竹炭加工工艺及设备简介
机制竹炭
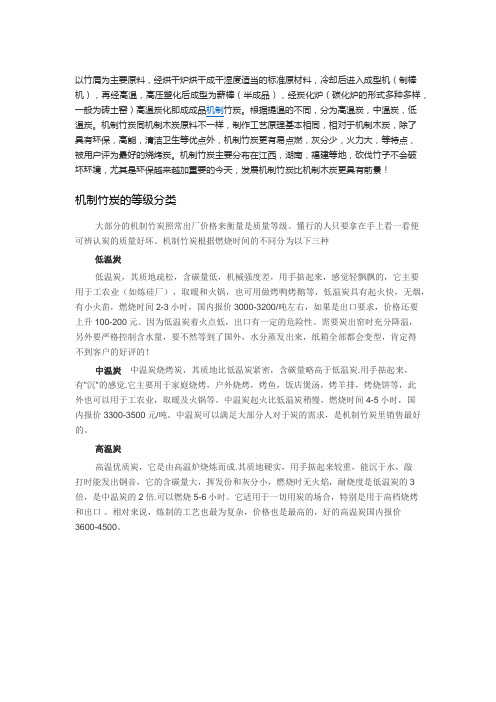
以竹屑为主要原料,经烘干炉烘干成干湿度适当的标准原材料,冷却后进入成型机(制棒机),再经高温,高压塑化后成型为薪棒(半成品),经炭化炉(碳化炉的形式多种多样,一般为砖土窑)高温炭化即成成品机制竹炭。
根据提温的不同,分为高温炭,中温炭,低温炭。
机制竹炭同机制木炭原料不一样,制作工艺原理基本相同,相对于机制木炭,除了具有环保,高能,清洁卫生等优点外,机制竹炭更有易点燃,灰分少,火力大,等特点,被用户评为最好的烧烤炭。
机制竹炭主要分布在江西,湖南,福建等地,砍伐竹子不会破坏环境,尤其是环保越来越加重要的今天,发展机制竹炭比机制木炭更具有前景!机制竹炭的等级分类大部分的机制竹炭照常出厂价格来衡量是质量等级。
懂行的人只要拿在手上看一看便可辨认炭的质量好坏。
机制竹炭根据燃烧时间的不同分为以下三种低温炭低温炭,其质地疏松,含碳量低,机械强度差,用手掂起来,感觉轻飘飘的,它主要用于工农业(如炼硅厂),取暖和火锅,也可用做烤鸭烤鹅等,低温炭具有起火快,无烟,有小火苗,燃烧时间2-3小时,国内报价3000-3200/吨左右,如果是出口要求,价格还要上升100-200元。
因为低温炭着火点低,出口有一定的危险性。
需要炭出窑时充分降温,另外要严格控制含水量,要不然等到了国外,水分蒸发出来,纸箱全部都会变型,肯定得不到客户的好评的!中温炭中温炭烧烤炭,其质地比低温炭紧密,含碳量略高于低温炭.用手掂起来,有"沉"的感觉.它主要用于家庭烧烤,户外烧烤,烤鱼,饭店煲汤,烤羊排,烤烧饼等,此外也可以用于工农业,取暖及火锅等。
中温炭起火比低温炭稍慢,燃烧时间4-5小时,国内报价3300-3500元/吨。
中温炭可以满足大部分人对于炭的需求,是机制竹炭里销售最好的。
高温炭高温优质炭,它是由高温炉烧炼而成.其质地硬实,用手掂起来较重,能沉于水,敲打时能发出钢音,它的含碳量大,挥发份和灰分小,燃烧时无火焰,耐烧度是低温炭的3倍,是中温炭的2倍.可以燃烧5-6小时。
机制竹炭生产工艺

机制竹炭生产工艺
机制竹炭生产工艺是一种制造高质竹炭的炭化方法。
该工艺以竹子作为原料,经过处理、制备、碳化等工序,生产出优质的竹炭产品。
以下是机制竹炭生产工艺的主要步骤:
1. 选材:选择长势茁壮、品质良好的竹子作为原料。
一般选择长尺竹子,直径在3-6厘米之间。
2. 处理:将选好的竹子进行切割,去掉竹壳和竹节。
然后将切割好的竹子放入水中浸泡一段时间,用来去除竹子内部的杂质和异味。
3. 制备:将处理好的竹子放入制备机中进行粉碎,得到竹笋粉。
然后将竹笋粉加入适量的黏土或泥土,进行混合搅拌,得到竹炭工艺原料。
4. 造型:将制备好的竹炭工艺原料进行造型,一般采用模压或手工压制的方式。
将原料压制成所需形状的炭块,如圆柱形、球形等。
5. 碳化:将压制好的炭块放入碳化炉中进行碳化工艺。
首先进行预热,使炭块均匀受热。
然后进行炭化,将炭块加热至一定温度,在低氧或无氧环境下进行碳化反应。
6. 冷却:炭化完毕后,将炭块取出放在通风处进行自然冷却。
冷却后的竹炭块经过筛选,去除残留杂质,得到最终的竹炭产品。
7. 焙烧:将最终的竹炭产品进行焙烧,提高其炭化度和燃烧效率。
焙烧温度一般在800-1000摄氏度之间,时间根据需要进行调整。
以上就是机制竹炭生产工艺的主要步骤。
通过这些工序,可以生产出高质量的竹炭产品,具有吸附性强、燃烧莹亮、无毒害等特点,被广泛应用于家庭、农业和工业等领域。
竹炭制作工艺

竹炭制作工艺
竹炭制作工艺是一种古老的技艺,其制作原理是利用高温条件下热解竹子,将其内部的木质纤维分解成炭质。
竹炭的制作工艺分为以下几个步骤:
1.采摘竹子:采用3-5年生的嫩竹,因其外皮较嫩,易于剥离,同时其内部木质纤维含量较高,制作出的竹炭品质更佳。
2.清洗竹子:将采摘回来的竹子用清水洗净,去除表面的杂质和污垢。
3.切割竹子:将洗净的竹子切成长度为30-50厘米的小段,方便后续的热解。
4.堆积竹子:将切好的竹子均匀地堆积在一起,形成一个炭窑。
5.烘烤竹子:在竹子堆积的顶部点火,让竹子自燃。
过程中需控制好火势和温度,避免烧焦或烤坏竹子。
6.密闭炭窑:当竹子完全燃烧后,需要将炭窑密封起来,使其内部形成高温、低氧的环境,以便完成热解过程。
7.制取竹炭:经过一段时间(通常为7-10天)的热解后,打开炭窑,取出制成的竹炭。
竹炭制作工艺需要掌握一定的技巧和经验,制作出的竹炭品质与制作过程中的温度、时间、密封等因素密切相关。
制成的竹炭具有吸附、保温、除臭等功能,被广泛应用于水净化、空气净化、农业等领域。
- 1 -。
竹炭制作工艺

竹炭制作工艺
一、原材料的挑选和准备
竹炭的原材料必须是优质的、干燥的、硬质的竹子,以确保其制成的竹炭品质优良。
竹炭制作时,需要选择直径约5-8厘米、壁厚1-2厘米的大竹子。
先将竹子剖成四片,去掉竹节和竹轮,再将竹子切成适当长度后晾晒、干燥,以降低其含水率。
二、竹炭的烧制
料干竹炭的制作是比较简单的一种竹炭制作方法。
取经过充分干燥的竹子,放入密闭的箱子中,在炭化的过程中不加水和氧气,只需用沾湿了水的草席将竹子盖住,使其缓慢炭化。
湿竹炭的制作需要注重炭化的速度和温度,过程中需要严格控制炭化的温度和时间。
首先将经过挑选、切割和晾晒的竹子放入炉显里,然后用草席将竹子包住,加入一定量的燃料进行烧炭。
在炭化的过程中,需要注意控制火力和炭化时间,以达到理想的炭化效果。
三、竹炭的后处理
1、灰渣清理
竹炭烧制后会留下一定量的灰分,需要清理。
灰分的清除可以采用脱灰器、筛子和水洗等方法。
2、加工和调整
经过灰渣清理后的竹炭还需要进行一系列的加工和调整,如切割、磨光、打磨等。
制作好的竹炭产品需要经过严格检验,确保其质量。
竹炭烧制过程

⽵炭烧制过程从新鲜⽑⽵到⽵炭,这个过程太短了也不⼀定是什么好事。
传统窑烧制的流程⼀般如下:⽵材选料-->装窑-->前期烘培-->炼炭-->封窑降温-->出窑;整个过程⼤约在21天左右。
