(日本标准)焊接符号标注介绍
(日本标准)焊接符号标注说明

JIS焊接符号说明参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为0五,X型焊接焊接位置形状表示记号两面该部位机加磨平处理闪光焊接闪光焊接闪光焊接闪光焊接摩擦压接箭头对面方向9mm坡口开口角度箭头方向60°箭头对面方向90°板材间距3mm闪光焊接坡口深度3mm坡口开口角度90°板材间距为0摩擦压接坡口深度3mm坡口开口角度90°板材间距为0六,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45°板材间距6.4mm使用垫板角连接板厚25mm坡口角度45°坡口深度10mm板材间距为0七,K型焊接焊接位置形状表示记号箭头所指方向闪光焊接闪光焊接摩擦压接坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度28mm坡口角度35°板材根部半径12mm板材间距2mm 摩擦压接闪光焊接闪光焊接九,双J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U型焊接焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十一,H型焊接焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭 型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面十四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm十六,角焊接(间断)焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十七,塞型,槽型焊接焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦对接焊,角焊表面凸起点焊发散型焊接发散熔接发散熔接发散熔接角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合焊接位置形状表示记号型焊接与拍子型焊接K型焊接与角焊接该部位进行削平处理该部位进行打磨处理该部位进行机加磨平处理型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
常用焊缝符号及其标注方法全)..
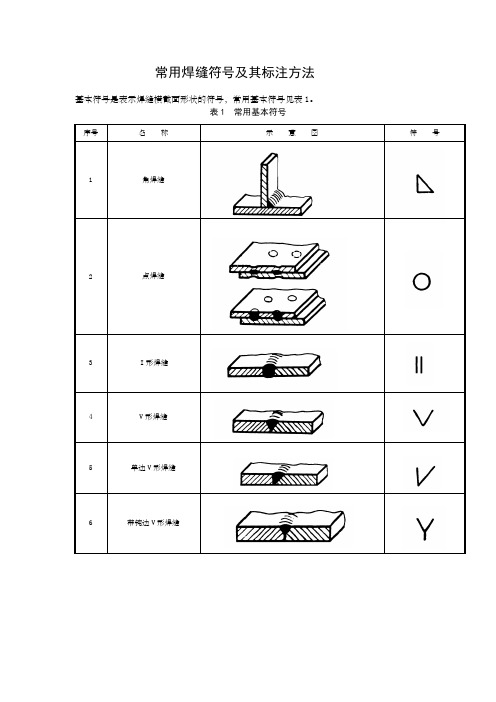
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊接符号标注及详细表示方法
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接符号标注及详细表示方法地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载 HYPERLINK "/zt-hanjiefuhao/%E7%84%8A%E6%8E%A5%E7%AC%A6%E5%8F%B7%E8%AF%B4%E6%98%8E%E5 %A4%A7%E5%85%A8.xls" 焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) HYPERLINK"/biaozhun/showbz_915.html" \t "_blank" GB324一2008《焊缝代号》。
D-06-01-01-0焊接符号(日本)

11. 焊接记号在制图上使用的焊接符号是由JIS 所规定,有大量的符号。
下列显示了TKS经常使用的焊接符号。
关于焊接符号的细节,请参照JIS Z3021(焊接符号)。
11.1 基本符号原则上,表示2个部材之间的焊接部位的形状。
97.05.0711.2 辅助记号98.09.22TKS 使用G 。
TKS 几乎在T K S 不使用。
