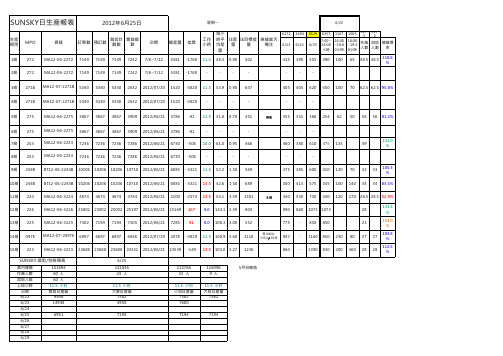
裁剪数报表
服装公司裁剪管理制度范文
服装公司裁剪管理制度范文服装公司裁剪管理制度范文第一章总则第一条根据公司发展需要和国家相关法规,为加强裁剪管理,规范裁剪流程,提高裁剪效率,特制订本制度。
第二条本制度适用于公司所有涉及裁剪工作的员工。
第三条裁剪是指将面料按图样要求剪裁成零部件,为后续缝纫加工做准备的工序。
第四条裁剪目标为保证裁剪质量、提高产能、降低生产成本。
第五条公司建立裁剪管理制度,是为了提高员工的工作效率和产品的质量,加速订单的交货,并降低生产成本。
第二章组织架构与职责第六条公司设立裁剪部,裁剪部下设剪裁组、裁剪组、褶边组。
裁剪部经理负责裁剪部所有事务的管理和领导,对部门下属人员负责。
由具备一定技术经验的专业人员担任裁剪部经理。
第七条裁剪部门相关员工主要职责如下:1. 识别各种面料类别及性能,正确选择裁剪面料。
2. 按照订单要求,合理安排裁剪任务,保证裁剪质量。
3. 维护裁剪设备,保证设备正常运转,及时维修。
4. 记录裁剪产量、质量及设备运行情况,提交给裁剪部经理进行统计分析。
5. 掌握并执行国家相关法规与政策,确保裁剪过程的合规性。
6. 及时与相关部门,如设计部门、车缝部门等,沟通配合,保证订单的顺利进行。
第三章裁剪工作流程第八条裁剪工作流程如下:1. 面料入库检验:负责人按照标准对入库面料进行检验,记录面料性能和数量,并进行分类、归类,防止面料错乱或丢失。
2. 面料准备工作:裁剪组负责人按照订单要求,将已检验的面料按照规格、颜色等分类整理,确保正确提供给裁剪操作人员。
3. 裁剪工艺选择:裁剪组负责人根据订单要求、面料特性、裁剪设备类型等因素,合理选择裁剪工艺,保证裁剪的准确性和高效性。
4. 裁剪图样制作:根据订单要求,设计部门制作裁剪图样并提供给裁剪组,裁剪组进行图样检查和修订,并将最终确定的图样提供给裁剪操作人员。
5. 裁剪操作:裁剪操作人员按照裁剪图样要求,使用裁剪设备进行面料的裁剪工作,保证裁剪质量和效率。
6. 裁剪质量检查:质检部门对裁剪后的零部件进行检查,确保裁剪的准确性和整齐度,并记录检查结果。
生产助理工作责任及流程

生产助理工作责任及薪金解释·责任及流程解释·一,负责公司每一单订单的来料清点订单面辅料下放到公司后,负责面辅料种类及数量清点核对工作:1,核对工作须在24小时之内完成并上报结果。
2,若面辅料实际颜色数量与客户出库单不符,汇总差额清单并及时向公司经理报告。
3,若核对无误,在客户出库单上签章。
核对完毕后,吊牌商标水洗等辅料入库。
(单据:客户提供的面辅料出库单,)二,负责公司每一单订单的样板校对订单样板下放到公司后,负责样板校对工作:1,校对正确的样板在其上签章。
2,错误的样板及时向公司经理报告,待样板修正后方可签章。
校对完毕后将样板交与裁剪部并根据客户订单在裁剪通知单上面开具裁剪计划。
(单据:裁剪通知单)三,将客户提供的各类单据上交公司将客户提供的各类单据交与公司经理,准备好裁剪通知单进行裁剪监督。
四,负责公司每一单订单的裁剪监督将裁剪通知单(裁剪)交与裁剪部:1,排料监督,根据公司裁剪通知单上的数据,监督裁剪部排料时将耗料控制在公司要求范围之内。
①若排料不超出计划料率,通知裁剪部铺布。
②若排料超出计划料率,负责监督裁剪部制定初次减裁计划并写于裁剪计划单,之后交与公司经理。
待经理初次签章后方可通知裁剪部铺布。
3,面料监督,监督裁剪部铺布时面料的残次及亏米情况,要求裁剪部铺布时将有问题的面料剔出并及时计算出面料残次率。
①监督裁剪部核对面料颜色数量并将残次率,亏米等情况汇总写于裁剪通知单。
②若不需减裁则在裁剪通知单的二次减裁计划上签无后方可通知裁剪部进行剪裁。
③若由于面料残次率,亏米原因而造成超出裁剪计划的,监督裁剪部制定出二次减裁计划写于裁剪通知单并及时向公司经理报告。
待经理核实并二次签章后方可通知裁剪部进行剪裁。
4,裁剪完毕后,如有剩余面料,在裁剪通知单上面填写颜色剩余数量,入库。
之后将裁剪通知单复制两份(公司,助理)。
监督裁剪部开具裁剪报表一式三份(公司,车间,助理)。
之后分别上交单据。
手工日产量报表

