工艺成本分析卡片8
成本分析表模板2篇

成本分析表模板2篇第一篇:成本分析表模板的使用方法成本分析表是企业管理中非常常见的一种工具,它可以帮助企业了解自己的成本结构,发现问题所在,并及时采取措施,降低成本,提高效益。
下面是成本分析表的模板及使用方法。
一、成本分析表的模板成本分析表通常包括以下几个方面的内容:1.销售收入2.直接材料成本3.直接人工成本4.制造费用5.销售费用6.管理费用7.财务费用8.税金及附加9.营业利润二、成本分析表的使用方法使用成本分析表,需要按照以下步骤来进行:1.明确分析的时间段2.收集数据3.分类整理数据4.填写成本分析表5.分析成本结构6.采取降低成本的措施三、成本分析表的注意事项使用成本分析表时,需要注意以下几个方面的问题:1.明确分析的目的和范围,以便更好地理解数据和进行分析2.数据的真实性和准确性对于成本分析的效果非常重要3.成本分析表应该及时更新和修正4.同时需要结合其他的财务报表进行分析,以便更好地掌握企业的经营状况总之,成本分析表是可以帮助企业有效降低成本并提高效益的一种工具,但是使用时需要仔细考虑和分析,同时也需要注意数据的真实性和及时性,才能够取得预期的效果。
第二篇:如何利用成本分析表进行管理利用成本分析表进行管理,可以帮助企业实现精细化管理,提高经营效益。
下面是利用成本分析表进行管理的具体方法。
一、明确分析目的和范围在进行成本分析前,需要明确分析的目的和范围,以便更好地理解数据和进行分析。
2.收集数据收集数据时,需要保证数据的可靠性和准确性,同时也要尽可能地获取全面的数据,以便更好地进行分析。
3.分类整理数据收集到数据后,需要对数据进行分类和整理,以便更好地填写成本分析表。
4.填写成本分析表填写成本分析表时,需要仔细考虑每个项的意义和计算方法,同时也需要保证数据的准确性。
5.分析成本结构填写完成本分析表后,需要对成本结构进行分析,找出其中的问题和瓶颈,以便采取相应的措施来降低成本。
6.采取降低成本的措施根据成本分析的结果,需要制定具体的降低成本方案,并采取相应的措施,以便提高经营效益。
工序成本分析表
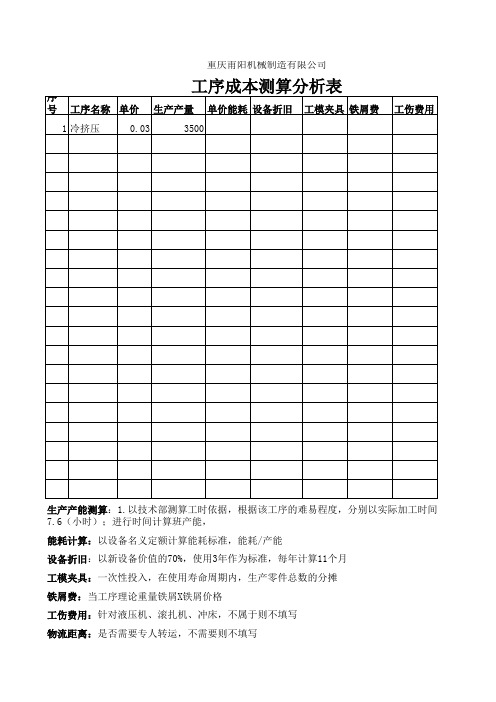
重庆甫阳机械制造有限公司
生产产能测算:1.以技术部测算工时依据,根据该工序的难易程度,分别以实际加工时间7;7.3;
7.6(小时);进行时间计算班产能,
能耗计算:以设备名义定额计算能耗标准,能耗/产能
设备折旧:以新设备价值的70%,使用3年作为标准,每年计算11个月
工模夹具:一次性投入,在使用寿命周期内,生产零件总数的分摊
铁屑费:当工序理论重量铁屑X铁屑价格
工伤费用:针对液压机、滚扎机、冲床,不属于则不填写
物流距离:是否需要专人转运,不需要则不填写
际加工时间7;7.3;。
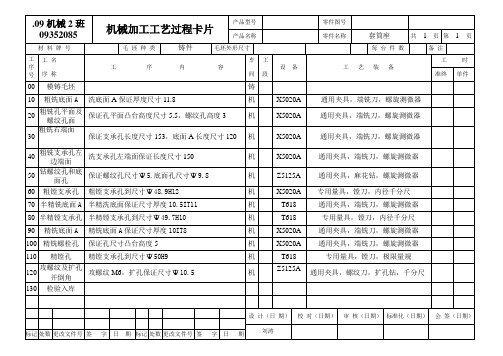
(完整版)工艺过程卡和工序卡卡片
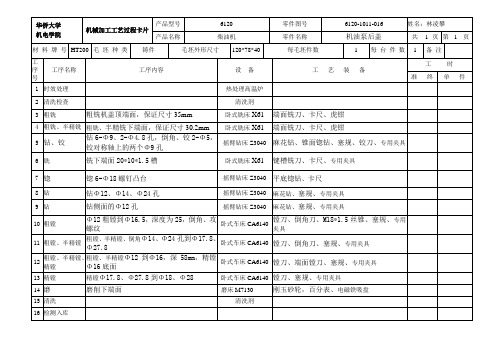
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
冲压件钣金工艺及成本分析
冲压件钣金工艺及成本分析一、冲压件钣金工艺步骤:1.设计图纸:根据产品设计要求绘制详细的图纸。
2.材料准备:选择合适的金属材料,如冷轧钢板、不锈钢板等。
3.板材开料:根据图纸的要求,使用切割机将板材切成相应尺寸的小片。
