数控铣加工中心图纸
数控铣床(加工中心)基本操作

课题十数控铣床(加工中心)全然操作教学目的:1.熟悉数控铣床〔加工中心〕仿真软件的各功能键的含义2.把握数控铣床〔加工中心〕仿真软件的全然操作重点:数控铣床〔加工中心〕仿真软件的各功能键的含义;数控铣床〔加工中心〕仿真软件的全然操作难点:数控铣床〔加工中心〕仿真软件的各功能键的含义;数控铣床〔加工中心〕仿真软件的全然操作一、旧课复习1、什么是机床坐标系、工件坐标系、机床零点、工件原点?2、单一固定循环有几种方式?3、外径、内径粗车循环指令G71有何特点?二、新课的教学内容(一)数控铣床〔加工中心〕仿真软件系统的进进和退出1、进进数控铣床〔加工中心〕仿真软件翻开电脑,双击VNUC图标,那么进进VNUC仿真系统,屏幕显示以如下面图10-1所示。
单击上方菜单里“选项〞选择机床和系统,选择三轴立铣或加工中心,再选华中世纪星数控铣仿真,即进进华中世纪星数控铣仿真操作。
2、退出数控铣床仿真软件单击屏幕右上方的菜单“文件〞,选择“退出〞那么退出数控铣仿真系统。
(二)数控铣床仿真软件的工作窗口数控铣仿真软件工作窗口分为:菜单区、工具栏区、机床显示区机床操作面板区、数控系统操作区。
1.菜单区菜单区包含:文件、显示、工艺流程、工具、选项、教学治理、体贴六大菜单。
图10-1华中世纪星数控铣机床操作面板2.工具栏区图10-2华中世纪星数控铣机床工具栏区3.常用工具条讲明〔1〕设定刀具〔如图10-3所示〕:输进刀具号→输进刀具名称→可选择端铣刀、球头刀、圆角刀、钻头、镗刀→可定义直径、刀杆长度、转速、进给率→选确定,即可添加到刀具治理库。
〔2〕添加到主轴〔如图10-3所示〕:在刀具数据库里选择所需刀具,如02刀→按住鼠标左键拉蓝机床刀库上→点安装→再点确定那么添加到刀架上图10-3刀具库添加〔3〕设定毛坯点击图标,那么弹出图10-4,点击新毛坯,出现10-5所示。
图10-4新毛坯的建立设置毛坯大小、材料、夹具。
图10-5设置毛坯的尺寸设置压板的形式图10-6设置压板的形式〔4〕工件测量:图10-7工件测量(三)数控铣床仿真软件全然操作在图10-1所示的右边是数控系统操作键盘,其上面为数控系统显示屏1.编辑键:替代键。
数控加工编程与操作铣床(加工中心)编程基础
4、刀具交换装置 1)无机械1)多品种、单件小批量生产的零件或新产品试制中的零件。 2)几何形状复杂的零件。 3)精度及表面粗糙度要求高的零件。 4)加工过程中需要进行多工序加工的零件。 5)用普通机床加工时,需要昂贵工装设备(工具、夹具和
模具)的零件。
我国第一台数控铣床
TK7640
二、加工中心种类 1、按机床形态分类
数控铣床总体布局示意图 (a)工件进给运动的升降台铣床; (b) (c)工件进给运动的龙门式数控铣床 (d)铣头进给运动的龙门式数控铣床
立式加工中心
卧式加工中心
龙门加工中心
万能加工中心 万能加工中心具有立式和卧式 加工中心的功能,工件一次装夹后 就能完成除安装面外的所有侧面和 顶面(5个面)的加工,也称为五 面加工中心。 两种形式:一种是主轴可实现 立、卧转换;另一种是主轴不改变 方向,工作台带动工件旋转90°。
1 铣床(加工中心)
一、铣床(加工中心)的简介
加工中心(Machining Center)是从数控铣床的基础上 发展来的,并且具有自动换刀系统,工件在一次装夹后,数 控系统就可以控制机床按不同工序,自动选择和更换刀具, 实现钻、铣、镗、扩、铰、攻螺纹、切槽等多种加工功能。
数控铣床和加工中心的主要区别是:数控铣床没有刀库 和自动换刀装置,而加工中心则是带有刀库并具有自动换刀 功能的数控铣床。
3、绝对和增量位置数据:G90,G91
绝对尺寸编程格式:
G90
模态方式
相对尺寸编程格式:
G91
模态方式
对于绝对坐标,所有位置坐标都参照当前工件坐标原点来 表示刀具运动。
…
N110 G90 G01 X0 Y-25 F200
N120 G01 X-19 Y-25
数控加工技能实训最新版精品课件-铣加工中心 内外轮廓编程

第三节 孔加工固定循环
3.深孔钻削循环G83 格式:G83X_Y_Z_R_Q_P_F _L_ 应用: 深孔或有位置要求的孔
第三节 孔加工固定循环
4.高速深孔钻削循环 G73 格式: G73X_Y_Z_R_Q_P_F_ L_ 应用: 扩孔
第三节 孔加工固定循环
5.攻丝循环G84 格式: G84X_Y_Z_R_P_F_L_ 应用: 右旋螺纹的加工
1 5 1 5 -4
数控铣床编程基础
R15 20 40 x
