设备生产进度表
煤矿工作面安装进度表
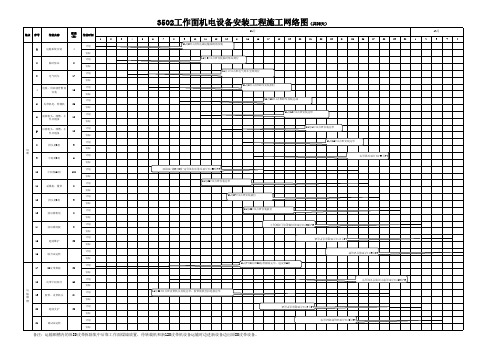
备注:运输顺槽内的原80皮带拆除集中后靠工作面煤墙放置,待转载机和新120皮带机设备运输时边进新设备边出原80皮带设备。
3502工作面机电设备安装工程施工网络图(共35天)
地点 序号
作业内容
数量 (车)
作业时间
11月
12月
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
1
2
3
4
5
计划
1
运输系统安装
4
实际
11月2日4点班完成运输系统的安装
2
临时泵站
3
电气列车
计划 2
18
计划 实际
11月14日4点班安装完毕
8
切 眼
9
排头架3组 中间架3组
计划 9
实际
计划 6
实际
11月15日4点班安装完毕
11月16日4点班安装完毕
10
中间架54组
计划 108
实际
计划
11
采煤机、履带
8
实际
12
排头架3组
计划 9
实际
13
前后溜机尾
计划 8
实际
11月25日4点班安装中间架完毕,按3×2架/班组织
15
超前维护
32
16
联合试运转
17
80皮带拆除
30
18
皮带中间部分
60
施工现场平面布置劳动力机械计划和进度表
施工现场平面布置劳动力机械计划和进度表第一节施工现场平面布置一、施工总平面图布置1、布置原则本工程施工现场布置是针对实际现场施工要求进行相应的施工现场平面布置,机电安装施工现场布置的具体原则是:(1)计划施工区域和少量材料临时堆场,保证运输道路通畅,方便施工。
(2)符合施工流程要求,减少对专业工程和其它工程方面施工的干扰。
(3)施工区域内,各种生产设施布置便于生产安排,且满足防火、安全、劳动保护的要求。
(4)总体施工中,对影响总体施工的部分服从业主代表和监理对总体施工的安排,随时调整区域布置。
2、办公点的建立项目部根据实际现场情况及业主代表对现场布置的具体要求建立一个办公点,并同其它工程承包商及业主协调布局,按照文明施工工地的要求和公司的管理制度,编制详细的临时设施布置图和方案。
3、做好施工用水准备项目部了解施工现场已有的施工用水设施,在得到业主同意后进行布置,单独计量接引至要用地点,临时用水管径采用ø50给水管。
项目部汇同业主代表及其它工程承包商协同配合,布置临时用水管网,做好防漏及冬季保温工作。
4、做好施工用电准备项目部根据现场情况和施工工艺的安排,编制具体的施工用电组织设计,考虑适当的余量。
(1)按照有关国家标准、规范规定,做好布置和接地保护等措施。
(2)施工用电线路必须采用TN-S保护系统,按三相五线制,电气设备金属外壳要可靠接地。
二、施工平面布置图第二节劳动力计划1、劳动力投入计划(1)主承建项目劳动力投入计划根据本工程工作量大及各专业具体情况,我们在公司范围内,优先选择技术过硬的管理人员,配备足够的劳动力,根据现场分区域施工的具体情况及时调配至各区域,而且为保证工程质量。
根据施工进度安排,采取“紧密配合,动态管理,合理穿插”的劳动力组织形式,在项目劳动力配置上,坚持“计划管理,定向输入,双向选择,统一调配,合理流动”的既定方针,以劳务承包合同和任务书管理为纽带,确保进场施工人员的积极性,最大限度地发挥其主观能动性,组织优质高速的施工,确保每一项计划的完成。
33. 自动化设备开发进度表

