表面处理报价手册
电镀加工价格表【精选文档】
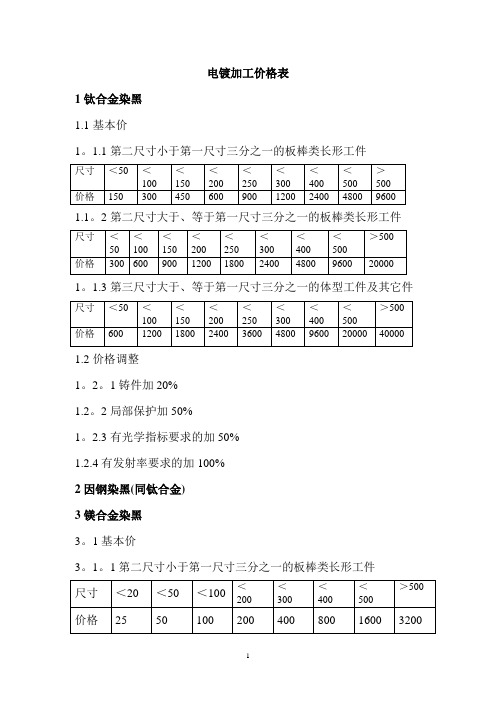
电镀加工价格表1钛合金染黑1.1基本价1。
1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件1.1。
2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件1。
1.3第三尺寸大于、等于第一尺寸三分之一的体型工件及其它件1.2价格调整1。
2。
1铸件加20%1.2。
2局部保护加50%1。
2.3有光学指标要求的加50%1.2.4有发射率要求的加100%2因钢染黑(同钛合金)3镁合金染黑3。
1基本价3。
1。
1第二尺寸小于第一尺寸三分之一的板棒类长形工件3.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件3。
1。
3第三尺寸大于、等于第一尺寸三分之一的体型工件3。
2价格调整3。
2。
1铸件加50%3。
2。
2有光学指标的加50%3.2。
3局部保护加100%3.2。
4有发射率要求的加100%4铝合金氧化处理4。
1普通阳极氧化4。
1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件4。
1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件4。
1。
3第三尺寸大于、等于第一尺寸三分之一的体型工件4.2价格调整4.2。
1有外观状态要求的在4。
1基础上加100%4。
2。
2有尺寸精度要求的在4。
2.1基础上加100%4。
2.3有三防要求的加4。
2。
2基础上加100%4.2.4铸件加50%4.2.5局部保护加100%4.2。
6有吸收率要求的加100%4。
2。
7有发射率要求的加100%4。
3导电氧化4.3.1第二尺寸小于第一尺寸三分之一的板棒类长形工件4。
3.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件4.3.3第三尺寸大于、等于第一尺寸三分之一的体型工件4.4价格调整4.4.1有外观状态要求的在4.3基础上加100%4.4.2有尺寸精度要求的在4.4。
1基础上加100%4.4.3有三防要求的加4.4。
2基础上加100%4.4.4铸件加50%4。
4.5局部保护加100%4。
4.6有电导率要求的加100%4.5硬质氧化4.5.1第二尺寸小于第一尺寸三分之一的板棒类长形工件4。
表面处理报价手册

零件的表面涂层厚度为:15ц m以上,零件 经过中性盐雾试验,试验周期为800h, 适用于螺钉的表面处理,耐腐蚀能力好. 试验后其评定等级为6级. 除去表面的残留污物,微小毛刺和氧化 适用于热处理件表面,轧制件表面,锻造 层,以获得活性表面,提高镀层、涂层和 件表面,焊接件表面,铸件表面等含有氧 粘接件之间的附着力,是工件表面涂覆前 化层的表面. 的预处理.
5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5ц m以上,零件 化学镀镍的表面镀层硬度较高,抗蚀性 经过中性盐雾试验,试验周期为48h,试 比电镀镍好,化学镍层的外观与不锈钢 验后其评定等级为6级. 相似.
供应商;向阳
8
表面镀铬
Chrome,6cr+
1.8元/平方分米
零件的表面涂层厚度为:总厚度10ц m以 上,零件经过中性盐雾试验,试验周期为 镀铬工序:需先镀铜,然后镀镍,最后镀铬. 供应商;思威特 96h,试验后其评定等级为6级.
REV0.1
1/3
工程报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 1.红色,125元/平方米,其 他颜色,115元/平方 米.2.160元/平方米. 表面质量说明 其他工艺说明 备注 供应商;1.舜仕 杰。2.川港
供应商;向阳
2
表面皮纹喷塑
Texture powder coat
0.55-0.6元/平方分米
供应商;向阳
3
表面电泳漆
Electrical coat
电镀单价

一、吊镀价格(仅供参考,以时价为准)
二、原材、型材镀锌价格:1—1.5元/Kg
三、滚镀价格
注:滚镀锌件以面积计价时,单件10dm?以下的价格5元,10dm?以上的,每增加1dm?加价0.25元,
例:20dm?价格为7.5元。
滚镀镍件以面积计价时,单价10dm?以下的价格12.5元,10dm?以上的,每增
加1dm?加价0.6元,例:20dm?价格18.5元。
四、装饰镀铬价格
五、镀硬铬价格
镀层厚度(μm)元/10μm.dm?
10丝 2
10—100(每丝) 1.5
大于100(每丝)0.7
六、发兰、磷化、酸洗价格
种类基体元/Kg 元/dm? 发兰铁 1.5 0.15
磷化铁 1.5 0.15
酸洗铁0.65 0.15
酸洗铜 2 0.25
酸洗钝化不锈钢——0.3 七、研磨、抛光、光亮价格(元/dm?)