11.3 焊接部位的符号表示方法说明线(a) (b)(c)(D)基本記号的画法(a)箭头侧,或者,跟前一侧的焊接 (b)箭头的相反側,或者,对侧的焊接 (記号表示) (記号表示) (实际形状) 箭头侧 箭头的跟前一侧 (实际形状) 箭头的相反侧 箭头的对侧辅助记号的画法TAG基線T(n)-PS焊接施工内容的記号例示: 基本記号S : 焊接部位的断面尺寸或者强度(开先深度、角焊接的角長、Plug 孔的直径、Slot 沟的宽度、Seam 的宽度、点焊的焊核的直径或单点的强度等) R : Route 间隔 A : 开先角度L : 断续角焊接的焊接长度、Slot 焊接的沟的长度,或者在需要的时候为焊接长度 n : 断续角焊接、Plug 焊接、Slot 焊接、点焊等的数 P : 断续角焊接、Plug 焊接、Slot 焊接、点焊接等的间距T : 特別指示事項(J 形・U 形等のRoute 半径、焊接方法、非破坏试验的辅助記号、其他) ─ : 表面形状的辅助記号 G : 处理方法的辅助記号: 全周現場焊接的辅助記号 〇 : 全周焊接的辅助記号97.05.08(DR-11-4) 11.4 实例实例:3实例:498.09.22实例:1297.05.08实例:16实例:2498.09.2211.5 MF-CAD的规则(DR-11-8)加进去按照JIS焊接符号規定难于理解的部分,在MF-CAD使用下述规则进行制图。
11.5.1 引出线(说明线)①形、K形开先・张开的部材的表面,有必要进行指示的时候,要把箭头画成折线,并将②对于有97.05.1311.5.2 根据材料的R的符号的加入方法(DR-11-9)訂’98.01.2011.5.3 断续焊接(通称Tap焊接)(DR-11-10)英文断续鱼鳞片焊接“INTERMITTENT FILLET WELD”不连续焊接“DISCONTINUOUS WELDING”①所谓的断续焊接,就是・焊接了的部分和不进行焊接的部分交互地存在的焊接・在TKS 多被使用于不重视强度的地方的焊接上。
焊接符号大全详解
焊接符号大全详解在现代工业生产中,焊接是一种极为重要的连接工艺。
为了准确、清晰地表达焊接的要求和技术规范,焊接符号应运而生。
焊接符号就像是一种特殊的语言,它能够在图纸上向焊接工人传递各种关键信息,确保焊接工作的质量和准确性。
接下来,让我们详细了解一下焊接符号的世界。
焊接符号通常由基本符号、辅助符号、补充符号、焊缝尺寸符号和指引线等部分组成。
基本符号是焊接符号的核心部分,它用来表示焊缝的横截面形状。
常见的基本符号有以下几种:1、Ⅰ形焊缝:这是最简单的一种焊缝形状,通常用于薄板的焊接。
2、 V 形焊缝:其横截面呈 V 形,具有一定的坡口角度,适用于较厚板材的焊接。
3、 X 形焊缝:也称为双面 V 形焊缝,需要在焊接件的两面进行坡口加工和焊接,能够提供较大的焊缝强度。
4、 U 形焊缝:具有较深的坡口,能够保证焊缝根部的熔透,常用于对焊接质量要求较高的场合。
辅助符号用于补充说明焊缝的某些特征,比如焊缝表面形状、焊缝的分布等。
例如,平面符号表示焊缝表面是平的;凹面符号表示焊缝表面下凹;凸面符号表示焊缝表面凸起。
补充符号则用于表示焊缝的某些特殊要求,如焊接方法、焊缝的段数等。
比如,带垫板符号表示在焊缝底部放置垫板;周围焊缝符号表示焊缝环绕工件的整个周边。
焊缝尺寸符号用于明确焊缝的具体尺寸,包括焊缝的宽度、深度、余高、坡口角度等。
这些尺寸信息对于焊接工艺的制定和焊接质量的控制至关重要。
指引线一般由箭头线和基准线组成。
箭头线直接指向焊缝位置,基准线则用来标注各种符号和尺寸。
在实际应用中,焊接符号的组合方式多种多样。
例如,一个简单的角焊缝可能由基本符号(如三角形)、焊缝尺寸(如焊脚尺寸)和指引线组成。
而对于一个复杂的对接焊缝,可能还会包括坡口角度、钝边尺寸等详细信息。
此外,还有一些特殊的焊接符号需要注意。
比如,点焊缝符号通常用于薄板的连接,用一个圆来表示;塞焊缝和槽焊缝符号则分别用于表示填充在圆孔或长槽中的焊缝。
日本焊接符号

日本焊接符号简介焊接符号是焊接工程中非常重要的一部分,它们用于表示焊接接头的类型、尺寸、形状和其他相关信息。
在不同的国家和地区,使用的焊接符号可能会有所不同,这篇文档将重点介绍日本焊接符号的相关内容。