4.冲压:通过冲压机将小片加工成所需形状,即通过钢模和冲头的配合,将板材冲压成所需的形状,同时去除无用材料。
5.弯曲:使用弯曲机将冲压成型的零件进行折弯,使其达到所需形状和角度。
6.折边:通过折边机对零件的边缘进行折边处理,提高零件的强度和刚度。
7.表面处理:根据产品要求,可进行表面喷涂、镀锌等处理,以增加产品的耐腐蚀性和美观度。
8.组装:将加工好的冲压件与其他零配件进行组装,形成完整的产品。
二、冲压件钣金工艺的优势:1.可批量生产:冲压件钣金工艺适用于大批量生产,可以在较短的时间内完成大量零件的加工,提高生产效率。
2.高精度:冲压件钣金工艺具有较高的加工精度,可满足对精度要求较高的产品。
3.高强度:通过冲压、折边等工艺步骤,可以提高材料的强度和刚度,使产品更加坚固耐用。
4.多种材料可选:冲压件钣金工艺可适用于多种金属材料,如冷轧钢板、不锈钢板、铝板等,具有较大的材料选择余地。
三、冲压件钣金工艺的成本分析:1.材料成本:材料成本是冲压件钣金工艺中较大的成本部分,根据所选材料的种类和规格及材料的采购价格确定。
2.设备成本:冲压件钣金工艺需要使用专用设备,如冲压机、切割机、弯曲机等。
设备的购置、维护和修理等成本需要考虑在内。
3.人工成本:冲压件钣金工艺需要熟练的操作工人进行操作和控制。
人工成本包括工人的工资和福利待遇等。
4.能源成本:冲压件钣金工艺需要消耗电能和压缩空气等能源,因此能源成本是要考虑的因素之一5.后续加工成本:可选的后续加工工序,如表面处理、组装等,也需要考虑在内。
综上所述,冲压件钣金工艺是一项常用的金属加工技术,具有高效、高精度和高强度的优势。
在成本分析中,需要考虑材料成本、设备成本、人工成本、能源成本和后续加工成本等因素。
工艺成本分析卡片

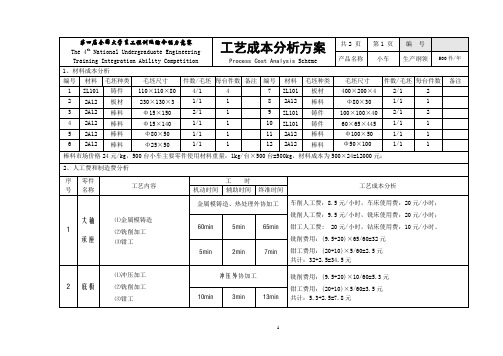
第二届江苏省大学生工程训练综合能施赛暨全国选拔赛
工艺成本分析卡片
总3页
第1页
编号:803
产品名称
无碳小车
生产纲领
500件/年
零件名称
无碳小车
生产批量
42件/月
1、材料成本分析
编号
材料
毛坯种类
毛坯尺寸
件/毛坯
件/台
备注
编号
材料
毛坯种类
毛坯尺寸
件/毛坯
件/台
备注
1
钼合金
板材
200×180×3
数铣费用:22×(12+16)/60=6.6元
钳工费用:24× (9+1) /60=4元
合计:6.6+4=10.6元
2
插齿
a. 车削
b. 插齿
c. 钳工
5min
10min
2min
3min
4min
2min
8min
14min
4min
车削费用:8×(8+4)/60=1.6元
插齿费用:14×(8+10)/60=4.2元
3)外协加工费用:前轮支座铸件5元/件,前轮支撑铸件4.5元/件,热处理费用500元/500件。合计:5 +4.5+ 500/500 =10.5元/件。
4)外购费用:考虑到中批量生产,为使效能最大化,部分零件和标准件直接外购。具体到每一部小车,轴承支座45元/9个,轴承共11元/11个,螺钉等0.6元/40个,外购合计56.8元/件。
序号
工序
名称
工序内容
工时
工序成本分析
机动时间
辅助时间
终准时间
加工工艺6-2成本分析
m V 229.54 7.85 1801.889(g) 1.80(kg)
• 因此,阶梯轴零件的直接材料费用为:
F pm 41.80 7.20元
②直接人工费
• 根据市场调查得知,全国机械行业人均基 本工资为(1200-1700)元/月。由于单件
M
7 9 60