网眼:胸 围56.5CM ×身长 78CM×2 片= 0.88M2; 袖肶52CM ×袖长 25CM×2 片= 0.26M2 0.88+0.2 6=1.14M2 ×1.1(损 耗)× 0.22(克 重) = 0.275KG 横机:领 45CM× 9CM = 0.041M2 ;袖口 40CM× 3.5CM× 2=0.028M 2 0.028 + 0.041 = 0.069M2 ×0.8 = 55G 2. FLEECE MUMBAY 绒布: 胸 围539(侧缝拼 块)×身 长55CM× 2片 = 0.48m2 袖肥40CM ×袖长 66CM×2 片= 0.53M2
按尺寸表 来算平方 的计算 法: 例:
(a) 衣服 (衫): 大身用 料:(半 胸围+半 脚围 +6CM)/2 X(身长 +6CM)X 2 片X 平方 克重 X(1+排料 落布损10 ~30%) 袖子用 料:(袖 肶+袖口 +6CM)/2 X(袖长 +4CM)X 2 片 X平方 克重 X(1+排料 落布损10 ~30%) 领子用 料:(领 宽 +2CM)X( 领高 +2CM)X 2 片X平方 克重X(1+ 排料落布 损10~ 30%)
纬向克重 =(5315/1 6) × [(60*100 /2.54)/9 000]= 87.2g=B 平方克重 =(A+B) 例∶ 平 方克重 =236g =236/28. 35=8.32o z 简化为 (英制经 密/英制 纱支)× 23.25 =A (英制纬 密/英制 纱支)× 23.25 =B
化纤产 品:50D X 75D / 203 X 89 66.9”
服装生产日报表
912
其中HB-1359 产5件
790
660
350
345
5
14.5
38.4%
2組 334
NT12-06-4334 18326 18337 18337 18560 2012/06/23 6280 -12057 13.5 68.1 1.90 1077
403 550 920 659 166 95 42 42 85.4%
1118
其中MA2354产93件
947
-
1160 850 230
80
27
27
103.8 %
15組 223
MA12-06-3223 23688 23688 23688 24151 2012/06/21 23539 -149 13.5 103.0 3.27 1236
860
-
1390 830
200
360
28
16:00 ~18:0 0小時
18:00 ~19:3 0小時
作業 人數
加班 人數
總達標 率
-
-
人员分其他组 -
-
-
2.70 714
468 430 646 450 112 84 23 23 90.5%
4組 362
CA12-07-1362 3030 3444 3444 3606 2012/07/23 1472 -1972 10.0 67.4 3.91 899
8組 253
MA12-06-2253 7236 7236 7236 7286 2012/06/21 6730 -506
-
-
-
-
9組 244B BT12-06-2244B 10206 10206 10206 10710 2012/06/21 6885 -3321 11.5 52.2 1.50 569
纺织业质量内审检查表

各车间
审核员
xxx
审核组长
xxx
要Q7素.6条现款场
检查内容
检查结果
监视和测
裁剪X车间主任《计量器具周期检定计划表》、钢
量设备控 3、如何确认测量设备(计量器具)是否准确有效? 直尺检测报告有效期到2015.1.5、电子称检测报
制
告有效期到2015.1.2
整烫X车间主任:每位员工每天早上上班先把卷尺
辅料仓库负责人XXX:XXX合约客供拉链入库数XX 根,检查后合格数为XX根,不合格品XX根,并填 写《制衣部辅料台帐》
(质量/环境/职业健康安全)检 查 表
被查部门
xxx
检查时间
xxx
检查地点
各车间
审核员
xxx
审核组长
xxx
要素条款
检查内容
检查结果
Q7.5.2 生 1、如何对粘合衬的工艺要求进行控制? 产和服务 提供的过 程确认
一道偏重确认商标、洗涤标、其它附标等位置及 使用是否正确,缝制疵点、线头及面料疵点,钮 扣、钮眼位置是否正确。二道除一道内容外偏重 尺寸
13、烫工如何在熨烫过程中控制成衣的尺寸?
