盲埋孔制作工艺
盲埋孔技术
b.L1L5- 盲孔电镀: b.L1-2 & L5-6盲孔电镀: 根据lot卡及MI要求,选择电镀盲孔方法( lot卡及MI要求 根据lot卡及MI要求,选择电镀盲孔方法(lot 卡及MI会指明),根据板厚及盲孔孔径一般有 卡及MI会指明),根据板厚及盲孔孔径一般有 MI会指明),根据板厚及盲孔孔径 三种方法可选择: 三种方法可选择: - L1-2 & L5-6全铜面与盲孔一起板电. L1L5- 全铜面与盲孔一起板电. L1,L6面贴膜 整面干膜曝光(不用菲林), 面贴膜, - L1,L6面贴膜,整面干膜曝光(不用菲林), L2,L5大铜面与盲孔一起板电 大铜面与盲孔一起板电. L2,L5大铜面与盲孔一起板电. L1,L6贴干膜 用盲孔开窗点菲林曝光, 贴干膜, - L1,L6贴干膜,用盲孔开窗点菲林曝光,冲 影后,L2,L5大铜面与盲孔一起板电 大铜面与盲孔一起板电. 影后,L2,L5大铜面与盲孔一起板电.
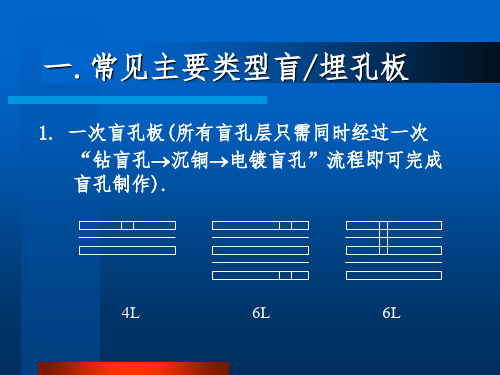
一.常见主要类型盲/埋孔板 常见主要类型盲/
1. 一次盲孔板(所有盲孔层只需同时经过一次 一次盲孔板( 钻盲孔→沉铜→电镀盲孔” “钻盲孔→沉铜→电镀盲孔”流程即可完成 盲孔制作). 盲孔制作).
4L
6L
6L
二次盲孔板(需经过两次“钻盲孔→沉铜→ 2. 二次盲孔板(需经过两次“钻盲孔→沉铜→ 电镀盲孔”流程才可以完成盲孔制作). 电镀盲孔”流程才可以完成盲孔制作).
(3).流程解析: (3).流程解析: 流程解析 a.钻L1-2&L7- 盲孔: a.钻L1-2&L7-8盲孔: L1-2&L7- 盲孔钻带须加补偿. - L1-2&L7-8盲孔钻带须加补偿. 板边须有层数标志. - 板边须有层数标志. b.L1-2&L7-8盲孔电镀: b.L1-2&L7- 盲孔电镀: 与正常图电要求可能不一样,须依lot lot卡 - 与正常图电要求可能不一样,须依lot卡 MI要求做 要求做. 及MI要求做.
制作HDI盲埋孔板的基本流程

制作HDI盲埋孔板的基本流程一.概述:HDI板,是指High Density Interconnect,即高密度互连板,是PCB行业在20世纪末发展起来的一门较新的技术。
传统的PCB板的钻孔由于受到钻刀影响,当钻孔孔径达到0.15mm时,成本已经非常高,且很难再次改进。
而HDI板的钻孔不再依赖于传统的机械钻孔,而是利用激光钻孔技术。
(所以有时又被称为镭射板。
)HDI板的钻孔孔径一般为3-5mil(0.076-0.127mm),线路宽度一般为3-4mil(0.076-0.10mm),焊盘的尺寸可以大幅度的减小所以单位面积内可以得到更多的线路分布,高密度互连由此而来。
HDI技术的出现,适应并推进了PCB行业的发展。
使得在HDI板内可以排列上更加密集的BGA、QFP等。
目前HDI技术已经得到广泛地运用,其中1阶的HDI已经广泛运用于拥有0.5PITCH的BGA的PCB制作中。
HDI技术的发展推动着芯片技术的发展,芯片技术的发展也反过来推动HDI技术的提高与进步。
目前0.5PITCH的BGA芯片已经逐渐被设计工程师们所大量采用,BGA的焊角也由中心挖空的形式或中心接地的形式逐渐变为中心有信号输入输出需要走线的形式。
所以现在1阶的HDI已经无法完全满足设计人员的需要,因此2阶的HDI开始成为研发工程师和PCB制板厂共同关注的目标。
1阶的HDI技术是指激光盲孔仅仅连通表层及与其相邻的次层的成孔技术,2阶的HDI技术是在1阶的HDI技术上的提高,它包含激光盲孔直接由表层钻到第三层,和表层钻到第二层再由第二层钻到第三层两种形式,其难度远远大于1阶的HDI技术。
二.材料:1、材料的分类a.铜箔:导电图形构成的基本材料b.芯板(CORE):线路板的骨架,双面覆铜的板子,即可用于内层制作的双面板。
埋盲孔板制作工艺规范(0610)

盲埋孔板制作工艺规范1.0 目的:保证盲埋孔板生产流程设计的合理、以利于生产2.0适用范围:不同机械盲埋结构的盲埋孔板的制作方法3.0 职责:3.1工程部:负责对盲埋孔板的工艺流程及各参数工程的制定,ERP的编写。
3.2工艺部:负责评审埋盲孔板的制作能力和工艺参数。
3.3生产部:各生产工序按流程指示生产。
4.0 制作要求4.1检查客户文件,仔细分清客户的具体盲埋结构,按规范提供的结构模式设计制作4.2 确定各层所采用的正、负片效果,确定底片镜向的正确性以及底片编号指示的正确性4.3 各生产工序严格按照流程生产,仔细读明到序生产时的具体要求与注意事项4.4 工程制作4.4.1镀孔和掩孔流程的选择:4.4.1.1若是重复盲埋有同一层的,如L1-2、L1-3、L1-4等,则必须采用正片的效果,用镀孔工艺来完成线路图形与盲埋孔的制作。