⽵炭窑技术⼀般⽤的都是与⽇本合作的技术,窑的样⼦如下⾯的照⽚上那样,像⼀个⼤包包,我们当地⼈叫它⽇本窑,体积很⼤,可以装进4~5吨的⽵材,⼀窑可以烧制0.8吨左右的⽵炭。
整个窑⽤青砖砌成,窑顶为特殊的⼟料,特别的材料和构造能让⽵⼦炭化时温度提升到800度以上! 侧⾝钻进窑内,尽管这个窑已经有段时间没有烧了,但还是感觉温温的,因为窑内基本是密封的,开炉时只有窑顶有⼀个通⽓孔,所以⾥⾯很⿊,借着⼀点点亮光,可以看到窑内的壮观:⼀块块砖块整齐的堆砌,窑顶也没有任何⽀撑。
⽤此窑烧制⽵炭的第⼀步是选料和装窑,这次拍到的是烧碎炭⽤的⽵筒⼦。
去年雪灾,造成⼤⾯积⽵⼦被压的事情,原料⽵价格也是⼀路飞涨起来。
烧制⽵所需的⽵材必须是3年以上的⾼⼭⽼⽑⽵,遂昌这边的⽵⼦可以长得很⼤,看看照⽚上那些⽵筒⼦吧,你要相信⾃⼰的眼睛,要不是我亲眼所见,真不知道⽵⼦也可以长到那么⼤!装窑是技术活,装得好可以装下更多的⽵材,它更是体⼒活,那么⼩的窑门,得进进出出多少趟才能装满…… 装好窑,就要点⽕啦。
很可惜这次没有拍到点⽕的照⽚,等我赶到窑场窑门已经封上了。
过程⼤概是:在窑门的位置放些易燃的材料,通常也是⽵⼦,点上⽕,待有⼀定⽕势了⽤泥浆和砖头封上窑门,进⾏烘培。
烘培期根据⽵材不同和天⽓情况,⼤约在7到10天。
你⼀定会问:就这么烧着,⽵⼦不都烧化了吗?请接着看,⼀会⼉告诉你。
烘培期每天都要打开窑门进⾏添材,⼀般也是⽵⼦,⽅法是在封死的窑门上开⼀⼩⼝,塞些⽵材进去就⾏了,塞完后再封上窑门。
趁师傅添材,我拍了⼀张窑内的照⽚,⿊乎乎的,只有⼀点点亮光,⾥⾯并不是‘烧’着的,⽽是类似于半燃烧状态,窑顶有⼀个⼩⼩的通风⼝(后⾯有照⽚),烘培出来的⽔⽓会通过通风⼝排到外⾯。
竹炭生产工艺流程

竹炭生产工艺流程
竹炭是一种具有良好吸附性能的天然材料,广泛应用于空气净化、水处理、食品保鲜等领域。
竹炭的生产工艺流程具体如下:
1. 竹材选材:选择质地坚硬、含水率较低的竹材作为原料。
常用的竹种有毛竹、箬竹等。
2. 竹材处理:将选好的竹材进行加工处理,包括去皮、切割、破碎等工序,使竹材变成一定大小的碎炭。
3. 炭化处理:将碎炭放入炭化炉中进行炭化处理。
炭化炉通常采用间歇式或连续式炉膛结构,炭化温度一般在400℃-800℃
之间。
在炭化过程中,竹材中的水分、挥发物和不稳定的有机化合物被完全热分解,形成具有良好吸附性能的竹炭。
4. 冷却与分选:炭化完成后,将炉内的竹炭取出进行冷却。
冷却后,使用筛网等设备对竹炭进行分选,分离出不同颗粒大小的竹炭。
5. 研磨与干燥:将分选后的竹炭进行研磨,使其颗粒更加细小,增加其表面积。
研磨后,需进行干燥处理,以降低竹炭的含水率,提高其吸附性能。
6. 洗涤与再炭化:将干燥后的竹炭进行洗涤,去除灰尘和杂质。
洗涤后的竹炭进行再炭化处理,提高其吸附能力和寿命。
7. 包装与成品:经过洗涤和再炭化的竹炭进行包装,制成成品
竹炭。
包装一般采用袋装或盒装,便于运输和销售。
以上是竹炭的基本生产工艺流程。
需要注意的是,不同的竹炭生产厂家可能会根据自身的工艺和需求做出一些差异化的处理。
而且,竹炭生产过程中需要合理控制炭化温度、炭化时间等参数,以保证竹炭的质量和吸附性能。
同时,竹炭的生产过程需要关注环保问题,合理处理和利用炭化过程中产生的煤气和废水,减少对环境的污染。
活性炭设备生产工艺

活性炭设备生产工艺一、活性炭活化生产设备活性炭活化的生产工艺目前市场上常见的活性炭的种类大致有椰壳、杏壳、核桃壳、山楂壳、桃壳、煤、棕榈壳、木炭等可以生产活性炭的材质,主要依托本地资源优势。
本设备采用自动化控制系统,活化炉的炉体主要由料仓、提升机、喂料机、炉体、耐材、转动装置、测温装置、活化装置、冷却装置、沉降室、锅炉、风机、除尘装置自动化PLC控制系统组成。
先将各种原材料进行炭化,然后将炭化好的材料2mm以下细粉筛掉,要求水份<15%,此时将物料送入提升机料仓提入顶部给料仓,由顶部给料仓通过变频喂料机均匀将物料送入炉内,经点火装置加温,此前炉内的温度需达到800℃以上方可喂料,此时需通过风机向炉内送入适量的氧,再将蒸汽打开,向炉内送入适量的蒸汽进行对物料活化,此时的蒸汽需穿透蒸汽,每吨成品活性炭需向炉内送入4吨蒸汽,此时的蒸汽不可以作扩散蒸汽,否则炭就会烧失率很大,并且效率质量也不高。
物料随着炉体的转动逐渐进入炭化预热升温区,待物料升温至约800℃时进入物料活化区,此时的物料经与水蒸汽接触反应后温度迅速升高,约900-1050℃,此时物料与水蒸汽所接触的时间称为“活化时间”,根据温度与供氧量的不同,活化时间会有所区别,约30-40分钟,即物料以每小时6米的速度随转动的炉体向前行进。
待物料进入降温段时进入炉体出料管,此时的温度约500-600℃,当经过出料管逐渐降温至200℃时,物料就会自动滑落到炉体外的另外一个水降温冷却装置,经过约3分钟的无氧冷却时间,活化好的物料已经达到常温,约30-40℃,此时冷却好的物料自然滑落到提前准备好的包装吨袋(每袋可装0.5吨)或通过气流输送装置输送到料仓以备磨粉,当袋装满后可用人力压力叉车将物料移位,炉尾配备沉降室,此沉降室起四个作用,一是给余热锅炉提前预热,二是粉尘沉降,三是停炉后可不停蒸汽,防止寒冷地区管道上冻,四是燃烧不干净的烟气再次燃烧,减少黑烟,并充分利用烟气烧变成的热量。
生产竹炭,利润可观

生产竹炭,利润可观作者:彭工来源:《大众投资指南》2013年第11期项目概述本项目的原材料为竹制品的下脚料,通过专业炭化设备生产竹炭,不仅产量大,而且成本低,收益高。
项目特点1.工艺简单。
只需要一台粉碎机、一台高密度碾压机以及一台竖冲压煤棒一体机即可。
2.成本低。
因为其原材料为下脚料,除去人工之外,几乎没有其他成本投入。
3.收益高。
目前每吨产品的毛利润率高达60%。
4.环保。
生产过程中没有“三废”产生。
市场分析竹炭细密多孔,其超值的吸附能力超过木炭的10倍以上,可以吸附异味,有效去除室内残存的硫化物如甲醛、苯、酚等有害气体,并具有自动调温、防霉、防潮、抗菌、除臭等功效。
竹炭含有多种人体所需的天然矿物质,能净化水质、增进健康。
最重要的是竹炭可以做烧烤用,广东、安徽、湖南等地的客户都用来烤鸭子专用,烤出的鸭子皮脆肉嫩味美。