25
6 60
30
9.67(元)
④生产成本
• 阶梯轴零件单件生产成本即为以上三者之 和,即: C F S M 7.2 3.22 9.67 20.09(元)
2 中批量生产类型的成本分析
• 已知阶梯轴零件的月生产量为3000件,属 中批量生产类型,其成本分析应考虑该类 生产的工艺及管理特征来进行。现假定阶 梯轴零件生产的生产组织形式为成组流水 生产线,毛坯采用外购锻件。在阶梯轴零 件中批量生产的成本分析中主要考虑零件 材料费(毛坯费用)、直接人工工资和制 造费用。
生产成本的组成
生产成本
直接材料 生产过程中直接消耗于产品生产
费
的各种物资
直接人工 生产过程中直接从事产品生产的
费
人员工资
制造费用 发生在生产单位的间接费用
2 单件小批量生产类型的成本分析
• 单件小批量生产的组织形式一般采用通用 机床,并按机群式布置;毛坯可考虑采用 型材,在市场上直接购得。
• 成本分析从直接材料费、直接人工费和制 造费用考虑,
小批生产对工人技术水平要求高,故取, 车工人工工资为8.5元/小时,铣工人工工资 为9.5元/小时,结合单件小批工艺过程卡 (见附表1)的工时定额,可得阶梯轴零件 的直接人工费为:
S
7 9 60
工艺成本分析卡片

长春理工大学选拔赛
工艺成本分析卡片
共2页
第1页
编号:
产品名称
柱塞泵
生产纲领
单件小批量
1、材料成本分析
零件名称
材料
毛坯种类
毛坯尺寸
件数/毛坯
每台件数
重量
零件名称
材料
毛坯种类
毛坯尺寸
件数/毛坯
每台件数
重量
下支架
LY12
板料
150×100×80
1
1
3.48
连接板
LY12
2
2
1
2013吉林省大学生工程训练综合能力竞赛
长春理工大学选拔赛
工艺成本分析卡片
共2页
第2页
编号:
产品名称
柱塞泵
生产纲领
单件小批量
2、人工费和制造费分析
序
号
零件名称
工艺内容
工时
工艺成本分析
机动时间
辅助时间
终准时间
5
连杆
车
铣
钳
20
3
2
车工工时费20元/小时,20×25/60=16.7元;铣工工时费20元/小时,20×25/60=8.33元;钳工工时费20元/小时,20×5/60=1.67元;合计26.7元。
50Βιβλιοθήκη 15534
1
3
左端盖
车
钳
20
3
2
该柱塞泵左端盖的人工费和制造费:车工工时费20元/小时,20×25/60=8.33元;钳工工时费20元/小时,20×9/60=3元;合计11.33元。
4
3
2
4
工艺成本分析方案
共计:4.75+5+2.5=12.25元
10min
2min
12min
3min
2min
5min
3、总成本:
无碳小车在设计时充分考虑到环保和降低成本的要求,在材料及加工设备的选择、零件的工艺安排和加工精度、生产过程组织等各个环节,力求把小车的总成本控制到最合理。总成本主要包含以下几部分:
12min
5min
2min
7min
9
小轴承座
⑴金属模铸造
⑵铣削加工
⑶钳工
金属模铸造、热处理外协加工
铣削费用:(9.5+20)×50/60=24.5元
钳工费用:(20+10)×5/60=2.5元
共计:24.5+2.5=27元
50min
2min
52min
5min
2min
7min
10
支架
⑴金属模铸造
⑵铣削加工
铣削费用:(9.5+20)×65/60=32元
钳工费用:(20+10)×5/60=2.5元
共计:32+2.5=34.5元
60min
5min
65min
5min
2min
7min