种类研磨抛光光亮
一般复杂一般复杂一般复杂
黑色金属0.3 0.5 0.2 0.3 0.2 0.3 有色金属0.3 0.5 0.2 0.3 0.2 0.3 合金不锈钢0.4 0.6 0.3 0.5 ————硬铬件0.6 0.7 0.6 0.7 ————
八、铝阳极氧化
种类元/dm?
草酸氧化 6
铬酸氧化 2.5
硫酸氧化0.4
九、化学镀镍4元/dm
十、热喷锌1元/dm。
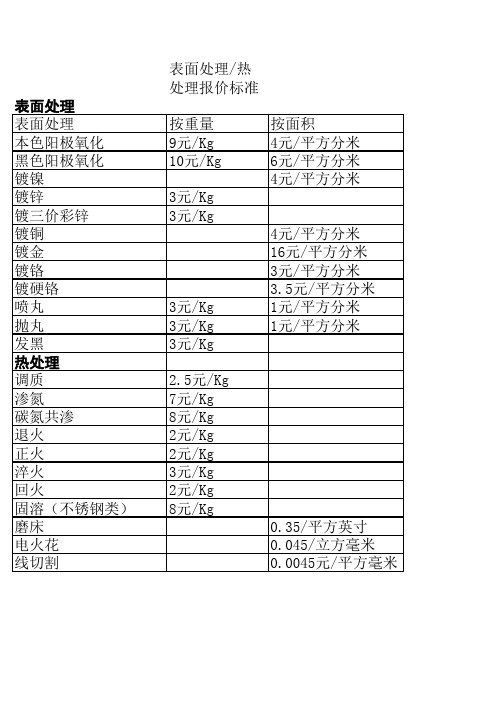
报价标准
Байду номын сангаас
3元/Kg 3元/Kg 3元/Kg 2.5元/Kg 7元/Kg 8元/Kg 2元/Kg 2元/Kg 3元/Kg 2元/Kg 8元/Kg
0.35/平方英寸 0.045/立方毫米 0.0045元/平方毫米
备注 镀5-8um 镀5-8um 镀8-12um 镀8-12um 镀3-5um 镀3-5um 镀5-8um
镀5-8um
五金产品报价及模具评估

五金产品报价及模具评估一、有关五金材料的常用密度如下(单位:kg∕dm3)1.铜(8.9)2、铁(7.85)3、钢(7.93)4、铝(2.75)5.、双金属片(8.50)二.常用五金材料的代号1.铜料:CU2、铁料:FE3、铝料:AL4、不锈钢料:SUS301(304)5、单光铁料:SPCe(热扎板)6、电解板:SECC(冷才饭)7、镀锌铁板:SGCC8、黄铜:BRASS9、青铜:BRONZE三、有关五金产品重量计算方法如下产品重量G=VXP其中V=TXWXP或V=SXh(圆形)四.常用表面处理工艺价格如下1.电铜银:10元∕kg2、电彩锌:3.5元∕kg3、电银:10元∕kg4、电锡:18元∕kg5、电金(滚电):650元/kg或0.7元∕PCS(最低消费)6、渗碳:16元∕kg7、热处理最低消费:6.7kgQ2元/kg)8、葡囱雕字最低消费:120元或10元/字9、电火花最低消费:150元五、常用五金材料价格如下(仅供参考)1.青铜:42元∕kg2、不锈钢:30元∕kg3、磷铜:55元∕kg4、单光铁:6元∕kg5、双金属片:280元∕kg6、铝:25元∕kg六.五金轧啤加工报价表设备名称规格加工费工模维修费维修连加工单发80吨$0.120$0.010$0.07/0.130单发63吨$0.100$0.010$0.05/0.110单发40吨$0.080$0.008$0.045/0.088单发25吨$0.080$0.006$0.04/0.086单发10吨$0.050$0.004$0.03/0.054单发 6.3吨$0.050$0.004$0.02/0.054连发16~25吨$0.015$0.004$0.02/0.019连发 6.3~10吨$0.010$0.002$0.015/0.012连发25吨$0.015$0.004$0.019/0.019连发40吨$0.020$0.006$0.025/0.026高速自动啤20吨$0.012$0.010$0.01/0.022手啤60磅~15磅$0.040$0.002$0.03/0.042液压100吨$0..250$0.050$0.0300七、五金产品报价举例如下(连续模一出一)材料单价:0.0194kgX6.5元∕kg=0.126元/PCS加工费:0.03元/PCS电镀(银):0.18元/个运输包装等:0.003元/个合计:0.34元/个其中技工费按180元/天〃I小时,设计费按40元/天/八小时。
表面处理成本分析方法
表面处理成本分析方法表面处理成本分析方法(阳极、电镀)表面处理工艺相信做有色金属产品加工的朋友都很熟悉吧!现在我介绍一下在深圳一些表面处理公司的报价方式,也许会对大家有些帮助!表面处理阳极处理是铝合金比较常见的处理方式,它的计算是这样的,按照平方计算:比如很多厂家30RMB/平方,产品镀层厚度约5u~8u,我们产品的面积假如是0.458平方,那么价格应该是:0.458*30=13.74RMB/PCS(这个价格是现在深圳最新价格)电镀银(铝合金)的价格计算是按照每u1.3元/平方分米计算的,我们产品电镀是镀银(华为代码T004)铜底+镍底+银,镀层厚度5u~7u,产品面积为0.267(平方分米),计算方式如下:1.3(每u1.3元/平方分米)*6(5u~7u)*0.267(产品面积)=2.0826RMB/PCS还有别忘记加上不良率这样更准一些阳极处理与电镀常识2007-09-15 11:16:18阳极处理与电镀常识阳极处理是化成皮膜(Conversion Coating)技术的一种,根据ASTM的定义化成皮膜指的是利用化学或电化学处理,使金属表面生成一种含有该金属成份的皮膜层,例如锌的铬酸盐皮膜处理,钢铁的磷酸盐皮膜处理,铝合金的阳极处理等,欲施行化成皮膜处理的金属,其形成的化合物或氧化物必须不具水溶性,同时也不是粉状物,亦即必须是连续皮膜。