目前大超市所售小包装野炊竹炭价格已涨到10000多元一吨,还供不应求。
所以从事竹炭生产,投资很少,利润十分可观,有广阔的市场开发前景。
而浙江绍兴的胡女士今年3月份花了38000元购买一套竹炭设备,短短2个月就收回全部投资还净赚2万元。
不仅将废弃物变废为宝还为自己找到了一条商机无限之路。
投资条件及效益估算最低投入约3.8万元,主要是设备投入,包括:一台粉碎机、一台高密度碾压机以及一台竖冲压煤棒一体机。
目前的技术是,3.5吨竹子下脚料可以生产一吨产品,产品的综合生产成本约1600—1900元/吨,市场售价约4500—5800元/吨。
如果投资者选择添加超高温黏合剂生产,售价可超过6000元/吨。
活性炭设备生产工艺
活性炭设备生产工艺一、活性炭活化生产设备活性炭活化的生产工艺目前市场上常见的活性炭的种类大致有椰壳、杏壳、核桃壳、山楂壳、桃壳、煤、棕榈壳、木炭等可以生产活性炭的材质,主要依托本地资源优势。
本设备采用自动化控制系统,活化炉的炉体主要由料仓、提升机、喂料机、炉体、耐材、转动装置、测温装置、活化装置、冷却装置、沉降室、锅炉、风机、除尘装置自动化PLC控制系统组成。
先将各种原材料进行炭化,然后将炭化好的材料2mm以下细粉筛掉,要求水份<15%,此时将物料送入提升机料仓提入顶部给料仓,由顶部给料仓通过变频喂料机均匀将物料送入炉内,经点火装置加温,此前炉内的温度需达到800℃以上方可喂料,此时需通过风机向炉内送入适量的氧,再将蒸汽打开,向炉内送入适量的蒸汽进行对物料活化,此时的蒸汽需穿透蒸汽,每吨成品活性炭需向炉内送入4吨蒸汽,此时的蒸汽不可以作扩散蒸汽,否则炭就会烧失率很大,并且效率质量也不高。
物料随着炉体的转动逐渐进入炭化预热升温区,待物料升温至约800℃时进入物料活化区,此时的物料经与水蒸汽接触反应后温度迅速升高,约900-1050℃,此时物料与水蒸汽所接触的时间称为“活化时间”,根据温度与供氧量的不同,活化时间会有所区别,约30-40分钟,即物料以每小时6米的速度随转动的炉体向前行进。
待物料进入降温段时进入炉体出料管,此时的温度约500-600℃,当经过出料管逐渐降温至200℃时,物料就会自动滑落到炉体外的另外一个水降温冷却装置,经过约3分钟的无氧冷却时间,活化好的物料已经达到常温,约30-40℃,此时冷却好的物料自然滑落到提前准备好的包装吨袋(每袋可装0.5吨)或通过气流输送装置输送到料仓以备磨粉,当袋装满后可用人力压力叉车将物料移位,炉尾配备沉降室,此沉降室起四个作用,一是给余热锅炉提前预热,二是粉尘沉降,三是停炉后可不停蒸汽,防止寒冷地区管道上冻,四是燃烧不干净的烟气再次燃烧,减少黑烟,并充分利用烟气烧变成的热量。
竹炭复合板材制作工艺

竹炭复合板材制作工艺
竹炭复合板材是一种环保、高品质的新型建材,其制作工艺主要包括以下几个步骤:
1. 选材:选用优质的竹材作为基材,同时选择经过高温烘干、精细加工的竹炭作为填充材料。
2. 制备竹材:将选好的竹材进行去皮、去节、切割等处理,得到符合要求的基材。
3. 制备竹炭:将竹炭经过研磨、筛分等处理,得到均匀、细腻的竹炭填充材料。
4. 涂胶:将竹材和竹炭按照一定比例混合后,通过涂胶机进行涂胶处理,使其均匀覆盖胶水。
5. 热压成型:将处理好的材料放入热压机中进行热压成型,使竹材和竹炭充分结合,形成板材。
6. 冷却修整:将成型后的板材放置在冷却架上进行自然冷却,然后进行修整,使其平整光滑。
7. 精加工:经过以上步骤,得到的竹炭复合板材可以进行精细加工,如切割、打孔等,以适应不同的建筑需求。
以上是竹炭复合板材制作的主要工艺流程,具体细节可以根据实际情况进行调整和改进。
- 1 -。
生物改性竹炭的设备制作方法与相关技术

本技术是生物改性竹炭的制备方法,包括如下步骤:1)竹炭微生物固化装置装填了在9001100℃条件下烧制的竹炭;2)烧制的竹炭经破碎后,筛分出直径为4~5mm的颗粒;3)将筛分出来的竹炭放在竹炭微生物固化装置中的真空接种箱内;4)在真空接种箱内引进工程微生物HI DEM菌剂,菌剂与原水混合比例为1/1000体积比,使稀释培养液浸没竹炭颗粒,投菌量与竹炭比例为40mL培养液/10g竹炭;5)采用循环增减大气压方法处理接种箱;6)采用静止培养的方法处理接种箱,为710天。
优点:制备得到固定化微生物竹炭,采用脂磷法对生物量进行测定,结果表明本方法有效,可满足生物竹炭接触过滤床固定化微生物数量需求。
技术要求1.生物改性竹炭的制备方法,其特征在于:包括如下步骤:1)竹炭微生物固化装置装填了在900-1100℃条件下烧制的竹炭;2)将烧制的毛竹竹炭经破碎后,筛分出直径为4~5mm的颗粒;3)将筛分出来的毛竹竹炭颗粒放在竹炭微生物固化装置中的真空接种箱内;4)在真空接种箱内引进工程微生物HI-DEM菌剂,菌剂与原水混合比例为1/1000体积比,使稀释培养液浸没竹炭颗粒,投菌量与竹炭比例为40mL培养液/10g竹炭;5)采用循环增减大气压方法处理接种箱;6)采用静止培养的方法处理接种箱,时间为7-10天;所述采用循环增减大气压方法处理接种箱,包括如下步骤:1)通过真空抽气泵对竹炭微生物固定装置进行抽负压;2)关闭真空接种箱的空气阀门、A阀门和C阀门,打开B阀门,开启抽真空装置;3)由A限压阀控制接种箱内真空度为负1个大气压4小时;4)进行加正压,打开A阀门和C阀门,关闭B阀门,向接种箱内压入空气,由B限压阀控制接种箱内压力为正1个大气压4小时;5)重复步骤1)至4),循环5次;竹炭微生物固化装置,其结构是:真空抽气泵一路通过C阀门、B限压阀进入真空接种箱;所述竹炭微生物固化装置其结构是真空抽气泵的另一路通过B阀门、A限压阀进入真空接种箱;真空抽气泵与B阀门间是A阀门,真空接种箱上设空气阀门盖。
机制竹炭配方
机制竹炭配方一、机制竹炭的概述机制竹炭是以高质量的竹子为原料,通过高温炭化而成的一种天然环保材料。
它具有多孔性、吸附性和调节湿度等特点,被广泛应用于空气净化、水处理、土壤改良等领域。
二、机制竹炭的制作过程1. 竹子采摘机制竹炭的原材料是优质的毛竹,采摘时要选择生长在山区或林地中的健康、生长良好的毛竹。
2. 去皮切割将采摘来的毛竹去皮后,按照一定长度进行切割。