烫台上张贴有工艺单,台板上有尺寸样板
14、成衣要过几道检针?是全检还是抽检? 15、如何对客供辅料进行监视测量?
二道,都是全检(装箱前全检,装箱后入库前拆 箱全检)
5、裁剪车间如何对印、绣花返回的衣片监视测量?
衣片仓库员工对收入的衣片进行抽查,并填写《 印、绣花检查情况表》
6、裁剪工段如何确认衣片质量的合格性?
在开裁前先按工艺要求裁一包交给缝制车间总质 量员试样、封样,并填写好《首包质量反馈表》
Q7.5.1生 产和服务
7、缝制车间如何对在制品的质量进行控制?
裁剪部门岗位工作职责(6篇)

裁剪部门岗位工作职责一、职责描述在生产部的领导下,全面负责裁剪车间生产、品质各项运作程序,全面管理协调裁剪车间的生产、技术、品质、设备等相关职能部门事务。
完善生产部下达的生产、品质目标管理体系,规范生产、品质流程运作程序,提高裁剪车间整体工作效率,保证生产、计划顺利达成,以达到高品质、高效率的完成生产任务。
二、职责内容1.由生产部指导其业务工作,每天向生产部汇报裁剪车间生产情况。
2.重点统筹裁剪车间生产、品质工作,认真解读《生产工艺通知单》,对新款在产前督导主裁、辅裁进行生产流程分析并召开产前例会,把质量要求及操作规范落实到位。
3.执行生产部下达的作业标准、品质要求,对异常现象及时督促裁剪车间人员及时进行处理,不得拖拉。
并制定本车间的生产计划,引导裁剪车间技术人员按规定的时限完成生产计划任务。
4.负责本车间员工的出勤考核,监督工作纪律,提高车间工作效率5.自行依据车间情况处理一切品质异常情况,制定合理的措施,及时地帮助各工作人员解决品质上出现的问题,并用书面形式汇报给生产部。
6.检查裁剪车间现场次序,了解生产任务执行状况,督导加强生产效率、次序、品质的管理。
了解车间各序作业方式,研究改进可行性措施并督促执行。
7.督导安全生产管理工作及车间整理、整顿工作,检查各类机电、水暖、安全设施维护保养状况并督促执行改善。
8.填写各类生产报表了解生产状态,并把整理后的及《裁床生产报表》呈报生产部。
9.了解当前裁剪车间生产人员,设备配置与生产计划执行负荷程度,考虑调整需求并督导执行。
10.了解裁剪车间技术人员、新进人员、生产员工的工作绩效,安排必要的培训内容,提高车间人员素质,并做好考核与适当的工作调整。
11.每天必须在09。
00以前将填写好的《裁床生产报表》及交生产部审核后备案。
如有需要上级部门支持的事宜则以书面形式反映。
12.及时完成上级安排的正常任务及临时任务。
13.无条件服从生产部正常的工作安排、调动、指挥及监督,并认真学习、贯彻公司的规章制度。
服装工厂员工作业的行为规范

为了提升工作效率,进步工作执行力,消费工作的有序进展,特制定本作业行为标准。
一、岗敬业,按时上下班,不迟到早退和旷工,不离岗串岗。
二、合理堆放物料。
面里料和毛纱要根据成份和颜色的不同分区堆放。
三、面里料和毛纱入库。
必需要有采购清单和凭质检科出具的检验报告方可办理入库手续。
其它物料入库要凭采购申请单办理入库手续。
四、消费车间领取原料。
必须严格根据消费部的消费指令单上方案数量进展发放。
并要开具出库单双方签字确认。
五、新进库的面里料和毛纱要进展编号并建立色卡,并把此信息传递到开发部和消费部及商务部。
每天新入库的原料要及时通知消费部。
以便安排消费。
六、每季度要配合财务部对原料仓进展盘点。
每月做报表交财务。
同时要做到当日帐当日清。
七、退料。
裁剪车间和针织车间退料,必需要根据裁剪报表和报表上反映的数据进展办理。
其它部门退料必需要提供物料使用清单方可办理。
八、补料。
裁剪车间和针织车间补料,必需要凭部门主管申请消费经理签字确认的补料申请单方可办理。
其它部门补料料必需要提供其部门经理签名的补料申请单才可办理。
一、爱岗敬业,按时上下班,不迟到早退和旷工,不离岗串I-JU岗。
二、消费。
上班开启电源开灯,下班断电源和关灯。
三、每天下班前清扫车间卫生。
保持车间环境整洁。
四、根据消费部的要求,按时完成工作任务。
五、每批订单裁剪工作开场前,先由裁剪主任到消费部领取消费指令单和裁剪资料(样衣,样板和工艺单),然后凭消费指令单到面料仓库领取此款订单所需用料。
六、每批面料要先进展复码和检查面料的品质并将面料放开预缩。