INNER CASE机器人自动 取放机 INNER CASE 新电阻焊接 11 机集成 12 13 073-020拉力测试设备 93152泄漏检测装置
本裕 扁平马达焊接后耳部拉力测试 本裕 93152泄漏检测 端子盘裁切,自动植入注塑机
13 020-044注塑自动化集成
本裕
参会人员:何经理,周经理,阮声华,徐超 每周会议时间:周五18:00-20:00
Байду номын сангаас
本裕 改装 本裕 MT102-010进胶点整平 本裕 打磨/除油/检测;16pcs/min 本裕 压熔机改装 本裕 增加机械手以自动吸取产品 本裕 本裕 本裕 本裕
卷料送料,自动裁切上料,成品取出,导通、 2015/5/6 高压、端子位置度、针高针低检测 2015/3/15 应用六轴机器人完成加工单元间取放产品自动 2014/8/22 化 新电阻焊接机集成 2015/1/6 2015/5/6 2015/7/2 2014/7/4
自动化项目追踪记录表2015/07/10
序 号 1 2 3 4 5 6 7 8 9 10 设备名称 124系列检测平面度 VBS-HOUSING注在线AOI 检测机 LG支架改装 MT102-010进胶点整平治 具 阿斯莫自动打磨检测机 整改 中达压熔机改装 中小YOKE机械手 DCT300自动化生产设备 喷油器 厂商 检测/加工项目 灿铭 124-001/002/003/004四款产品平面度 智机 成型前检测模具内端子有无/端子摆放位置/成 型后产品及料头 2014/11/28 2015/3/17 2015/3/26 2015/5/5 2015/5/7 申请 日期 2014/4/25 方案设计 预计 / / / 3/17 4/3 5/8 5/8 5/21 / / 1/12 5/8 / / 3/31 3/3 5/5 7/9 实际 / / / 3/17 4/3 5/8 5/8 5/21 / / 1/12 5/8 / / 3/31 3/3 5/5 7/9 机构/电控组装 预计 / / / 3/27 4/30 5/30 5/25 6/18 / / 3/13 5/25 7/15 / 4/25 3/20 5/25 7/20 / 4/25 3/21 5/23 5/25 6/18 / / 3/13 5/25 实际 / / / 3/27 4/30 调试完成 预计 / 4/30 / 3/29 5/30 6/5 5/25 6/23 / / 3/17 5/30 7/18 4/30 4/30 3/22 5/30 7/25 4/30 4/30 3/22 5/27 / / 3/17 5/30 / 3/20 5/30 7/20 5/6 5/7已完成,持续改进 检测:端子位置度/高低PIN/端子裸露点/电测 2015/3/18 MT122-030卷料自动化生 产设备 VBS-COVER检测机增加气 15 密装置 14 16 79999高压导通测试治具 17 18 石子筛子 电流监控器 本裕 MT122-030卷料自动化生产 本裕 增加气密性检测 本裕 7999高压及导通测试 本裕 Ø 2,Ø 3,Ø 4,Ø 5, Ø 6石子筛子 本裕 监测焊接电流,异常报警停机 2015/3/4 2015/4/29 2015/7/9 2015/7/6 2015/7/7 7/15 8/1 8/5 8/7 5/6 3/25 5/30 7/25 