选煤厂煤泥水处理系统的优化改进及应用
刘庄选煤厂煤泥水系统改造和优化处理
刘庄选煤厂煤泥水系统改造和优化处理姜博(北京中煤煤炭洗选技术有限公司刘庄选煤厂,内蒙古鄂尔多斯o17200)摘要:刘庄选煤厂通过改、扩建煤泥输送系统,提高了煤泥水系统处理煤泥能力,加强了煤泥的输送和贮存能力,有效缓解了煤泥水系统的压力,提高了选煤厂的洗选能力。
关键词:优化;改造;煤泥水;压滤机中图分类号:F406.3;TD926.2文献标志码:B文章编号:1008-0155(2019)07-0105-02刘庄选煤厂是中煤新集刘庄矿业有限公司刘庄矿井的配套项目,是一座大型矿井型动力煤选煤厂。
一期工程于2007年6月建成投产,主洗二期工程于2008年8月投入生产,全部工程建设完成后,年处理能力可达8.0Mt。
工艺流程:+30mm 块煤采用动筛跳汰分选,30mm~0mm末原煤采用脱泥有压两产品重介旋流器分选,粗煤泥采用煤泥离心机脱水,细煤泥采用快速隔膜压滤机脱水的联合工艺流程。
1煤泥水系统概况及存在问题1.1煤泥水系统简介30~0mm末原煤在洗选过程中先经脱泥筛预先脱泥,同时重介质在循环过程中经磁选机进行回收。
磁选尾矿与入洗末原煤脱泥筛下水合并进入煤泥水桶收集,用泵打至分级浓缩旋流器组。
旋流器组底流经弧形筛、煤泥离心机脱水后掺入动力煤产品,分级浓缩旋流器组溢流和煤泥离心机离心液进入厂外4台浓缩机。
4台浓缩机既可以串联使用,又可以并联使用。
煤泥水可以分粗细颗粒两段浓缩回收:一段浓缩机底流采用加压过滤机回收,二段浓缩机底流采用压滤机回收。
加压过滤机和压滤机脱水后的煤泥既可掺入动力煤产品,又可经过输送设备直接落地作为煤泥产品销售。
加压过滤机和压滤机滤液返回浓缩机,浓缩机溢流作为循环水循环使用。
同时,煤泥水也可以直接进入浓缩机进行回收,浓缩机底流采用压滤机回收,溢流作为循环水循环使用。
1.2煤泥水系统存在的问题刘庄煤矿原煤属高灰、高含肝原煤,肝石和煤易泥化,当井下工作面遇到断层时,煤质变化较大,原煤灰分升高,细粒肝石含量大,煤泥水处理量变大。
选煤厂煤泥水系统浓缩工艺的优化改造实践

选煤厂煤泥水系统浓缩工艺的优化改造实践摘要:煤泥水系统对于选煤厂来说至关重要,其往往采用两段浓缩工艺处理中设备,经常出现第二段浓缩底流处理能力变低的情况,并同时具有滤饼水分高、滤液浓度高等问题。
为了改善煤泥水处理问题,煤厂将两段浓缩工艺优化为单段浓缩工艺,从而改善过滤机处理煤泥水的效果,增强其处理能力。
员工在操作时可精确药剂添加剂量和比例,从而更好的稳定煤泥水系统的处理能力。
这样既能提升生产安全性效率,也能发挥其经济效益。
关键词:煤泥水系统;选煤;浓缩工艺;浓缩优化1、工程概况某公司的矿井选煤厂每年能洗120万吨原煤,该公司利用“重介”洗选工艺,将煤泥水经过“浓缩+压滤”的工艺处理后,可以实现循环生产利用。
该公司的选煤厂厂区内建有一个1320m3的事故水池,可供选煤厂生产应急使用。
另外在洗煤车间内设有50m3的集中处理废水水池,该水池用于收集地板冲洗废水和设备冲洗水,也可用于收纳煤泥临时堆场产生的淋控水等。
该选煤厂的类型为矿井型选煤厂,所有原煤材料来源为云泉煤业。
其中洗煤的主要产品为粒径小于50mm的特低灰精煤、研石以及混煤。
洗煤过程中所用的工艺比较复杂,具体工艺流程如下:首先按照200mm的粒径预先筛分矿粒,将粒径大于200mm的煤块选出,经过手动拣选,归类为特大块煤块产品。
再筛选粒径为200mm-0mm的原煤进行粒径为13mm的干式分级处理;将200-13mm的大块煤矿经过3mm脱泥筛选之后,再进入块煤浅槽重介质分选机进行分选阶段。
该分选过程要注意入料尺寸;如果遇到小于13mm的末煤,需要经过1.5mm脱泥筛选之后,再将其进行二次分选;如果遇到粒径小于1.5mm的煤泥,需要采用水力分级旋流器对煤泥进行分级,此时需要注意分级粒度,将粒度保持在0.2mm,粒径为1.5mm-0.2mm之间的粗煤泥,应当采用煤泥离心机进行脱水回收。
如果在此期间遇到粒径小于0.2mm的细煤泥,应当采用加压过滤机对其进行脱水回收。
选煤厂煤泥水处理系统优化
选煤厂煤泥水处理系统优化作者:武鑫来源:《环球市场》2019年第36期摘要:阐述某选煤厂煤泥水处理工艺流程的技术改造,对入浮煤泥筛分试验数据进行探讨,研究煤泥分级浮选的可行性。
关键词:选煤厂;煤泥水;分级;改造原煤在开采的过程中很容易掺杂一些物理杂质或者化学杂质,甚至煤炭本身的质量就不高,比如灰分,水分等因素的影响,因此有关技术人员一定要对这些杂质进行充分的处理,从而提高煤的质量。
在除杂过程中需要运用到很多专业技术,比如脱介工艺、介质处理工艺、废水循环利用工艺等等,企业要想提升利润空间,提高市场竞争力就必须提高选煤技术,熟练掌握有关工艺并不断地加以改进,才能保证精煤质量,提高精煤产量。
一、煤泥水处理工艺简述煤泥水处理是选煤厂工艺流程中的关键环节,主要工序为分级、澄清、浮选及过滤等,其目的是选出细粒精煤,同时对尾煤洗水进行净化,达到清水洗煤的目标。
(一)循环水系统细泥积聚,影响浮选效果捞坑溢流大部分深入循环水,诸多细泥随溢流水流失,在系统中循环,持续性生产,使得循环水中的细泥数量不断增加,浓度提升,无法达到清水洗煤工艺要求。
并且煤粒表面疏水性受到影响。
(二)入浮粒度大,导致精煤流失实践表明,捞坑对溢流的把关效果欠佳,会造成跑粗。
捞坑设计截留粒度越粗,相应的跑粗粒度则大,数量也随之增加。
特别是煤泥含量多时,洗水波动高,捞坑管理不当,跑粗现象加剧。
捞坑截留粒度大,使得浮选入料粒度增加,致使低灰粗粒难以浮起,最终流失到尾矿,导致精煤流失,回收率下降。
(三)尾矿粒度大,使得压滤机不能把关,影响洗水闭路循环板框压滤机采用无纺滤布处理尾煤浓缩机底流,达到固液分离,达到煤泥回收,洗水分离。