假设发现有缺码和色差及布疵现象要及时报告主管部门,待主管部门确认前方可开裁。
七、每次新款在排版前要先将样衣和样版及工艺单进展核对,面里料的实际门幅和工艺单上门幅是否一致。
假设发现有误之处应及时报知主管部门,待主管与技术部沟通解决前方可排版。
排版完毕假设单耗超出方案单耗要及时报知消费部八、排版完毕后应先自行检查再由主管核查前方可拉料开裁。
帆软报表单元格拆分

帆软报表单元格拆分帆软报表是一款功能强大的数据分析与报表工具,丰富的功能能够满足各种复杂的报表需求。
其中一个重要的功能就是报表单元格的拆分,通过对单元格的拆分,可以实现更灵活和多样化的展示效果,提高数据的可读性和易理解性。
本文将详细介绍帆软报表单元格拆分的方法和应用场景。
一、帆软报表单元格拆分的方法帆软报表提供了多种单元格拆分的方法,可以根据具体需求选择适合的拆分方式。
1.水平拆分:通过水平拆分可以实现单元格的行拆分。
选中需要拆分的单元格,右键单击选择"行拆分",即可将该单元格拆分为多行。
拆分后的每一行仍可以独立编辑和设置格式。
2.垂直拆分:通过垂直拆分可以实现单元格的列拆分。
选中需要拆分的单元格,右键单击选择"列拆分",即可将该单元格拆分为多列。
拆分后的每一列仍可以独立编辑和设置格式。
3.单元格内容拆分:通过拆分单元格内容可以将一个单元格中的内容分隔成多个部分,每个部分可分别设置格式或进行其他操作。
选中需要拆分内容的单元格,右键单击选择"单元格内容拆分",在弹出的窗口中设置分隔符号,即可实现单元格内容的拆分。
4.行转列:通过行转列可以将多行数据转换为一行数据,适用于水平展示数据的需求。
选中需要行转列的数据区域,右键单击选择"行转列",在弹出的窗口中设置转置的方式和条件,即可实现行转列的效果。
5.列转行:通过列转行可以将多列数据转换为一列数据,适用于垂直展示数据的需求。
选中需要列转行的数据区域,右键单击选择"列转行",在弹出的窗口中设置转置的方式和条件,即可实现列转行的效果。
二、帆软报表单元格拆分的应用场景帆软报表单元格拆分功能的应用场景非常广泛,以下列举几个典型的应用场景。
1.分组汇总:当需要对多个数据进行分组汇总时,可以使用帆软报表的单元格拆分功能。
通过拆分单元格,可以将不同的数据项分别放置在不同的单元格中,实现清晰的数据分组和汇总展示效果。
《裁剪工序作业指导书》V1
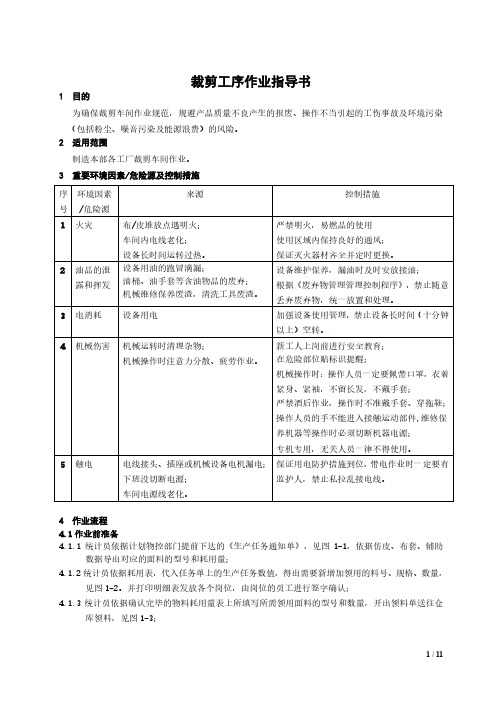
裁剪工序作业指导书1 目的为确保裁剪车间作业规范,规避产品质量不良产生的报废、操作不当引起的工伤事故及环境污染(包括粉尘、噪音污染及能源浪费)的风险。
2 适用范围制造本部各工厂裁剪车间作业。
3 重要环境因素/危险源及控制措施序号环境因素/危险源来源控制措施1 火灾布/皮堆放点遇明火;车间内电线老化;设备长时间运转过热。
严禁明火,易燃品的使用使用区域内保持良好的通风;保证灭火器材齐全并定时更换。
2 油品的泄露和挥发设备用油的跑冒滴漏;油桶、油手套等含油物品的废弃;机械维修保养废渣,清洗工具废渣。
设备维护保养,漏油时及时安放接油;根据《废弃物管理管理控制程序》,禁止随意丢弃废弃物,统一放置和处理。
3 电消耗设备用电加强设备使用管理,禁止设备长时间(十分钟以上)空转。
4 机械伤害机械运转时清理杂物;机械操作时注意力分散、疲劳作业。
新工人上岗前进行安全教育;在危险部位贴标识提醒;机械操作时:操作人员一定要佩带口罩,衣着紧身、紧袖,不留长发,不戴手套;严禁酒后作业,操作时不准戴手套、穿拖鞋;操作人员的手不能进入接触运动部件,维修保养机器等操作时必须切断机器电源;专机专用,无关人员一律不得使用。
5 触电电线接头、插座或机械设备电机漏电;下班没切断电源;车间电源线老化。
保证用电防护措施到位,带电作业时一定要有监护人,禁止私拉乱接电线。
4 作业流程4.1作业前准备4.1.1统计员依据计划物控部门提前下达的《生产任务通知单》,见图1-1,依据仿皮、布套、辅助数据导出对应的面料的型号和耗用量;4.1.2统计员依据耗用表,代入任务单上的生产任务数值,得出需要新增加领用的料号、规格、数量,见图1-2。