4.4.1.2对于同一层线宽小于8mil要重复盲埋二次以上的必须采用镀孔工艺来完成,镀孔底片要比钻孔刀径大3mil。
4.4.1.3对于芯板直接层压的板,如果需要进行电镀流程,内层芯板可采用阴阳铜的设计流程。
4.4.1.4根据要求顾客要求铜厚,对于内层芯板的制作尽量采用掩孔电镀的方式一次性把铜厚镀够,减少镀孔流程带来的流程复杂。
例如对于铜厚要求35um,可采用18um的基铜,开料需减薄至10-12um;对于铜厚要求70um,可采用35um 的基铜直接采用掩孔电镀的方式。
4.4.1.5对于不是重复盲埋同一层的如L12、L34、L56….可采用负片效果,直接成像蚀刻压合,此时采用的直接板面电镀完工成盲埋孔的制作,所以要求铜厚进行减溥后才进行钻孔。
4.4.1.6镀孔菲林的设计需要在附边设计定位孔,以保证镀孔干膜对位的准确度。
4.4.2菲林命名:根据盲埋孔的结构将各层命名。
工程在制作资料时,在GENESIS 软件中的命名如下:4.4.2.1假如现在1、2层有机械盲孔,我们将1、2层开一张料,那么现在线路层的命名就是“CS、—2b”。
pcb盲埋孔生产工艺流程
pcb盲埋孔生产工艺流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!PCB盲埋孔是一种常见的PCB制造工艺,它可以提高电路板的性能和可靠性。
《盲埋孔制作工艺》课件

盲埋孔的加工
材料准备
选择合适的材料,如混凝土、钢筋等。
施工工艺
采用钻孔、浇筑等工艺进行盲埋孔的加工。
安全注意事项
提醒施工人员注意安全措施,如佩戴安全帽、保护眼睛等。
质量检验与验收
介绍盲埋孔制作完成后进行的质量检验和验收标准,确保孔位准确、结构牢 固。
案例展示及总结
成功案例展示
展示盲埋孔制作成功应用的实 际案例。
制作流程步骤
1
准备工作
清理施工区域,检查工具和材料。
孔位测量与标注
2
使用仪器测量孔位和确定标注点。
3
盲埋孔的加工
采用钻孔等工艺制作盲埋孔。
质量检验与验收
4
对制作的盲埋孔进行质量检验和最终 的验收。
孔位测量与标注
详细介绍盲埋孔的孔位测量方法和标注的重要性,包括使用仪器、计算孔位 坐标、标记工艺等。
经验总结
总结盲埋孔制作工艺中的关键 点和经验教训。
发展前景
展望盲埋孔制作工艺在未来的 发展前景和应用领域。
《盲埋孔制作工艺》
本PPT课件介绍了盲埋孔制作的工艺、需求分析、制作流程步骤、孔位测量 与标注、盲埋孔的加工、质量检验与验收、以及案例展示及总结。
工艺介绍
深入探讨盲埋孔制作的相关技术和方法,包括选材、孔位规划、施工原理等。
制作需求分析
详细分析盲埋孔的制作需求,包括孔径尺寸、深度要求、孔位布置等。
盲埋孔PCB的制作细节描述
盲埋孔的制作细节描述一款盲埋孔板,最小经宽为0.12mm,最小孔径为0.25mm,成品板厚为1.6mm,此板是装机后出口泰国的远距离对讲机板。
在盲埋孔的生产加工上应该有一定的代表性。
一、此型号板的线路关联关系:这是一款六层板,板内的各层线路关联关系相对较为复杂的一款对讲机板。
其各层的关联关系如下:⑴第一、二层相连通。
有一个钻孔文件,在制作时相当于先制作一个双面板。
芯板要求:0.35mm,铜箔为0.5OZ;⑵第四、五层先作内层作为第三、六层的内层。
芯板要求:0.3mm,铜箔为0.5OZ;⑶第三、六层有一个钻孔文件,相当于第三到第六层是一个四层板的线路连通关系。
第三、六层的厚度为0.6mm,层压铜箔为0.5OZ。
⑷第一、六层有一个钻孔文件,即元件面与焊接面的连通关系。
内层最小孔径为0.3mm,最小线宽为0.125mm,外层最小孔径为0.25mm(指成品孔径),最小经宽为0.125mm。
交货为1×4,只接收完全合格的拼板交货。
二、加工过程需要控制的环节和流程:需要注意控制的控制点需要控制的控制工序三次钻孔,必须保证每一次钻孔的一次性,保证关联线路走线正确。
工程钻孔设计文件、钻孔工序两次层压保证每一层的层间对准度除工程设计防呆外,还要控制图形转移工序三次图形转移,应控制菲林的伸缩系数工程预大、图形转移工序盲孔层压时应控制外层填胶饱满,但又不污染表面铜。
层压工序、PTH工序、蚀刻工序埋孔层压时,流胶要足够,确保埋孔内胶填充平整。
层压工序各层的介质层不均厚,出现翘曲工程设计、层压工序三、制作流程:1、层压结构:元件面第一层第二层第三层第四层第五层焊接面第六层2、流程设计:工程设计时先开两个芯板,第一个芯板是1-2层,按第一个钻孔文件进行钻孔盲孔。
并按普通双面板的工艺流程制作到中检经过AOI存放;第二芯板是4-5层,开好一个芯板,按普通四层板的芯板制作工艺制作到中检经过AOI。