G40G80G49 G90G21G17 G54 T01 G90G00X0Y0 G43Z50.H01 Z10. Z2. G01Z-3.F100 G51X0Y0I1000J-1000 G41G01X20.D31 G01Y45. X40. G02Y15.R15. G1X15. G40G00X0Y0 G50 G01Z2.F500 G00Z150.M5 M30
(二)先进行中心圆台的外轮廓加工,再进行内边轮 廓加工。
任务2、指令讲解
刀具半径补偿(G41、G42)
1.格式
G17
X _Y _
GG1198GG
4421GG0010YX
_Z_ _Z_
D
_
其中刀补号地址D后跟的数值是刀具号,它用来调用内存中刀具半径补
偿的数值。
2.功能:
在加工运行时,控制系统将根据程序中的刀补指令自动进行相应的刀具
O1001
X22Y0. X11.Y19.053 X-11. X-22.Y0 X-11.Y-19.053 M99
第三节 孔加工固定循环
4.3.1 孔加工基本动作 1)X、Y 轴快速定位
2)Z轴快速定位到R点 3)孔加工 4)孔底动作 5)Z轴返回R点 6)Z轴快速返回初始点
数控铣床典型零件加工实例图文稿
数控铣床典型零件加工实例集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)模块五 数控铣床典型零件加工实例本单元从综合数控技术的实际应用出发,列举了典型数控铣削编程实例,如果希望掌握这门技术,就应该仔细的理解和消化它,相信有着举一反三的效果。
一、数控铣床加工实例1——槽类零件 毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图2-179所示的槽,工件材料为45钢。
图2-179 凹槽工件1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用机用平口虎钳夹紧工件前后两侧面,虎钳固定于铣床工作台上。
2)工步顺序① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY 平面内确定以工件中心为工件原点,Z 方向以工件上表面为工件原点,建立工件坐标系,如图2-118所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
学习目标知识目标: ●学会对工艺知识、编程知识、操作知识的综合运用 能力目标: ●能够对适合铣削的典型零件进行工艺分析、程序编制、实际加工。
6.编写程序考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完。
为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下:O0001; 主程序N0010 G90 G00 Z2. S800 T01 M03;N0020 X15.Y0 M08;N0030 G01 Z-2. F80;N0040 M98 P0010; 调一次子程序,槽深为2㎜N0050 G01 Z-4.F80;N0060 M98 P0010; 再调一次子程序,槽深为4mmN0070 G00 Z2.N0080 G00 X0 Y0 Z150. M09;N0090M02 主程序结束O0010 子程序N0010G03 X15. Y0 I-15.J0;N0020 G01 X20.;N0030 G03 X20. YO I-20. J0;N0040 G41 G01 X25. Y15.;左刀补铣四角倒圆的正方形N0050 G03 X15. Y25. I-10. J0;N0060G01 X-15.;N0070 G03 X-25. Y15. I0 J-10.;N0080G01 Y-15.N0090 G03 X-15. Y-25. I10. J0;N0100 G01 X15.;N0110 G03 X25. Y-15. I0 J10.;N0120 G01 Y0;N0130 G40 G01 X15. Y0; 左刀补取消N0140 M99; 子程序结束7.程序的输入(参见模块四具体操作步骤)8.试运行(参见模块四具体操作步骤)9.对刀(参见模块四具体操作步骤)10.加工选择“自动方式”,按“启动”开始加工。
数控铣床编程30例带图
数控铣床编程30例带图例一:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图2-23所示的槽,工件材料为45钢。