一般铝合金很容易氧化,氧化层虽有一定钝化作用,但长期曝露之结果,氧化层仍会剥落,丧失保护作用,因此阳极处理的目的即利用其易氧化之特性,藉电化学方法控制氧化层之生成,以防止铝材进一步氧化,同时增加表面的机械性质。
阳极处理阳极处理为一种电解过程,提供镀层金属的金属片作用有如阳极,电解液通常为镀着金属的离子溶液,被镀物作用则有如阴极。
阳极与阴极间输入电压后,吸引电解液中的金属离子游至阴极,还原后即镀着其上。
同时阳极的金属再溶解,提供电解液更多的金属离子。
某些情况下使用不溶性阳极,电镀时需添加新群电解液补充镀着金属离子。
表面处理报价函

表面处理报价函
尊敬的客户,
感谢您选择使用我们的表面处理服务。
我们很高兴向您提供以下表面处理报价:
1. 镀铬处理:20元/平方米
2. 烤漆处理:15元/平方米
3. 电泳涂装处理:25元/平方米
4. 镀锌处理:30元/平方米
以上报价为未包含税费的价格,并且仅供参考。
具体价格可能根据您的项目要求、处理面积和材料的不同而有所调整。
请注意,报价中不包括任何额外费用,如运输费用、包装费用等。
如果您有其他需求或特殊要求,我们将根据您的具体需求提供个性化的报价。
我们的表面处理服务提供高品质的处理效果,并且我们拥有经验丰富的团队和先进的设备来确保您的项目得到最佳的处理结果。
如果您有任何疑问或需要进一步的信息,欢迎随时联系我们。
我们期待为您提供卓越的表面处理服务。
谢谢!
此致。
表面处理的报价

5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5ц m以上,零件 化学镀镍的表面镀层硬度较高,抗蚀性 经过中性盐雾试验,试验周期为48h,试 比电镀镍好,化学镍层的外观与不锈钢 验后其评定等级为6级. 相似.
报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 表面质量说明 其他工艺说明 备注
1
表面光亮喷塑
Powder coat
0.5-0.55元/平方分米
1.根据零件表面积的大小,零件单价可相 喷塑层的厚度要求: 0.06-0.18mm,经过 应减少,大平面的零件单价可为0.45-0.5 中性盐雾试验,试验周期为96h,试验后 元/平方分米.2.表面喷塑后,零件上的螺 其评定等级为6级。 纹孔需回攻. 1.根据零件表面积的大小,零件单价可相 喷塑层的厚度要求: 0.06-0.18mm,经过 应减少,大平面的零件单价可为0.5-0.55 中性盐雾试验,试验周期为96h,试验后 元/平方分米.2.表面喷塑后,零件上的螺 其评定等级为6级。 纹孔需回攻. 电泳漆涂装由于其覆盖和分散能力远优 零件的表面涂层厚度为:18~25ц m,零件 于大多数电镀工艺,所以其防锈能力优 经过中性盐雾试验,试验周期为96h,试 于大多数电镀层。与喷涂装相比,具有 验后其评定等级为10级. 涂装料利用率高,对环境污染小等优点.
0.4-0.5元/平方分米 1-1.2/平方分米
零件的表面涂层总厚度为:8ц m以上,零 对于一般铝制品零件的表面做阳极氧化 件经过中性盐雾试验,试验周期为96h, 处理. 试验后其评定等级为6级. 零件的表面涂层厚度为:50ц m以上,零件 此种表面处理后,表面有较高的硬度,优 经过中性盐雾试验,试验周期为100h以 良的耐磨性,耐热和绝缘性能,极好的抗 上,试验后其评定等级为10级. 腐蚀性. 零件的表面涂层厚度为:15ц m以上,零件 黑氮氧化后,表面有较高的硬度,优良的 经过中性盐雾试验,试验周期最小为 耐磨性,耐疲劳性能,极好的抗腐蚀性. 100h,试验后其评定等级为10级. NA 零件的表面涂层厚度为:3ц m,零件经过 中性盐雾试验,试验周期为1h,试验后 其评定等级为6级. 零件的表面涂层厚度为:8ц m以上,零件 经过中性盐雾试验,试验周期为400h以 上,试验后其评定等级为6级. NA 此种表面处理,耐腐蚀能力较差,一般用 在表面要求不高的零件.
表面处理的报价

5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
2.5元/平方分米
NA
供应商;超联
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5ц m以上,零件经 化学镀镍的表面镀层硬度较高,抗蚀性比 过中性盐雾试验,试验周期为48h,试验 电镀镍好,化学镍层的外观与不锈钢相 后其评定等级为6级. 似.
供应商;向阳
8
表面镀铬
Chrome,6cr+
1.8元/平方分米
零件的表面涂层厚度为:总厚度10ц m以 上,零件经过中性盐雾试验,试验周期为 镀铬工序:需先镀铜,然后镀镍,最后镀铬. 供应商;思威特 96h,试验后其评定等级为6级.