先将第二个芯板进行层压后,再按第二个钻孔文件钻埋孔,制作第3-6层的通孔和线路,此时按普通四层板的工艺经过除胶渣,制作3-6层的线路,到中检AOI。
多层盲埋孔板制作流程

3
東莞生益電子有限公司
二.材料:
1、材料的分类
1.铜箔:导电图形构成的基本材料 2.芯板(CORE):线路板的骨架,双面覆铜的板子,即可用 于内层制作的双面板。 3.半固化片(Prepreg):多层板制作不可缺少的材料,芯板 与芯板之间的粘合剂,同时起到绝缘的作用。 4.阻焊油墨:对板子起到防焊、绝缘、防腐蚀等作用。 5.字符油墨:标示作用。 6.表面处理材料:包括铅锡合金、镍金合金、银、OSP等等。
材料
5
東莞生益電子有限公司
2.2
最常用的FR-4半固化片材料的各种类型
材料名称 FR4
材料类型 7628 2116 3313 1080
原始介质厚 度(um) 193 122 99 74
材料
6
東莞生益電子有限公司
下图是SYE 制作的一个16层板的切面结构
材料
7
東莞生益電子有限公司
三.能力
SYE多层板的基本制程能力
内层线路做好的板子必须要经过黑化或棕化后才能进行层压。它是 对内层板子的线路铜表面进行氧化处理。一般生成的Cu2O为红色、 CuO为黑色,所以氧化层中Cu2O为主称为棕化、CuO为主的称为黑化。
流程
17
東莞生益電子有限公司
3. 黑化和棕化:
棕
流程
化
线
18
黑
化
线
東莞生益電子有限公司
4.层压:(PRESSING)
流程
23
東莞生益電子有限公司
5.钻盲埋孔:(DRILLING)
印制板上孔的加工形成有多种方式,目前使用最多的是 机械钻孔。机械钻孔就是利用钻刀高速切割的方式,在板子 (母板或子板)上形成上下贯通的穿孔。对于成品孔径在 8MIL及以上的穿孔,我们都可以采用机械钻孔的形式来加工。 目前来说,机械孔的孔径必须在8mil以上。 机械钻孔的形式决定了盲埋孔的非交叉性。就以我们这 块八层板而言,我们可以同时加工3 — 6层的埋孔、1—2层 的盲孔和7 — 8层的盲孔等等形式。但如果设计的是既有35层的埋孔,又有4-6层的埋孔,这样的设计在生产上将无法 实现。另外,从前面的层压我们可以了解到对称的必要性, 如果此时不是3-6层的埋孔而是3-5层或4-6层的埋孔,制作 难度与报废率将大幅提高,其成本将是3-6层埋孔的6倍以上。
盲孔、埋孔制造技术
采用盲孔和埋孔是提高多层板密度、减少层数和板面尺寸的有效方法,并大大减少了镀覆通孔的数量。
BUM板几乎都采用埋孔和盲孔结构。
埋孔和盲孔大都是直径为0.05~0.15mm的小孔。
埋孔在内层薄板上,用制造双面板的工艺进行制造;而盲孔的制造开始用控制Z轴深度的钻小孔数控床,现普遍采用激光钻孔、等离子蚀孔和光致成孔。
激光钻孔有二氧化碳激光机和Nd:YAG紫外激光机。
日本日立公司的二氧化碳激光钻孔机,激光波长为9.4弘m,1个盲孔分3次钻成,每分钟可钻3万个孔。
随着电子产品向高密度,高精度发展,相应对线路板提出了同样的要求。
而提高pcb 密度最有效的方法是减少通孔的数量,及精确设置盲孔,埋孔来实现。
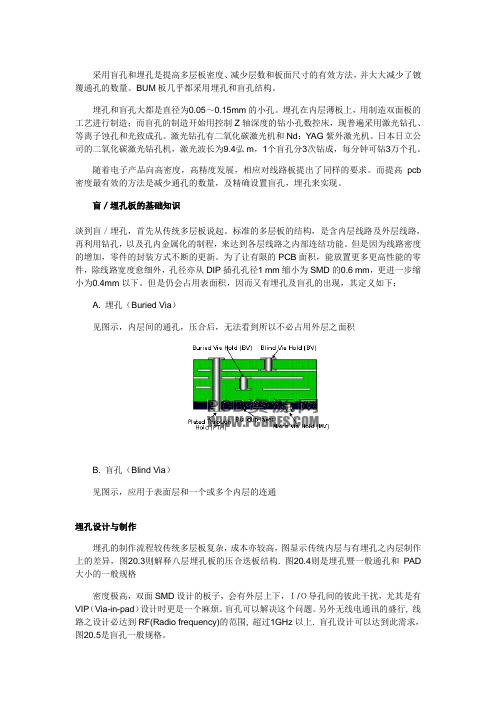
盲/埋孔板的基础知识谈到盲/埋孔,首先从传统多层板说起。
标准的多层板的结构,是含内层线路及外层线路,再利用钻孔,以及孔内金属化的制程,来达到各层线路之内部连结功能。
但是因为线路密度的增加,零件的封装方式不断的更新。
为了让有限的PCB面积,能放置更多更高性能的零件,除线路宽度愈细外,孔径亦从DIP插孔孔径1 mm缩小为SMD的0.6 mm,更进一步缩小为0.4mm以下。
但是仍会占用表面积,因而又有埋孔及盲孔的出现,其定义如下:A. 埋孔(Buried Via)见图示,内层间的通孔,压合后,无法看到所以不必占用外层之面积B. 盲孔(Blind Via)见图示,应用于表面层和一个或多个内层的连通埋孔设计与制作埋孔的制作流程较传统多层板复杂,成本亦较高,图显示传统内层与有埋孔之内层制作上的差异,图20.3则解释八层埋孔板的压合迭板结构. 图20.4则是埋孔暨一般通孔和PAD 大小的一般规格密度极高,双面SMD设计的板子,会有外层上下,I/O导孔间的彼此干扰,尤其是有VIP(Via-in-pad)设计时更是一个麻烦。
盲孔可以解决这个问题。
另外无线电通讯的盛行, 线路之设计必达到RF(Radio frequency)的范围, 超过1GHz以上. 盲孔设计可以达到此需求,图20.5是盲孔一般规格。
PADS中盲埋孔的设计(18P)

什么是盲埋孔?
如图是一个8层板的剖面结构示意图: A:通孔(L1-L8) B:埋孔(L2-L7) C:盲孔(L7-L8) D:盲孔(L1-L3)
注:下面的例子均以8层板为例
什么是盲埋孔?