选择机床设备:根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
选择刀具:现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
确定切削用量:切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
确定工件坐标系和对刀点:在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
编写程序:按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
例二:该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02;主程序结束N0010 G22 N01;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0;左刀补取消N0160 G24;主程序结束例三:毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
2--数控铣床和加工中心的组成与结构特点
• 图1.2数控铣床的组成 • 1-X向导轨防护 2-Y轴伺服驱动 3-Z向导轨防护 4-立柱 5-冷却水箱 6-底座 7-Y向导轨
防护 8-工作台 9-十字滑台 10-X轴伺服驱动 11-操纵台 12-主轴箱 13-主轴总成 14Z轴伺服驱动
• (1)铣床主体 铣床主体是数控铣床的机械部 件,包括床身、主轴箱、工作台、进给机构等。
作台,便于加工零件的不同侧面。目前单纯的数控卧式铣床现在 已比较少。 • 3.数控龙门铣床 • 对于大尺寸的数控铣床,一般采用对称的双立柱结构龙门铣床, 保证机床的整体刚性和强度,数控龙门铣床有工作台移动和龙门 架移动两种形式,它适用于加工整体结构件零件、大型箱体零件 和大型模具等。
• 加工中心的分类 • 加工中心品种繁多,形态各异,分类方法有多种。按照
• 3.加工中心的主要结构特点 • (1)具有刀库和自动换刀装置,加工中心是由
数控系统控制机床自动更换刀具。 • (2)加工中心一般带有自动分度回转工作台或
可自动转角度的主轴箱,从而使工件在一次装 夹后,自动完成多个平面或多个角度位置的多 工序加工。 • (3)有的加工中心具有自适应控制功能,在加 工过程中能随着加工条件的变化而自动调整最 佳切削参数,自动改变机床主轴转速、进给量 和刀具相对工件的运动轨迹及其他辅助功能, 从而可得到更好的加工质量。
• (2)控制部分(CNC装置) 控制部分是数控铣 床的控制核心,实际上是一台机床专用计算机, 由印刷电路板、各种电器元件、监视器、键盘 等组成。
• (3)驱动装置 驱动装置是数控铣床执行机构 的驱动部件,包括主轴电动机、进给伺服电动 机等。
• (4)辅助装置 辅助装置是指数控铣床的一些 配套部件,包括液压和气动装置、冷却和润滑 系统、排屑装置等。
数控钻铣加工中心编程方法及步骤【教程】

数控铣削(加工中心)编程概述加工中心是具有刀库,能够自动换刀的镗铣类机床。
加工中心除自动换刀之外与数控铣床基本一致。
一、数控铣床(加工中心)的加工特点加工中心是一种工艺围较广的数控加工机床,能实现三轴或三轴以上的联动控制,进行铣削(平面、轮廓、三维复杂型面)、镗削、钻削和螺纹加工。
加工中心特别适合于箱体类零件和孔系的加工。
加工中心特别适合单件、中小批量的生产,其加工对象主要是形状复杂、、工序较多、精度要求高,一般机床难以加工或需使用多种类型的通用机床、刀具和夹具,经多次装夹和调整才能完成加工的零件。
二、数控铣床(加工中心)的编程特点1.数控铣床(加工中心)可用绝对值编程或增量值(相对坐标)编程,分别用G90/G91指定。
2.手工编程只能用于简单编程,对复杂的编程广泛采用自动编程。
三、数控铣床(加工中心)的选择加工中心分立式、卧式和复合;三轴或多轴。
最常见的是三轴立式加工中心。
立式加工中心的主轴垂直于工作台,主要适用于加工板材类、壳体类零件,形状复杂的平面或立体零件、以及模具的、外型腔等,应用围广泛。
卧式加工中心的主轴轴线与工作台台面平行,它的工作台大多为由伺服电动机控制的数控回转台,在工件一次装夹中,通过工作台旋转可实现多个加工面的加工,适用于加工箱体、泵体、壳体等零件加工。
复合加工中心主要是指在一台加工中心上有立、卧两个主轴或主轴可90°改变角度,因而可在工件一次装夹中实现五个面的加工。