2
底板⑴冲压Leabharlann 工⑵铣削加工⑶钳工
冲压外协加工
铣削费用:(9.5+20)×10/60=5.3元
钳工费用:(20+10)×5/60=3.5元
⑶钳工
金属模铸造、热处理外协加工
铣削费用:(9.5+20)×30/60=14.75元
钳工费用:(20+10)×5/60=2.5元
最实用的制造业成本分析表

實際制造費用 ¥/PCS 60.000 8.333 0.000 0.000 0.000
费用占比 (% ) 10.04% 1.40% 0.00% 0.00% 0.00%
1 2 3 4 5 6 7 8 9
编程 CNC加工
N/A 加工中心
制造費用小計 (¥ ):
68.333
11.44% 100.00% 51.7% 33.5% 11.4% 3.3% 0.0%
成
本
合
計
597.336
309.003 200.000 68.333 20.000 0.000
外购成本 外包成本 本厂制造成本 检测成本 调机成本 备注
1)此报价未含税
核准:
审核:
制作:
外购成本 外包成本 本厂制造成本 检测成本 调机成本
309.003 200.000 68.333 20.000 0.000
單耗 KG/PC*1.03(B) 4.06850
调机工费率(¥/H)
材料成本 ¥元/PC (D=A*B) 309.003
调机费用
费用占比 (% ) 51.73% 调机单价
0.00 0.00 0.00 0.00
200
插入零件3D示意图
插入零件2D
调 机 成 本
CNC
0.00 0.00 0.00
0.0
0.00 309.0026
成本比例图
外购成本
3% 0% 11% 52%
外包成本
本厂制造成本
检测成本 调机成本
34%
成 本 分 析 表
制表日期﹕ 2014-7-8
பைடு நூலகம்
零件名 称
订单数量
1
订单号
合同 号
冲压件的工艺及成本分析表

4
0.68
25吨冲床
0.1
450 350 230 0.55
4
450 350 230 0.55
4
450 350 230 0.5
4
0.63
25吨冲床
0.1
0.63
25吨冲床
0.1
0.57
25吨冲床
0.1
25.41
3.10
检具规格(mm)
检具 挖空 系数
检具单价 /万元/吨
检具价格 (未税/万
元)
设备投资 万元/无税
备注
0.00
0.00
材料费用 无税/元
加工费用 元/无税
工艺及成本分析表
模具费用 检具费用 万元/无税 万元/无税
分摊数量
运输/包装 管理费
费用
用
1.58
1.15
10.20
0
30000
1.58
1.15
10.20
0
30000
0.17
0.4
2.50
0
30000
0.20
0.4
2.50
0
30000
0.20
0.4
2.50
0
30000
零件成本 零件成本
利润 元/无税
元/无税
备注
不含分摊
含分摊
2.73
6.13
2.73
6.13
0.57
1.41
0.60
1.43
0.60
1.43
0.6
模具单 模/焊具价 价/万元 格/万元
/吨 (未税)
4
2.23
使用设备 110吨床
人工费用 未税/元
涂装工程成本分析工艺说明

六、涂装工程;;;;;;;;;;50踢脚板聚酯清漆按延长米M人工费: 4元行业指导价(1) 高级聚酯漆手刷两遍底漆,喷涂三遍面漆。
(易美,底刷面喷)机械费: 1元(2) 面板上手刷封底漆一遍,然后进行下工序施工。