下图是在PADS Router (BlazeRouter)的 Navigator窗口中看到的盲埋孔的剖面结构图: Layer2-Layer7的埋孔 Layer1-Layer2的盲孔
比思电子有限公司
盲埋孔的走线
在您进行盲埋孔Hale Waihona Puke 布线之前,请注意以下的几个设置(续)
• 菜单Setup-Preferences- Routing的Layer Pair设置,在 走各种不同的层对间的盲埋孔 时有影响,后续详细说明。
盲埋孔的走线
当对Layer1的SMD走盲孔时,您将Layer Pair设置为Layer1- Layer2,这时如需要加V12类型的Via,因为这时可用的Via类型只有 V12和V18,而V27、V78类型是不可用的,因此有以下几种方法: • 按快捷键F4,加入V12类型Via • 键盘输入无模命令,“L2” • 点击鼠标右键,选择Add Via • 按住键盘Shift,同时点击鼠标左键
盲埋孔的走线
如果需要在SMD上打盲孔时,对于Layer1上的SMD,您必须将 Layer Pair设置为Layer1-Layer2,而对于Layer8上的SMD,您必须 将Layer Pair设置为Layer7-Layer8,按以下两种方式打盲孔: • 点击鼠标右键,选择Add Via • 按住键盘Shift,同时点击鼠标左键
比思电子有限公司
盲埋孔的走线
在您进行盲埋孔的布线之前,请注意以下的几个设置:
• 菜单Setup-Design Rules…-Default-Clearance中的Same Net 选项设置,如果您需要在SMD上打盲孔,请将其值设置为0。
盲埋孔制作规范

文件编号:WI-QA-012 生效日期:2007 年 1 月 10 日 第 3 页 共 10 页 版本号:A
镭射盲孔板(第一种类型)
镭射盲埋孔板(第二种类型)
L1 L2/L3 L4/L5 L6
L1 L2 L3/L4 L5 L6
2、工艺流程:
A、第一种类型盲孔板工艺流程:
按照普通板完成内层层压 镭射凡孔 沉铜+板镀
的埋孔层光成像的对位孔;
深圳市迅捷兴电路技术有限公司
Shenzhen Xunjiexing Electrontic Co.,Ltd.
文件编号:WI-QA-012 生效日期:2007 年 1 月 10 日
文件名:盲埋孔板制作规范
第 5 页 共 10 页 版本号:A
E、镭射盲孔凡带制作时,必须凡其次表层设置对位靶标(详见盲孔管位图);
3、注意事项:
A、2+2 类型:工程对于此类盲孔板内层芯板的基铜选择的原则为:将芯板基铜选
择比客户要求铜厚≤18UM,譬如:客户要求内层铜厚为 35um,那么工程选择
18um 规格芯板,如果客户要求 70um,那么工程必须选择 35um,然后沉铜+板镀,
将内层铜厚镀够 70um;
B、当 N+N 的叠层结构≥5 层时,工程设计管位过程中,必须分别设置两套层压铆
偶数叠层(如 4+4、6+6 等)
L1 L2/L3 L4 P 片(禁止单张) L5 L6/L7 L8
2、工艺流程
不对称叠层(如 4+2、5+3 等)
L1 L2/L3 L4/L5 P 片(禁止单张) L6/L7 L8
A、2+2 类型常规流程:
开料 凡孔 沉铜+板镀 镀孔 内光成像 内蚀刻 下流程
工艺盲埋孔工艺流程
工艺盲埋孔工艺流程1. 引言工艺盲埋孔是一种常用的地下管线敷设技术,它在地下进行,使用盲埋孔钻进行钻孔作业,然后再将管线通过钻孔埋入地下。
本文将介绍工艺盲埋孔的具体工艺流程。
2. 材料准备在进行工艺盲埋孔前,需要准备以下材料和工具: - 盲埋孔钻机:用于进行钻孔作业。
- 钻头:根据具体情况选择合适的钻头。
- 管道材料:根据需要敷设的管道类型准备相应的管道材料。
常见的有PVC管、铸铁管等。
- 排水设备:用于处理钻孔过程中产生的泥浆和废水。
3. 工艺流程步骤1:勘测和设计在进行盲埋孔工艺之前,需要对敷设区域进行勘测和设计。
勘测的目的是确定敷设管道的线路和埋深,以及钻孔点的位置。
设计的目的是合理安排管道的布局,减少管道弯头,提高管道敷设质量。
步骤2:现场准备工作在开始钻孔作业之前,需要进行现场准备工作。
这包括清理钻孔点周围的地面,确保工作区域安全,设置工地标识,铺设防护网等。
同时,需要准备好所需的材料、工具和设备。
步骤3:钻孔作业1.将盲埋孔钻机移动到钻孔点,并进行稳定固定。
2.根据设计要求,选择合适的钻头,并安装在钻机上。
3.启动钻机,进行钻孔作业。
在钻孔过程中,需要根据地质情况和钻孔深度来调整钻机的工作参数,保证钻孔作业的顺利进行。
4.钻孔完成后,停止钻机的工作,并将钻孔机从钻孔孔口中移除。
步骤4:管道敷设1.在钻孔完成后,需要及时将管道材料送入钻孔孔口。
2.使用适当的工具,将管道逐段送入钻孔孔口,并向前推进,直到管道敷设结束。
3.在管道敷设的过程中,需要保持与钻孔孔口的对齐,并避免管道变形和损坏。
步骤5:测试和检查1.在管道敷设完成后,需要进行测试和检查,以确保管道的质量和安全性。
2.进行泄漏测试,检查管道连接是否牢固,排除漏水的可能性。
3.进行管道的通畅性测试,检查管道是否存在堵塞等问题。
4.对管道进行外观检查,检查管道表面是否存在破损或腐蚀。
4. 安全注意事项•在进行工艺盲埋孔工艺时,需要严格遵守相关的安全规定和操作规程。
BVHHDI