四、数控铣床(加工中心)刀具加工中心对刀具的基本要:✓良好的切削性能能承受高速切削和强力切削并且性能稳定;✓较高的精度刀具的精度指刀具的形状精度和刀具与装卡装置的位置精度;✓配备完善的工具系统满足多刀连续加工的要求。
加工中心的刀具主要有:立铣刀、面铣刀、球头刀、环形刀(牛鼻刀)、钻头、镗刀等。
面铣刀常用于端铣较大的平面;立铣刀的端刃切削效果差,不能作轴向进给;球头刀常用于精加工曲面,刀具半径需要小于凹曲面半径。
数控铣床编程实例(铣内外圆并钻孔) 8
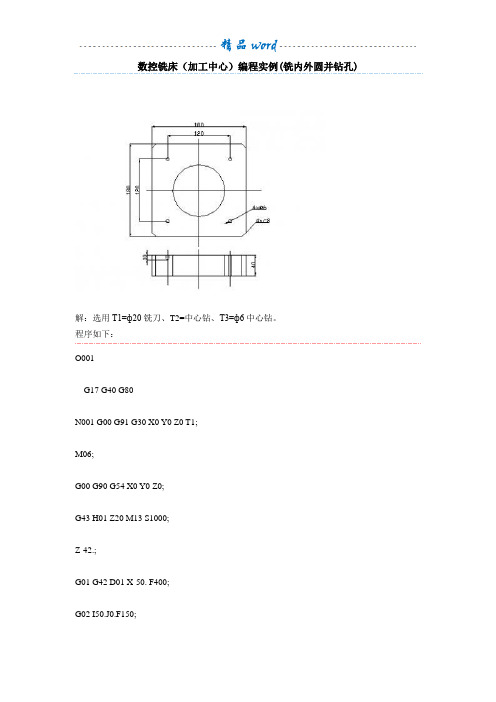
数控铣床(加工中心)编程实例(铣内外圆并钻孔)解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。
程序如下:O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 G42 D01 X-50. F400;G02 I50.J0.F150;G00 Y0.;G40 Z100.;G00 G90 G54 X-110. Y-100.;Z-42.;G01 G41 X-90. F500;Y82X-82. Y90.;X82.;X82. Y90.;X-82.;X82. Y-90.;X-82.;G00 Z100.;G40;N002 G00 G91 G30 X0 Y0 Z0 T1; M06;G00 G90 G54 X-60. Y-60.;G43 H02 Z10 M03 S2000;G99 G81 Z-3. R5. F150;Y60.;X60.;Y-60.;GOO G80 Z100.;N003 G91 G30 X0 Y0 Z0 T3; M6;G00 G90 G54 X-60. Y-60.;G43 H02 Z10 M03 S2000;G99 G81 Z-12 R3. F150;Y60.;X60. Z-42.;Y-60.;GOO G80 Z100.;G00 G28 Y0;数控加工工艺分析主要包括的内容数控加工工艺分析的主要内容实践证明,数控加工工艺分析主要包括以下几方面:1)选择适合在数控机床上加工的零件,确定工序内容。
2)分析被加工零件图样,明确加工内容及技术要求,在此基础上确定零件的加工方案,制定数控加工工艺路线,如工序的划分、加工顺序的安排、与传统加工工序的衔接等。
3)设计数控加工工序。
如工步的划分、零件的定位与夹具的选择、刀具的选择、切削用量的确定等。
4)调整数控加工工序的程序。
数控铣削编程

数控铣削编程7.1 数控铣削(加工中心)编程概述加工中心(Machining Center)是具有刀库,能够自动换刀的镗铣类机床。
加工中心除自动换刀之外与数控铣床基本一致。
一、数控铣床(加工中心)的加工特点加工中心是一种工艺范围较广的数控加工机床,能实现三轴或者三轴以上的联动操纵,进行铣削(平面、轮廓、三维复杂型面)、镗削、钻削与螺纹加工。
加工中心特别适合于箱体类零件与孔系的加工。
加工工艺范围如图所示。
图1 铣削加工图2 钻削加工图3 螺纹加工图4 镗削加工加工中心特别适合单件、中小批量的生产,其加工对象要紧是形状复杂、、工序较多、精度要求高,通常机床难以加工或者需使用多种类型的通用机床、刀具与夹具,经多次装夹与调整才能完成加工的零件。
二、数控铣床(加工中心)的编程特点1.数控铣床(加工中心)可用绝对值编程或者增量值(相对坐标)编程,分别用G90/G91指定。
2.手工编程只能用于简单编程,对复杂的编程广泛使用CAM自动编程。
三、数控铣床(加工中心)的选择加工中心分立式、卧式与复合;三轴或者多轴。
最常见的是三轴立式加工中心。
立式加工中心的主轴垂直于工作台,要紧适用于加工板材类、壳体类零件,形状复杂的平面或者立体零件、与模具的内、外型腔等,应用范围广泛。
卧式加工中心的主轴轴线与工作台台面平行,它的工作台大多为由伺服电动机操纵的数控回转台,在工件一次装夹中,通过工作台旋转可实现多个加工面的加工,适用于加工箱体、泵体、壳体等零件加工。
复合加工中心要紧是指在一台加工中心上有立、卧两个主轴或者主轴可90°改变角度,因而可在工件一次装夹中实现五个面的加工。
四、数控铣床(加工中心)刀具加工中心对刀具的基本要求是:✓良好的切削性能能承受高速切削与强力切削同时性能稳固;✓较高的精度刀具的精度指刀具的形状精度与刀具与装卡装置的位置精度;✓配备完善的工具系统满足多刀连续加工的要求。
加工中心的刀具要紧有:立铣刀、面铣刀、球头刀、环形刀(牛鼻刀)、钻头、镗刀等。