1. 焊接接头类型符号日本焊接符号集中使用了几种常见的焊接接头类型符号,以下是其中一些常见的符号及其含义:•直缝焊接符号(|)这个符号表示直缝焊接,焊缝为直线型。
•角缝焊接符号(∟)这个符号表示角缝焊接,焊缝为直角型。
•对接焊接符号(〈⊥〉)这个符号表示对接焊接,焊缝为直缝,以及焊接时所使用的焊接方法。
•环焊接符号(○)这个符号表示环状焊接,一般用于管道或圆形工件的连接。
2. 焊缝尺寸和形状符号在日本焊接符号中,焊接缝的尺寸和形状也是非常重要的信息。
以下是几种常见的焊缝尺寸和形状符号及其含义:•焊缝轮廓符号(J)这个符号表示焊缝的轮廓形状,例如平面焊缝、凸缝焊缝等。
•焊缝宽度符号(B)这个符号表示焊缝的宽度。
•焊缝深度符号(D)这个符号表示焊缝的深度。
3. 焊缝加工方法符号焊缝的加工方法对焊接接头的强度和质量起着重要的影响。
以下是几种常见的焊缝加工方法符号及其含义:•熔化楔形符号(V)这个符号表示焊缝的加工方式为熔化楔形。
•熔化切割符号(M)这个符号表示焊缝的加工方式为熔化切割。
•非熔化楔形符号(G)这个符号表示焊缝的加工方式为非熔化楔形。
4. 焊接材料符号焊接材料对焊接质量和接头的强度至关重要。
以下是几种常见的焊接材料符号及其含义:•焊缝金属符号(F)这个符号表示用于填充焊缝的金属材料。
•母材符号(W)这个符号表示母材的材料。
5. 其他符号除了以上提到的符号外,日本焊接符号中还有其他一些符号用于表示附加信息,例如:•焊缝方向符号这个符号用于表示焊缝的方向。
•焊接方向箭头符号这个符号用于表示焊接的方向。
•焊接位置符号这个符号用于表示焊接的位置。
结论日本焊接符号是理解和解读焊接工程图纸非常重要的工具。
日本标准JIS牌号的说明
日本标准JIS牌号的说明一、S非机械结构用钢牌号表示方法:JIS非机械结构用钢牌号原则上由以下三部分构成:1,表示材质;2,表示产品的品种类别及用途;3,细分类例:S S 400 S PHT 11 2 3 1 2 3详细说明:1、用英文字母或罗马字头表示材质,钢铁材料大部分用S(STEEL)或F(Ferrum)。
例外的有:1,少数铁合金用元素化学符号直接表示如SiMn(矽锰合金)、MCr(金属铬);2,含硅电工钢SXXX(S:Silicon),(已于1987年废止)。
2、用英语字母或罗马字头表示板、棒、管、线材、铸件等的产品品种形状类别以及用途,位数视不同产品而不同,常见的符号举例如下:S(Structure结构用);PC(Plate Cold冷轧薄板带);M(Marine转义焊接);PH(Plate Hot热轧薄板带);B(Boiler锅炉用);PHT(Plate Hot Tube管用热轧钢带);C(Casting铸件);PFH(Plate Formability Hot冷成型用热轧板带);F(Forging锻件);USB(Use Stainless Bar特殊用途不锈钢棒);EC(Electrolytic Cold冷轧电镀锌)GH(Galvainized Hot热轧基板热镀锌);3、用英文字母或数字表示产品细分类或规定强度值(最低抗拉强度或屈服强度值),常见的符号举例如下:SM490(490为以MPa为单位的最低抗拉强度值);SPCC(Commercial一般用);SG295(295为以MPa为单位的最低屈服强度值);SPHT1(1种)除上述牌号组成外,为了进一步说明形状、制造方法、热处理等内容,在牌号后还可标以附加符号,常见的符号举例如下:CP(Cold Plate冷轧板);CS(Cold Strip冷轧带);WR(Wire Rod线材);HP(Hot Plate热轧板);HS(Hot Strip热轧带);TP(Tube Pipes配管用管);R(Rimmed沸腾钢);K(Killed镇静钢);A(铝镇静钢);R(as-rolled轧制状态);A(annealing 退火);N(normalize正火);Q(调质);NT(正火+回火);TMC(控制轧制)。
常用焊缝符号及其标注方法(全)

5.4.9 焊缝符号的标注尽可能简化。