3/25 5/30 已完成,持续改善 5/27已完成 采购部件中 待签核订单 设计中 5/30 / 5/25 实际 / / / 3/29 试生产 预计 / / / 3/31 5/30 6/5 5/25 7/3 实际 / / / 3/31 5/30 预计 验收 实际 当前进度状况 供应商效率以改善ok, 待试产验证 已调试ok,待试产验证 超觉改善已完成,待试 产验证结果 已组装ok,待试产 本裕延期,7/20组装完 成 罗课通知暂停,启动待 通知 中YOKE试用中/小YOKE机 械手组装已完成待安装 组装已完成,待陈课通 知现场调试 5/7已送货,待试用确认 已送货,待试机 4/4已送货,试样客户验 证中 改装7/15完成(图纸已 出,询价中) 采购部件中7/20完成
设备安装进度情况表

单位工程名称 破碎车间 筛分车间 粉矿仓 皮带廊
主厂房
浓密池 砂泵站Leabharlann 回水泵房 药剂间 压滤车间分项工程名称 1245重型板式给料机
C80颚式破碎机 GP100M圆锥破碎机
除尘器 1836圆振筛 D1000圆盘给料机 1#皮带机 2#皮带机 3#皮带机 球磨机给矿皮带机 3245球磨机
分级机 1224球磨机 KYF/XCFⅡ-16浮选机 GF-3浮选机
搅拌槽 NZ-9浓缩机
过滤机 旋流器 NZY-38浓缩机 砂泵 回水泵 整套设备 整套设备
设备安装进度表
现施工进度 主机安装已完成
已完成 主机安装已完成
未安装 已完成 已完成 未安装 未安装 未安装 未安装 设备基础处理完成 主机安装基本已完成 已完成 主机安装基本完成 槽体组装完成 未安装 池体安装完成
待完成工程项目 栏板安装未完成 液压站及油管等未安装
主机未安装 提升装置正在安装 部分皮带轮未安装,给矿管中间管等未连接 电机、皮带轮、管未安装
设备未到货 无安装平台 设备未到齐 设备未到货 设备未到货 待钢平台安装后可施工 土建未施工
桥架未完成
设备已到货未安装 部分靶架已就位
未安装 未安装 未安装 未安装
未连接(未到螺栓) 设备未到货
2014年6月20日
说
明
栏板尺寸不符,需整改
地面未做,无安装条件 设备未到货
皮带机未到货 皮带机未到货 皮带机未到货 皮带机未到货 钢平台未完成 提升装置架变形,正在处理
部分零件未到货 设备未全部到货 正在安装(22日可完成)
(精编)设备项目进度计划

计划进度 实际进度
j
8
加工制造
机构加工制造
计划进度 实际进度
j
供应商
9 设 备 外购件ຫໍສະໝຸດ 供应10 商 设 软体开发
外购件 编写设备运行程序
计划进度 实际进度 计划进度 实际进度
j j
供应商 供应商
11
计 加
、 工
机械总装配
设备各部件组立
计划进度 实际进度
j
供应商
12 制 造 电控总装配
、调
13 试 软件试运行
设备项目计划进度表
名称:项目计划进度表 项
目
检验 活动及进度安排
开始时间:2012.3.1 计划完成时间:2012.8.31
负责人:
其他人员:
进度时间
序
号
活动分类
1 设 现状调查 2 备 方案制定
活动项目 输出或项目要求
了解现有网版检验方式
编写检验设备技术要求
进度 1
计划进度 实际进度
j
2012年3月
电控布线及安装 设备试运行
计划进度 实际进度 计划进度 实际进度
j j
供应商 供应商
14
安装调试
安装调试