REV0.1
1/3
报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 1.红色,125元/平方米,其他 颜色,115元/平方米.2.160 元/平方米. 表面质量说明 其他工艺说明 备注 供应商;1.舜仕 杰。2.川港
供应商;超联
11
表面硬质阳极氧化
Hard anodize
5-6元/平方分米
/
12
表面黑氮氧化
Nitrification oxide
9-10元/Kg
欧本
13
酸洗,磷化
acid washing
0.15元/平方分米
供应商;向阳
14
表面发黑
Nigrescence
1.5元/Kg
零件的表面涂层厚度为:3ц m,零件经过中 此种表面处理,耐腐蚀能力较差,一般用在 性盐雾试验,试验周期为1h,试验后其评 表面要求不高的零件. 定等级为6级. 零件的表面涂层厚度为:8ц m以上,零件经 过中性盐雾试验,试验周期为400h以上, 适用于螺钉的表面处理,耐腐蚀能力好. 试验后其评定等级为6级.
表面处理报价手册

铣管子端面圆弧,1.5分钟/ 根据圆弧的大小,零件的加工工时相应的增 个 减10-20%. 二氧化碳保护焊,250300mm/分钟。
NA
设备用普通铣 床,数控铣床
12
焊接
welding 氩弧焊,80-100mm/分钟
焊接走直线焊缝,焊接速度为300mm/分, 如:一个复杂的主框架,按焊接要求计 一个零件最少焊 一般结构的零件乘系数2倍,复杂结构的零 算焊缝的总长度为1000mm,则焊接时间为 接工时为1分. 件乘系数3倍. 1000/300*3=10分. 焊接走直线焊缝,焊接速度为100mm/分, 一般结构的零件乘系数2倍,复杂结构的零 件乘系数3倍. 根据零件的复杂程度而定,一般零件乘系 数1.5倍,复杂零件乘系数2倍. 切割面积=切割周长*材料厚度 A.材料T=1MM,13元/M, B.材料T=2,19元 /M, C.材料T=3MM,25元/M, D.材料 T=4MM,29元/M, E.材料T=5-6MM,37元/M, F.材料T=7-8MM,47元/M, G.材料 T=10MM,65/M. A.材料T=1MM,15元/M, B.材料T=2,25元 /M, C.材料T=3MM,36元/M, D.材料 T=4MM,48元/M, E.材料T=5-6MM,58元/M, F.材料T=7-8MM,70元/M. 三元/分,80冲次/分,计算零件数冲工 时,需先计算数冲冲次,冲次需根据零件 的数冲周长及冲孔数来计算. 折弯长800MM算一次,折弯长不足800MM也 算一次,大于800MM算两次. 如:一个简单的零件,按焊接要求计算 一个零件最少焊 焊缝的总长度为300mm,则焊接时间为 接工时为1.5分. 300/80*2=7.5分. 如:一个简单的焊接零件,焊缝长度为 一个零件最少打 500MM,则工时为500/500*1.5=1.5分 磨工时为0.5分. 如:一个零件的外形周长为1000MM,零件 厚度为10MM,则切割价格为 1000*10/1200*6=50元. 供应商:龙晔
钕铁硼电镀表面处理价目表

宁波市镇海创业电镀有限公司
注: 1、对表面进行电泳.喷塑.喷漆的产品需加锌底或镍铜底的,相应加上镀锌或镀镍价格。
电泳产品单件面积不足200m㎡按200m㎡计算。
2、单件加工面积>1000m㎡的加工费上浮25%;单件加工面积>3000m㎡的加工费上浮
50%;单件加工面积>6000m㎡的加工费上浮90%;电泳面积不上浮。
3、大批量有表面张力(濡湿)要求的订单,系数上浮15%
4、环形零件内孔直径≤φ6的,加工面积按无孔计算。
5、镀蓝锌产品,镀层厚度要求在6um以上的,加工费系数上浮至0.000052。
6、单独做濡湿处理,水煮实验处理的按其镀层种类单价系数的15%计算。
5、表面处理后的产品未达到要求的作无条件返工,返工不计加工费。
6、有厚度要求的镀金产品价格另定,具体根据厚度要求及金价确定。
7、统计加工单价,小数点后保留三位数;第四位四舍五入;当小数点后一、二位是零
时,保留小数点后四位。
但合计时依旧保留小数点二位。
8、当原辅材料、人工、环保及其他成本有较大变化时,参照同行业水平另行调整。
9、本价目表2012年 5 月 1 日开始执行。
二、报废率、遗失率规定:
注1:废品率与遗失率每单结清,不作累计。
超废按0.20元/克赔偿;超遗失统一按
0.30元/克赔偿。
表面处理-技术手册

技术手册油漆涂装施工 (1)一、表面处理 (1)二、漆膜厚度 (1)三、干膜厚度的测量 (1)四、涂覆方法 (2)1、刷涂 (2)2、滚涂 (2)3、空气喷涂(传统式) (2)4、空气喷涂(带压力罐) (3)4、高压无气喷涂 (3)5、涂覆时的各种条件 (4)常用换算及公式 (5)一、常用单位的换算 (5)二、涂料用量简单计算 (6)三、湿膜厚度的控制 (6)四、漆膜重量的计算 (6)五、钢板面积的计算 (7)五、管道面积的计算方法 (7)六、钢梁及角钢面积的估算 (8)表面处理 (9)一、前言 (9)二、锈蚀等级标准 (9)1、钢丝刷除锈标准- St (9)2、喷砂除锈标准- Sa (9)三、表面处理方法和设备的确认 (10)1、去除疏松油漆和厚锈 (10)2、机械钢丝刷除锈 (10)3、手工钢丝刷 (10)4、机械砂轮打磨 (10)5、喷砂除锈 (11)6、喷砂除锈注意事项 (11)7、湿喷砂处理/喷砂浆处理 (12)8、高压水喷射 (12)9、施工于完整油漆上的表面处理 (13)10、铝质和镀锌钢材的预处理 (13)11、混凝土墙体表面 (13)11、混凝土地面 (14)12、安全注意事项 (14)四、涂装前的钢铁表面处理 (15)1、喷砂除锈 (15)2、车间底漆的涂装 (15)3、底漆涂装前的准备 (15)五、涂装的注意事项 (15)1.、膜厚的控制 (15)2. 涂料的配制 (16)3、稀释剂的使用 (16)4、涂装的间隔 (16)5、涂膜的异常 (16)6、涂装环境 (16)7、漆膜的完全固化 (17)六、涂料及涂膜产生弊病的原因 (17)1、涂料本身的质量 (17)2、施工基层状况 (17)3、涂装工艺 (17)4、施工操作 (17)5、施工环境 (17)油漆涂装施工金属的腐蚀与破坏都是从表面开始,假如在它的表面与介质之间插入稳定的或耐蚀的物质,使金属表面与介质不能接触,金属的腐蚀便会停止。
表面处理费用汇总