切割后的毛竹要经过清洗和晾晒等处理。
3. 炭化处理将经过处理后的毛竹放入炉内进行高温炭化处理。
这个过程需要控制温度和时间,以达到最佳效果。
4. 冷却处理经过高温炭化后的机制竹炭需要进行冷却处理,这个过程可以使机制竹炭更加坚硬和稳定。
5. 筛选包装冷却后,还需要对机制竹炭进行筛选和包装等处理,以保证机制竹炭的质量和使用效果。
三、机制竹炭配方1. 竹子机制竹炭的主要原材料是毛竹,可以选择生长良好、品种优良的毛竹作为原材料。
2. 炉子机制竹炭的生产需要使用炉子进行高温炭化处理,可以选择符合标准的高效节能炉子。
3. 清洗水在切割毛竹前需要对其进行清洗处理,清洗水要选择干净无污染的水源。
4. 包装袋经过筛选后的机制竹炭需要进行包装,可以选择环保、无污染的包装袋。
四、机制竹炭的应用领域1. 空气净化机制竹炭具有吸附空气中有害物质和调节湿度等特点,可以用于室内空气净化。
2. 水处理机制竹炭具有吸附水中异味和去除水中细菌等作用,可以用于饮用水、游泳池等水体的处理。
3. 土壤改良将机制竹炭混入土壤中可以改善土壤的通气性和保水性,促进植物生长。
五、机制竹炭的优点1. 环保机制竹炭是一种天然环保材料,不含有害物质,对环境无污染。
2. 多孔性机制竹炭具有多孔性和吸附性等特点,可以吸附空气中的有害物质和水中的异味等。
3. 调节湿度机制竹炭可以调节空气中的湿度,使室内空气更加舒适。
4. 经济实用机制竹炭价格适中,使用寿命长,经济实用。
六、结语机制竹炭是一种天然环保材料,在空气净化、水处理、土壤改良等领域具有广泛应用前景。
竹炭生产工艺流程

竹炭生产工艺流程
《竹炭生产工艺流程》
竹炭是一种具有吸附和排放负离子的环保材料,它除了可以被用作烧烤和炊烟,还可以用于净化空气和水质。
那么,竹炭的生产过程是怎样的呢?
首先是竹材的选择,只有茎内含有丰富的纤维素,含水率低的竹秆才适合作为竹炭的原料。
然后将竹材进行分块、除皮、切碎等预处理工序,以便更好地进行下一步工艺操作。
接下来是碳化工艺,将预处理后的竹材置入高温炭化炉中,在高温条件下进行碳化处理。
通过这个过程,竹材中的大部分有机成分将会被热分解,同时释放掉水分和甲醛等有害物质,从而使竹材变成纯净的竹炭。
随后是磨碾加工工艺,将碳化后的竹炭进行粉碎、磨碾等处理,以获得所需的颗粒度和形状。
最后是烘干和包装工艺,将处理好的竹炭置于烘干室中进行烘干,使其在正常的储存环境下不易吸潮,然后进行包装,以便于运输和销售。
通过以上的工艺流程,竹炭就顺利地生产出来了。
竹炭不仅可以用作环保材料,而且还可以用于医疗等领域。
因此,竹炭的生产工艺流程对于保护环境、改善生活质量有着积极的意义。
【碳材料】第二章-碳化工学-固相碳化
5. 其它型碳的制备 (1)球状活性炭
树脂或沥青,制备成2mm以下小球,固化(氧化) 使其不熔化,然后高温碳化、活化
(2)MCMB
沥青缩聚得到中间相小球,通过热过滤、溶剂分 离,得到微米级小球,经不熔化、碳化、石墨化成为 锂离子电池电极材料
三、固相碳化的特征
1. 从固态到固态 2. 从高分子到“高分子” 3. 起始温度低,速度慢 4. 炭的结构与前驱体结构联系紧密
(2)六圆环内脱水
(3)链上氢的转移
H C
CH2OH
H
C
O
O
C
H
HC
CH
C
C
HH
C
OH OH
CH2OH
OH
C
H
C
O
O
CH2
H
C
CH
C
OH
O
O
HC
C
H
OH
左旋葡萄糖, 焦油
H
O
HO
C
CH
H
C
CH2OH
C
H
C
O O
H
O
CO
C H
C
C
H
H
C
C
O
O
CH2OH
H2O
(4)主链断裂, 主链上氧的脱除
(5)相连的四碳残片
3. 固相碳化的特点是什么?试举例分析前驱 体的结构对碳材料结构性能的影响。
四、固相碳的结构分析
1. 形态结构
• 光学显微镜 • 扫描电子显微镜(SEM) • 透射电子显微镜(TEM) • 扫描隧道显微镜(STM) • 原子力显微镜 (AFM)
(1)光学显微镜 中间相小球和针状焦的结构
竹炭科学原理知识点总结
竹炭科学原理知识点总结一、竹炭的制备方法竹炭的制备方法主要包括物理制备法和化学制备法。
物理制备法主要是通过竹材料的碳化和活化制备竹炭,化学制备法则是利用化学反应将竹材料转化为竹炭。
常见的制备方法有激光辐照法、微波辐照法、水热制备法、喷雾干燥法、等离子体法、热解法等。
1.激光辐照制备法激光辐照法是将竹材料直接用激光照射,使其在高温下迅速燃烧生成竹炭。
这种制备方法不需要额外的化学添加剂,制备过程简单,竹炭具有高比表面积和均匀孔径等优点。
2.水热制备法水热制备法是将竹材料放入高温高压的水蒸气环境中进行热解,将其转化为竹炭。
这种方法能够保留竹材料的纤维结构,竹炭具有较高的强度和韧性。
3.热解法热解法是将竹材料经过高温热解,使其中的有机物转化为固体炭质物质,生成竹炭。
这种方法简单易行,但需要较高的温度和长时间的反应。
二、竹炭的科学原理竹炭具有多孔结构和大比表面积,其吸附性能优异,因此被广泛应用于净化水质、去除有害气体、杀菌消毒等领域。
竹炭的吸附特性主要基于其多孔结构和表面化学性质。
竹炭的独特功能主要有以下几个方面的科学原理支撑。
1.多孔结构竹炭具有丰富的多孔结构,包括微孔、中孔和大孔。
这些孔道能够提供大量的吸附位置,使得竹炭具有较大的比表面积和孔隙体积,从而提高了其吸附性能。
竹炭中的微孔对小分子物质有较强的吸附能力,中孔和大孔则对大分子物质吸附更为有效。
2.表面化学性质竹炭表面具有丰富的含氧官能团,如羟基、羰基和羧基等。
这些官能团能够与有机物分子进行化学吸附,提高竹炭对有机物的吸附能力。
同时,竹炭表面的酸碱性质也影响着其吸附性能,使其对酸性或碱性物质有较好的吸附选择性。
3.物理吸附竹炭通过物理吸附作用吸附气体或液体分子。
物理吸附是指吸附分子与吸附剂间的分子间力引起的吸附现象,主要包括范德华力、静电吸引力等。
竹炭多孔结构和表面特性为其提供了丰富的吸附位置和化学吸附能力,使其对有机物、重金属离子等具有很强的吸附能力。
竹炭制取新技术新方法,竹炭制备工艺流程设计,竹炭生产专利技术应用手册