并打印明细表发放各个岗位,由岗位的员工进行签字确认;4.1.3统计员依据确认完毕的物料耗用量表上所填写所需领用面料的型号和数量,开出领料单送往仓库领料,见图1-3;图1-1生产任务通知单图1-2生产耗用量的汇总表图1-3生产领料单图1-4流程卡4.1.4统计员按当天《生产通知单》在通知单下发后到计划管理模块领取流程卡,见图1-4;4.1.5将仿皮联裁剪下来,汇总送往仿皮车间。
服装成衣厂的车间生产日报表有公式,可做模板

11/21 11/21 11/27 11/27 11/21 11/21 11/21 11/21 11/28 11/28 11/28 11/27 11/28 12/2
6000 6000 9273 9273 6000 6000 6390 6390 5514 5514 5817 5817 5817 5817
22362 49344 21736 22536 12000 12000 18546 12000 12024 17202 15012
pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs
8382 9090 4000 7716 12150 12168 18876 2928 5600 4752 12686
pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs pcs
800 800 1445 1618 700 750 943 760 1290 1260 1068 963 1075 1129 13472
780 660 1450 1620 370 490 510 450 300 300 300 240 270 370
47,824
剩餘產量 出口日期
备注
二.裁剪
組別 人數 客戶 Style No 上裁日 訂單數量 單位 預估產量 實際裁數 累計裁数
台雅 台雅 台雅 台雅 富凯 富凯 富凯 富凯 富凯 富凯 富凯
ML6102 ML9011 12060MZ 12060BM ZP41018 ZM41018 27N231 7N207/24 7N207/25 27N232 27N224
裁床部管理制度
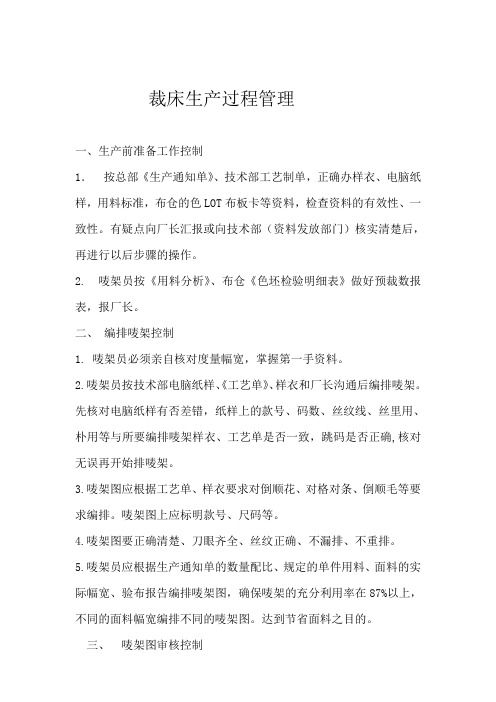
裁床生产过程管理一、生产前准备工作控制1.按总部《生产通知单》、技术部工艺制单,正确办样衣、电脑纸样,用料标准,布仓的色LOT布板卡等资料,检查资料的有效性、一致性。
有疑点向厂长汇报或向技术部(资料发放部门)核实清楚后,再进行以后步骤的操作。
2. 唛架员按《用料分析》、布仓《色坯检验明细表》做好预裁数报表,报厂长。
二、编排唛架控制1. 唛架员必须亲自核对度量幅宽,掌握第一手资料。
2.唛架员按技术部电脑纸样、《工艺单》、样衣和厂长沟通后编排唛架。
先核对电脑纸样有否差错,纸样上的款号、码数、丝纹线、丝里用、朴用等与所要编排唛架样衣、工艺单是否一致,跳码是否正确,核对无误再开始排唛架。
3.唛架图应根据工艺单、样衣要求对倒顺花、对格对条、倒顺毛等要求编排。
唛架图上应标明款号、尺码等。
4.唛架图要正确清楚、刀眼齐全、丝纹正确、不漏排、不重排。
5.唛架员应根据生产通知单的数量配比、规定的单件用料、面料的实际幅宽、验布报告编排唛架图,确保唛架的充分利用率在87%以上,不同的面料幅宽编排不同的唛架图。
达到节省面料之目的。
三、唛架图审核控制1. 唛架员排完唛架图后自行检查有否漏排、重排裁片,刀眼止口是否有漏,自查无误后打印请厂长审核。
2.厂长审核唛架图有否差错、根据验布报告是否有避裁、避色差裁,有无超料等,审核无误后在唛架上签名确认。
3.若发现唛架图超料须经技术部审批,并将超排原因汇报生控部门,由主要负责人批核。
四、领料1.领布核对色LOT、确定裁数控制2.唛架员按生产通知单数配比单件用料开出《领布单》向布仓领布。
《领布单》必须注明制单号、颜色、色LOT、数量,并经生控部核料确认。
3. 布料到裁床后按色LOT布板卡核对大货布色LOT是否正确。
发现不正确的布匹挑出,重新分色LOT。
色LOT确实差距很大退回布仓处理。
4.如布料多余或不足,应按制单码数分配比例平均增数或缩数。