入料粒度大小和压滤机压料时间呈正比例关系,入料粗颗粒增加,会造成压料时间和卸料时间的延长,滤饼水分的增多。
实际生产中,当入料一中低灰粗颗粒较多时,容易出现滤饼夹心、压不干的状况。
即滤液呈线状和压料时间延长基本无变化,而滤饼水分偏高。
选煤厂煤泥水处理系统优化设计及实践
选煤厂煤泥水处理系统优化设计及实践摘要:煤泥水处理效果的好坏直接影响着分选系统稳定性、产品质量和洗水浓度。
针对洗煤厂煤泥水处理过程中遇到的问题,经现场分析研究决定在合理选择和添加药剂、改进分选工艺等方面对原煤泥处理系统进行改造。
技改实践表明,煤泥水处理系统经技术改造后有效地提高了煤泥水的处理效果,为提高选煤厂经济效益奠定了基础。
关键词:煤泥水;工艺优化;技改方案;效果分析随着环境保护要求的不断提高,选煤厂洗水闭路循环要求也在不断提高,煤泥水的处理便成了选煤厂洗水循环中的重点和难点。
煤泥水处理效果的好坏直接影响煤炭洗选效率和产品质量,甚至会影响到整个洗煤厂分选工艺流程。
分选实践表明,煤泥水处理系统能力不足,则会造成分选设备故障率升高,洗水浓度偏高,分选效率低下,降低了产品的质量,影响产品销售。
尽管采取化学、物理手段可以大幅度的降低洗水中煤泥含量,但洗水浓度偏高问题仍然是困扰洗煤厂的关键难题[1-3]。
文章以西部某矿附属选煤厂为研究对象,为实现低浓度洗水和煤泥的有效回收,对原煤泥水处理工艺进行技术改造。
1 煤泥水处理系统问题分析该选煤厂设计可入选原煤能力300万吨/年,煤泥水处理系统具体为煤泥水经由煤泥重介质旋流器进行分级和浓缩,底流进入选煤厂粗煤泥回收系统,溢流进入浓缩机和加压过滤机进行脱水回收煤泥,所得滤液进入闭路循环洗水。
该选煤厂自2001年运营以来,生产系统稳定,分选精度高,但是受到矿井开采工艺的改变,入选原煤煤泥含量大幅度提高,造成分选系统中煤泥处理难度加大,原分选工艺煤泥处理能力减弱,致使洗水中煤泥含量较高。
另外,选煤采用单絮凝剂进行煤泥沉淀,该絮凝剂对于细煤泥处理效果较差,造成洗水中煤泥含量偏高,原因是细煤泥表面存在斥力较大的电荷会阻碍煤泥的絮凝过程,故药剂的选择不合理也是造成洗水浓度偏高的重要原因。
洗水浓度偏高会一定程度地制约选厂正常分选,造成重介分选系统处于低负荷运行;煤泥部分进入分选产品中,造成产品质量不达标;今年应客户要求将喷吹煤灰分指标调为9.6~10%,而当前产品灰分值普遍高于10%,这样造成产品销售困难。
布尔台选煤厂煤泥水处理系统优化
布尔台选煤厂煤泥水处理系统优化选煤厂总建设规模为30.00Mt/a,全厂小时设计处理能力为5871.21t/h(收到基)。
末煤系统能力按占原煤总量的55%进行计算,即末煤重介系统的能力为3229.17t/h,末煤重介系统与筛分车间相对应,设A、B两大系统,每套系统能力为1614.58t/h。
每个大系统再设两个子系统,每个子系统的能力为807.29t/h。
但由于原煤泥化严重,且中细煤泥含量大,致使原有煤泥水处理系统能力严重不足,特别是浓缩池沉降面积不足,导致现有末煤入洗能力只能达到设计能力的30%,严重制约末煤入洗能力。
标签:选煤厂;煤泥;水处理1 现有生产系统现状工艺及存在问题1.1 生产现状现有的浓缩系统煤泥水澄清效果较差。
由于煤质中-0.125mm的细粒煤泥占到总量的62.08%,尤其是-0.045mm煤泥占煤泥总量的44.07%,使煤泥水处理难度加大,现有浓缩机的澄清效果差。
浓缩系统生产方式灵活性较差,现有系统块、末煤泥水系统不能分开,而且仅有一种生产方式。
1.2 选煤工艺布尔台选煤厂+13mm块煤采用重介浅槽分选;13-2mm末煤采用有压两产品重介旋流器分选,2-0.2mm粗煤泥采用TBS干扰床分选,-0.2mm细煤泥直接脱水回收。
本次工程为改扩建工程不改变现有选煤工艺。
本次改造在布尔台选煤厂现有系统的基础上新建一座Φ45m浓缩池及泵房,建成后可以作为二段浓缩机,处理现有末煤浓缩车间两台浓缩机的溢流可进行串联使用。
也可与现有末煤浓缩车间两台浓缩机并联使用。
1.3 产品结构改造不改变选煤厂现有产品结构,现有产品结构及质量要求:(1)块精煤:粒度200-50(25)mm;(2)优质动力煤:块精煤破碎至50-0mm,Qner.ar>5500kcal/kg;(3)洗混煤:粒度50-0mm,Qner.ar>5000kcal/kg;(4)末原煤:粒度13-0mm;(5)细煤泥:可单独外运。
保德选煤厂南部区煤泥水系统系列优化方案的设计与实施

保德选煤厂南部区煤泥水系统系列优化方案的设计与实施摘要:针对保德选煤厂南部区原煤泥水处理系统所存在的诸多问题,经分析、论证,采取了5项系列改进措施,包括助滤剂添加、螺旋矸石预先脱水、煤泥水双检测系统应用、脱泥脱介筛筛板改造、截粗弧形筛原煤单系统全入洗改造等,并逐步实施,实施完成后取得了较好的效果,煤泥水处理系统压力得以降低,煤泥水处理设备工况得以改善,煤泥水分得以降低,选煤厂入洗量和煤质指标也得以保证。
关键词:煤泥水优化方案实施助滤剂在整个煤炭洗选加工领域,一直以来煤泥水系统都是影响选煤厂正常生产的最主要环节之一[1],煤泥水系统运行的好坏,是评价一个选煤厂管理和技术水平的最主要因素[2]。
随着国家环保政策的不断加强,实现煤泥水系统的一级闭路循环和清水洗煤就成了每个选煤厂的主要工作目标[3、4],如何在煤泥水系统允许的情况下,入洗更多的煤,洗出更合格的产品,从而为企业创造更多的效益,也成为选煤厂本身存在的意义所在。
[5]1 保德选煤厂煤泥水系统所存在的问题保德选煤厂南部区于2004年建成投产[6],至今已有10年,因10年来原煤煤质不断恶化,煤泥量不断增加,导致现有的煤泥水系统处理能力难以满足生产需要,成为南部区生产中的瓶颈所在,制约了南部区的生产。