数控铣床及加工中心概述
700x320
150 BT40 10000 5.5 1.1
切削进给率(mm/min)
定位精度(mm) 重复定位精度(mm)
气压(kg/cm2) 刀库(选装)
机器重量(kg)
1-20000
±0.005/300 ±0.0025 ≥6
20(机械手) 2920
6、数控铣床及加工中心技术参数识读 数控铣床及加工中心主要技术参数识读可分成尺寸参数、接口参数、运动参数、动力
铣床主体是数控铣床的机械部件,包括床身、主轴箱、铣头、工作台、
进给机构等。与传统的普通铣床相比较,其整体布局、外观造型、传动机 构、工具系统等方面都发生了很大的变化。如:主传动及主轴部件具有传 递功率大、刚度高、抗振性好及热变形小等优点;进给传动件具有传动链 短、结构简单、传动精度高等特点;机床本身具有很高的动、静刚度;采 用全封闭罩壳。
数控铣床是一种用途广泛的机床,主要用于完成铣削平面加工或镗削加 工的数控机床,有立式、卧式及龙门铣3种。主轴在空间处于垂直状态的, 称为立式数控铣床;主轴在空间处于水平状态的,称为卧式数控铣床。主 轴可作垂直和水平转换的,称为立卧两用数控铣床。
(1)立式数控铣床
如图1.1.1所示为立式数控铣床。立式数控铣床是数控铣床中数量最多的一种, 应用范围最广。小型数控立式铣床的X、Y、Z方向的移动一般都由工作台完成,主 运动为主轴旋转,与普通立式升降台铣床相似。中型数控立铣的纵向和横向移动一 般由工作台完成,且工作台还可手动升降,主轴除完成主运动外,还能沿垂直方向 伸缩。大型数控立铣,由于需要考虑扩大行程、缩小占地面积、刚性等技术问题, 多采用龙门架沿床身作纵向移动,主轴在龙门架的横向与垂直溜板上运动。
内容包括:主轴电机功率;伺服电机额定转矩。作用:影响到切削负荷。 (5)精度参数。
第一章数控铣床概述

图1-1 数控铣床
图1-2 加工中心
第一节 数控铣床(加工中心)的组成和工作原理 一 、数控铣床(加工中心)的 数控铣床(加工中心)大体由输入装臵、数 控装臵、伺服系统、检测及其辅助装臵和机床本 体等组成。 1、输入装臵 数控程序编制后需要存储在一定的介质上, 按目前的控制介质大致分为纸介质和电磁介质, 相应地通过不同方法输入到数控装臵中去。纸带 输入方法,即在专用的纸带上穿孔,用不同孔的 位臵组成数控代码,再通过纸带阅读机将代表不 同含义的信息读入。手动输入是将数控程序通过 数控机床上的键盘输入,程序内容将存储在数控 系统的存储器内,使用时可以随时调用。
伺服系统接收数控装臵输出的各种信号,经 过分配、放大、转换等功能,驱动各运动部件, 完成零件的切削加工。 4、检测装臵 位臵检测、速度反馈装臵根据系统要求不断 测定运动部件的位臵或速度,转换成电信号传 输到数控装臵中,与目标信号进行比较、运算, 进行控制。 5、运动部件 由包括床身、主轴箱、工作台、进给机构等 组成的机械部件,伺服电机驱动运动部件运动, 完成工件与刀具之间的相对运动。
基础篇 数控铣床(加工中心)的编程 第一章 数控铣床(加工中心)概述
数控铣床是主要采用铣削方式加工零件的 数控机床,它能够进行外形轮廓铣削、平面 或曲面型腔铣削及三维复杂型面的铣削,如 凸轮、模具、叶片等,另外数控铣床还具有 孔加工的功能,通过特定的功能指令可进行 一系列孔的加工,如钻孔、扩孔、铰孔、镗 孔和攻丝等,如图1-1所示。
第二节 数控铣床(加工中心)的分类和特点 数控机床加工与普通机床有着一定的区别: 1)工序集中 数控机床一般带有可以自动换 刀的刀架、刀库,换刀过程由程序控制自动进行 ,因此,工序比较集中,减少机床占地面积,节 约厂房,同时减少或没有中间环节(如半成品的 中间检测、暂存搬运等),既省时间又省人力。 2)自动化程度高 数控机床加工时,不需人 工控制刀具,自动化程度高,对操作工人的要求 降低。数控操作工在数控机床上加工出的零件比 普通工在传统机床上加工出的零件精度高,而且 省时、省力,降低了工人的劳动强度。
数控铣加工中心实训教材资料

任务八螺纹加工技能训练知识目标 1. 掌握攻丝循环编程的指令格式及应用2. 掌握变量编程铣削螺纹的程序格式及应用技能目标 1. 熟练掌握数控铣床的基本操作2. 合理选择刀具及确定切削用量3.合理安排螺纹加工的加工工艺4.能够熟练操作数控铣床完成螺纹的加工1. 设计螺纹加工工艺2.编制螺纹加工程序3.用数控铣床完成螺纹的加工如图2-8-1所示零件,毛坯尺寸为80mm ×80mm ×20mm,完成零件M28*1.5螺纹的铣削加工,4*M10攻螺纹加工。