盲/埋孔的工艺技术简介(BVH)一.盲/埋孔(BVH)的应用:在现代社会,随着高科技发展,人类对汽车.轮船.航空.通信.军用等电子设备系统要求:多功能.高密度.高可靠性.轻薄体积小与低成本的趋势发展. PCB 跟着高速度方向发展,通过减少通孔数量和依靠精确设置盲/埋孔来达到目的.二.盲/埋孔(BVH)的流程 1.盲/埋孔的流程分个两方面. a.副流程:制作盲/埋孔的 b.主流程:制作通孔的 2.盲/埋孔的流程制作难点主要在主流程: a. 磨板面的盲孔胶 b. 减薄铜(棕化) c. 磨板(减薄铜后的盲孔)备注: a .磨板面的盲孔胶Cost : 0.78USD/FT2. b. 减薄铜(棕化) Cost : 1.936USD/FT2. c. 磨板(减薄铜后的盲孔) Cost: 0.78USD/FT24mil 1/3/1/3 ozL1L22116(53)x17628(43)x1L3L41080(62)x24mil H/1 ozL5L6L7L84mil 1/H oz4mil 1/3/1/3 oz7628(43)x12116(53)x1•副流程(0102)•切板-> 钻孔->(棕化蚀薄铜) 氧化处理-> 沉铜-> 板电镀-> 内层线路-> 内层蚀板-> 内层检查-> 氧化处理-> 压板L1L24mil 1/3/1/3 OZ•副流程(0104)•压板-> 钻孔-> 沉铜-> 板电镀-> 外层蚀板(退锡) -> 内层线路-> 内层蚀板-> 内层检查-> 氧化处理-> 压板L1L2L3L44mil 1/3/1/3OZ4mil H/1 OZ2116(53)x17628(43)x1•副流程(0108)•压板-> 钻孔-> 沉铜-> 板电镀-> 外层蚀板-> 外层干膜-> 图电-> 外层蚀板-> 外层蚀检-> 湿菲林-> 沉金-> 字符-> 啤锣-> FQC -> 包装123456压板锣外围除胶棕化蚀薄铜5次(减少约0.8-1.2mil)磨板(减薄铜)二次4mil 1/3/1/3 ozL1L22116(53)x17628(43)x1L3L41080(62)x24mil H/1 ozL5L6L7L84mil 1/H oz4mil 1/3/1/3 oz7628(43)x12116(53)x1三.盲/埋孔的品质保证:(BVH)1.外观检查2.可靠性的品质保证:a.抽10%过IR机两次后E-testb.定期抽板做热冲击一.三.五次(参数: 温度: 288℃+/-5℃10秒)检查爆板,孔壁质量(离层.渗度.ICD.空洞等)四.盲/埋孔的制作业绩(BVH)客户:SOLECTRON( JOHOR)型号:PR4106679&4106680交货量(07/01/2003-12/01/2003):3255ft2目前良率 85%结构: 热冲击(五次)五.盲/埋孔(BVH)的生产能力序号项目制作能力1层数162板尺寸18’’X24’’3板厚180mil4最小基板(core)厚度4mil1/3/1/3OZ5通孔钻孔孔径8mil 6肓埋孔钻孔孔径8mil 7纵横比(板厚/孔径比)10:18最小线宽/线间(外层) H OZ:3.5mil/3.5mil1 OZ: 4mil/4mil9最小线宽/线间(内层) H OZ:3.5mil/3.5mil1 OZ: 4mil/4mil1. 副流程的制作增加Cost ≈USD8.786/ft2 (一次盲/埋孔,副流程制作增加Cost 一次, 二次盲/埋孔增加Cost 二次,n 次盲/埋孔Cost 就按此类推算)2.主流程的制作增加Cost ≈USD5.195 /ft2a.磨板面胶.b.减薄铜c.板电镀d.退锡六.盲/埋孔(BVH)的制作成本增加Cost added (US$/ft 2)Material ProcessTotal1.967流程Total 副流程8.78613.98115.948主流程 5.195备注:以上为2003.10月份计算的Cost七.盲/埋孔(BVH)的出货情况2003年共制作样板: 100个2003年共出货:52 个( 35ksqft)。
盲埋孔制作
DRILLING
INNER LAYER IMAGE
PTH
INNER LAYER IMAGE ( L2 )
PTH
INNER LAYER IMAGE ( L7 )
SHEARING
D/F PHOTO IMAGE ( L2 , L3)
LAMINATION
LASER DRILL
CNC DRILL
PANEL PLATING
D/F PHOTO IMAGE (OUTER LAYER)
LIQUID SOLDER MASK
HOT AIR LEVELING
P 24ห้องสมุดไป่ตู้30
盲 埋 孔( IVH ) 板 製 作
L2-L3 INNER LAYER IMAGE ( L2)
LAMINATION
DRILLING ( L1-L3 )
PTH
INNER LAYER IMAGE ( L3 )
L4-L5
INNER LAYER IMAGE ( L5 )
LAMINATION
DRILLING ( L4-L6 )
PTH
INNER LAYER IMAGE ( L4 )
LAMINATION
D/F PHOTO IMAGE (OUTER LAYER)
ROUTING
PTH
CNC DRILL
LIQUID SOLDER MASK
ELECTRICAL TEST
O .Q. C.
P 17/30
盲 埋 孔( IVH ) 板 製 作
Blind Via Process
SHEARING
LAMINATION
DRILLING ( L1-L6 )
盲埋孔板工艺流程
盲埋孔板工艺流程
一、概述
盲埋孔板是一种常用于铸造行业的工艺,它能够有效地改善铸造件的质量和性能。
在铸造过程中,盲埋孔板的使用可以提高铸件的密封性、抗压性和耐腐蚀性。
下面将介绍盲埋孔板的工艺流程。
二、工艺流程
1. 准备工作
在开始盲埋孔板工艺流程之前,需要准备以下材料和设备: - 盲埋孔板 - 砂型 - 铸造材料 - 铸造设备
2. 制作砂型
首先,将砂型放置在铸造设备上,然后按照设计要求在砂型中制作出孔板的位置。
3. 安装盲埋孔板
将盲埋孔板嵌入到砂型中,确保孔板与砂型表面平整贴合,并且固定牢固。
4. 浇注铸造材料
接下来,将铸造材料加热至适当温度后,倒入砂型中,填充至孔板的位置。
5. 冷却固化
等待铸造材料冷却固化,使其与盲埋孔板紧密结合,形成成型的铸件。
6. 拆模取件
待铸件完全冷却后,拆除砂型,取出铸件,并清理表面杂质。
7. 后续处理
对铸件进行必要的后续处理,如修磨、除渣等,以确保其质量满足要求。
三、注意事项
在盲埋孔板工艺流程中,需要注意以下事项:- 确保孔板的安装位置准确无误,避免出现错位或偏移。
- 控制好铸造材料的温度和浇注速度,以防发生温度过高或