进行系列改造优化前,南部区浓缩池扭矩始终维持在30以上的高位运行,加压过滤机排料时间最高达800S,排料水分极高,煤泥成糊状,水分高达25%,粒度0.045 mm以下的极细煤泥量达到43.9%,加压过滤机难以有效将其排出,在系统内不断的死循环,末煤仅能入洗20%~30%,一旦加大末煤入洗量,就面临着压耙子的风险。
为改善保德选煤厂南部区煤泥水处理系统运行效果,提高处理能力,保证煤质指标合格,保德选煤厂在2013年组织技术人员进行了系统性的论证,分析症结所在,找出解决方案,并一一进行了实施。
2 存在问题的分析及解决方案基于上述问题,通过分析论证,保德选煤厂从如何降低进入系统的煤泥量、如何使煤泥快速沉降、如何将沉降后的煤泥高效的排出系统、如何提高煤泥处理设备的处理效果、如何在系统故障时提高系统灵活性五方面入手采取措施。
选煤厂煤泥水处理系统降低故障率提高生产效率的改造研究

选煤厂煤泥水处理系统降低故障率提高生产效率的改造研究随着我国经济的快速发展,能源需求日益增长,煤炭作为主要能源资源之一,其开发利用已经成为了国家发展的重要基础。
而在煤炭生产过程中,选煤厂的煤泥水处理系统是一个重要的环节。
煤泥水处理系统存在故障率高、生产效率低等问题,为了提高生产效率和降低故障率,对煤泥水处理系统进行改造研究已经成为当务之急。
一、选煤厂煤泥水处理系统的现状选煤厂是煤炭生产过程中的重要环节,其主要功能是将原煤中的杂质和泥土去除,从而提高煤炭品质。
煤矿中的原煤通常含有大量的泥土和矿渣,因此在选煤过程中会产生大量的煤泥水。
这些煤泥水如果直接排放,会对周围环境造成严重污染,因此必须经过处理后再排放。
选煤厂煤泥水处理系统的主要作用就是将煤泥水中的杂质和污染物去除,从而达到排放标准,同时最大限度地回收利用水资源。
目前我国选煤厂煤泥水处理系统存在一些问题。
由于煤矿原煤的复杂性和多样性,煤泥水中包含的杂质和污染物种类繁多,导致处理系统的复杂性增加。
由于选煤厂生产量大、设备运转时间长,煤泥水处理系统的运行环境恶劣,设备容易发生故障。
煤泥水处理系统的故障率较高,维护费用大大增加,严重影响了生产效率和环境保护。
二、降低故障率提高生产效率的改造方案1. 设备更新升级选煤厂煤泥水处理系统中的设备大多数是在20世纪90年代末至21世纪初投入使用的,已经使用了20多年。
这些设备存在设计落后、技术陈旧、易损件多等问题,导致了设备运行效率低、故障率高。
首先需要对煤泥水处理系统中的设备进行更新升级,采用先进的设备和技术,提高设备的运行效率和稳定性。
2. 运行维护管理选煤厂生产量大、设备运转时间长,对煤泥水处理系统的运行环境要求很高。
必须建立健全的运行维护管理制度,加强设备的日常维护保养,及时发现并处理设备的故障隐患,降低故障率,提高设备的可靠性和稳定性。
3. 自动化控制传统的选煤厂煤泥水处理系统大多采用手动操作,存在操作不当、误操作等问题。
优化煤泥水处理系统实现经济与环境效益双赢

5 结语
螺旋溜槽 、伸缩桶和溜槽斗式料位自动控制装 置及各转载点物料缓冲装置等多项块煤防破碎技术 在九里山矿煤炭生产系统中的成功应用 , 进一步降 低了无烟块煤破碎率 , 提高了块煤产率 。
该综合块煤防破碎技术适用于井上 、井下不同 工艺环节 , 对提升无烟煤矿井煤炭产品附加值 , 改 善企业经济运行效果具有十分重要的作用 。
(4) 煤泥沉淀池容量小 。煤泥沉淀池本身是 作为事故沉淀池使用的 , 只有当出现浓缩机压耙子 时 , 才向沉淀池内排放煤泥水 。但由于煤泥销售不 畅 , 造成煤泥清理不及时 , 池内经常积存大量煤 泥 , 加上压滤车间处理不完尾矿水 , 停车后系统水 返回循环水池 , 致使循环水池外溢 , 出现自然外排 煤泥水现象 。
(2) 煤泥地销困难 , 造成二次环境污染 , 并 对选煤生产形成潜在威胁 。田庄选煤厂每年产生煤 泥 30~35万 t, 过去全部作为低热值燃料销售 。大 量的浮选尾煤热值低 、水分高 、粘度大 , 给存储装 运带来较大困难 , 只能就地贮存销售 , 造成二次环 境污染 , 影响厂区周围居民的正常生活 。近年来 , 随着环境保护工作力度加大 , 政府对企业环境保护 的要求越来越严 , 已明令禁止煤泥地销 , 使原本困 难的煤泥处理问题越来越严峻 , 且煤泥销售季节性 强 , 堆放空间有限 , 已成为危及选煤厂正常生产的 隐患 , 严重制约了选煤厂的生产与发展 。
(1) 在正常生产条件下 , 系统加煤量在 550 t/ h左右 。根据 2003年原煤月综合筛分试验资料可 知 , < 015mm 粒级的含量约占 50 ~0mm 粒级 的 1415% , 若要保证正常选煤生产 , 压滤煤泥量至少 为 7917 t/ h。压滤车间的 5台 XM Z - 500 /1500型压 滤机 , 单台处理量最大为 12 t/ h, 4 台压滤机同时 用于生产 , 处理量也只有 60 t/ h, 压滤回收系统不 具备同步处理煤泥水的能力 。加之煤质变化 , 原煤 中细粒级煤含量比原设计指标明显增加 , 尤其是 < 015mm级煤泥增加 7个百分点以上 , 使浮选系统 不堪重负 , 造成通过能力降低 , 浮选效率偏低 。
选煤厂煤泥水处理工艺改进研究

选煤厂煤泥水处理工艺改进研究摘要:煤炭洗选是煤炭清洁利用的主要手段,煤炭洗选产生大量煤泥水,如不能妥善处理并循环利用,将产生严重污染环境和水资源浪费。
对煤泥水进行处理,实现洗水闭路循环,对于绿色选煤至关重要。
在选煤厂生产和经营的过程中,设置了煤泥水处理过程,以固、液分离的形式为主,形成完整的回收过程。
在洗选煤作业中,为了优化煤泥水处理作业的整体成效,需要采用分级形式,对脱泥操作进行完善,促进浓缩、澄清、浮选、过滤、压滤等操作的有序进行,并促进水质净化作业同步开展,从而构成系统化的泥煤水处理系统。
对选煤厂煤泥回收系统存在问题进行分析,并依据现场情况对改进策略以及改进方案进行设计,并进行工程应用。