五、人工铺布1.裁床所领布料拉布前一定先要松布(不分布种全都要先松布),松好后摆放好进行回缩;2.松好的布一定要尽量做到放松摆放,不可压住或捆绑,以免影响布料的回缩效果;拉布时,每张布料须拉得平顺及放到最大的松度,齐边拉布每床布的层数不得超过6寸高;特殊面料如弹性较大的面料不可超过5寸高;拉布时一定要区分开缸号排布,以避免色差。
QN品质管理流程

面料仓库:负责人:徐江海文员:田敏a)面料入库记录:入库单按花型分,每个花型,每次入库做相应的记录(入库单),并且附有一张抽检记录单(面料入库报告-田敏负责将面料检验记录录入电脑)。
说明:如面料有问题,江海会在第一时间与供应商联系,解决面料相关的问题(如有面料退回,填写相应)。
b)面料检验记录(田敏将收到的面料,开单给检验组):每个花型,每坯布都会进行检验,并做好相应的记录(开单有二单:一、面料裁剪卡,二、面料入库报告)说明:如面料有问题,江海会在第一时间与供应商联系,解决面料相关的问题。
c)面料仓库检验好面料,并放置合格区,并挂上吊牌(面料裁剪卡)裁剪部:负责人:徐东来负责面料裁剪的分配与管理,面料的质量问题,反映组徐江海;1、裁剪清单,每天的裁剪清单交给仓库田敏(表:裁剪日报表)2、裁剪好的面料分盘放好,与开具裁剪流程卡。
面料裁剪:组员在拖布的同时会检查面料的质量。
3、面料如有严重问题导致无法裁剪的,开具裁剪退料单,将面料退还组面料仓库,并要求重新提供面料。
车缝部:负责人:腾霖1、根据裁剪流程卡分配裁片。
核对裁片,安排生产,填写裁片记录表。
2、检验车缝做工是否正确,尺寸是否达标。
3、如有面料不能缝制,将裁片退还裁剪部,开具车缝退料单,并要求重新补足裁片。
半成品检验组:负责人:任天兵1、窗帘拷五线后,负责检验窗帘尺寸,面料。
2、如有做工问题和面料质量问题,第一时间反映给车缝部,并要求其改正。
成品检验组:负责人:徐亚芳负责成品的检验。
1、记录成品数量,和检验成品。
2、如成品不合格,将成品退还给缝部,并要求返修,直到合格。
3、如成品合格后,开具转交单交给后道。
后道:负责人:徐亚云1、按包装要求,进行包装。
并按时抽查,填写成品检验报告。
2、如有质量问题,开具包装退料单,将成品退还给成品检验组。
excel中剪切表格中部分内容

Excel是一个极为常用的电子表格软件,许多人在工作和学习中都会用到它来处理和分析数据。
在Excel中,我们可以通过多种方式来操作表格中的数据,包括剪切表格中的部分内容。
本文将从以下几个方面来介绍如何在Excel中剪切表格中的部分内容。
一、打开Excel表格我们需要打开要操作的Excel表格文件。
在电脑上双击表格文件,或者通过Excel软件的“打开”功能找到并打开要操作的表格文件。
二、选中要剪切的内容在表格中找到需要剪切的内容,可以是单元格、行、列或者整个区域。
用鼠标进行选择,可以通过拖动鼠标来选中多个单元格,或者按住Ctrl键同时点击鼠标来选中不相邻的单元格。
三、剪切选中内容在选中内容后,可以通过多种方式来剪切选中的内容。
最常用的方式是使用快捷键Ctrl+X来进行剪切操作,也可以在Excel的菜单栏中找到“剪切”选项进行操作。
四、粘贴剪切的内容剪切操作会将选中的内容从原来的位置上移除,并保存在剪贴板上。
我们可以在表格的其他位置进行粘贴操作,将剪切的内容放置到新的位置上。
在粘贴操作时,可以使用快捷键Ctrl+V,也可以在菜单栏中找到“粘贴”选项进行操作。
五、注意事项在进行剪切操作时,需要注意以下几点:1. 被剪切的内容会从原来的位置上完全移除,如果不小心操作可能会丢失数据,建议在进行剪切操作前先备份数据。
2. 粘贴的目标位置必须是合适的,避免数据错乱或者覆盖其他重要数据。
3. 如果需要保留原来的内容,可以先复制选中内容,然后再进行剪切操作。
六、实例演示下面通过一个实际的例子来演示如何在Excel中剪切表格中的部分内容。
假设我们有一个销售数据表格,其中包括了各个产品在不同时间的销售数量。
我们需要将某个产品在某个时间段内的销售数据剪切到另一个表格中进行分析。
首先我们需要打开包含销售数据的Excel表格文件,并选中需要剪切的销售数据区域。
然后进行剪切操作,并打开另一个表格文件,在合适的位置进行粘贴操作。
布料追溯流程图

填写《布卷标识》 接收《布料移交清单》 接收《返修处理报告》 填写《验布明细记录表 填写《验布报告》