5.4.10 在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的。
5.4.11 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
5.4.12 当对焊缝段(点)数无严格要求时,允许省略。
b) 必要时,允许箭头线弯折一次,见图4。
(a) (b)
图3 箭头线的位置
图4 弯折的箭头
5.2 焊缝在图样上的表示
5.2.1 除点焊缝、缝焊缝、塞焊缝和槽焊缝以外的各种焊缝,在图样上表示时,应符合下述规定:
a) 可见焊缝纵向可用2b~2.5b等粗的实线表示(可使用区别于黑色的颜色)见图5(a);
b) 不可见焊缝纵向可用2b~2.5b等粗的粗虚线表示,见图5(b);
表4 焊缝尺寸符号
序号
名称
示意图
符号
标注示例
说明
1
焊脚尺寸
角焊缝
焊脚尺寸为K
2
焊缝宽度
焊缝厚度
c
S
Ⅰ形焊缝
焊缝宽为c
焊缝厚为S
3
熔核直径
d
塞焊缝
熔核直径d
点焊缝
焊点直径d
4
焊缝间距
e
角焊缝
焊脚尺寸为K
焊缝长度为l
焊缝间距为e
焊缝段(点)数n
5
焊缝长度
l
6
焊缝段(点)数
n
7
相同焊缝处数
d
角焊缝
焊脚尺寸为K
c)标对称焊缝及双面焊缝时,可省略虚线基准线,见图6(c)。
5.4 焊缝标注原则
国际标准焊接符号(ISO 2553)
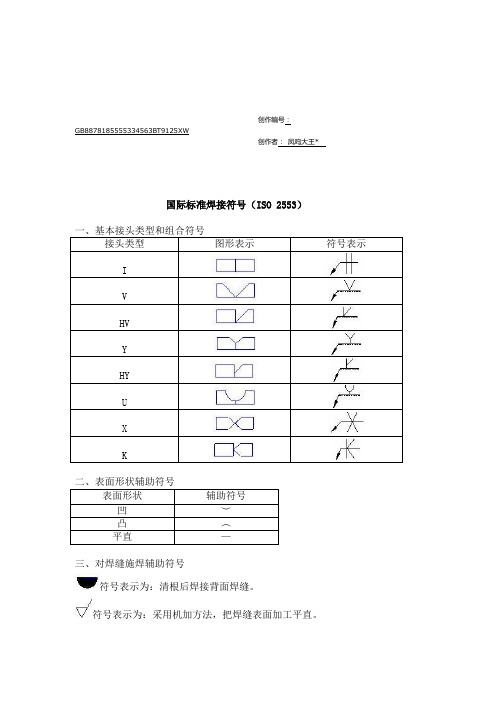
创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*国际标准焊接符号(ISO 2553)接头类型图形表示符号表示IVHVYHYUXK表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度25、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
国际标准焊接符号_ISO_2553
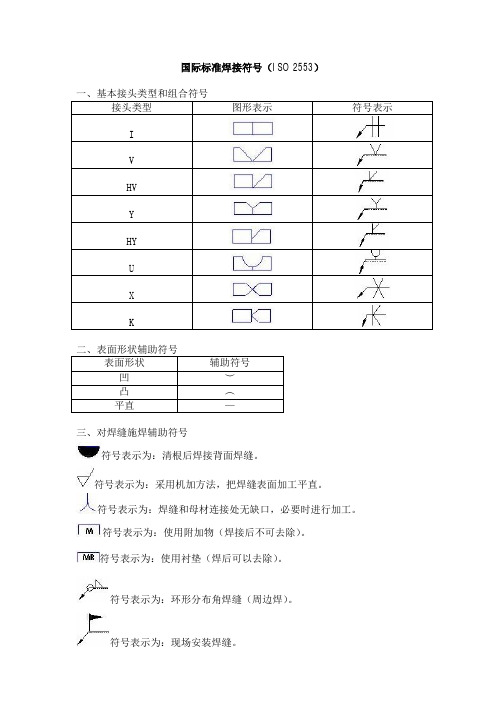
国际标准焊接符号(ISO 2553)一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度5、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
焊接符号标注及表示方法

焊接符号标注及表示方法焊接符号什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
日本标准 焊接符号标注

JIS焊接符号说明参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为0五,X型焊接焊接位置形状表示记号两面该部位机加磨平处理闪光焊接闪光焊接 闪光焊接 闪光焊接摩擦压接箭头对面方向9mm坡口开口角度箭头方向60°箭头对面方向90°板材间距3mm闪光焊接坡口深度3mm坡口开口角度90°板材间距为0闪光焊接闪光焊接摩擦压接坡口深度3mm坡口开口角度90°板材间距为0摩擦压接六,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45°板材间距6.4mm使用垫板角连接板厚25mm坡口角度45°坡口深度10mm板材间距为0七,K型焊接焊接位置形状表示记号箭头所指方向坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度28mm坡口角度35°板材根部半径12mm板材间距2mm 摩擦压接闪光焊接闪光焊接九,双J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U型焊接焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十一,H型焊接焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭 型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面十四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm十六,角焊接(间断)焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十七,塞型,槽型焊接焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦对接焊,角焊表面凸起点焊发散型焊接 发散熔接 发散熔接 发散熔接发散熔接角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合焊接位置形状表示记号型焊接与拍子型焊接K型焊接与角焊接该部位进行削平处理 该部位进行打磨处理该部位进行机加磨平处理型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十六---3,磁粉探伤,渗透探伤焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
日本标准 焊接符号标注说明

JIS焊接符号说明参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm 完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm 焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为0五,X型焊接焊接位置形状表示记号两面该部位机加磨平处理闪光焊接闪光焊接闪光焊接闪光焊接摩擦压接箭头对面方向9mm 坡口开口角度 箭头方向60°箭头对面方向90°板材间距3mm 闪光焊接坡口深度3mm坡口开口角度90° 板材间距为0摩擦压接坡口深度3mm坡口开口角度90° 板材间距为0六,V焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45° 板材间距6.4mm 使用垫板角连接板厚25mm 坡口角度45° 坡口深度10mm 板材间距为0七,K焊接位置形状表示记号箭头所指方向闪光焊接闪光焊接摩擦压接坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度28mm坡口角度35°板材根部半径12mm板材间距2mm 摩擦压接闪光焊接闪光焊接九,焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦对接焊,角焊表面点焊发散型焊接发散熔接发散熔接发散熔接发散熔接凸起角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合该部位进行削平处理该部位进行打磨处理该部位进行机加磨平处理焊接位置形状表示记号 型焊接与拍子型焊接K型焊接与角焊接型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
焊接符号标注及详细表示方法
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载焊接符号标注及详细表示方法地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容焊接符号标注及表示方法—详版什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载 HYPERLINK "/zt-hanjiefuhao/%E7%84%8A%E6%8E%A5%E7%AC%A6%E5%8F%B7%E8%AF%B4%E6%98%8E%E5 %A4%A7%E5%85%A8.xls" 焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) HYPERLINK"/biaozhun/showbz_915.html" \t "_blank" GB324一2008《焊缝代号》。
国际标准焊接符号(ISO-2553)
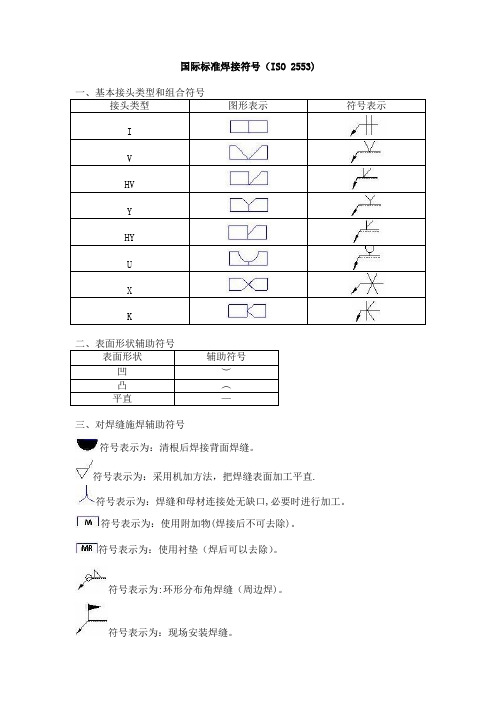