关键词:选煤厂;煤泥;水处理引言现阶段选煤厂常用的洗选方式包括有重介选、浮选以及跳汰选等,在洗选过程中使用的洗选介质均为水或者水混合物。
煤泥水处理是需要注重下述两点:采用固液分离技术分离煤泥水中固体、液体,并将分离的水作为循环水,实现洗水闭路循环;排放煤泥水时,必须确保水质满足相关标准要求,不能对环境造成污染。
1选煤厂煤泥水的处理现状及工艺技术现阶段,我国的选煤技术及煤泥水处理技术得到了很大的提高与发展,已经能够适应大多数选煤厂的煤泥水处理需求。
部分省份的环保部门执法力度不足,一些选煤企业的煤泥水回收技术、设备不完善,导致了资源浪费。
此外,尚有部分选煤厂存在工艺和设施问题,没有进行循环闭路清洗,这也是外排污水的关键因素。
有关资料表明,我国没有实现洗水闭路的选煤厂占比较大,提升选煤厂煤泥水处理技术水平非常关键。
2煤泥水处理存在问题(1)经混凝处理后选煤厂废水含有害化学元素,其排放易对生态环境造成污染,不符合绿色可持续化发展的要求。
(2)絮凝剂、混凝剂协同作用,工艺较为复杂,且仅依靠混凝技术处理煤泥水时效性差,煤泥沉降速度慢,很难在短时间内达到理想的澄清效果,不符合双碳目标下高效低能耗水处理要求。
(3)试剂的选择没有精确到根据矿物颗粒界面的差异性进行分类,往往在实际应用中没有针对性,造成药剂消耗量大、成本增加。
选煤厂煤泥系统的优化改造

选煤厂煤泥系统的优化改造摘要:随着矿井原煤产量的增大以及原煤煤质的不确定性,外加次生煤泥的存在,对煤泥水系统的稳定性产生严重影响。
一方面煤泥沉降效果变差,导致加药量增大、循环水浓度超标、单套系统停止运行以及生产系统紊乱等状况;另一方面煤泥量增多,压滤系统处理能力不足,效率降低,导致混精煤产品质量下降,浓缩池容易滞留煤泥,浓缩机耙架受损,甚至造成煤泥水事故。
为此,选煤厂对煤泥水系统进行优化改造,有效提高了生产效率。
关键词:选煤厂;煤泥系统;优化改造引言近年来随着煤炭市场竞争的不断加剧,用户对煤炭质量提出了更高的要求。
提高煤炭质量也是每个煤炭企业的目标,大多数的煤炭企业依靠增加洗煤量来提高产品质量。
随着洗涤速率的增加,在选煤生产系统中产生的煤泥量也增加,并且煤泥量的增加在一定程度上引起煤泥水系统的问题,这限制了洗涤量的增加率。
由于来自热选煤厂的大多数煤泥被混合到最终产品中出售,煤泥数量的增加导致最终产品的水分增加,热值降低。
因此,在选煤过程中加强对煤泥的控制,实现对选煤生产的深度处理和减少煤泥具有现实意义。
1煤泥水系统存在的问题分析1.1粗煤泥处理工艺的不足煤泥可以进一步划分成为原生煤泥和次生煤泥两大类,原生煤泥表示煤矿中本身就有的煤泥,而次生煤泥表示利用煤泥水系统进行处理时产生的煤泥。
利用原有的煤泥水系统进行洗选时产生的原生煤泥和次生煤泥总量大约占到原煤总量的20%左右。
煤泥水进入末煤重介质旋流器前,需要进行脱泥处理,要求粒级控制在1mm以下。
重介质旋流器的设计生产能力为2500t/h,如果以该速度进行生产,那么粗煤泥离心机的生产能力就达不到要求。
另一方面,在实际操作时,末煤分级后没有经过任何缓冲就直接进入洗选系统,使得煤泥水系统中的煤泥含量会受到原生煤泥含量的影响,且煤泥的分布不是非常均匀,存在局部聚集的现象。
基于以上原因,导致粗煤泥离心机在实际工作时经常出现跳闸停机现象,制约了煤泥生产效率。
1.2设备问题(1)设备运行不稳定,故障多,如带式输送机跑偏严重,刮板机飘链,设备保护可靠性差;(2)末煤收集刮板、块煤离心机等设备处理能力配置不足;(3)原煤13mm分级筛筛网糊堵严重,6mm脱粉筛因效果不佳闲置,筛分效率低下,影响产品质量。
选煤厂煤泥水处理系统优化与改造
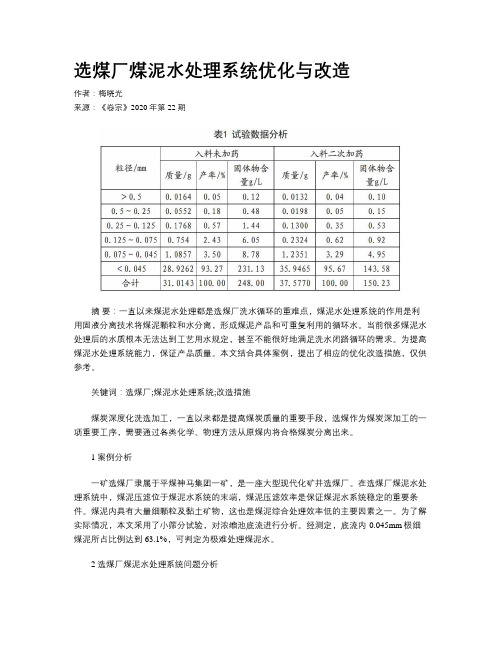
选煤厂煤泥水处理系统优化与改造作者:梅晓光来源:《卷宗》2020年第22期摘要:一直以来煤泥水处理都是选煤厂洗水循环的重难点,煤泥水处理系统的作用是利用固液分离技术将煤泥颗粒和水分离,形成煤泥产品和可重复利用的循环水。
当前很多煤泥水处理后的水质根本无法达到工艺用水规定,甚至不能很好地满足洗水闭路循环的需求。
为提高煤泥水处理系统能力,保证产品质量。
本文结合具体案例,提出了相应的优化改造措施,仅供参考。
关键词:选煤厂;煤泥水处理系统;改造措施煤炭深度化洗选加工,一直以来都是提高煤炭质量的重要手段,选煤作为煤炭深加工的一项重要工序,需要通过各类化学、物理方法从原煤内将合格煤炭分离出来。
1 案例分析一矿选煤厂隶属于平煤神马集团一矿,是一座大型现代化矿井选煤厂。
在选煤厂煤泥水处理系统中,煤泥压滤位于煤泥水系统的末端,煤泥压滤效率是保证煤泥水系统稳定的重要条件。
煤泥内具有大量细颗粒及黏土矿物,这也是煤泥综合处理效率低的主要因素之一。
为了解实际情况,本文采用了小筛分试验,对浓缩池底流进行分析。
经测定,底流内-0.045mm极细煤泥所占比例达到63.1%,可判定为极难处理煤泥水。
2 选煤厂煤泥水处理系统问题分析本系统压滤处理流程为浓缩池底流通过管道运输到加压过滤机、板框压滤机、筛网沉降离心机进行单独处理,滤液将重新流向浓缩池并进行再次沉降。
目前,在这个处理环节,存在以下几点问题:1)入料粒度组成太细,压滤设备处理效率不高。
2)加压过滤机和筛网沉降离心机的滤液重新流到浓缩池,再次沉降后,将大幅增加药剂消耗量,提高底流粘度。
此外,重新进入压滤设备进行处理时,将会导致料层变薄,产品水分增大,出现恶性循环。
3)设备维护不及时,致使设备工况不佳。
4)滤液浓度略低,水循环量太大。
3 选煤厂煤泥水处理系统优化与改造措施3.1 筛网离心机二次加药工艺筛网沉降离心机脱水具备沉降离心机和筛网过滤离心机的共同优势,在沉降段将有大量液体排出,可形成主滤液,此类滤液具有浓度低、粒度细的特点。
选煤厂煤泥水处理工艺的优化 刘敏