过低的情况。
- 检查铸件质量,确保表面光洁平整,无裂纹或气孔等缺陷。
四、总结
盲埋孔板工艺流程是铸造行业中常见的一种工艺,通过合理的操作和严格的控制,可以获得高质量的铸件。
在实际应用中,需要根据具体需求灵活调整工艺参数,以确保最终产品的性能和质量达到要求。
盲孔和埋孔工艺流程

盲孔和埋孔工艺流程Blind hole and buried hole processes are commonly used in manufacturing and construction industries to create holes that do not go all the way through the material. These processes have their own unique advantages and applications, depending on the specific requirements of the project.盲孔和埋孔工艺流程在制造和建筑行业中被广泛使用,用于创建不完全穿透材料的孔。
这些工艺根据项目的具体要求具有各自独特的优势和应用。
Blind holes are holes that only partially penetrate the material, leaving a bottom to the hole. They are commonly used for creating a space for a screw head to sit flush with the material surface or for creating a precision bore. The blind hole process involves drilling a hole that does not go through the entire thickness of the material, which can be advantageous when a clean finish is required on one side of the material.盲孔是只部分穿透材料的孔,留有底部。
它们通常用于为螺钉头埋在材料表面上或创建一个精密孔。
有关盲孔埋孔制作工艺
有关盲孔埋孔制作工艺有关盲孔,埋孔板制作工艺一, 概述 :盲孔,埋孔板主要用于高密度,小微孔板制作 ,目的在于节省线路空间 , 从而达到减少PCB体积的目的,如手机板 ,二 , 分类:一).激光钻孔,1.用激光钻孔的原因 :a .客户资料要求用激光钻孔;b 因盲孔孔径很小<=6MIL ,需用激光才能钻孔.c , 特殊盲埋孔 ,如L1到L2有盲孔,L2到L3有埋孔,就必须用激光钻孔.2. 激光钻孔的原理:激光钻孔是利用板材吸收激光热量将板材气化或溶掉成孔,因此板材必需有吸光性 ,故一般RCC材料 ,因为RCC中无玻璃纤维布 ,不会反光 .3.RCC料简介:RCC材料即涂树脂铜箔:通过在电解铜箔粗糙面上涂覆一层具有独特性能树脂构成 . 目前我们公司关于RCC料有三个供应商: 生益公司 , 三井公司 ,LG公司材料: 树脂厚度 50 65 70 75 80 (um) 等铜箔厚度 12 18 (um)等RCC料有高TG及低TG料, 介电常数比正常的FR4小 ,例如广东生益公司的S6018介电常数为3.8 ,所以当有阻抗控制时要注意.其它具体参考材料可问PE及RD部门.4. 激光钻孔的工具制作要求:A).激光很难烧穿铜皮,故在激光钻孔前要在盲孔位蚀出跟完成孔径等大的Cu Clearance .B). 激光钻孔的定位标记加在L2/LN-1层,要在MI菲林修改页注明。
C).蚀盲孔点菲林必须用LDI制作,开料要用LDI板材尺寸。
5.生产流程特点:A). 当线路总层数为N , L2—Ln-1 层先按正常板流程制作完毕, B). 压完板,锣完外围后流程改为:--->钻LDI定位孔--->干膜--->蚀盲孔点--->激光钻孔--->钻通孔 --->沉铜----(正常工序)。
6.其他注意事项:A).由于RCC料都未通过UL认证,故此类板暂不加UL标记. B).关于MI上的排板结构, 为避免把此类含RCC料排板当假层板排板(因为菲林房制做菲林假层板和正常板有别) ,我们在画排板结构时,要注意RCC料与L2或Ln-1层分开,例如SR2711/01排板:C).IPC-6016是HDI板标准:激光盲孔孔壁铜厚:0.4mil(min).焊锡圈要求 :允许相切如果PAD尺寸比孔径大5mil以下,要建议加TEARDROPD).板边>=0.8”二).机械钻盲/埋孔:1.适用范围:钻嘴尺寸>=0.20mm时可考虑用机械钻孔;2.关于盲埋孔的电镀方法(参照RD通告TSFMRD-113): A).正常情况下,任何层线路铜面只可1次板电镀+1次图形电镀; B). 正常情况下,全压板流程完成后,板厚>=80MIL ,通孔需板电镀+图形电镀,因此, 盲孔电镀时外层板面不能板电镀.C).满足上述两条件后,盲孔的电镀按如下方法进行:I).外层线路线宽度大于6MIL ,且通孔板厚小于80MIL时,在盲孔电镀中外层板面可整板电镀II).外层线路线宽大于6MIL , 但通孔板厚大于80MIL时,在盲孔电镀中外层板面需贴膜保护板面;III).外层线路线宽小于6MIL , 且通孔板厚>=80MIL时,在盲孔电镀中外层板面需贴膜保护板面;3. 贴膜的方式:1) 盲孔纵横比<=0.8 (L/D)时,外层板面贴干膜整板曝光,内层盲孔板面整板电镀 , 2) 盲孔纵横比>0.8时(L/D) 时,外层板面贴干膜盲孔曝光, 需制作电镀曝点菲林或LDI曝光 ,内层盲孔板面整板电镀.4. 盲孔曝点的方法:1) 盲孔<=0.4MM (16MIL)时,用LDI曝盲孔,2) 盲孔>0.4MM (16MIL)时,用菲林曝盲孔,5. 埋孔贴膜方式 :1) 当埋孔面的线宽<=4MIL时,埋孔板面需贴膜曝点,2) 当埋孔面的线宽>4MIL时 , 埋孔板面直接板电镀 ,6. 