图2-8-11.攻螺纹指令G84指令格式:G98/G99 G84 X Y Z R F ;G98:返回初始平面,为默认方式G99:返回R点平面G84:右旋攻螺纹指令X Y :孔位坐标(G90)Z :孔底坐标(G90)R :R点的坐标F :切削进给速度G84指令使主轴从R点至Z点时,刀具正向进给,主轴正转,到孔底时主轴反转,返回到R点平面后主轴恢复正转。
与钻孔加工不同的是攻螺纹结束后的返回过程不是快速运动而是进给速度反转退出。
攻螺纹过程要求主轴转速与进给速度成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,计算公式如下:F = N * P式中,F为进给速度,N为主轴转速,P为螺纹导程(单线为螺距)。
除了使用上面这种传统的柔性攻螺纹的加工方式,应用G84/G74指令还可实现刚性攻螺纹加工。
使用这种加工方式时,要求数控机床的主轴必须是伺服主轴,以保证主轴的回转和Z轴的进给严格地同步,即主轴每转一圈,Z轴进给一个螺距或导程。
由于机床耳朵硬件保证了主轴和进给轴的同步关系,因此使用普通弹簧夹头刀柄即可攻螺纹。
为了和柔性攻螺纹区别,执行刚性攻螺纹需在指令段之前制定M29指令,或在包含攻螺纹指令的程序段中指令M29,M29表示刚性攻螺纹。
2.宏程序变量编程定义、设置及应用(1)变量#0~#49 当前局部变量#50~#199 全局变量(2)常量PI:圆周率TRUE:条件成立(真)FALSE:条件不成立(假)(3)运算符和表达式算术运算符:+、-、*、/。
立式加工中心床身结构设计(全套图纸)
摘要床身是立式加工中心非常重要的基础支撑件,它起到了支撑立柱、滑座、工作台等重要零部件的作用,主要承受机床的静载荷以及在加工时产生的切削负载。
床身的静动态性能直接影响机床的加工精度和稳定性,因此,床身结构的优化对于立式加工中心的发展具有十分重要的意义,本课题即结合沈阳机床厂VMC850B立式加工中心的性能特点与相关参数,对立式加工中心床身结构进行了科学系统的设计,具体内容如下:(1)借鉴于同类型的床身结构,根据VMC850B的整机结构设计了床身上表面布局,通过查阅《实用机床设计手册》《机械设计手册》等参考书,科学的设计了床身的截面形状,包括壁厚的选定以及加强肋、方孔、圆孔的合理布置。
同时对床身进行了受力分析并利用ANSYS软件对床身模型采取了静态力有限元分析。
(2)针对与床身相关的重要零部件,包括Y方向伺服进给系统的驱动电机、滚珠丝杠、直线导轨、轴承、联轴器,进行了分析与计算,并最终确立了型号与参数。
(3)提出了床身的精度要求,包含加工和装配过程中的几何精度。
关键词:立式加工中心;床身;结构设计;选型计算;有限元分析;精度设计AbstractThe bed is a very important basis for supporting parts in the vertical machining center, it plays a role that supporting the column, the slide, the workbench and some other important parts. The bed mainly withstands the static load of the machine tool and the cutting load in the processing. The static and dynamic performance of the bed directly affects the machining accuracy and stability. Therefore, the optimization of the bed structure has great significance for the development of the vertical machining centers. The subject, which is combined with the performance characteristics and parameters of the vertical machining center 850B of the Shenyang Machine Tool Factory, have designed the bed structure of the vertical machining center scientifically and