(外放) 喇叭支架、酒柜内胆、风栅、叶片 电视后壳、电源支架 底座(外放) 热盖、密封圈座 透明窗 上壳、下壳 滑道支撑件 RA1连杆1(外放) 吧台转轴盖(精密)、下铰链(外放)、把手连接件(外放)、压线板、摩擦条、冷冻门制冰 机活动支架、摆叶轴套(外放) 冰箱排水管 盖 测温盒、探头塞、垫圈 透孔销 红蓝圈、冰箱水嘴、出水口 冰盒 面板装饰板 底脚、门止档、双管夹 排气管、传感器管 压帽 滚轮、出水衬管、空调护套 底脚、把手 门轴垫片 导光柱、显示屏 灯支架导光柱 马鞍夹 果菜盒前盖 风扇(外放) 护套(外放) 模块安装板(外放)
PS
高光PS PS-FR HIPS HIPS阻燃 高光HIPS PC 透明PC PC+ABS POM POM POM PE PE PE PE PE HDPE
其他
透明PETG PA PA6 PA6 PA66 PA66 尼龙610(PA) PMMA 透明PMMA 软PVC 透明AS AS+(GF20%) PBT+30%GF PPS
备注
冰箱、洗衣机、空调 冰箱、医用冷柜 医用冷柜 欧洲冰箱 欧洲冰箱、干衣机、冷柜 欧洲冰箱 空调 空调:于永平、黄艳华、王卓 印度空调:耿斌 空调:王虎 空调 柜机 床置式内机 滚筒洗衣机 洗衣机 商用洗碗机:傅民善 冷柜 商用空调 滚筒洗衣机 洗碗机 洗衣机 空调 冰箱、空调 洗衣机 空调、洗衣机 空调 冷柜、洗衣机 空调 太阳能热水器 涡轮备份模具 中央空调外机 冰箱 商务空调内机 冷柜
常用材料收缩率推荐使用值
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 23 19 16 20 21 17 26 27 28 29 30 31 32 33 34 35 36 37 38 39
材料
PP 透明PP PP(瓷白) 雾状PP 阻燃PP PP改性 增强耐侯PP 耐候PP 耐候PP 耐候PP
说明:本表仅作为设计使用参考值,切记具体选用时与客户确认材料及收缩率
料收缩率推荐使用值
典型产品应用
冰箱盖、风道、冰盒,洗衣机箱体、侧板、平衡环、电脑板盒、过滤盖,空调滤尘网 冰箱电缆固定夹、制冰盒透明盖,洗衣机内盖,医用冷柜冷存盒盖 冷存盒底 灯罩(外放) 冰箱电源板盒(外放)、水阀罩、蒸发皿,干衣机隔栅,冷柜绝缘板 中抽屉(中型)、下抽屉(中型) 阀罩(外放) 提手、引风圈、阀罩(外放) 压线盖、出风栅 截止阀罩(外放) 上、下滤尘网 左右滤尘网、底座滤尘网 滤尘网(外放) 滚筒机外桶前、后 外桶前法兰 下三通、上三通 机舱前护罩(外放)、388机舱护罩 16p顶盖(中型)、10p顶盖(中型) 分配器盒(外放)、注水槽(外放)、分配器盒(外放)、软化剂盒塞子/虹吸帽(外放) 洗碗机端盖、排水管、溢水管 内框(外放) 前罩壳(外放)、风圈(外放) 饰条、铰链盖、显示面板、把手、壳 盖、显示面板、装饰圈 按键、盖、显示盒、电器箱体 电脑板垫块 装饰条、锁盖+锁芯+锁体 导风板 联集管端盖(外放) 涡轮(精密) 出风口框架 底座支撑件 贯流风扇 冷柜柜口(外放) PP+PP网 PP挂网 PP+10%GF(玻纤) PP+25%GF(玻纤) PP+30%GF(玻纤) PP+T5%(滑石粉) pp+T15(滑石粉) PP+T20%(滑石粉) PP+21~25%滑石粉 pp+10%碳酸钙 ABS 透明ABS 阻燃ABS 耐高温阻燃ABS 电镀ABS 耐候ABS 改性增强ABS
ABS
ABS+8%波纤 ABS表面静电植绒 ABS+FR(17) ABS+GF ABS747 ABS750 ABS+PP网
40 48 49 50 51 52 53 54 55 56 63 64 65 66 67 68 41 42 43 44 45 47 46 57 58 59 60 61 62 69 70 71 72 73 74 75