计划进度 实际进度
j
供应商
15
出厂预验收
出厂预验收
计划进度 实际进度
j
16
设备出厂
设备出厂
计划进度 实际进度
j
17
开箱检验
开箱检验,设备入厂
计划进度 实际进度
j
18
设备定位
设备定位
计划进度 实际进度
计划进度 实际进度
供应商方案及报价评估、技术要求完善
副本30万吨CAPEX提产进度表0701

供货周期两个月
供货周期两个月 供货周期两个月 供货周期两个月
2019.06 .19
2019.07.19
纸质PR单、技术规 待采购发正式招 5.21豁免给
范6/19
标
江纺院
待设计院出具加固 方案
待设备提供图纸由 零星土建施工
2019.06.18
本周技术交流
2019.06.18
2019.7.1南通三 圣(未到)、 7.2南通雷龙
牛文 明
酸站 酸站 酸站 酸站
张严 张严 张严 张严
牛文 牛明文 牛明文 牛明文
明
酸站
何祥 陈学 林博
江纺院
土建 结构加固施工
土建
基础施工
主设备 主体、辅材
2019.06.18
主设备 MEI
设备安装
2019.06.18
管道阀门 仪表 电气
仪电MEI
材料清单 材料清单 材料清单 仪电施工
纸质PR正在走审批流程 纸质PR正在走审批流程 纸质PR正在走审批流程 纸质PR正在走审批流程
11 气系统产能提 暖通
升改造
暖通
李俊 强
暖通
暖通
暖通
电厂
电厂
电厂
12
硫酸厂汽轮机 进汽管道改造
电厂
董国 防
电厂
电厂 电厂 电厂
13
新建危废仓库
内物 流
徐淑 宝
安环
安环
厂区室外消防
14 水管改造
安环
安环
张欣
陈学 博
陈学 博
陈学 博
陈学 博
陈学 博
陈学 博
土建
土建施工
主设备 主体、辅材
主设备 MEI
设备制造进度计划表
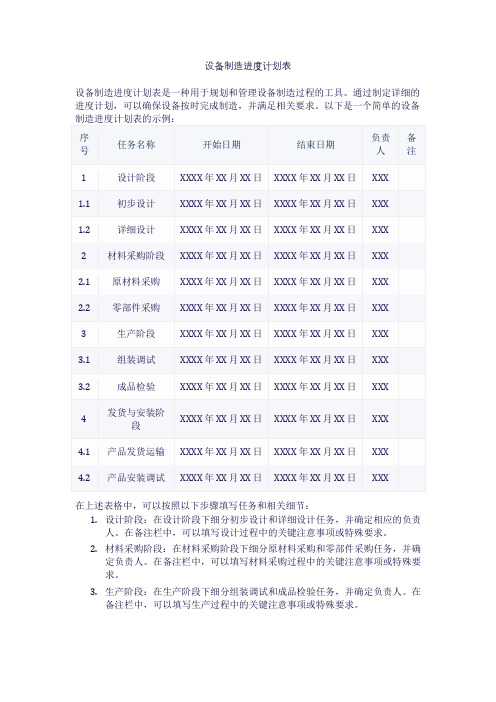
设备制造进度计划表
设备制造进度计划表是一种用于规划和管理设备制造过程的工具。
通过制定详细的进度计划,可以确保设备按时完成制造,并满足相关要求。
以下是一个简单的设备
在上述表格中,可以按照以下步骤填写任务和相关细节:
1.设计阶段:在设计阶段下细分初步设计和详细设计任务,并确定相应的负责
人。
在备注栏中,可以填写设计过程中的关键注意事项或特殊要求。
2.材料采购阶段:在材料采购阶段下细分原材料采购和零部件采购任务,并确
定负责人。
在备注栏中,可以填写材料采购过程中的关键注意事项或特殊要求。
3.生产阶段:在生产阶段下细分组装调试和成品检验任务,并确定负责人。
在
备注栏中,可以填写生产过程中的关键注意事项或特殊要求。
4.发货与安装阶段:在发货与安装阶段下细分产品发货运输和产品安装调试任
务,并确定负责人。
在备注栏中,可以填写发货和安装过程中的关键注意事项或特殊要求。
请注意,上述表格仅为示例,实际应用中可能需要根据设备制造的具体情况和要求进行调整和完善。
此外,还可以根据需要添加其他任务和细节,以确保进度计划的完整性和准确性。
生产管理-进度安排表格