竹炭制取新技术新方法与制备工艺流程设计及专利技术应用手册主编:专利编写组出版单位:国家专利局内部发行资料2011年规格:全六卷16开+1张CD光盘定价:1980元优惠价:1580元内容介绍专利全文部分:1、一种从竹材中获取高温竹炭和精制竹醋的方法2、混有竹炭的塑料树脂模制品,用作垫枕垫子和褥垫以及涂料的填充材料3、一种竹炭的特制工艺及其产品和应用4、一种烧竹炭制取竹沥的方法及采用的窑5、一种具有芳香味的竹炭改性涤纶6、一种以竹炭为保氮剂的污泥堆肥及其制备方法7、一种以竹炭为重金属固定剂的污泥堆肥及其制备方法8、竹炭多功能复合粉体的结构及其在纤维制造中的应用9、抗菌竹炭纤维纱线的制造方法10、竹炭面膜11、一种竹炭纤维的制备方法12、一种具有远红外发射功能的竹炭改性涤纶纤维的制备方法13、竹炭包膜尿素的制备方法14、汽车内饰用竹炭经编面料15、纤维素竹炭纤维的溶剂法制备和应用16、竹炭鞋垫17、竹炭健康垫18、竹炭荞麦健康枕19、防辐射竹炭手机套20、竹炭防辐射手机套21、竹炭健身鞋垫22、竹炭保健鞋垫23、一种竹炭干馏炉24、一种具有竹炭内胆的车用座靠垫25、一种竹纤维、竹炭抗菌除臭鞋26、竹炭片字画或实物模型27、一种保健竹炭包和由其制成的竹炭席及竹炭垫28、一种触媒竹炭除臭保鲜盒29、防滑竹炭网状垫30、排条形竹炭衬面的按摩枕头31、一种竹炭磁疗坐具32、一种竹炭磁疗床垫33、一种竹炭弹簧床垫34、闪光的仿真丝竹炭织物35、一种竹炭超细粉体的加工方法及其在合成纤维中的应用36、一种竹炭粘胶纤维及其制造方法37、一种以导电竹炭为填充料的面状发热材料及其制备方法38、健康排毒食用竹炭39、一种竹炭的生产方法40、竹炭洗涤用品41、一种制取导电竹炭的方法42、竹炭纸43、平板竹炭及其烧制工艺44、提高竹炭活性的方法45、竹炭粘胶纤维及其制造方法46、竹炭纤维及其制备方法47、一种竹炭板及其制作工艺48、一种能抗菌除菌的纳米改性竹炭49、一种纳米改性保健竹炭的生产方法50、一种纳米改性除味竹炭的生产方法51、一种纳米改性竹炭布的生产方法52、制造木炭、竹炭或活性炭的方法和装置53、一种竹炭麻将牌的制作方法54、一种竹炭洗面奶55、竹炭芳香记忆精纺面料及其生产方法56、竹炭粘胶纤维、纱线及其生产方法57、一种竹炭营养炭粒的生产工艺58、一种竹炭袋泡茶的制作方法59、锦纶6竹炭短纤维及其制造方法60、竹炭纤维混色纺纱线及其生产方法61、一种竹炭海绵垫及其制作方法62、竹炭风铃63、彩色竹炭复合短纤维及其制备方法64、一种竹炭海绵及其制作方法65、纳米改性光催化竹炭66、空气净化活性竹炭67、用竹炭粉和活性炭作为主原料的抗菌棋类的制备方法68、竹炭涤纶纤维、腈纶纤维和棉纤维混纺纱线及其制备方法69、竹炭涤纶纤维和羊毛纤维混纺纱线及其制备方法70、竹炭涤纶纤维、大豆纤维和羊绒纤维混纺纱线及其制备方法71、竹炭涤纶纤维、绢丝纤维和羊绒纤维混纺纱线及其制造方法72、竹炭涤纶纤维、羊毛纤维和羊绒纤维混纺纱线及其制备方法73、竹炭涤纶纤维、羊绒纤维、长绒棉纤维混纺纱线及其制备方法74、竹炭涤纶纤维、亚麻纤维和棉纤维混纺纱线及其制造方法75、竹炭涤纶纤维和粘胶纤维混纺纱线及其制备方法76、一种竹纤维、纳米竹炭抗菌除臭鞋77、竹炭保健内裤78、一种竹炭复合布79、竹炭印花纺织品及其制备方法80、可塑性竹炭粉的制备方法81、一种竹炭抗菌除臭鞋82、一种功能竹炭粉体加工方法及其在合成纤维中应用83、活性芦竹炭的炭化及造孔制备方法84、具有复合结构层的竹炭、竹炭杯、竹炭筷及筷垫器85、一种竹炭凉席及生产这种竹炭凉席的方法86、一种能洁净空气的竹炭纤维静电植绒织物及生产方法87、含有竹炭的净化和营养保健组合物,其制备方法和应用88、一种利用竹炭对畜禽养殖废弃物高效堆肥的方法89、一种竹炭茶块90、竹炭粘胶纤维及其制造方法91、负离子、远红外、竹炭、磁疗、抗菌、防螨茶叶枕92、表面富Ag多孔TiO2的改性竹炭及其制备方法93、竹炭改性涤纶纤维的毛条染色工艺94、一种竹炭地毯及其制造工艺95、一种纳米硒竹炭保鲜剂的水热合成方法96、竹炭及其制备方法97、一种皮芯结构的活性竹炭改性锦纶长丝98、纳米银竹炭分散液及其制备纳米银竹炭纤维的方法99、用竹炭填料生物滴滤塔脱除烟气中二氧化硫的方法100、含竹炭纤维毛巾织物生产方法101、竹炭活化生产工艺102、一种竹炭颗粒保健茶103、一种竹炭袋泡保健茶104、竹炭纤维素纤维及其制造方法105、透湿双抗竹炭复合面料及其加工工艺106、制造活性炭颗粒或竹炭颗粒的方法107、食用竹炭及其生产方法108、负载磁性金属的表面陶瓷化多孔竹炭吸波材料及其制备方法109、一种用竹炭对山茶籽油进行脱色的方法110、竹炭棕纤维复合床垫及制作方法111、竹炭植绒绒毛的制造方法112、一种竹炭纤维面料的生产工艺113、一种竹炭紫砂珠的制作方法114、一种竹炭聚酯纤维的生产方法115、竹炭基远红外复合材料及其制备方法116、竹炭棒纤维床垫及制作方法117、胶乳竹炭棒纤维床垫及制作方法118、一种抗菌保健竹炭及其制备方法和用途119、一种用纳米改性竹炭塑料、及其制作方法以及制作的文具120、竹炭-聚乙烯醇缩甲醛生物载体及其制备工艺121、竹炭在催化剂载体中的应用122、纳米改性竹炭贝雕及其制作方法123、竹炭基高导电橡胶的制备方法124、一种竹炭精炼山茶油方法125、纳米竹炭抗菌纤维及其制造方法126、纳米竹炭粘胶抗菌纤维及其制造方法127、纳米竹炭消臭鞋底革128、一种竹炭基电磁屏蔽复合材料及其制备方法129、竹炭保健保温床垫130、竹炭布131、竹炭服132、外套式弹力竹炭床垫133、纳米抗菌竹炭印花布134、竹炭布保暖内衣135、竹炭垫136、一种竹炭枕头137、一种竹炭卫生巾138、内置竹炭的席梦思床垫139、一种竹炭床垫140、具棉纸撕画饰体的竹炭饰物141、一种新型竹炭窑142、用竹炭作为宠物保健组合季节窝垫的装置143、一种特制竹炭沙发汽车保健靠垫座垫144、高运动量竹炭三明治胸罩结构145、竹炭护手膜146、竹炭三明治眼罩结构147、一种竹炭床垫的结构148、一种新型竹炭保健拖鞋149、竹炭鞋衬结构改良150、、烟筒、烟斗用竹炭过滤层151