底漆2*0.03KG*18.55元/KG=1.11元台湾易美两遍(3) 修补钉眼,打水砂纸,再手刷第二遍底漆。
面漆3*0.06KG*22.58元/KG=4.06元台湾易美三遍(4) 水砂纸打磨平整,机械喷涂面漆三遍。
成品保护 1元合价:12.17元砂纸、毛刷、铁红等 1元51踢脚板聚酯清漆按延长米M人工费: 3元行业指导价(1) 高级聚酯漆手刷两底三面。
(华润,手扫漆)底漆 2*0.03KG*22.4元/KG=1.34元广东华润两遍(2) 面板上刷封底漆一遍,然后进行下工序施工。
面漆3*0.04KG*29.07元/KG=3.49元广东华润三遍(3) 修补钉眼,每刷一遍,打水砂纸一遍,再刷油漆。
合价:8.83元砂纸、毛刷、铁红等 1元52踢脚板聚酯清漆按延长米M人工费: 4元行业指导价(1) 高级聚酯漆手刷两遍底漆,喷涂三遍面漆。
(华润,底刷面喷)机械费: 1元(2) 面板上手刷封底漆一遍,然后进行下工序施工。
底漆 2*0.03KG*22.4元/KG=1.34元广东华润两遍(3) 修补钉眼,打水砂纸,再手刷第二遍底漆。
面漆3*0.06KG*29.07元/KG=5.23元广东华润三遍(4) 水砂纸打磨平整,机械喷涂面漆三遍。
成品保护 1元合价:13.57元砂纸、毛刷、铁红等 1元;53踢脚板聚酯清漆按延长米M人工费: 3元行业指导价(1) 高级聚酯漆手刷两底三面。
(展辰,手扫漆)底漆 2*0.03KG*16.63元/KG=1元广东展辰两遍(2) 面板上刷封底漆一遍,然后进行下工序施工。
面漆3*0.04KG*19.79元/KG=2.37元广东展辰三遍(3) 修补钉眼,每刷一遍,打水砂纸一遍,再刷油漆。
河南理工大学工艺成本分析卡片

查表 6061-T6 铝合金的密度为 2.7 g/cm³;自行压铸毛坯 6061-T6 价格为 22 元/ kg,阀体毛坯的体积计算如下: V=π(r2-r 1 2)×h 1 +π(r2-r 2 2)×h 2 =3.14×(402-342)×69+3.14×(402-172)×23=152434.44mm3=152.44cm3 ;则阀体批量的直接材料成本F=22×411.59×10-3×3000=27165(元) 毛坯质量m=V× =152.44×2.7=411.59g=411.59×10-3(kg) 2、人工费和制造费分析 序 号 工序 名称 工 工序内容 机动时间 时(min) 辅助时间 终准时间 工序成本分析 因经济加工对工人技术要求一般,故取车工人工工资 7.39 元/ 时,车床工时费 20 元/小时。阀体加工流水线生产节拍 2.71min 本工序人工费S 1 =3000×7.39×2.71/60=1001.34(元) 本工序制造费M 1 =3000×20×2.71/60=2710(元) 因本工序费用计算标准同上道工序,工时仍为生产节拍,各项 费用同上道工序 铣工人工工资 8.5 元/小时,机床工时费为 40 元/小时 30 铣 粗铣配合面,精铣配合面 1.67 1.02 60/3000 本工序人工费S 3 =3000×8.5×2.71/60=1151.75(元) 本工序制造费M 3 =3000×40×2.71/60=5420(元) 结合实际,阀体阀芯加工共用 1 钳工,因阀芯加工节拍较长,所 40 钳 手工去毛刺,用煤油擦洗 1.35 0.15
-1-
2009 全国大学生工程训练综合能力竞赛 1、材料成本分析 材料 6061-T6 毛坯种类 棒材
工艺成本分析卡片
毛坯外形尺寸 Φ45mm×60mm 每毛坯可制作件数 1