填写《退货单》
布卷标识:供应商、规格、品名、缸号、 数量、缸卷号…
布料移交清单:规格、品名、数量、缸卷 号、序号、时间、批次号...
验布明细记录表:规格、品名、数量、缸 卷号、时间、批次号...
验布报告:规格、品名、数量、缸卷号、 时间、批次号...
关联单据填写订单号
产品移交卡: 订单号 (款号、周期、数量)
工序日报表:订单号 (款号、周期、数量)
关联单据填写订单号
1、加工车间内移交不需要填写移交单,跨车间加工 须填写移交单,进行移交。 2、跨车间工序根据生产订单向另外车间接收在制 品,检查在制品上标识卡、移交单需与订单信息一 致。签收移交卡后对应标识与订单信息后加工,加 工完成后张贴在制品流动单注明订单号。 2、加工工序移交后道加工工序需填写《产品移交 卡》注明订单号,务必与流动单对应填写订单信 息,在制品流动单应随附产品移交。 3、加工完成后填写《工序日报表》注明订单号并于 《产品移交卡》注明订单号保存,以便追溯。
入库
接收《布卷标识》 接收《布料移交清单》 接收《验布明细记录 表》 接收《验布报告》 填写《材料入库单》
填写《报废品入 库单》
布卷标识:供应商、规格、品名、缸号、 数量、缸卷号…
布料移交清单:规格、品名、数量、缸卷 号、序号、时间、批次号...
验布明细记录表:规格、品名、数量、缸 卷号、时间、批次号...
裁剪排版图:计划号、品名、尺寸、数 量、批次号...
裁剪日报表: 订单号 (款号、周期、数量) 产品移交卡: 订单号 (款号、周期、数量) 裁片标识卡: 订单号 (款号、周期、数量)
裁剪工作规范及要求

⑤、
铺料
a、根据挑选后的面料门幅、颜色接近的原则,一般一版料的门幅颜色最好一致;
b、铺料要齐。一是起手层要齐;二是一边布边要齐;三是面料接头要配好,注意色差;四是拖布落手要剪齐;
c、掌握面料的自然收缩率,做好预缩准备工作(如内膜、棉布、进口尼龙布比较会伸缩,可先摊开晾一下再铺料);
1、流程图:
2、操作明细:
1、裁剪领料前了解定单材料到位情况,并提前1小时开具《领料单》(注明生产单号、产品名称、客户、生产数量、材料规格、颜色、数量)至仓库主管,仓库主管审核单子及物料情况,准备发料。(若材料不足或未到,仓库通知采购并填写《材料缺料表》并通知裁剪主任,以便裁剪计划的调整。)
2、仓管员核对《领料单》、生产单与仓库材料,并掌握裁片发往地,由于裁剪组长带领裁剪工到领料。仓管员在一份领料单上注明实发数,作为“回单”。组长核对物料并签收。对于未齐材料裁剪作好记录安排,仓库催促采购并反馈。
二、裁剪工作流程:
1、流程图:
2、操作明细说明:
序号
项目
工作内容
①、
计划
a、生产部下达生产计划及相关生产单至裁剪车间(注:周计划);
b、根据生产计划制定裁剪计划;
c、核对生产单----生产单号、产品名称、客户、规格搭配、颜色搭配、裁剪数量及层数。
②、
资料
a、到技质部领取样品并检查样品型号、规格、配色是否与按生产单的要求相符;
仓库
“领料单”
主面料
A B
经确认的“补/缺料单”
补料
A B
发料组
裁片成品卡、样包、裁片
/
A B
补齐的材料
缺料信息
A B
date_trunc函数用法

date_trunc函数用法date_trunc函数是一种常用的日期函数,它用来裁剪日期的特定字段,如天,小时,分钟等。
它的用法比较简单,掌握了date_trunc 函数的使用,能够对日期进行更好的操作和管理,是进行数据分析和处理时必不可少的。
一、date_trunc函数的基本用法date_trunc函数的语法格式如下:date_trunc(<datepart>, <date>)其中,<datepart>是个字段,它可以为year(表示年),quarter (表示季度),month(表示月),week(表示周),day(表示天),hour (表示小时),minute(表示分钟),second(表示秒)等。
<date>的数据类型可以是数值型,字符串型,时间型;当<datepart>为week 时,<date>定义为first day of week表示某个较早的时间,即指定日期到那一天是一周中的第一天。