注意事项 :1) 纵横比中 L/D : L=介质厚+铜厚 , D=盲孔/埋孔直径 .2) 盲孔/埋孔电镀菲林 : * 曝光点的直径D=D-6 (MIL) .*曝光点菲林加对位点 , 其坐标与外围参考孔一致 . 3) 需贴膜的盲孔在电镀时一般使用脉冲电流 (AC) .三.盲孔板需注意的一些特别要求 :1.树脂塞盲孔: 当埋孔尺寸较大时并且孔数较多, 压板时, 填满埋孔需要很多树脂, 为防止其影响压板厚度, 经R&D要求时, 可在压板前用树脂将埋孔预先塞住, 塞孔方式应可参照绿油塞孔.2. 外层有盲孔时 ,a. 因压板时外层会有胶流出 ,所以在压板后需要有一除胶工序;b. 因外层干膜前会清洁板面,有一磨板工序,化学沉铜很薄,仅 0.05MIL 到0.1MI 故很容易在磨板时磨掉, 所以我们会加一板电镀工序,加厚铜.其相关工序如 : 压板除胶钻孔沉铜板电镀干膜图形电镀 .3. 另外在做层数高的盲孔板时可能会到用PIN-LAM压板,但要注意只有 CORE 的厚度小于30MIL时, 我们的机器才能打PIN-LAM孔 , 例如 : PR4726010 ,我们用的就是普通压板 .4. 关于盲孔板板边 ,考虑有多次压板 ,及工艺孔较多 ,所以尽量把板边留到0.8”以上.5. 在写LOT卡时 ,关于副流程 ,即要写单个副流程的排板结构 ,还要在特别要求里写上主流程的排板结构 ,为的是方便下面工序.6. 在写LOT卡时 , 在有盲孔干膜是放在内层做或外层做,举例说明一下 :L 1L 2A如CORE的A厚度大于12MIL(不含铜厚) , 就放到外层做 , 如CORE的A厚度小于12MIL(不含铜厚) , 就放到内层做 ,。
埋肓孔 制作流程

裁切
前處理 AOI
覆膜 清洗
曝光 去膜
顯影 蝕刻
L3 L4
L2/L5 壓合
棕化
預疊
壓合
鉆靶 清洗
半撈 去毛邊
L2 L3 L4 L5
L2~L5 埋孔製作
烘烤
鉆孔 研磨
去毛頭 烘烤
除膠渣 填孔
化學銅 刷磨
電鍍銅 棕化
L2 L3 L4 L5
L2/L5 線路製作
前處理
覆膜
曝光 AOI
棕化
L1/L6 壓合(RCC)
壓合
鉆靶
半撈
去毛邊 清洗
L1 L2 L3 L4 L5 L6
前處理 去毛頭
雷射成孔 & 鑽通孔
覆膜 鉆孔
曝光
雷射成孔
顯影 清洗 L6
電鍍
去毛頭
除膠渣
化學銅
電鍍銅
L1 L2 L3 L4 L5 L6
前處理
L1/L6 線路製作
覆膜
曝光
顯影 清洗
蝕刻 去膜
L2 L3 L4 L5
L2~L5 埋孔製作 L1/L6 壓合(RCC) L1/L6 壓合(RCC) L1/L6 壓合(RCC) L2~L5 埋孔製作 L2~L5 埋孔製作 L2~L5 埋孔製作 L1/L6 壓合(RCC) L1/L6 壓合(RCC) L1/L6 壓合(RCC) L1/L6 壓合(RCC) L2~L5 埋孔製作 L1/L6 壓合(RCC) L1/L6 壓合(RCC) L2~L5 埋孔製作 L2~L5 埋孔製作 L1/L6 壓合(RCC) L1/L6 壓合(RCC) L2~L5 埋孔製作 L1/L6 壓合(RCC) L2~L5 埋孔製作 L1/L6 壓合(RCC) L2~L5 埋孔製作 L2~L5 埋孔製作 L2~L5 埋孔製作 L1/L6 壓合(RCC) L1/L6 壓合(RCC) L1/L6 壓合(RCC) L2~L5 埋孔製作 L1/L6 壓合(RCC)
盲埋孔制作工艺
• 开料: 盲埋孔电路板需选用较好的板材,100%的 150℃烤板4小时,消除内应力及及板材水 分,且叠板厚度不得超过250MM
• 钻孔 注意使用指定的钻带,不可错用,且钻咀 使用全新钻咀,叠板厚度按照正常叠板厚 度减少20%,必须保证每一次钻孔的一次 性,保证关联线路走线正确。内层钻孔时, 不要认为内层薄,就叠板较多,一般要求 不要超过6PNL,钻孔参数按比正常的参数 要慢20%,确保孔壁质量,无粉尘无毛刺
• 盲/埋孔加工工艺及控制要点
武汉南星锦程电路板有限公司 工程技术部
2011.6
• 目的:固化盲/埋孔加工工艺作业流程,让 其规范化标准化,保持其作业的稳定和技 术的成熟
权责:工程部负责本规范的制作 制造部门负责本规范的落实执行 品质部负责本规范的监督落实执行, 并检验其品质状况 计划部负责订单的资源调配整合及信 息的反馈安排
• 后续流程与普通多层板制作流程基本相同。
谢谢:与通孔相对而言,通孔是指各层均钻通 的孔,盲孔则是非钻通孔。 b:盲孔细分:盲孔(BLIND HOLE),埋孔 BURIED HOLE(外层不可看见); c:从制作流程上区分: 盲孔在压合前钻 孔,而通孔是在压合后钻孔。 流程略
• 工艺及控制要点内容: 工程文件的制作:工程文件制作时,注意 设臵好层间对位孔,否则在对位时会出现 配对错误的情况。甚至不能分辩哪一层是 哪一层。建议采用:第二层有两个识别点, 第三层有三个识别点,依次类推…菲林上 的识别点与钻孔文件一致。
• 第二次合压时,填胶是最关键,埋孔的胶 流出不能堆积在进埋孔周围,盲孔胶要全 部填充,流出孔表面成大头针帽形。 各层 铆合层次准确,定位孔精度要求在0.050.075mm之间,否则容易出现内层短路。层 压后不管如何控制外层的流胶,但始终都 有胶流出板面,采用先烘烤,再除流胶, 立即磨板,再烘干后才能钻孔。
盲埋孔 设计

要,所以我们要改变一下设计和生产.
下面我们来看一下二阶怎么做
2) ( 1-2 + 3-4 ) + ( 5-6 + 7-8 ) 这里首先同样也要把这4块两层板打孔(也就是盲埋孔),分别就有1-2 \ 7-
首先你要了解多层板是怎么做出来的,理解那些孔是怎么加工的才能做盲埋孔的pcb设计,现在多层板一般是由板直接压合再打孔就可以了,很简单(注意板子的厚度和
孔径的大小比例设计:当孔的深度超过钻孔直径的6倍时,就无法保证孔壁能均匀镀铜),有盲埋孔的就比较麻烦
做了1-6就做不出3-8的孔了啊,还有一些人更加过份,还设计有1-3和5-7这样的孔,你要工厂怎么加工?用3层
板和1层板压合?