(整理)工艺成本分析卡片连杆

工艺成本分析卡片
总6页
第6页
编号:
产品名称
无碳小车
生产纲领
1件/年
零件名称
连杆
生产批量
1件/月
1、材料成本分析
材料
锻铝
毛坯种类
棒材
毛坯外形尺寸
Φ10×150
每毛坯可制作件数
1
每台件数
1
备注
根据市场调查,锻铝现价为35元/千克
毛坯体积为:
毛坯质量为:
因此,零件的直接材料费用为:
2
环境,是指影响人类生存和发展的各种天然的和经过人工改造的自然因素的总体。铣削
1、铣100mm台阶面
2、铣台阶面上的Φ3通孔
(3)总经济价值的组成。我们可以用下式表示环境总经济价值的组成:4.5
2
3、总成本:
零件单件生产成本即为以上三者之和,即:
机动时间
辅助时间
终准时间
1
车削
1、三爪卡盘装夹,伸出135mm,车端面见平,钻中心孔,用尾架顶尖顶住,粗车Φ8外圆,长度、直径军留余量2mm
2、切断,调头车另一端面保证总长130mm,钻中心孔
3、双顶尖装夹,精车Φ8外圆
4、
5、2. 规划环境影响报告书的审查内容倒角
5.5
1.5
7
直接人工费S1
制造费用M1
2、人工费和制造费分析
3)按行业分。国家污染物排放标准分为跨行业综合性排放标准和行业性排放标准。序
号
表一:项目基本情况;工序
(3)环境影响评价中应用环境标准的原则。名称
(6)评价结论。工序内容
根据工程、系统生命周期和评价的目的,安全评价分为三类:安全预评价、安全验收评价、安全现状评价。工 时
工艺卡片模板100例
车
间
工
段
设备
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
机
X5020A
通用夹具,端铣刀,螺旋测微器
30
粗铣右端面
保证支承孔长度尺寸153,底面A长度尺寸120
机
X5020A
通用夹具,端铣刀,螺旋测微器
40
粗铣支承孔左边端面
洗支承孔左端面保证长度尺寸150
机
X5020A
通用夹具,端铣刀,螺旋测微器
机
Z5125A
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
工艺成本分析V1.0

2 2 固定板 0。1 元 19 不锈钢 外购 6.4 * 7 * 1 3 共 24.6 元
杆
1000mm
1 1 固定圈 0。88 20 螺钉
外购 M3、M4、M5 1 / 共 3.6 元
元
1 1 连杆套 0.46 元 21 螺母
外购 M3,M4,M5
共 1。8 元
学校名称:电子科技大学
9 9 不锈钢 线
队号:
第四届全国大学生工程训练综合能力竞赛
工艺成本分析卡片
总 4 页 第 1 页 编号: 产品名称 无碳小车 生产纲领
500 件/年
1、材料成本分析
编号 材料
毛坯种类 毛坯尺寸 件数/ 每台
备注
编号 材料 毛坯种类毛坯尺寸 件数/ 每台
备注
装
毛坯 件数
毛坯 件数
1 铝合金
板材 150*200*δ5 1
1 支架
6.88 元 14 铝合金 棒料 Φ25*45
1 1 导绳轮轴 1。68
元
2 铝合金
板材 44*44*δ3
1 1 顶板 0.92 元 15 铝合金 棒料 Φ15*46
1 1 曲柄
0.78 元
3 铝合金 4 Q235 5 不锈钢 订
6 铝合金 7 铝合金 8 8 铝合金
板材 46*46*δ6 板材 68*10*δ1 板材 21*70*δ2
2个
9元
6个
10 元
12 铝合金 13 铝合金
棒料 Φ24*60 棒料 Φ40*50