systematically, the details are as follows:(1)Learnt from the bed structure of the same type and designed the layoutof the bed top surface under VMC850B’s whole structure, through accessingto <Practical Machine Design Manual> and <Mechanical Design Manual> and otherreference books, scientifically designed the cross-sectional shape of thebed, including the selection of the wall thickness as well as the reasonablelayout of the reinforcing rib, the square and circle holes. The subject alsodid the stress analysis for the bed and used the software called ANSYS todo the finite element analysis of the static force for the model of the bed.(2)For the important parts of the bed, including the Y-direction servofeed drive motor, ball screws, linear guides ,bearings and couplings, didthe analysis and the calculation, and eventually established the models andthe parameters.(3)Put forward the accuracy requirements of the bed, including thegeometric precision of the machining and assembly process.Keywords: the vertical machining ;center the bed ; structural design ;selection calculation finite element analysis ; precision design目录1 机床设计现状 (1)1.1 课题研究的背景和意义 (1)1.2 国内外研究现状与发展趋势 (2)1.3 本论文内容概要 (4)2 床身结构设计 (4)2.1 床身材料 (4)2.2 床身时效处理 (4)2.3 床身结构设计 (5)2.3.1床身重要表面设计 (5)2.3.2床身截面形状设计 (5)2.4 床身热变形 (10)2.5 床身结构确定方案 (11)3 床身零部件的计算与选型 (12)3.1 Y方向滚珠丝杠副的选择 (12)3.1.1 初步计算丝杠导程 (13)3.1.2 滚珠丝杠副当量载荷与当量转速计算 (14)C (17)3.1.3计算预期额定动载荷am (18)3.1.4 估算滚珠丝杠允许最大轴向变形m3.1.5估算滚珠丝杠副的底径 (18)F (20)3.1.6 计算滚珠丝杠副预紧力p3.1.7 滚珠丝杠副剩余结构尺寸确定 (20)3.2 伺服电机的选择 (21)3.2.1电机的负载转矩计算 (21)3.2.2 惯量匹配计算 (22)T计算: (24)3.2.3空载启动时最大加速力矩maxa3.2.4快速空载启动时所需最大启动力矩T计算 (24)M3.2.5 电动机连续匀速工作时的最大力矩T (25)ms3.2.6 电动机输出端轴的直径计算 (25)3.3 滚动轴承的选择 (25)3.3.1 滚动轴承使用条件 (26)3.3.2 初选止动球轴承型号 (26)3.3.3 止推轴承组配方式 (26)3.3.4 止推轴承的选用计算 (27)3.3.5 圆柱滚子轴承的选型计算 (29)结论 (31)致谢 (33)参考文献 (34)1 机床设计现状随着机械制造业的飞速发展与竞争市场需求的不断扩大,数控机床的应用范围持续扩张,同时,为了应对市场日新月异的变化及加工要求难度的不断提高,数控机床产业的水平也在飞速进步,不断向高速化、复合化、高精度化、智能化转变。