、夹有竹炭的地板152、竹炭抗菌毛巾153、竹炭保健鞋垫154、竹炭保健垫155、一种新型的EVA竹炭鞋垫156、竹炭板157、一种竹炭简158、一种竹炭健康床垫159、一种竹炭健康枕160、具竹炭粉末的容器161、高运动量竹炭护具结构162、竹炭保健卫生巾163、竹炭温控床垫164、一种竹炭枕芯165、一种竹炭汽车座垫166、一种竹炭汽车座垫167、竹炭蓄水花盆168、竹炭远红外保健护腰带169、一种竹炭鼠标垫170、一种竹炭保健鞋垫171、竹炭调温床垫172、具有竹炭微粒的纸制物品173、竹炭抗菌除臭特种鞋174、竹炭抗菌除臭鞋175、竹炭中国结176、一种竹炭抗菌除臭鞋用内衬177、一种竹炭床垫178、一种竹炭抗菌除臭鞋用托底179、一种竹纤维、竹炭中草药抗菌除臭鞋180、一种竹炭空气净化剂181、一种竹炭布182、一种竹炭椅子183、具竹炭纤维的鞋中底构造184、一种竹炭沙发185、一种竹炭海绵垫186、一种竹炭抗菌除臭鞋用内衬187、一种食用竹炭188、一种竹炭保健枕头189、竹炭弹簧床垫190、竹炭磁性纤维卫生巾191、竹炭面膜结构192、具有竹炭的复合机能保温杯193、竹炭纤维织品及其复合结构194、竹炭陶远红外线负离子吹风机195、竹炭保健热水器196、一种竹炭衣架197、竹炭造粒机198、一种竹炭净化烟具199、一种竹炭汽车座垫200、竹炭和中空棉组合枕头201、一种竹炭汽车座垫202、竹炭环保座具203、一种竹纤维、竹炭抗菌除臭回力鞋204、竹炭棉床垫205、一种可调温竹炭装置206、竹炭海绵质靠背垫207、竹炭棕纤维床垫208、竹炭棕纤维复合床垫209、竹炭磁卫生巾210、香樟木竹炭布211、竹炭保健枕头212、一种竹炭保健床垫文献全文部分:001、2种广东丛生竹炭性能的研究002、_衢县竹炭_荣获国际竹业博览会金奖003、苯酚在竹炭上的吸附平衡和动力学研究004、不同炭化条件下竹炭的电子顺磁共振005、超细OAK木炭及竹炭粉粒度测定方法的研究006、超细竹炭对水中Pb_2_的吸附效果007、处处争主动竹炭热销国内外008、磁性竹炭对酸性红B吸附性能的研究009、导火索用竹炭的初步探索010、电动力学_新型竹炭联合作用下土壤镉的迁移吸附及其机理011、电动力学_竹炭吸附联合修复工艺对高岭土中镉的去除012、对弈天地间_衢州寻访话竹炭013、发展竹炭业走出致富路014、改进型土窑生产竹炭工艺和技术015、改性竹炭对氨氮的吸附性能研究016、改性竹炭对含铅废水吸附处理的效果研究017、高收炭率与低制炭周期之竹炭先进制程开发018、给我一点竹炭还你一池清水_张齐生院士的污水处理新思路019、功能型竹炭家纺产品亮相杭州市场(1)020、功能型竹炭家纺产品亮相杭州市场021、功能竹炭粉体加工方法022、国际竹藤中心与清华大学开展竹炭深加工技术研究023、含竹炭聚酯纤维制备方法探究024、混纺比对竹炭改性涤纶纤维_棉混纺针织物性能的影响025、活化竹炭对水相中苯酚的吸附条件及其再生研究026、基于竹炭基活性炭电极的电吸附去离子性能的研究027、急寻生产竹醋_高温竹炭的合作伙伴028、健康生活好帮手_竹炭029、健康时尚投资竹炭产品正当时030、经营竹炭制品有诀窍031、聚焦衢江_中国竹炭之乡032、开家竹炭专卖店033、利用小鼠的遗传损伤检测竹炭板对甲醛的吸附作用034、麻毡增强竹炭板制造工艺初探035、卖炭翁_中国竹炭财富符号036、妙招经营竹炭半年赚了十五万037、纳米TiO_2改性竹炭和竹炭抑菌性能比较的研究038、纳米二氧化钛改性竹炭光催化降解2_4_二氯苯酚的研究039、纳米改性竹炭及其应用040、汽车用竹炭产品041、日本的竹炭纤维问世042、日本对竹炭基本特性及调湿性新说043、日本在泰国建立竹炭电池生产基地044、日本竹炭_竹醋液产业的发展与政府补助045、三维卷曲中空竹炭_聚酯共混短纤维的生产工艺探讨046、上虞弘强制定竹炭纤维检测标准047、神奇的竹炭048、神奇的竹炭也神秘(1)049、神奇的竹炭也神秘050、神奇竹炭051、生物改性竹炭制备工艺及其应用的研究052、失意的竹炭053、遂昌县竹炭产业化政策支持体系建设初探054、遂昌县竹炭行业的发展与政府作用分析055、台湾成功研发新型竹炭纱056、台湾开发_竹炭_产业新商机057、台湾竹炭纺织品将上市058、谈竹炭产品中的外观设计059、炭化温度对竹炭微观结构及电性能的影响060、淘金竹炭行业061、透湿抗菌竹炭多功能面料的开发062、温柔辣妹_与竹炭结财缘063、我国竹炭竹醋液烧制技术的改进与发展064、享有_黑钻石_美誉的竹炭纤维065、新乡白鹭竹炭黏胶纬编产品获鉴定066、新乡化纤开发出竹炭粘胶纤维067、新型材料竹炭及其在化妆品中的应用068、新型除氟剂竹炭的优选和改性方法实验研究069、新型蜂窝状微孔结构聚酯改性竹炭纤维070、新型功能性纤维_竹炭纤维071、新型功能性纤维_竹炭黏胶纤维072、新型纤维品种_竹炭纤维073、新型竹炭功能性鞋垫的设计与开发074、新型竹炭纤维产品075、许爱东_靠卖竹炭成就了大事业076、许爱东_中国竹炭业的缔造者077、寻生产竹醋_高温竹炭的合作伙伴078、印染废水脱色用竹炭的活化与再生079、硬质木炭_竹炭超细粉碎技术研究080、永安市竹炭可持续发展的探讨081、用竹炭精制竹醋液的研究082、载银纳米TiO_2抗菌竹炭制备工艺研究083、浙江省竹炭产业发展现状及对策084、浙江省竹炭的加工利用现状和对策085、直面我省竹炭产业086、中国竹炭产业发展前景探讨087、中国竹炭产业研究新进展及发展建议088、中国竹炭竹醋液产业发展与展望089、重视竹材化学利用_开发竹炭应用技术090、重视竹材化学利用开发竹炭应用技术091、重视竹材化学利用开发竹炭应用技术092、竹材含水率和炭化温度对竹醋液得率和竹炭质量的影响093、竹材加工剩余物制备竹炭研究进展(1)094、竹材加工剩余物制备竹炭研究进展095、竹炭_TiO_2_光组合降解苯酚的研究096、竹炭_白乳胶复合板的研制097、竹炭_健康环保领域杀出_黑马_098、竹炭_壳聚糖复合吸附剂的制备及其性能099、竹炭_林业产业化的新亮点100、竹炭