1 1 转向轴 1。20 25 轴承
元
1 1 大轮轴 1.69 元
总计
外购 F683ZZ 3*7*3
2个
4。4 元
加工成本分析报告模板

总成本=350+312+20+109+10+40+40+350=1231
载物框底板
3.激光切割
4.激光打孔
0:10h
0:10h
0:05h
0:05h
22
车前板
5.激光切割
6.激光打孔
0:10h
0:10h
0:05h
0:05h
23
车底板
7.激光切割
8.激光打孔
0:15h
0:15h
0:05h
0:05h
3、总成本
材料费=50+100+200=350铣加工费=375*50/60=312车加工费=60*20/60=20钻孔加工费=327*20/60=109
棒料
Φ6*120
2
2
2
铝合金
板料
25*25*100
4
4
14
铝合金
板料
20*30*50
2
2
3
铝合金
板料
120*30*3
2
1
15
铝合金
板料
40*40*60
2
2
4
铝合金
板料
60*50*30
1
2
16
铝合金
板料
250*30*20
2
2
5
铝合金
板料
30*0*3
1
1
17
铝合金
板料
40*20*20
6
2
6
铝合金
棒料
Φ10*100
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺成本分析卡片
机动时间 15min 10min 8min 25min 5min 12min 5min 工 时 辅助时间 5min 4min 2min 3.3min 1.4min 3min 2min 终准时间 3min 2.5min 0.5min 1.7min 0.6min 1min 0.5min
总
备注 轴 锥齿轮 直齿轮 连杆 不完全锥齿轮 前支架
黑色聚甲醛 棒料 黑色聚甲醛 棒料 亚克力板 亚克力板 零件 名称 板料 板料
1000×1000×5 100×100×20
2、人工费和制造费分析 学校名称:辽宁石油化工大学 工艺内容 机动时间 5min 10min 5min 6min 3min 终准时间 1min 1min 0.5min 0.5min 0.7min 材料费为 3 元;普通车床加工,机床加工费用为每小时 20 元, 本工序为 7.5min,费用为 2.8 元;立式铣床加工,机床加工费 用为每小时 20 元,本工序为 5.5min,费用为 1.8 元,工人工时 费为每小时 12.5 元,本工序为 2.7 元。共 10.3 元。 材料费为 5 元;均为普通车床加工,加工费用每小时 20 元,本 工序为 15.9min,费用为 5.3 元;工人工时费每小时 12.5 元,本 工序为 3.3 元,共计 13.6 元。 材料费为 4 元;普通车床加工,加工费用每小时 20 元,本工序 耗时 3.8min, 费用为 1.3 元; 工人每小时 12.5 元, 本工序为 0.8 元,共计 6.1 元。 材料费为 5 元;工序加工时间为 30min,工人工时费每日工作八 小时 100 元,本工序为 6.25 元。共 11.3 元。 工艺成本分析
总
页 第
页 编号: 生产纲领
500 件/年
产品名称 小车
毛坯种 毛坯尺寸 类 6×1000 45#钢 棒料 铝 铝 铝 铝 白钢 板料 板料 板料 板料 槽钢 1000×40×20 1000×1000×5 500×500×6 100×100×6 15×10×5