选煤厂煤泥水处理工艺的优化刘敏摘要:鉴于近年来煤炭系统中的污泥量、灰分和粘度增加的问题,煤泥回收过程中的下降速度较慢,卸饼的难度较大,粉碎成状的时间较长。
经过调整,某些选煤厂已经调整了这一过程。
转移管道位置等措施大大降低了煤泥水事故率,降低了煤耗,保证了洗煤水的封闭循环,加大了煤浆水系统调整的灵活性,并提高了煤炭产品的质量和浮精产率。
关键词:煤泥水;调整工艺;分选效果;降低事故率;提高精煤产品质量前言:煤泥水的处理在选煤厂的运作当中是必不可少的。
伴随着末煤系统的投入使用,大量的小颗粒煤泥进入到了系统当中,它不但影响了现场质量标准,而且破坏了悬浮系统的稳定性能,给分选操作带来了很大的影响。
为了保证其正常运行,确保煤泥水处理系统满足正常生产要求,系统只能减少生产,从而影响了整个工厂的业绩。
根据实际情况,本文从工艺改进和现场管理等方面对系统进行了讲述,来实现煤泥的有效回收,大幅度的减少了循环水的浓密度,从而达到了洗水封闭循环的效果。
1.原处理工艺在原有的生产过程中,煤泥根本就没有分选,作为动力煤混合的原煤,严重影响原煤的质量,使装卸工作更加困难。
原煤泥水系统的处理流程,是煤泥水在旋风分离器中分类浓缩,并流入粗煤泥水回收系统,溢流至浓缩机。
在现有工艺中,粗煤灰含量高,严重影响了产品质量,根本不能满足煤产品结构调整的条件。
因此,有必要对煤泥水系统进行技术改造。
原煤中导致煤泥含量增加的原因主要有两个:一是原煤质量的变化。
许多选煤厂与原设计的原煤不同,特别是采矿型选煤厂。
第二是煤炭开采方式不同。
现在机械化采煤方式不断完善,原煤当中煤泥的占有量逐渐增加。
例如,在某选煤厂挑选的原煤中,煤泥当中的占有量比原设计提高了不止十五个百分点。
2.原处理工艺存在的主要问题随着煤层开采的深入,原煤破碎现象越来越严重,水提煤量的增加,导致了煤浆水处理系统煤泥量的增加。
特别是在局部较低的地层和废弃煤层中,煤质明显较差,灰分和粘度也明显增加;煤灰较高,煤泥在回收过程中速度较慢,而且压滤成饼时间比较长,所以卸载饼也非常困难。
选煤厂煤泥水处理工艺的优化
选煤厂煤泥水处理工艺的优化摘要:选煤厂煤泥水处理工艺的优化对环保和生产效益都有着重要的意义。
本文针对选煤厂煤泥水处理中存在的问题,提出了一种优化方案,即利用沉淀法和过滤法相结合,采用多级过滤,同时注重设备维护保养和工艺操作管理。
在实际应用中,该方案有效地解决了煤泥水处理过程中的各种问题,提高了处理效率和水质稳定性,同时也降低了处理成本和环境污染。
关键词:选煤厂;煤泥水处理;设备维护保养;工艺操作管理随着我国工业化的快速发展,选煤行业也得到了迅猛的发展。
然而,煤泥水处理成为了选煤厂面临的一个难题。
煤泥水的高浓度、高含砂率、高含杂质等特点,使得传统的处理方法难以达到理想的处理效果。
此外,选煤厂在处理煤泥水时,还会产生大量的废水、废渣等固体废弃物,对环境造成一定程度的影响。
因此,如何优化选煤厂的煤泥水处理工艺,既要提高处理效率和水质稳定性,又要降低处理成本和环境污染,是目前选煤行业急需解决的问题。
本文从选煤厂的煤泥水处理工艺入手,提出了一种优化方案,即利用沉淀法和过滤法相结合,采用多级过滤,同时注重设备维护保养和工艺操作管理。
1选煤厂煤泥水处理工艺的研究现状随着煤炭行业的快速发展,煤泥水作为一种重要的工业废水,因其水质复杂、处理难度大而备受关注。
在选煤过程中,煤泥水往往含有大量杂质,如煤粉、砂石、矿物质等,直接排放会对环境造成严重的污染。
因此,煤泥水的处理成为选煤厂必须面对的问题。
以下是选煤厂煤泥水处理工艺的研究现状的几个方面:1.1处理工艺的选择目前,常见的煤泥水处理工艺主要包括沉淀法、过滤法、生物法、吸附法等。
各种工艺有其各自的优点和适用范围,需要根据实际情况选择合适的处理工艺。
1.2处理设备的改进煤泥水处理的关键在于对杂质的有效去除,因此对于处理设备的选择和改进尤为重要。
如采用特制的过滤材料、多级过滤等,能够提高杂质去除率,提高处理效率。
1.3污泥处理的综合利用在煤泥水处理过程中,处理产生的污泥也是一个需要解决的问题。
选煤厂煤泥水处理工艺的优化
2.5煤泥水处理工艺流程分析
煤泥水处理系统可以归纳为三类流程:浓缩浮选、直接浮选和半直接浮选流程,这三种工艺流程都具有各自的优势。就我国目前情况来看,使用直接浮选工艺的厂子数量增加,很多选煤厂在对自身工艺进行升级改造时候多使用直接浮选替代旧有工艺。通过大量使用证明,浓缩浮选工艺适合用于煤质发生明显变化并且变化频率较高,同时细泥含量较低的选煤厂。直接浮选流程就是煤泥水不需要进行浓缩工序,在缓冲之后直接进行浮选。浮选之后的尾煤进入浓缩工序,通常会在浓缩时侯加入一定量的絮凝剂,最终得到的溢流用作循环水,底流进入压滤机进行脱水,厂内的煤泥水形成闭路循环。近年来,我国新设计的煤选厂所使用的大多是直接浮选工艺,一些传统的煤选厂也对工艺进行直接浮选的改造,节约资源。任何工艺的选择都要符合生产要求,直接浮选工艺也要考虑其适用条件,通常来说,这项工艺在煤泥含量较高的选煤厂中较为适用。半直接浮选工艺的溢流水分为两部分进行处理,分别进入浓缩机和浮选工序。这项工艺的灵活性较好,在煤质变化明显的选煤厂非常适用。
2.3煤泥脱水设备
在进行动力煤分选工作时,不需要做较为复杂的工作,仅实现动力煤从煤泥水中的分离工作即可,这样就能获得洁净的循环水。但无论是进行分选工作,还是进行回收工作,都需要完成对分选或回收产品的固液分离工作,这一工作是通过专门的脱水作业来完成的。若分选或回收产品含有较大的水分,则不利于产品的使用。
高河煤矿选煤厂煤泥水处理系统优化改造
圆冤 摇 高河煤矿实际生产煤质偏软袁容易泥化袁 通过选煤厂提供的叶 高河生产大样检验报告曳 得出袁 原生煤泥约占总煤泥含量的 员远豫 袁经现场生产人员 采样测量生产中袁次生煤泥含量约 员猿豫 袁因此生产 中总煤泥含量约占 猿园豫 袁然而现有煤泥水处理系统