相信大家看了应该会有所帮助
在protel99se里,按 O + K 后在右下角有一个Drill Pairs的按钮,你可以在那里面设置钻孔对,这样你走线换
层的时候只要满足这个里面的钻孔对设置,软件就会自动帮你加那个盲埋孔的
8这样两种盲孔和\ 3-4 \ 5-6 这样两种埋孔,然后把( 1-2 + 3-4 )压合打孔,就有了1-4的盲孔了,再把( 5-6
+ 7-8 )压合打孔,就有了5-8的盲孔了,再把这两块4层板压合打孔,就有1-8的通孔了,这样虽然多了两种孔,但
是压合了两次,生产比较复杂,不良率很高,很少有工厂愿意做
3) ( 1-2 + 3-4 + 5-6 ) + 7-8 或者 1-2 + ( 3-4 + 5-6 + 7-8)我就不多说了
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a:与通孔相对而言,通孔是指各层均钻通 的孔,盲孔则是非钻通孔。 b:盲孔细分:盲孔(BLIND HOLE),埋孔 BURIED HOLE(外层不可看见); c:从制作流程上区分: 盲孔在压合前钻 孔,而通孔是在压合后钻孔。 流程 略
工艺及控制要点内容: 工程文件的制作:工程文件制作时,注意 设臵好层间对位孔,否则在对位时会出现 配对错误的情况。甚至不能分辩哪一层是 哪一层。建议采用:第二层有两个识别点, 第三层有三个识别点,依次类推…菲林上 的识别点与钻孔文件一致。
外层线路 台面、米拉、菲林的清洁及菲林的使用寿 命需严格控制,详细执行《细密线路操作 规范》
图形电镀 特别强调内层图形电镀:内层图形电镀: 1.内层最好放在一个飞巴两个整流器, 单面给电流,同方向上挂具,光铜面统一 给2.0ASD打电流,另一面按1.2ASD的电流 电镀60分钟,确保孔铜厚12-15微米。
2.拷贝菲林时药膜面不能拷反,一旦 拷贝反,则线路关联全部倒臵。其次是对 位时看清楚对位识别孔,不能“张冠李 戴”,始终掌握看对位标识点就可避免对 错层数的现象。
3.内层芯板薄,依照公司薄板的工艺流程。 控制板面不要有折痕。板面会给层压带来 局部填胶不满出现盲孔失效。
压合 棕化良好,充分考虑压合厚度、内层铜厚、 残铜率之间的关系,防止因为PP配臵不当 导致内层短路,并铆钉定位, 8曾以上盲 埋孔订单尽量选择销钉模板定位生产,防 止层偏及滑板,每次层压保证每一层的层 间对准度 除工程设计防呆外,还要控制图 形转移工序的对准度,压合时流胶要足够, 确保埋孔内胶填充平整。
内层 注意识别方向标识孔,区分层次进行内层 制作,切不可将层次制作错误,各层镜像 要特别留意,否则就将线路的关联关系全 部搞反,生产前全检菲林,并确保内层线 路重合完好,重合偏差小于0.05MM,菲林 需控制菲林的伸缩系数,排版12*12英寸以 上的,菲林须作适当的放大。
一般是内层在横向拉长万分之三,纵向拉 长万分之二,外层横向拉长万分之五,纵 向拉长万分之四。这对后续工序的制作非 常重要
特别注意浓硫酸内不能有任何一点水份, 否则容易出现盲孔失效。对于2OZ以上内层 订单,压合层压叠构需做填胶处理,压合 完成厚度依照客户要求内走上限.
PTH&沉铜 背光8级以上,对于0.3以下的孔径,选择 沉铜两次的方法进行,确保孔铜厚度,除 胶渣、活化、沉铜缸均需开振动马达,内 层加厚需严格控制时间及电流密度,若没 有特别要求,内层铜厚需保持厚度的一致 性,避免因为厚度的不均造成层压出现内 层短路.
开料: 盲埋孔电路板需选用较好的板材,100%的 150℃烤板4小时,消除内应力及及板材水 分,且叠板厚度不得超过250MM
钻孔 注意使用指定的钻带,不可错用,且钻咀 使用全新钻咀,叠板厚度按照正常叠板厚 度减少20%,必须保证每一次钻孔的一次 性,保证关联线路走线正确。内层钻孔时, 不要认为内层薄,就叠板较多,一般要求 不要超过6PNL,钻孔参数按比正常的参数 要慢20%,确保孔壁质量,无粉尘无毛刺
要点: 1.内层采用湿膜制作:其参数: ①磨痕采用8-10MM,水膜采用10秒不破, 速度2.2m/min。 ②网纱采用77T,刮刀采用75度,丝印 角度为15度。第一面烤面18min,第二面烤 板22min,间隔插一块。 ③21格曝光尺作到7-8格,显影点为1/4, 显影温度28℃,显影压力1.8PSI,速度 1.8m/min,碳酸钠含量程,让 其规范化标准化,保持其作业的稳定和技 术的成熟
权责:工程部负责本规范的制作 制造部门负责本规范的落实执行 品质部负责本规范的监督落实执行, 并检验其品质状况 计划部负责订单的资源调配整合及信 息的反馈安排
专用名词解释: 盲/埋孔电路板:在完工之传统电路板外, 继续以逐次(Sequential)额外增层的办法; 制作出非机钻微盲孔(Microvia,孔径6mil 以下)之层间互连,与细密布线(L/S 4mil 以下),以及近距设垫(球垫跨距30mil以下) 之新式增层板者 (Sequential Build up; SBU) 称之为HDI(High Density Interconnection)板类.
后续流程与普通多层板制作流程基本相同。
谢谢各位!
刘元博2008-11-22
控制要点: 1.电镀操作参数:镀液 H2SO4:220g/L,CuSO4.5H2O:65-75g/L,Cl:50-70PPM
光剂按200ml/1000安培.分钟。镀液温度: 26℃。 2.盲孔面要镀锡均匀够厚,否则容易 出现小针孔,各飞巴干净,槽电压1.2V左 右。
3.板面不能有折痕。电镀光板时,电 流要小,一般控制在1.0A/dm2,时间控制在 30分钟。过孔一铜厚度在7-12微米
第二次合压时,填胶是最关键,埋孔的胶 流出不能堆积在进埋孔周围,盲孔胶要全 部填充,流出孔表面成大头针帽形。 各层 铆合层次准确,定位孔精度要求在0.050.075mm之间,否则容易出现内层短路。层 压后不管如何控制外层的流胶,但始终都 有胶流出板面,采用先烘烤,再除流胶, 立即磨板,再烘干后才能钻孔。