下面是date_trunc函数的一个使用实例:select date_trunc(day getdate())这个实例中,getdate()用来获取当前时间,并将当前时间裁剪为天。
二、date_trunc函数在SQL语句中的应用1、统计求和date_trunc函数也可以用于SQL语句中,用来实现按月份或者按天统计求和的功能。
例如,我们可以使用date_trunc函数来计算每个月的订单金额总和:SELECT date_trunc(monthorder_date) AS order_month,SUM(amount) sum_amountFROM ordersGROUP BY date_trunc(monthorder_date)2、汇总日期date_trunc函数也可以用于SQL语句中的where子句,它可以把多个日期汇总为一个。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
差异明细 [3]L [4]XL [5]XXL 是否 异常 假 假 假 假 假 假 假 真 假 真 假 假 假 假 假 假 假 假 假 真 真 真 真 真 真 真 真 真 真 真 真 是否 异常 假 假 假 假 假 假 假 真 真 真 真 真 真 假 真 真 假 假 假 真 真 真 真 真 真 真 真 真 真 真 真 是否 异常 假 假 假 假 假 真 真 真 真 真 真 真 真 假 真 真 真 真 真 真 真 真 真 真 真 真 真 真 真 真 真 合计 -82 -86 -76 -82 -84 -60 -100 -64 -64 -100 -160 -175 -80 -60 -70 -75 -36 合计 件数
实际裁床数
款号 F2128 F2128 F2128 F2128 F2128 103 103 F1863 F1863 F1863 F1863 F1863 F1865 F8016 F8016 F8016 F1872 F1872 F1872
品名 大衣 大衣 大衣 大衣 大衣 连衣裙 连衣裙 斗篷 斗篷 斗篷 斗篷 斗篷 大衣
排单详称 生产 模式 成衣 供应 商
计划下单 [3]X [4]X 合计 L XL 20 21 19 20 21 20 40 20 21 19 20 21 82 86 76 82 84 60 100 200 300 200 300 100 160 175 80 60 70 75 36 合计 [1]M [2]L 件数
-410
-160 -64 -164 -160 -315
200 236 200 236
436 436
-181பைடு நூலகம்
颜色 黑色 驼色 兰色 粉色 桔色 桔色 黄色 黑色 42#红驼 黑色 42#红驼 21#军绿 35#红驼 25#红 23#粉 24#米 61#红驼 41#驼 黑色
[1]M [2]L 21 22 19 21 21 20 40 100 150 100 150 50 80 50 40 40 24 25 21 22 19 21 21 20 20 100 150 100 150 50 80 50 40 20 23 25 18
F2128黑色 CMT F2128驼色 CMT F2128兰色 CMT F2128粉色 CMT F2128桔色 CMT 103桔色 CMT 103黄色 CMT F1863黑色 CMT CMT F186342#红驼 F1863黑色 CMT CMT F186342#红驼 CMT F186321#军绿 CMT F186535#红驼 F801625#红CMT F801623#粉CMT F801624#米CMT CMT F187261#红驼 F187241#驼CMT F1872黑色 CMT
CMT CMT CMT CMT CMT CMT CMT CMT CMT CMT CMT CMT
410
160 500 600 160 315 100 118 100 118 100 118 100 118
50
25
大衣 大衣 大衣
23 25 18
181
实际裁床数 [3]X [4]X 合计 合计 L XL 件数 [2]M 是否 异常 假 假 假 假 假 假 假 真 假 真 假 假 假 假 假 假 假 假 真 真 真 真 真 真 真 真 真 真 真 真 真