国际标准焊接符号(ISO-2553)国际标准焊接符号(ISO 2553)一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度25、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
包括:A、焊接方法如111(焊接电弧焊),12(埋弧焊)、136(二氧化碳气体保护焊)等。
B、焊接位置如PA (平焊)、 PB(平角焊)、PC(挂焊)、PD(仰角焊)等。
国际标准焊接符号(ISO 2553)
国际标准焊接符号(ISO 2553)一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直.符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除)。
符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记。
③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧。
(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面。
(图二)3、双面焊缝。
可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边。
▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度z = a 25、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝.C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JIS焊接符号说明
参考JIS-Z3021标准一,双法兰型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
二,单法兰型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
三,I型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
板材间距2mm
板材间距2mm
闪光焊接摩擦压接
四,V型焊接
焊接位置
形状表示记号
箭头所指方向箭头相反方向
板厚19mm
坡口深度16mm
坡口开口角度60°
板材间距2mm
完全熔透焊接
板厚12mm
坡口开口角度45°
使用垫板
板材间距4.8mm
焊后表面突出部分
要机加处理平整部分熔透焊接
板厚12mm
坡口深度5mm
坡口开口角度60°
板材间距为0
五,X型焊接
焊接位置
形状表示记号
两面该部位机加磨平处理
闪光焊接
闪光焊接 闪光焊接 闪光焊接
摩擦压接
箭头对面方向9mm
坡口开口角度
箭头方向60°
箭头对面方向90°
板材间距3mm
闪光焊接
坡口深度3mm
坡口开口角度90°
板材间距为0
闪光焊接闪光焊接摩擦压接
坡口深度3mm
坡口开口角度90°
板材间距为0
摩擦压接六,V型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
T连接
坡口角度45°
板材间距6.4mm
使用垫板
角连接
板厚25mm
坡口角度45°
坡口深度10mm
板材间距为0
七,K型焊接
焊接位置形状表示记号箭头所指方向
坡口开口角度45°箭头相反方向
坡口深度9mm
坡口开口角度45° 板材间距2mm
T连接
坡口深度7mm
坡口角度45°
板材间距为0
角连接
坡口深度7mm
坡口角度45°
板材间距为0
闪光焊接
坡口深度3mm
坡口角度45°
摩擦压接
T连接
坡口深度7mm
坡口角度45°
八,J型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
坡口深度28mm
坡口角度35°
板材根部半径12mm
板材间距2mm 摩擦压接
闪光焊接闪光焊接