S0201 本体 C.P(SC0) S0201 本体 C.P(SC0) H1101 本体 C.P(SC0) Q1201 上档片 C.P(SC0) Q1201 本体 C.P(SC0) Q1201 盖子 C.P(SC0) AQ 莲蓬头本体 C.P(SC0) 龙头把手按钮 C.P(SC0) 龙头把手本体 C.P(SC0) 1501 花洒本体 C.P(SC0) H2101 本体 C.P(SC0) H2101 转盘 C.P(SC0) H2101 转盘 C.P(SC0) H2101 转盘 C.P(SC0) H2201 本体 C.P(SC0) H2201 转盘 C.P(SC0) H2601 止转圈 C.P(SC0) H2601 本体 C.P(SC0)
H0901 本体 C.P(SC0)
03 手
1023
切换把
C.P(SC0)
S0101 本体 C.P(SC0)
27364.1 29148.1 5184.3 5460 13433.6 16420.5
2.9 0.5 1.35
0.2 0.15
8 10051A0A-2D1C 球头固定螺母 C.P(SC0) 3545.8 2182.5
20279.2 18233.3 9079.1 12382.5 2057.1 3095.3 2057.1 3095.3 2057.1 3095.3 2057.1 3095.3 2057.1 3095.3 10035.3 14723.6 10035.3 14723.6 10035.3 14723.6 10035.3 14723.6 10035.3 14723.6 10035.3 14723.6 10035.3 14723.6 10035.3 14723.6 2057.1 3358.3 2057.1 3358.3 2464.8 2549.9
覆膜工序工价表

表面处理工段工价表(试行)
一、工价
1、东科全自动
项目规格0.4m2以下0.4m2及以上
进料方向尺寸≤对边尺寸进料方向尺寸≥对边尺寸
工价0.007元/张0.018元/m2
0.018×3
对边尺寸
进料尺寸元/m2难度系数 1.0、1.2两档
2、武龙全自动:工价与东科全自动工价一致。
3、半自动:按东科全自动的1.4倍计算。
二、说明
1、换规矩按1000张计算,换膜不算;
2、工价:精确到小数点后4位数,四舍五入
3、工序产量统计方法:0.4m2以下(不含)只统计张数;0.4m2及以上按规格统计平米(1)张数统计方法:
当进料尺寸≤对边尺寸时,n统计=n核算印次×难度系数
当进料尺寸>对边尺寸时,n统计=n核算印次×3
对边尺寸
进料尺寸×难度系数
(2)平米计算方法
当进料尺寸≤对边尺寸时
A 0.4m2及以下,统计平米=n核算印次×0.4m2×难度系数
B0.4m2以上,统计平米=n核算印次×单位平方米×难度系数
当0.4m2及以下,进料尺寸>对边尺寸
统计平米=n核算印次×单位实际面积×3
对边尺寸
进料尺寸
4、难度系数:哑膜、红枣外箱的双卷膜按1.2倍计算
三、设备保养
1、东科全自动设备保养按2600张/小时计算
2、武龙全自动设备保养按2600张/小时计算
3、半自动设备保养按1700张/小时计算
4、过油机按2200张/小时计算
5、单价按0.4m2以下计算。
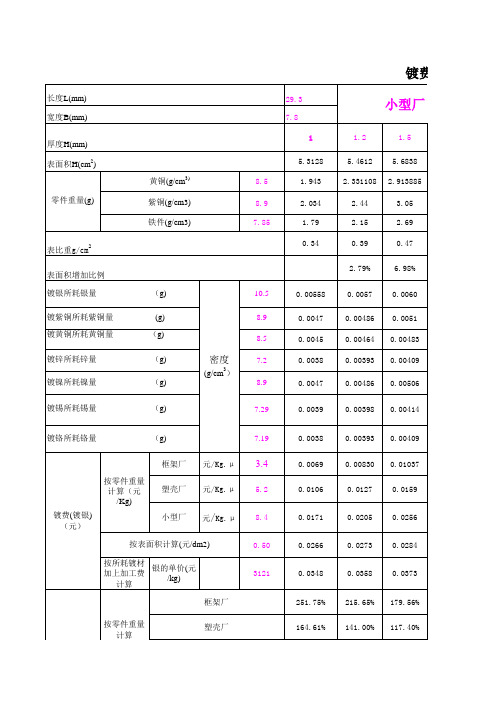
电镀计价
65.54%
65.54% 65.54%
按所耗镀银+加工费计算
50.00%
50.00% 50.00%
按所耗镀银计算每公斤零件的镀银价格(元/Kg)
8.56
7.33
6.10
按所耗镀银+加工费计算每
公斤零件的镀银价格(元 耗银是总的镀费的比例 0.6
/Kg)
14.27
12.22
10.17
按表面积计算每公斤零件的镀银价格(元/Kg)
0.00441 0.00468 0.00495 0.00523 0.00550 0.00604 0.00658 0.00766 0.01145
0.00435 0.00462 0.00489 0.00515 0.00542 0.00595 0.00649 0.00755 0.01129 0.01383 0.01729 0.02075 0.02420 0.02766 0.03458 0.04149 0.05532 0.10373 0.0212 0.0264 0.0317 0.0370 0.0423 0.0529 0.0635 0.0846 0.1587
2~4
漏电
6.26
0.65
0.50%
50%
40*15*3
58%
4~6
塑壳
5.02
0.94
35.00%
65%
100*35*5 37%
12~16
框架
3.2
1.65
20.00%
80%
200*100*15
供应商电镀报价
镀银零件厚度 零件主要适
(mm)
用范围
镀银单价 (元/kg)
镀银单价 银占镀费比 加工费占镀费
钣金报价基准
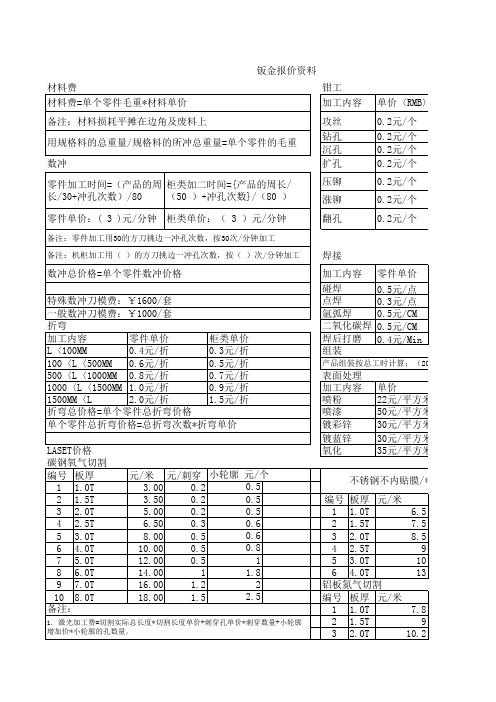
7.8 9 10.2
2. 工件中有孔径小于板厚1.5倍的轮廓(称小轮廓)时,因为小轮廓 加 工速度需要使用慢速加工,对于小轮廓需要额外收费
4 5
2.5T 3.0T
10.8 12
单价〈RMB〉.2元/个源自.2元/个 .2元/个 .2元/个
.2元/个
.2元/个
.2元/个
柜类单价 0.3元/点 0.2元/点 0.3元/CM 0.3元/CM 0.3元/Min
数冲总价格=单个零件数冲价格 特殊数冲刀模费:¥1600/套 一般数冲刀模费:¥1000/套 折弯 加工内容 零件单价 柜类单价 L〈100MM 0.4元/折 0.3元/折 100〈L〈500MM 0.6元/折 0.5元/折 500〈L〈1000MM 0.8元/折 0.7元/折 1000〈L〈1500MM 1.0元/折 0.9元/折 1500MM〈L 2.0元/折 1.5元/折 折弯总价格=单个零件总折弯价格 单个零件总折弯价格=总折弯次数*折弯单价 LASET价格 碳钢氧气切割 编号 板厚 1 1.0T 2 1.5T 3 2.0T 4 2.5T 5 3.0T 6 4.0T 7 5.0T 8 6.0T 9 7.0T 10 8.0T 备注:
钣金报价资料 材料费 材料费=单个零件毛重*材料单价 备注:材料损耗平摊在边角及废料上 用规格料的总重量/规格料的所冲总重量=单个零件的毛重 数冲 零件加工时间=(产品的周 柜类加二时间={产品的周长/ 长/30+冲孔次数)/80 (50 )+冲孔次数}/(80 ) 零件单价:( 3 )元/分钟 柜类单价:( 3 )元/分钟