生产管理-进度安排表格目录待料通知单 (2)产品生产前检查表 (3)产品生产量计算表 (4)各批次生产状况记录表 (5)机器工作负荷图表(一) (6)机器工作负荷图表(二) (7)机器生产计划安装表 (9)交货期变更通知单 (10)设备安装计算表 (11)生产故障分析表 (12)生产管理安排核对表 (13)生产进度安排表(一) (14)生产进度安排跟踪表 (15)生产进度安排检查表 (17)生产进度安排控制表 (18)生产进度表(一) (20)生产进度表(二) (21)生产进度表(三) (22)生产进度管理表(一) (22)生产进度平衡图表 (23)1生产进度控制表(一) (25)生产进度控制表(二) (26)生产进度计划表 (27)生产进度计划表(二) (28)生产数量统计表 (29)生产线进度跟踪表 (30)停工报告单 (31)生产状况分析表 (32)生产线进度安排表(二) (33)待料通知单2产品生产前检查表页次3产品生产量计算表4各批次生产状况记录表批号时间5机器工作负荷图表(一)6机器工作负荷图表(二)789交货期变更通知单通知单位制造号码产品名称规格生产数量年月日主管:经办:10设备安装计算表11生产故障分析表通知单位制造号码产品名称规格生产数量年月日12生产管理安排核对表第页13生产进度安排表(一)拟定日期14核准拟订生产进度安排跟踪表15资供应状况16生产进度安排检查表制造号码17。
生产线产品进度安排格
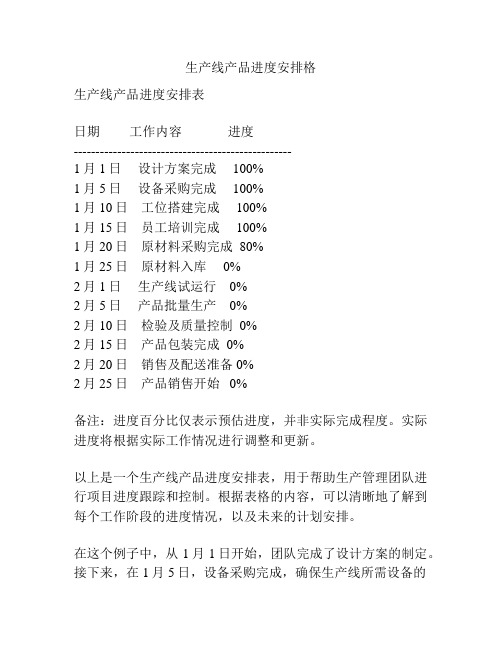
生产线产品进度安排格生产线产品进度安排表日期工作内容进度--------------------------------------------------1月1日设计方案完成 100%1月5日设备采购完成 100%1月10日工位搭建完成 100%1月15日员工培训完成 100%1月20日原材料采购完成 80%1月25日原材料入库 0%2月1日生产线试运行 0%2月5日产品批量生产 0%2月10日检验及质量控制 0%2月15日产品包装完成 0%2月20日销售及配送准备 0%2月25日产品销售开始 0%备注:进度百分比仅表示预估进度,并非实际完成程度。
实际进度将根据实际工作情况进行调整和更新。
以上是一个生产线产品进度安排表,用于帮助生产管理团队进行项目进度跟踪和控制。
根据表格的内容,可以清晰地了解到每个工作阶段的进度情况,以及未来的计划安排。
在这个例子中,从1月1日开始,团队完成了设计方案的制定。
接下来,在1月5日,设备采购完成,确保生产线所需设备的到位。
然后,在1月10日,工位的搭建完成,为后续的生产做好准备。
同时,也要对员工进行必要的培训,以确保他们熟悉并掌握生产线操作。
在1月15日,员工培训任务完成。
接下来的工作是原材料的采购。
在1月20日,已经完成了80%的原材料采购任务,剩余部分将在稍后的日期内完成并入库。
2月1日开始,将进行生产线的试运行,以确保设备的正常运转。
接下来,从2月5日开始,将进入产品的批量生产阶段。
紧接着是检验及质量控制,确保产品的质量符合标准。
在2月15日,产品包装任务完成,准备开始销售和配送的准备工作。
最后,在2月25日,产品销售正式开始。
需要注意的是,以上进度仅为预估值,并不代表实际完成情况。
在实际工作过程中,可能会出现各种意外情况导致进度的延迟或提前,因此需要在实际工作中及时进行跟踪和调整,确保最终项目能够按时完成。
生产线产品进度安排在上文所述的生产线产品进度安排表中,我们对整个生产过程进行了初步的计划和安排。
设备加工制作进度表

设备加工制作进度表
工序名称序号分部分项内容完成部门进度时间
设备生产图1设备系统图技术部
合同签订后
2天