九,双J型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
坡口深度24mm
坡口角度35°
板材根部半径12mm
板材间距3mm
十,U型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
部分熔透焊接
坡口深度27mm
完全熔透焊接
坡口角度25°
板材根部半径6mm
板材间距为0
十一,H型焊接
焊接位置形状表示记号两面
部分熔透焊接
坡口深度25mm
坡口角度25°
板材根部半径6mm
板材间距为0
十二,喇叭V型,喇叭X型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两侧
十三,喇叭 型,喇叭K型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
十四,角焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
焊缝高度6mm
焊缝高度不同时
先标注小的尺寸,
再标准大的尺寸
用()括起表示
另外这种焊高不同
的场合,要表示清
楚方向
焊缝长度为500mm
十五,角焊接(双面)
焊接位置形状表示记号两面焊缝高度为6mm
焊缝两侧高度不同时
一边连续焊接
一边是段焊
两边焊缝高度为6mm
段焊
侧面图上没有记号表示 焊接长度为50mm
焊接3处
段焊间距为250mm
十六,角焊接(间断)
焊接位置形状表示记号箭头所指方向
箭头相反方向
两面
并列焊接
焊缝长度50mm
焊接3处
焊缝间距150mm
锯齿型焊接
正面焊接高度6mm
对面焊接高度9mm
焊缝长度50mm
焊缝数量正反各2处
焊缝间距300mm
锯齿型焊接
两面焊缝高度6mm
焊缝长度为50mm
焊缝数量
箭头侧3处
箭头对面2处
焊缝间距300mm
十七,塞型,槽型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
孔直径22mm
焊接4处
焊缝间距100mm
坡口角度60°
焊接深度6mm
箭头所指方向
箭头相反方向
宽度22mm
长度50mm
焊接4处
焊缝间距150mm
坡口角度0°
焊接深度6mm
十八,拍子型焊接
焊接位置形状表示记号箭头所指方向
箭头相反方向
板材间距为0
十九,堆焊
焊接位置形状表示记号堆焊厚度为6mm
宽度为50mm
长度100mm
二十,点焊,发散型焊接
焊接位置
形状表示记号
箭头所指方向平面
必须平坦,并使用
电极焊接
焊缝间距75mm
点焊2处箭头相反方向平面
必须平坦,并使用
电极焊接
焊缝间距25mm
点焊5处
箭头所指方向平面箭头相反方向二十一,填充焊接
焊接位置形状表示记号
二十二,焊接部位表面形状
焊接位置
形状表示记号
对接焊,角焊表面
平坦对接焊,角焊表面
凸起点
焊发
散
型
焊
接 发散熔接 发散熔接 发散熔接
发散熔接
角焊表面凹型
二十三,焊接部位处理方法
焊接位置
形状表示记号对接焊接突出部位
进行削平处理不等高的角焊部位
打磨下凹2mm 园管对接突出焊接
部位进行机加磨平
全周焊接的辅助
记号省略场合二十四,现场焊接,全周焊接,全周现场焊接
焊接位置
形状表示记号
现场连续角焊接全周连续角焊接
圆管场合
全周现场连续角焊
接
二十五,记号组合
焊接位置
形状表示记号
型焊接与拍子型
焊接K型焊接与角焊接
该部位进行削平处理 该部位进行打磨处理
该部位进行机加磨平处理
型焊接与角焊接
J型焊接与角焊接
以及拍子型焊接组合
双面J型焊接与角焊
接以及进行凹型打磨
组合
二十六---1,射线探伤记号
焊接位置形状表示记号射线探伤
一般场合
部分(抽检)射线
探伤
全部进行射线探伤
场合
园管对接焊接部位
双管面射线探伤
二十六---2,超声波探伤
焊接位置形状表示记号对接焊接部位进行
超声波探伤
一般场合
对接焊接部位进行
垂直超声波探伤
对接焊接部位进行
斜角超音波探伤
二十六---3,磁粉探伤,渗透探伤
焊接位置形状表示记号磁粉探伤
一般场合
磁粉探伤
荧光探伤场合
渗透探伤
一般场合
渗透探伤
荧光探伤场合
渗透探伤
非荧光探伤场合。