收稿日期院圆园圆园蛳园远蛳园源 作者简介院解满锋渊员怨苑员 原 冤袁男袁山西运城人袁工程师袁从事选煤管理工作遥
猿摇 煤泥水处理系统技术改造
猿援 员摇 技术改造内容 本次技术改造共分为七个部分进行院 员冤 摇 主厂房增加一套浮选精煤压滤系统遥 圆冤 摇 主厂房 栽月杂 尾矿高频筛能力提升改造院增
设一台高频筛袁对南 侧 两 台 高 频 筛 入 料 前 增 设 弧 形 筛预先脱水遥
猿冤 摇 主厂房煤泥压滤系统改造院更换 源 台压滤 机袁改造压滤机下煤泥带式输送机遥
猿冤 摇 栽月杂 尾矿高频筛处理能力不足遥 两台 栽月杂 尾矿高频筛处理能力为 猿园 贼 辕 渊 澡窑台冤 袁根据生产需 要袁入料量需提高为 远远援 苑缘 贼 辕 澡袁考虑不均衡系数后 两台高频筛能力不足遥
源冤摇 浮选加压过滤系统能力不足咱圆暂 遥 三台加 压过滤机处理能力为 猿缘 贼 辕 渊 澡窑台冤 袁根据生产需要袁 入料量需提高到 员员圆援 员愿 贼 辕 澡袁考虑不均衡系数后三 台加压过滤机能力不足遥
车集选煤厂煤泥水处理系统的研究与优化

c a el o i yse . I a h wed t a uc o tm ia i h nn s d sng s t m tw s s o h t s h p i z ton mea ur o l nc e s t e yil o l a o lw h l d c e s t e s es c u d i r a e h e d fc e n c a ie e r a e h r a ntc ns p i e ge o um ton.
1 问 题 及 原 因 分 析
( )浮选入料 组成 中有来 自加压过 滤机 的滤液 , 1
同时 ,车集 选煤 厂采 用 直接浮 选 ,末 精煤 离 心 液 也入浮 ,且在 浮选 前未 利 用水 力分级 控制 粒 度 上
浓 度较捞 坑 溢流 低 ,粒 度组 成偏 细 ,但 灰 分与浮 精 灰分 相近 。此部 分煤 泥始 终在 浮 选系统 循 环 ,无法 实现 有效 分 选 ,既降 低 了浮选 效 率 ,也使 浮选 入料 浓 度降 低 ,粒度 组 成变 细 ,加之 此部 分煤 泥长 时 间 浸 泡 ,氧化 程度 较 高 ,对 浮 选效 果产 生不 良影 响 。 ( )浮 选 尾矿 跑粗 ,灰 分得 不到 提 高 。捞 坑 的 2 沉 降分级实际上属于干扰沉 降 ,煤 粒的运动 ,不仅 受 介质 阻力的影响 ,而且受其它颗粒及其运 动的影 响。
Ke r : s t y wo ds ysem ptm ia i o i z ton;si e w a e l m t r;t h nn s;pr s u e it r wo c a el e s r d fle
车集 选 煤 厂 属 矿 井 、动 力 煤 选 煤 厂 ,1 9 9 9年
颗 粒 干扰 沉降 末速 公式 :
大淑村矿选煤厂煤泥水系统优化

大淑村矿选煤厂煤泥水系统优化【摘要】大淑村矿选煤厂在生产运行中发现大量的细泥积聚,超细颗粒长时间无法沉淀,致使煤泥水絮凝沉淀的效果明显恶化,煤泥脱水效率大幅降低,无法保证生产连续稳定运行。
通过选择适合的絮凝、凝聚剂产品,调节煤泥水性质,改变处理工艺、应用新设备,保证系统稳定。
【关键词】煤泥水系统;絮凝;凝聚在选煤行业中,煤泥水处理和煤炭的洗选加工密切相关,他的发展变化紧密伴随着煤炭分选加工的发展变化,随着市场对选煤产品要求愈加严格,选煤工艺的愈加复杂,以及水资源的愈加珍贵和环境保护标准的愈加苛刻,煤泥水处理已成为整个选煤工艺中涉及面最广、投资最大、最复杂、最难管理的工艺环节。
通过实践发现,提高对煤泥水处理工艺控制力度,不仅能有效的控制其他工艺环节,而且能更好的掌握生产成本,提高选煤厂的经济效益。
1.煤泥水系统工艺现状大淑村矿选煤厂投产以来,随着原煤产量的增加及煤质变化以及选煤技术的发展,不断地引进新技术、新工艺。
结合我厂实际和市场对产品的需求,对选煤厂进行改造,先后应用煤泥浮选技术和加压过滤机脱水设备,提高精煤回收率、降低精煤产品水分,洗选工艺得到日趋完善。
但在生产运行中发现大量的细泥积聚,超细颗粒长时间无法沉淀,致使煤泥水絮凝沉淀的效果明显恶化,煤泥脱水效率大幅降低,无法保证生产连续稳定运行。
煤泥水系统工艺流程如下:2.造成循环水水质恶化的主要原因原生煤泥含量高,随机抽取月综合报表中煤质指标,对原煤、原生煤泥、浓缩机入料的粒度、灰分的数据进行分析,初步了解煤泥水系统的基本信息。
由原煤筛分试验表分析可知,原煤煤泥含量为20.48%,灰分为22.94%。
由表2可知,煤泥中的<0.045mm的细泥的产率为50.00%为主导粒级,含量较高。
表3可知,进入浓缩机的物料中<0.045mm的细泥的产率为53.85%为主导粒级,含量较高。
经过一段浓缩后,较大的颗粒沉淀回收,大量的细颗粒进入到二段浓缩,造成细泥积聚,影响絮凝效果。
斜沟煤矿选煤厂煤泥水系统的优化
No . 3, 201 5
炭
加
工
与
综
合
利
用
51
C O A L P R O C E S S I N G& C O M P R E H E N S I V E U T I L I z A T I O N
斜 沟 煤 矿 选 煤 厂 煤 泥 水 系统 的优 化
彭 小 思 ,邱 广 雷
Байду номын сангаас
作者简介 :彭小思 ( 1 9 7 2 一),男 ,广东兴 宁人 ,2 0 0 3年毕业于山西省煤炭干部 管理学院煤矿 管理专业 ,山西西 山晋兴能源有 限责任
公 司斜沟煤矿选煤厂生产技术科科长 ,选煤工程师。
引用格式 :彭小思 ,邱广雷.斜沟煤矿选煤厂煤泥水系统的优化 C J 3 .煤炭加工与综合利 用,2 0 1 5 ( 3 ) : 5 1 — 5 2 .