_绿色健康卫士_101、竹炭_泡沫塑料复合材料对甲醛吸附性能的研究102、竹炭_圣麻_天丝混纺面料的开发103、竹炭_新型环保产品104、竹炭_羊绒混纺纱的开发105、竹炭_竹醋液的生产及应用106、竹炭_竹醋液生产技术及应用开发研究进展107、竹炭_竹醋液生产技术与应用研究综述108、竹炭包膜氮肥的利用率比较109、竹炭包膜对肥料氮淋溶和有效性的影响110、竹炭包膜尿素氮释放特性的影响因素研究111、竹炭包膜尿素的氮素释放规律和生物利用效果研究112、竹炭包膜尿素的氮素释放规律和生物利用效果研究113、竹炭包膜尿素的制备及其包膜效果研究114、竹炭包膜尿素和常用氮肥的氮素淋失特征研究115、竹炭包膜尿素在土壤中的氨挥发损失及其影响因素116、竹炭材料的有效利用理论与应用研究进展117、竹炭茶叶功能保健枕的开发118、竹炭产业对新农村建设贡献的实证研究_以浙江省遂昌县为案例119、竹炭产业前景看好120、竹炭导电机理的研究121、竹炭导电率及高导电率竹炭制备工艺研究122、竹炭的红外辐射特性123、竹炭的加工与利用124、竹炭的开发与用途125、竹炭的妙用126、竹炭的烧制工艺与理化性能关系初探127、竹炭的烧制和用途开发128、竹炭的神奇功能人类的健康卫士129、竹炭的微波处理方法与效果的研究130、竹炭的微波改性方法_机理与吸附性能研究131、竹炭的性能和应用研究进展132、竹炭的种类和用途133、竹炭的魅力134、竹炭涤纶保健舒适针织面料开发135、竹炭涤纶纤维的染色技术研究136、竹炭涤纶纤维溶解性能的测定137、竹炭电阻率的初步探讨138、竹炭电阻率与其理化性能间的关系139、竹炭对2_4_二氯苯酚的吸附特性及影响因素研究140、竹炭对Cr_的吸附性能研究141、竹炭对氨氮的吸附性能及其影响因素的研究142、竹炭对苯胺的吸附特性_英文_143、竹炭对苯酚吸附的热力学及动力学参数的研究144、竹炭对草本花卉生长的影响145、竹炭对茶叶贮藏品质影响的动态分析初报146、竹炭对铬_离子吸附性能的研究147、竹炭对含汞废水吸附处理的研究148、竹炭对甲醛的吸附性能研究149、竹炭对碱性品红的吸附性能研究150、竹炭对染料的吸附性能研究151、竹炭对溶液中Zn_2_的吸附行为研究152、竹炭对溶液中对硝基苯酚的吸附性能153、竹炭对溶液中铬_的吸附特性研究154、竹炭对溶液中汞_离子的吸附行为研究155、竹炭对溶液中铅_离子的吸附行为研究156、竹炭对水溶液中苯酚的吸附性能研究157、竹炭对水体中重金属离子的吸附规律研究158、竹炭对水中余氯吸附性能的研究159、竹炭对铜_离子的吸附性能研究160、竹炭对土壤性质和高羊茅生长的影响(1)161、竹炭对土壤性质和高羊茅生长的影响162、竹炭对亚甲基兰_MB_吸附的研究163、竹炭对饮用水中氟离子的吸附条件研究164、竹炭对饮用水中硝酸盐的吸附特性及影响因素研究165、竹炭负载二氧化钛吸附甲醛的研究166、竹炭改性涤纶_棉混纺针织物的性能研究167、竹炭改性涤纶混纺交织针织物保健功能研究168、竹炭改性涤纶及其针织物功能研究169、竹炭改性涤纶无缝内衣的开发170、竹炭改性涤纶纤维_棉混纺纱线力学性能研究171、竹炭改性涤纶纤维特性研究172、竹炭改性涤纶纤维性能及其纱线的开发173、竹炭改性涤纶纤维性能及针织物保健功能初探174、竹炭改性涤纶纤维在开发功能型毛精纺面料中的应用175、竹炭改性涤纶与常规涤纶的鉴别方法176、竹炭改性涤纶针织物导湿性研究177、竹炭改性涤纶针织物的保暖导湿功能研究178、竹炭固定化假单胞菌处理含酚废水的研究179、竹炭和各种炭布的制备工艺及其应用180、竹炭和竹醋的开发181、竹炭基高比表面积活性炭电极材料的研究182、竹炭基功能型复合板材的研制183、竹炭及SiC陶瓷材料的结构与性能184、竹炭及其纺织品的开发和应用185、竹炭及竹醋液的分析研究186、竹炭加工前景好187、竹炭健康床垫188、竹炭聚酯纤维定量检测方法的探讨189、竹炭开发前景好190、竹炭理化性能的测试和分析191、竹炭利用综合评述192、竹炭模板合成高度有序二氧化硅微米线组193、竹炭纳米微粒在纺织品中的应用194、竹炭日益走向生活化195、竹炭烧制技术初探196、竹炭烧制专用设备_列管炭化炉197、竹炭生产概况198、竹炭生产工艺的现状与建议199、竹炭生产工艺浅述200、竹炭生产和应用201、竹炭是怎样烧成的202、竹炭微观构造形貌表征203、竹炭微结构的研究204、竹炭微晶结构的X射线衍射分析205、竹炭纬编织物的研究与开发206、竹炭吸湿性的初步研究207、竹炭吸湿性能的初步研究208、竹炭纤维_21世纪环保新卫士209、竹炭纤维_二十一世纪环保新卫士210、竹炭纤维_棉混纺纱线拉伸性能研究211、竹炭纤维_天丝_圣麻混纺面料的研制212、竹炭纤维_羊绒混纺纱的开发213、竹炭纤维的开发与应用(1)214、竹炭纤维的开发与应用215、竹炭纤维的性能与应用216、竹炭纤维纺纱实践217、竹炭纤维及其纺织品的开发218、竹炭纤维经编内衣面料的开发219、竹炭纤维面料在沪面世220、竹炭纤维性能及其应用研究221、竹炭纤维性能研究与测试222、竹炭纤维性能与应用223、竹炭纤维性质及其应用224、竹炭纤维针织物的性能与开发225、竹炭纤维针织物服用性能研究226、竹炭纤维针织物性能的研究227、竹炭销售冠军的年终总结228、竹炭小生意也能赚大钱229、竹炭性能的研究进展230、竹炭性能的研究进展231、竹炭性能与检测方法232、竹炭业市场前景好233、竹炭营养颗粒在花卉中的应用234、竹炭营养粒_无土栽培新基质235、竹炭与竹醋的应用现状及其产业发展趋势236、竹炭在床上用品中的应用237、竹炭在纺织品开发中的应用238、竹炭在纺织品中的开发应用239、竹炭在生活中的妙用240、竹炭在竹子产业链中的重要性241、竹炭粘胶_棉提花交织物的染整工艺242、竹炭粘胶纤维_精梳长绒棉针织纱的生产实践243、竹炭粘胶纤维_玉米纤维_棉混纺弹力纱线的开发244、竹炭粘胶纤维的力学性能研究245、竹炭粘胶纤维针织系列产品的研制与开发246、竹炭织物性能测试与研究247、竹炭制备SiC陶瓷材料的形态特征研究248、竹炭制活性炭的研究249、竹炭制品的STP策略250、竹炭制品的营销环境分析_以湖南衡阳市场为例251、竹炭制品让你小本致富252、竹炭制品让你小本致富253、竹炭中空涤纶混纺针织物性能研究254、竹炭竹醋液连续化烧制技术255、竹炭专卖店之死256、竹炭自述257、竹资源的深加工产品_竹纤维与竹炭制品258、衢县竹炭大有可为259、钯_竹炭催化剂的制备及表征本手册使用说明:在目前激烈的市场竞争下,企业为立于不败之地,都在四处寻求新技术、新工艺、新项目,而在众多新技术信息中,专利技术以其自身独特的“专有”性,无疑是具有强大吸引力的,为了方便企业和创业者及时掌握最新的科技信息,我们将国家专利局的数百万专利技术分类造册,编写出版了各行业的专利技术手册。