备注:零件加工用30的方刀挑边一冲孔次数,按30次/分钟加工 备注:机柜加工用( )的方刀挑边一冲孔次数,按( )次/分钟加工
电镀加工价格表[资料]
![电镀加工价格表[资料]](https://img.taocdn.com/s3/m/33ab1010852458fb770b56d8.png)
电镀加工价格表[资料]电镀加工价格表1钛合金染黑1.1基本价1.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件尺寸 ,50 ,,,, , , , ,100 150 200 250 300 400 500 500 价格 150 300 450 600 900 1200 2400 4800 9600 1.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件尺寸 ,,,,, , , , ,50050 100 150 200 250 300 400 500 价格 300 600 900 1200 1800 2400 4800 9600 20000 1.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件及其它件尺寸 ,50 ,,, , , , , ,500100 150 200 250 300 400 500 价格 600 1200 1800 2400 3600 4800 9600 20000 40000 1.2价格调整1.2.1铸件加20%1.2.2局部保护加50%1.2.3有光学指标要求的加50%1.2.4有发射率要求的加100%2因钢染黑(同钛合金)3镁合金染黑3.1基本价3.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件,500 , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 价格 25 50 100 200 400 800 1600 3200 3.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件,500 , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 价格 50 100 200 400 800 1600 3200 6400 3.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件,500 , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 价格 100 200 400 800 1600 3200 6400 12800 3.2价格调整3.2.1铸件加50%3.2.2有光学指标的加50%3.2.3局部保护加100%3.2.4有发射率要求的加100%4铝合金氧化处理4.1普通阳极氧化4.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 2 5 10 20 40 80 160 4.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500价格 2 5 10 20 40 80 160 320 4.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件,500 , , 尺寸 ,20 ,50 ,100 ,200 ,300 400 500 价格 5 10 20 40 80 160 320 640 4.2价格调整4.2.1有外观状态要求的在4.1基础上加100% 4.2.2有尺寸精度要求的在4.2.1基础上加100% 4.2.3有三防要求的加4.2.2基础上加100% 4.2.4铸件加50%4.2.5局部保护加100%4.2.6有吸收率要求的加100%4.2.7有发射率要求的加100%4.3导电氧化4.3.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 0.5 1 2 4 8 16 32 64 4.3.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 2 4 8 16 32 64 96 4.3.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 2 4 8 16 32 64 96 200 4.4价格调整4.4.1有外观状态要求的在4.3基础上加100% 4.4.2有尺寸精度要求的在4.4.1基础上加100% 4.4.3有三防要求的加4.4.2基础上加100% 4.4.4铸件加50%4.4.5局部保护加100%4.4.6有电导率要求的加100%4.5硬质氧化4.5.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 5 10 20 40 80 160 320 640 4.5.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 10 20 40 80 160 320 640 1280 4.5.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 20 40 80 160 320 640 1280 2540 4.6价格调整4.6.1有外观状态要求的加100%4.6.2有尺寸精度要求的加200%4.6.3有三防要求的300%4.2.4铸件加100%4.6.5局部保护加100%4.6.6有吸收率要求的加100%4.6.7有发射率要求的加100%5钢染黑5.1基本价格5.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 0.5 1 2 4 8 16 32 64 5.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 3 6 12 24 48 96 200 5.