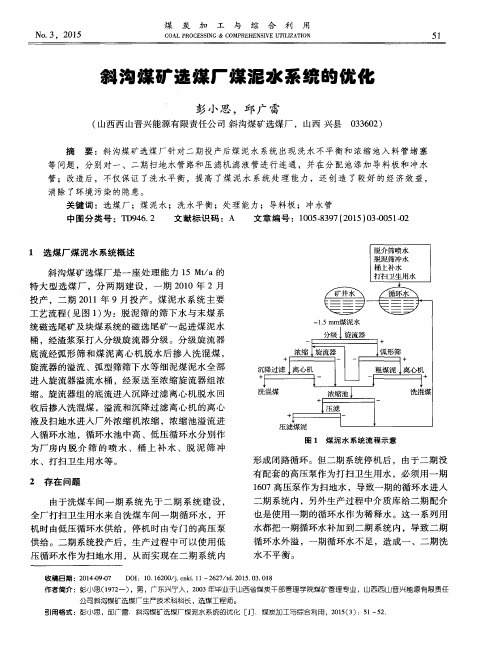
1 选 煤 厂煤 泥水 系统 概述 斜 沟煤 矿选 煤厂 是 一 座 处 理 能力 1 5 Mt / a的 特 大 型 选 煤 厂 ,分 两 期 建 设 ,一 期 2 0 1 0年 2月
投 产 ,二 期 2 0 1 1年 9月投 产 。煤 泥 水 系 统 主 要
工 艺流 程 ( 见图 1 ) 为 :脱 泥筛 的筛 下 水 与末 煤 系 统 磁选 尾矿 及块 煤 系统 的磁 选 尾矿 一 起 进煤 泥 水 桶 ,经 渣浆 泵 打人 分级 旋流 器 分 级 。分 级旋 流 器
灵活 进入 一 期 或 二 期 脱 泥筛 ,从 而分 别进 入 一 、
二期 系统 。
图 3 加 装 冲 水 管 及 导 料 板 后 来 料 流 向示 意
分 配池来料
图 2 改造 前 来 料 示 意
选煤厂煤泥水处理系统工艺流程的改造与优化

选煤厂煤泥水处理系统工艺流程的改造与优化摘要:为了降低水资源的消耗量,增加选煤效率,需要对煤泥水处理系统进行升级改造。
文章针对目前选煤行业中最常使用的两种改造方式进行论述,通过实例进行分析,对系统改造有了进一步了解,为以后选煤厂煤泥水处理系统改造提供参考依据。
关键词:选煤厂;煤泥水处理系统;改造一、通过改造选煤工艺降低煤泥水浓度1.1存在问题原有生产工艺中,煤泥没有分选环节,以混合状态进入到原煤中充当动力煤,这就对原煤的质量产生严重影响,给装卸车工作加大难度。
现有工艺中粗煤泥灰分较高,这就对产品质量造成负面影响,不能满足公司产品结构调整的要求。
所以,对煤泥水系统进行工艺改造是十分必要的。
1.2技术改造方案通常来说,有两种办法能够增加原煤入选量和煤泥的处理能力。
第一,增添设备,针对入选量的问题配备煤泥回收设备,这种方法的弊端是精煤损失增加。
第二,增加工艺,在工艺上增加浮选环节,在增大原煤入选量的基础上降低精煤损失量。
随着喷吹煤需求量的提升,对于产品质量上的要求也愈加严格,某选煤厂担任着公司的喷吹煤基地,所以最佳的改造方案是增加浮选系统,既解决了能力欠缺的问题,又满足了煤泥回收的要求。
经改造后的工艺流程,煤泥水经过旋流器组,对粗煤泥进行回收,之后溢流进入浮选系统中,在浮选之后经过压滤工序,脱水得到产品,融入精煤,浮选尾煤在浓缩压滤之后就得到煤泥。
压滤之后得到的滤液再回流到浮选系统进行二次回收,浓缩机得到的滤液用为循环水。
1.3工艺技术指标分析对煤泥水系统进行工艺改造前后的系统指标数据比对得出,在经过改造之后,洗水净化效果更好,煤泥水系统能力得到有效提升,为系统正常运行提供保障;主系统的生产能力增强,满足与其生产能力要求;精煤生产率得到有效提升;洗水浓度能够达到要求,从而使得系统介质的消耗量大幅减小。
二、煤泥水处理现状目前,国内洗煤厂的煤泥水沉降处理是添加絮凝剂和凝聚剂使煤泥沉降。
但是国内各地的煤矿性质差异较大,煤泥水澄清循环的工艺和药剂制度有很大的不同,各地煤泥水澄清循环的效果也有很大的差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
选煤厂煤泥水处理系统的优化改进及应用
贾亚男
(大同煤矿集团煤炭洗选公司精煤分公司晋华宫选煤厂,
山西大同037003)
摘要:为进一步提高选煤厂煤泥水处理系统的稳定性及应用效果,晋华宫选煤厂通过技术研究,对选煤厂煤 泥水处理系统在生产中主要存在的问题进行分析,并根据实际情况,对原煤泥水处理系统进行优化。
应用效果 表明,优化后大大提高了煤泥水处理能力,提升了产品煤质量,取得了显著成效。
关键词:选煤厂煤泥水问题分析优化设计总第194期 机械管理幵发 Total 1942019 年第6 期________________MECHANICAL M ANAGEM ENT AND DEVELOPMENT ___________________N 〇.6,2019
实践与应用
D01:10.16525/l4-1134/th.2019.06.074
中图分类号:TD 926.5
文献标识码:A
1晋华宫选煤厂概况
晋华宫选煤厂(以下简称“选煤厂”)是隶属于大 同煤矿集团有限责任公司精煤分公司的一座大型现 代化矿井选煤厂,该厂位于大同市西郊云冋沟口的 晋华宫矿区内,距大同市12.5 km 。
该选煤厂设计选煤能力为5.5 M t /a ,选煤方法为 150 ~ 25 mm 块煤采用重介浅槽分选机分选;25 ~1.5 mm 末煤米用重介旋流器分选;1.5 ~ 0.2 mm 粗 煤泥米用TBS 分选机分选;0.2 ~ 0 mm 细煤泥采用 压滤机脱水回收。
该系统于2016年5月投入生产以 来,结合市场对产品的需求不断作出调整,同时对各 工艺流程不断改造,该方法足以能够保证选煤厂产 品质量的稳定。
然而,至我矿三盘区进入回采作业 后,加人选煤厂的原煤灰分和产量的不断增大,原洗 煤装置已经不能满足现在的生产需求。
洗煤厂为解 决生产问题,技术人员从煤泥分选和工艺流程上进 行改造分析。
2原煤泥水处理系统的问题分析
1) 煤质降低:根据煤质科提供的煤质检验资料
显示,晋华宫三盘区回采的侏罗纪9号、12号煤层 煤灰分为21.8%,但实际进人洗煤厂后检测的煤灰 分却为42.1%,而选煤厂煤泥水处理系统的初步设 计是根据煤质科提供资料进行建设的,受检测数据 与理论数据误差影响,目前选煤厂煤泥处理能力不
能满足生产需求;
2) 精粗煤泥处理能力下降:在原煤生产中9号
与12号煤的质量配比为1 : 4,其中原生煤泥和次 生煤泥量分别均占混合原煤的17%,末煤重介质旋 流器可以对1.5 mm 的原煤进行脱泥,最大生产能力 只能达到2 200 t /h ,粗煤泥离心机的生产能力也已
收稿日期:2019-02-16
作者简介:贾亚男(1989—),女,本科,毕业于中国矿业大学 机械制造及其自动化专业,助理工程师,现从事选煤技术管
理工作。
文章编号:1003-773X ( 2019 )06-0166-02
经达到了设备的最大负荷,而且由于末煤没有经过 缓冲设施直接进人末煤洗选系统,随着原煤产量的 增加煤泥量也不断增大,煤泥离心机出现超负荷周
期运行现象,导致设备经常出现故障;