2二次接线图技术部
3设备外形图技术部
4设备装配图技术部
设备制作材料、部件清单编制1设备壳体钢板、型材材料清单技术部2天2设备配套外协、外购件清单技术部2天3设备二次材料清单技术部4天4设备油漆防腐材料清单技术部2天
设备制作材料、部件采购1设备外壳钢板、型材材料采购采购部3天2设备配套外协、外购件采购采购部,副总
办
11天3设备二次材料采购采购部2天4设备油漆防腐材料采购采购部2天
设备制作装配1设备壳体拼装、制作壳体事业部4天2设备配套外协、外购件的装配、
组装
制品部2天3工艺管道、阀门、紧固件的装配、
组装
制品部2天4设备的油漆防腐制品部1天
设备的试验、验
收1设备外形尺寸检验质检部1天2设备整体质量检验(包括油漆防
腐)
质检部1天
设备运送1设备运输到施工现场运输部3天
设备指导安装、调试、试电、运
行1指导安装技术部
按具体项目
规模
2调试、试电技术部2
3运行技术部2。
智能化施工设备及施工进度表

序号
仪器设备
名 称
型号
规格
数量
国别
产地
制造
年份
已使用台
时 数
用途
备注
1
电缆认证测试仪
FLUKEDSP4300
1
美国
2015
50
测量
2
电缆认证测试仪
FLUKEDSP100
1
美国
2015
40
测量
3
线缆认证测试仪
LANTEK
1
美国
2015
40
测量
4
测通器
能手
4
中国
工程勘测
工程设计
布管布线
设备安装
成品保护
系统调试
工程验收
普工
2
8
6
技工
1
2
6
2
3
2
工程师
1
2
2
2
2
2
安全员
1
1
1
1
1
1
1
质检员
1
1
1
3
2
2
附表四: 计划开、竣工日期和施工进度网络图
1.投标人应递交施工进度网络图或施工进度表, 说明按招标文件要求的计划工期进行施工的各个关键日期。
2. 施工进度表可采用网络图和(或)横道图表示。
6
安装设备
7
探头位置再校核
8
探头的调整
9
单机调试
10
系统调试
11
开机试运行
12
系统验收
序号
工序名称
计划天数
计划开工日期
非标自动化设备项目进度表道客巴巴
非标自动化设备项目进度表道客巴巴摘要:1.项目背景与目标2.项目进展情况3.项目关键节点4.项目风险与应对措施5.下一阶段工作计划正文:一、项目背景与目标随着科技的快速发展,非标自动化设备在各行各业中的应用越来越广泛。
为了提高生产效率、降低生产成本,道客巴巴公司决定开展非标自动化设备项目。
项目旨在研发具有高性能、高稳定性、高可靠性的非标自动化设备,以满足市场需求。
二、项目进展情况项目自启动以来,已经完成了以下阶段的工作:1.需求分析:项目团队收集了客户需求,明确了非标自动化设备的功能、性能和技术指标。
2.方案设计:项目团队针对需求分析结果,进行了详细的方案设计,包括设备结构、工作原理、电气控制系统等。
3.零部件选型与采购:项目团队根据方案设计,完成了零部件的选型和采购工作。
三、项目关键节点项目关键节点如下:1.设备装配:完成所有零部件的装配,确保设备结构稳定、运行顺畅。
2.设备调试:对设备进行功能性试验,确保设备性能达到设计要求。
3.设备验收:客户对设备进行验收,确认设备满足需求。
四、项目风险与应对措施项目过程中可能存在以下风险:1.技术风险:设备设计、制造和调试过程中可能出现技术难题。
应对措施:加强技术团队的培训和交流,提高技术水平,及时解决技术问题。