机制竹炭生产流程

机制竹炭生产流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!机制竹炭生产流程一、准备工作阶段。
在进行机制竹炭生产之前,需要进行一系列的准备工作。
竹炭生产厂安全管理制度-概述说明以及解释

竹炭生产厂安全管理制度-范文模板及概述示例1:竹炭生产厂是一种特殊的工厂,由于其生产过程中涉及到一些化学物质和高温环境,因此,安全管理制度对于竹炭生产厂来说至关重要。
下面是一篇关于竹炭生产厂安全管理制度的文章。
标题:竹炭生产厂安全管理制度导引段:竹炭是一种具有吸附污染物、净化空气和去除异味的天然材料。
然而,为了生产高质量的竹炭,竹炭生产厂需要面临一系列的安全风险。
为了保障员工的安全,并避免潜在的生产事故,竹炭生产厂应该建立完善的安全管理制度。
主体段1:安全设备和培训竹炭生产厂应该配备必要的安全设备,例如,防护手套、面具、安全鞋等。
这些设备可以有效地保护员工免受化学物质和高温的伤害。
此外,所有员工在进入竹炭生产厂之前,都应接受必要的安全培训,包括安全操作指南、防火措施和应急处理程序等,以确保员工具备必要的安全意识。
主体段2:生产环境管理竹炭生产厂应该保持生产环境的整洁和干净。
由于竹炭生产过程中会产生一些灰尘和废料,及时清理可以降低火灾和安全事故的风险。
此外,应对化学物质进行合理储存和标识,避免与其他危险品混淆,防止泄漏和意外事故的发生。
主体段3:风险评估和应急预案竹炭生产厂应该定期进行风险评估,识别潜在的安全风险,并采取相应的措施予以控制。
例如,对于高温环境,应配置灭火设备和消防器材,并制定灭火预案。
此外,还应建立完善的应急预案,培训员工熟悉应对各类紧急情况的方法和程序,以保证员工的安全和生产的连续性。
结尾段:竹炭生产厂安全管理制度是保障员工安全和生产稳定的重要措施。
只有通过配备必要的安全设备、进行充分的员工培训、维护整洁的生产环境、进行风险评估和建立应急预案,才能有效地减少潜在的安全风险,并确保竹炭生产厂的正常运转和员工的安全。
注:此处仅为示例文章,具体内容可根据实际情况进行修改完善。
示例2:竹炭生产厂是一个潜在的危险性较高的工业环境,因此,建立和实施有效的安全管理制度至关重要。
本文将探讨竹炭生产厂的安全管理制度,以确保员工和环境的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
竹炭加工工艺及设备简介
2004-10-9 12:21:18 阅读次数:13918
近年来,我国竹炭产业发展迅速,在促进环保、农民增收方面正在掀起一股热潮。
但是,产业普遍存在生产效益低,销售无序竞争,消耗大量天然阔叶林资源等问题。
本文对该产业加工工艺及设备作一简要介绍,仅供业内及即将进入该行业的人士参考。
土窑法:我国95%以上为土窑。
“土窑法”投资成本较低(每只窑投资约0.5~0.6万元),土窑烧炭具有成本低、建窑方便等特点,但土窑法由于技术水平低,建窑材料多为普通砖石,无技术含量,窑的结构性能较差,因此,建窑烧制的出炭率较低,一般仅为18~20%,如果生产者掌握的技术差,仅有15%左右甚至可能全部灰化。
据调查,每只炭窑一次可烧制竹炭0.7~1.0吨,每窑烧制时间一般为18~23天,每窑一年可烧炭1015次,即每只窑每年可烧制竹炭7~15吨左右。
燃料多为就地取材的阔叶林,对当地林产资源造成极大浪费及破坏。
据浙江遂昌研究利用锯末、刨花作燃料效果更佳。
衢县的“星火计划”正在研究利用木屑、煤烧制,但这些方法在土窑烧制中操作性较差,不易推广。
燃烧炉法(干馏法):投资成本较高,据测算,引进一台燃炉设备以及相应的厂房投资约需5~6万元,是“土窑法”的10倍以上。
但采用燃烧炉法也具有明显的特点,主要是烧炭氧化程度高、出炭率高,一般可达25~30%以上,提高了单位产量,同时避免了阔叶林资源的破坏。
如浙江新昌县热电厂利用电余热烧制竹炭,效果甚佳,既利用了余热节约能源,又提高了竹炭的产量、质量。
燃烧炉法适宜于工厂化生产竹炭,也有利于竹炭行业的规范化管理。
但采用煤等烧炭也有缺点,由于竹炭吸附能力强,往往会吸附一些异味,而影响环保达标要求。
高科技隔火阻燃材料和保温材料改造土窑法:目前,浙江江山、遂昌等几个竹炭厂引进了日本先进的技术与建窑材料,建造了40余只高质炭窑。
该窑内层采用高科技保温材料砌成,在烧制过程中用高性能的隔火阻燃材料代替湿阔叶林木材作为隔火层,并实施温度与湿度双控制,既提高了成品片炭的质量和出炭率(该窑烧炭不易裂碎,成品率可达95%以上,出炭率高,一般在30%左右),又避免阔叶林资源的损毁(仅需点火助燃的杂柴或竹废品150公斤),而且达到了环保要求。
如果该建窑烧炭技术在全省推广使用,将使单位制炭水平提高10%以上,而且对天然阔叶林资源保护工作将起到巨大作用。
竹炭产业是一项新兴的产业,在我国发展时间仅有5年左右,而且该产业主要由林区炭农由传统的木炭生产过程转变发展起来,技术水平较低。
目前竹炭产业的科学研究尚不够深,虽然已开发上百种系列产品,但有部分却是借鉴日本等国的技术或者是打日本的品牌销售的,总体上竹炭研究仍处在初始阶段。
因此,有关部门必须加强竹炭产业的研究,特别是竹炭生产过程中隔火阻燃材料和保温材料的研究,提高品位,提高竹炭生产率和竹资源利用率,增加竹炭产业的经济效益。