3) 矸石泥混合量高:由于该矿回采的为侏罗纪 煤层,煤层中夹杂的矸石主要为炭质泥岩,该岩石层 属易泥化高灰岩,传统选煤时,高灰矸石泥很容易进 人煤泥水处理系统中,从而降低了煤泥水的处理效
率及产品质量;
4) 细煤泥处理工艺不合理:该选煤厂采用筛网 沉降离心机对细煤泥进行回收,在实际生产中沉降 离心机入料缓冲箱与压虑机供料源主要为第六栗, 但是压滤机的供料方式为间歇性,筛网沉降离心机 的供料方式为连续性,从而导致设备频繁的切换现 象,无法正常调节煤泥流量,造成管道会经常堵塞。
3
煤泥水处理系统优化
1) 为减少矸石泥对煤泥水处理系统的影响,现 决定安装沙石分离装置对高频筛筛下的矸石泥进行 初步处理,沙石分离装置主要由上轴承座、溢流槽、 下轴承座、U 型槽、驱动装置、导流板、水箱等部分组 成,如图1所示。
矸石泥进入设备箱体后,块状较大 的矸石会迅速沉淀在U 型槽底,并进行排除,煤泥水 则从溢流槽排除,实现矸石泥排除目的。
2) 根据现场检测数据有所发现,9号煤与12号 煤以1:4的混合煤在洗煤后,煤泥中直径为0.2~驱动系
统
2019年第6期贾亚男:选煤厂煤泥水处理系统的优化改进及应用.167.
0.08 mm 的煤泥含量达62.7%,针对这种情况可安装
精细煤泥多级过滤装置,可以将0.2 ~ 0.08 mm 粒级 的煤泥提前进行回收,从而降低浓缩池的入料浓度 及压滤煤泥量。
3) 为提高粗煤泥处理能力,可在煤泥回收前安 装三台煤泥离心机,将原来的末煤浓缩分级旋流器 溢流增加二次浓缩旋流分级,二次浓缩分级旋流器
底流在经离心机进行脱水。
4) 为进一步利用煤泥水,在选煤厂煤泥水排水 处安装一台自动干燥压虑机,改变传统流程使煤泥 水实现脱水、洗涤、压榨、干燥一体化流程,该设备结
构如图2所示。
物料进入搅拌桶后分别进行过滤、压 榨脱水、穿流吹风、反风、“热间歇泉”干燥、真空干 燥、卸料合拢等工序,从而进一步提高煤泥水的处理 能力及自动化水平。
1)提高煤泥回收效果:煤泥水处理系统优化后,
选煤厂选煤能力提高至6.4 M t /a ,循环水浓度降低至 标准范围内,使煤泥水处理设备故障率由原来的 36%降低至5.4%;同时采用网沉降离心机可以使粒 径为0.3 ~ 0.08 mm 的煤泥回收率达到97.2%以上。
2) 降低了成本费用:通过对煤泥系统处理能力
进行升级,每小时的洗煤量增加到了 150 t ,设备开 机时间减少了 1.5 h ,全年可为煤矿节约电费达94.7
余万元。
3) 优化产品结构:通过对煤泥水系统进行优化
后,在后期选煤过程中使得原煤中压滤煤比例由原
来的12%降低至5%,全年选煤厂可减少外排压滤
煤泥25万t ,增加经济效益1 120余万元。
4) 提高煤泥处理效率:系统优化后提高煤泥水 系统的处理能力及原煤的小时处理能力,使选煤厂
主选系统开机时间降低了 2.2 h /d ,带煤量提高至 120 t /h ,减少带煤时间0.9 h /d ,选煤厂全年可节约电 费达103万元。
5
结论
煤泥水系统进行升级改造后,提高了洗煤厂的 生产能力,降低了选煤厂设备故障率,保证了洗煤系 统的稳定性。
由于将煤泥按照粒级等级进行分类,完 全充分发挥了筛网沉降离心机的优势,生产出的煤 泥处于松散状态,可以将煤泥掺配量大大提升,增加 了洗煤厂的客户需求量与经济收入。
参考文献
[1] 徐青峰.选煤厂煤泥水处理用砂水分离器优化设计[J ].机械工
程与自动化,2019( 1): 103-104.
[2] 张宝林.肖家洼煤矿选煤厂煤泥水处理系统的改造实践[J ].选
煤技术,2018(6): 102-104.
[3]
闫晓乐.某洗煤厂煤泥水处理系统的优化改造实践[J ].内蒙古
煤炭经济,2018(21 ):59-60.
[4] 张智伟.四老沟选煤厂煤泥水处理的探索与实践[J ].水力采煤
与管道运输,2018( 3): 136-138.
[5]
王学红.选煤厂煤泥水处理工艺的优化[J].能源技术与管理,
2018(2):152-153.
(编辑:张丽媛)
Optimum Development and Application of the Coal-water
Treatment System in the Coal Preparation Plant
J i a Y a n a n
(J i n h u a g o n g C o a l p r e p a r a t i o n P l a n t o f D a t o n g C o a l M i n e G r o u p C o a l w a s h i n g C o
., L t d .,
D a t o n g S h a n x i 037003)
A bstract : In order to further improve the stability and application effect of slime water treatment system in coal preparation plant, Jinhuagong Coal preparation Plant analyzes the main problems existing in the production of slime water treatment system in coal preparation plant through technical research. According to the actual situation, the raw slime water treatment system is optimized, through the application, it is found that the optimized slime water treatment capacity has been greatly improved, the coal quality of the product has been improved, and remarkable results have been achieved.
Key w ords : coal preparation plant; slime water; problem analysis; optimization
design。