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 5 10 20 40 80 160 320 640 5.2价格调整5.2.1耐中性盐雾6小时以上加100%5.2.2耐中性盐雾12小时以上加200% 5.2.3耐中性盐雾24小时以上加300% 5.2.4耐中性盐雾48小时以上加500% 5.2.5耐中性盐雾96小时以上加1000% 6铜染黑6.1基本价格6.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 1 2 4 8 16 32 64 96 6.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 3 6 12 24 48 96 200 400 6.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , ,500 尺寸 ,20 ,50 ,100 200 300 400 500 价格 10 20 40 80 160 320 640 1280 6.2价格调整6.2.1有外观状态要求的加50%6.2.2有尺寸精度要求的加50%6.2.3有三防要求的6.2.3.1耐中性盐雾12小时以上加100%6.2.3.2耐中性盐雾24小时以上加200% 6.2.3.3耐中性盐雾48小时以上加300% 6.2.3.4耐中性盐雾96小时以上加500% 6.2.4铸件加50%6.2.5局部保护加100%6.6.6有吸收率要求的加100%6.6.7有发射率要求的加100%7不锈钢染黑7.1基本价格7.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 5 10 20 40 80 160 320 640 7.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 10 20 40 80 160 320 640 1280 7.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 20 40 80 160 320 640 1280 2540 7.2价格调整7.2.1有外观状态要求的加50%7.2.2有尺寸精度要求的加50%7.2.3有三防要求的7.2.3.1耐中性盐雾12小时以上加100% 7.2.3.2耐中性盐雾24小时以上加200% 7.2.3.3耐中性盐雾48小时以上加300% 7.2.3.4耐中性盐雾96小时以上加500% 7.2.4有吸收率要求的在7.2.3基础上加100% 7.2.5有发射率要求的在7.2.4基础上加100% 8电镀锌8.1基本价格8.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 1 2 4 8 16 32 64 128 8.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 3 6 12 24 48 96 200 400 8.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 10 20 40 80 160 320 640 1280 8.2价格调整8.2.1有外观状态要求的加50%8.2.2有尺寸精度要求的加100%8.2.3有三防要求的8.2.3.1耐中性盐雾24小时以上加100% 8.2.3.2耐中性盐雾48小时以上加200% 8.2.3.3耐中性盐雾96小时以上加400% 8.2.4铸件加300%8.2.5局部保护加100%8.2.6有吸收率要求的加100%8.2.7有发射率要求的加100%9电镀铜镍铬(硬铬按1道计)9.1基本价格9.1.1第二尺寸小于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 2 5 10 20 40 80 160 320 9.1.2第二尺寸大于、等于第一尺寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 5 10 20 40 80 160 320 640 9.1.3第三尺寸大于、等于第一尺寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600价格 10 20 40 80 160 320 640 1280 9.2价格调整9.2.1有外观状态要求的加50%9.2.2有尺寸精度要求的加100%9.2.3有三防要求的9.2.3.1耐中性盐雾6小时以上加100% 9.2.3.2耐中性盐雾12小时以上加200% 9.2.3.3耐中性盐雾24小时以上加300% 9.2.3.4耐中性盐雾48小时以上加500% 9.2.3.5耐中性盐雾96小时以上加1000% 9.2.4铸件加200% 10镀银(按1道计)10.1基本价格10.1.1第二尺寸小于第一次寸三分之一的板棒类长形工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500600 价格 5 10 20 50 100 200 400 800 10.1.2第二尺寸大于、等于第一次寸三分之一的板棒类长形工件1, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 15 30 50 150 300 500 1000 2000 10.1.3第三尺寸大于、等于第一次寸三分之一的体型工件, , , , , 尺寸 ,20 ,50 ,100 200 300 400 500 600 价格 50 100 200 400 800 1600 3200 6400 10.2价格调整10.2.1有外观状态要求的加100%10.2.2有尺寸精度要求的加100%10.2.3有三防要求的加300%10.2.4有反射率要求的加100%11镀钯11.1每个触头30元(Φ,2.5、L,5,以1道计)211.2一般件,0.4元/0.1µ?cm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
供应商;向阳
8
表面镀铬
Chrome,6cr+
1.8元/平方分米
零件的表面涂层厚度为:总厚度10цm以 上,零件经过中性盐雾试验,试验周期为 镀铬工序:需先镀铜,然后镀镍,最后镀铬. 供应商;思威特 96h,试验后其评定等级为6级.