件数/ 每台件 毛坯 数 5 25 100 300 20 2 4 5 2 1 1 1
2012 辽宁省大学生工程训练综合能力竞赛 1、材料成本分析 编号 队号: 1 装 2 3 4 5 6 序 号 订 1 材料 不锈钢 白色聚甲醛 毛坯 毛坯尺寸 种类 方管 棒料 15×15×1500 45×1000
45×1000 30×1000
工艺成本分析卡片
件数/毛 每 台 坯 件数 1 90 200 30 25 5 1 4 1 1 2 1 备注 后支架 轴承座 定滑轮 绕线轮 后轮 前轮 工 时 辅助时间 3min 2min 2.5min 1min 1.8min 编号 材料 7 8 9 10 11 12
页
第 小车
页
编号: 生产纲领
500 件/年
产品名称
工艺成本分析
材料费用为 4 元; 采用普通车床和立式铣床, 每小时均为 20 元; 共耗时 40min,所需费用为 13.3 元,人工每小时 12.5 元,所需 费用 8.3 元,共计 25.6 元。 材料费为 5 元; 国产加工中心加工, 每小时 100 元, 耗时 37min, 费用为 61.7 元; 工人每小时 12.5 元, 费用为 7.7 元, 共计 69.4 元。 材料为 4 元;普通车床加工,本工序为 16min,费用为 5.3 元; 立式铣床加工,本工序为 7.5min,费用为 2.5 元;工人工时费 为每小时 12.5 元,本工序为 4.9 元。共 16.7 元。 材料费为 5 元,国产加工中心每小时加工费 100 元,本工序 45min,费用为 75 元;工人工时费为 10.5 元。共 90.5 元
0.5min
0.3min
-1-
2012 辽宁省大学生工程训练综合能力竞赛 2、人工费和制造费分析 队号: 序 号 装 5 后轮 零件 名称 工艺内容 ①车外圆至 15 调头装卡车外 圆至 150,钻通孔至 3 钻孔 6,深 2;② 80 处等间距钻 35 圆孔 6 个; ③扩 35 圆孔, 铣成型 6 直齿 轮 ① CNC 加工中心加工; ② 打磨、钻孔、攻丝。 ①车外圆至 15,调头装卡车 外圆至 35,钻通孔至 6,两 侧各铰孔至 15,深 5;②铣外 轮廓。 8 锥齿 轮 ①CNC 加工中心加工;②打磨、 钻孔、攻丝。
3、总成本 材料成本: (原材料成本)39 元+(标准间成本:螺丝、螺钉等)30 元+(辅助材料:铆钉等)12 元=81 元 加工制造成本: (列入上表的零件加工费用)232.9 元+(未列入上表的加工费用)105.3 元=338.2 元 总成本: (材料成本)81 元+(加工制造成本)338.2 元=419.2 元。
① 切割下料、钻孔 支架 ② 焊接成型 ③ 铆接 轴承 座 ① 钻通孔 6,铰孔至 15,深 5; ② 铣凸台,铣外形轮廓。
2
9min 线 3 四连 ① 外形铝加工、打磨 杆 ② 钻孔、成型 2.2min
3.6min 0.7min
0.3min 0.1min
3min 4 定滑 车外圆至 25,宽 5;钻通孔至 15 轮
学校名称:辽宁石油化工大学
订
7
前轮
30min 3min 25.2min
10min 2min 2.7min 1min
5min 0.5min 1.1min 0.4min
9 线
不完 全锥 齿轮
①CNC 加工中心加工; ②打磨、钻孔、攻丝。
5min
材料费用为 4 元,国产加工中心每小时 100 元,本工序需要 35.4min,所需费用为 59 元,工人所需工时费为 7.4 元,共计 70.4 元。
-2-