2.供应链风险:零部件采购可能出现延误或质量问题。
应对措施:建立稳定的供应商合作关系,加强采购过程中的质量控制。
3.客户需求变更风险:客户可能在项目过程中提出需求变更。
应对措施:及时与客户沟通,调整项目计划,确保满足客户需求。
五、下一阶段工作计划1.完成设备装配和调试工作,确保设备性能达标。
2.配合客户进行设备验收,解决验收过程中出现的问题。
3.对项目过程进行总结,提炼经验教训,为后续项目提供借鉴。
通过以上分析,我们可以看到道客巴巴公司的非标自动化设备项目正按计划稳步推进。
高压开关设备生产流程表
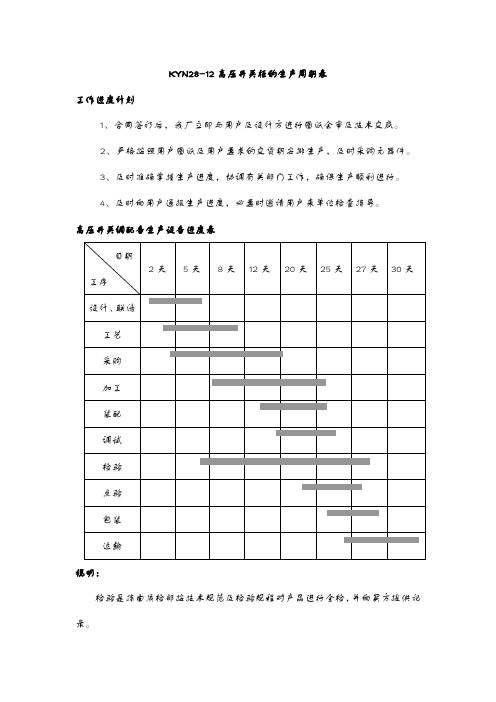
KYN28-12高压开关柜的生产周期表
工作进度计划
1、合同签订后,我厂立即与用户及设计方进行图纸会审及技术交底。
2、严格按照用户图纸及用户要求的交货期安排生产,及时采购元器件。
3、及时准确掌握生产进度,协调有关部门工作,确保生产顺利进行。
4、及时向用户通报生产进度,必要时邀请用户来单位检查指导。
高压开关调配备生产设备进度表
说明:
检验是指由质检部按技术规范及检验规程对产品进行全检,并向买方提供记录。
点验是指由总工程师牵头,由质检部、技术部会同需方代表参加根据合同要求进行检查和验收。
包装、运输根据用户要求进行,在交货截止日期前送达用户现场。
湖北世纪森源电气有限公司
日期:2012年08月28日。
大修机床进度表
大修机床进度表摘要:一、引言二、大修机床进度表的制定1.确定大修项目及时间安排2.分析工作量及人力资源3.制定详细的进度计划三、大修机床进度表的执行1.按照计划分配工作任务2.确保各个环节的顺利进行3.及时调整进度计划四、大修机床进度表的监控与调整1.定期检查项目进度2.分析存在的问题及原因3.采取措施进行调整和优化五、大修机床进度表的总结与反馈1.评估整个大修过程2.总结经验教训3.为今后的工作提供借鉴正文:在我国的制造业中,机床是关键的设备,定期对机床进行大修是保证生产效率和产品质量的重要环节。
为了确保大修工作的顺利进行,我们需要制定一份科学合理的大修机床进度表。
首先,我们需要制定大修机床进度表。
这一步骤包括确定大修项目及时间安排,分析工作量及人力资源,制定详细的进度计划。
通过对机床进行全面检查,了解设备的状态,明确大修项目。
同时,根据设备的使用情况、损坏程度以及企业的生产计划,合理安排大修时间。
对于工作量较大的项目,应适当分配多的人力资源,确保大修工作的顺利进行。
其次,按照大修机床进度表执行。
将工作任务分配给各个责任部门,要求各部门按照计划完成任务。
在大修过程中,要确保各个环节的顺利进行,如零部件的采购、设备的拆卸与组装、调试等。
同时,要密切关注进度,及时发现并解决可能出现的问题,确保整个大修过程的顺利进行。
然后,对大修机床进度表进行监控与调整。
定期检查项目进度,分析存在的问题及原因,采取措施进行调整和优化。
如遇到突发情况,如零部件供应商延迟交货等,应及时调整进度计划,确保大修工作的顺利进行。
最后,对大修机床进度表进行总结与反馈。
在项目完成后,对整个大修过程进行评估,总结经验教训,为今后的工作提供借鉴。
同时,可以将大修机床进度表作为评价责任部门工作绩效的依据,为今后的项目提供参考。
总之,制定和执行大修机床进度表是确保机床大修工作顺利进行的关键。