REV0.1
1/3
工程报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 1.红色,125元/平方米,其他 颜色,115元/平方米.2.160 元/平方米. 表面质量说明 其他工艺说明 备注 供应商;1.舜仕 杰。2.川港
5
表面电镀黑锌 Black zinc,3cr+
6
表面电镀镍
Electrical nickel
2.5元/平方分米
NA
供应商;超联
7
表面化学镀镍
Electroless nickel
2.5元/平方分米
零件的表面涂层厚度为:5цm以上,零件经 化学镀镍的表面镀层硬度较高,抗蚀性比 过中性盐雾试验,试验周期为48h,试验 电镀镍好,化学镍层的外观与不锈钢相 后其评定等级为6级. 似.
供应商;向阳
2
表面皮纹喷塑
Texture powder coat
0.55-0.6元/平方分米
供应商;向阳
3
表面电泳漆
Electrical coat
0.32元/平方分米
供应商;米洛
4
表面电镀白锌
White zinc,6cr+ White zinc,3cr+ Black zinc,6cr+
1.2元/Kg 3.5-4元/Kg 5元/Kg 13元/Kg 零件的表面涂层厚度为:5цm以上,零件经 过中性盐雾试验,试验周期为48h,试验 后其评定等级为6级. 零件的表面镀层厚度不得小于8цm,经过 电镀锌是一种常用的表面处理,3cr+电镀 中性盐雾试验,试验周期为48h,试验后 是欧美环保需求,比同样的6cr+电镀的价 其评定等级为6级。 格贵得多. 供应商;向阳
零件的表面涂层厚度为:15цm以上,零件 经过中性盐雾试验,试验周期为800h,试 适用于螺钉的表面处理,耐腐蚀能力好. 验后其评定等级为6级. 除去表面的残留污物,微小毛刺和氧化层, 适用于热处理件表面,轧制件表面,锻造件 以获得活性表面,提高镀层、涂层和粘接 表面,焊接件表面,铸件表面等含有氧化层 件之间的附着力,是工件表面涂覆前的预 的表面. 处理.
17
表面抛丸
shooting
0.2元/平方分米
/
备注:计算管子表面积时,如果表面处理时,管子內表面做不到,则计算面积时只算管子外表面. 备注:计算管子表面积时,如果表面处理时,管子內表面做不到,则计算面积时只算管子外表面.
REV0.1
3/3
plastic paint 9 表面喷漆 steel paint
NA
NA
200元/平方米.
零件的表面涂层厚度为:30-50цm,零件经 过中性盐雾试验,试验周期为700h以上, 试验后其评定等级为6级.
NA
供应商;川港
表面本色阳极氧化e Colour anodize
供应商;超联
11
表面硬质阳极氧化
Hard anodize
5-6元/平方分米
/
12
表面黑氮氧化
Nitrification oxide
9-10元/Kg
欧本
13
酸洗,磷化
acid washing
0.15元/平方分米
供应商;向阳
14
表面发黑
Nigrescence
1.5元/Kg
零件的表面涂层厚度为:3цm,零件经过中 此种表面处理,耐腐蚀能力较差,一般用在 性盐雾试验,试验周期为1h,试验后其评 表面要求不高的零件. 定等级为6级. 零件的表面涂层厚度为:8цm以上,零件经 过中性盐雾试验,试验周期为400h以上, 适用于螺钉的表面处理,耐腐蚀能力好. 试验后其评定等级为6级.
0.4-0.5元/平方分米 1-1.2/平方分米
零件的表面涂层总厚度为:8цm以上,零件 对于一般铝制品零件的表面做阳极氧化处 经过中性盐雾试验,试验周期为96h,试 理. 验后其评定等级为6级. 零件的表面涂层厚度为:50цm以上,零件 此种表面处理后,表面有较高的硬度,优良 经过中性盐雾试验,试验周期为100h以 的耐磨性,耐热和绝缘性能,极好的抗腐蚀 上,试验后其评定等级为10级. 性. 零件的表面涂层厚度为:15цm以上,零件 黑氮氧化后,表面有较高的硬度,优良的耐 经过中性盐雾试验,试验周期最小为 磨性,耐疲劳性能,极好的抗腐蚀性. 100h,试验后其评定等级为10级. NA NA
工程报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 表面质量说明 其他工艺说明 备注
1
表面光亮喷塑
Powder coat
0.5-0.55元/平方分米
1.根据零件表面积的大小,零件单价可相 喷塑层的厚度要求: 0.06-0.18mm,经过 应减少,大平面的零件单价可为0.45-0.5 中性盐雾试验,试验周期为96h,试验后其 元/平方分米.2.表面喷塑后,零件上的螺 评定等级为6级。 纹孔需回攻. 1.根据零件表面积的大小,零件单价可相 喷塑层的厚度要求: 0.06-0.18mm,经过 应减少,大平面的零件单价可为0.5-0.55 中性盐雾试验,试验周期为96h,试验后其 元/平方分米.2.表面喷塑后,零件上的螺 评定等级为6级。 纹孔需回攻. 电泳漆涂装由于其覆盖和分散能力远优于 零件的表面涂层厚度为:18~25цm,零件经 大多数电镀工艺,所以其防锈能力优于大 过中性盐雾试验,试验周期为96h,试验 多数电镀层。与喷涂装相比,具有涂装料 后其评定等级为10级. 利用率高,对环境污染小等优点.
/
15
表面达克罗320
Dacromet 320
4-5元/Kg
供应商:非池标 准件有限公司
REV0.1
2/3
工程报价手册 常见的表面处理报价规范表:
序号 工序(中文) 工序(英文) 单位价格 表面质量说明 其他工艺说明 备注 供应商:非池标 准件有限公司
16
表面达克罗500
Dacromet 500
7-8元/Kg