高炉长寿的技术和措施
昆钢炼铁厂6号高炉长寿技术措施

出现 了炉 缸 炉 底 砖 衬 上 涨 ,造 成 风 口上 翘 ,整 体 上 涨 , 目前 已经 上 涨 了 10 m,给 高 炉 长 寿造 成 8m 了极大 的影 响 ,为 此 ,昆 钢 采 取 一 系列 的高 炉 长
为 19 2/ m . )和 18 5/ m . ) . l t( d / . 9 t( d ,高 炉 顺 行 / 差 ,崩 料 、坐 炉 次 数 多 ,高 炉 边 缘 气 流 发 展 ,加
2o 0 8年第 4期
陈 国伟 ,董瑞章 ,赵先胜 :昆钢炼铁厂 6号高炉长寿技术措施
重 了对炉 衬 的 冲 刷 ,炉 顶 温 度 高 ,对 高 炉 长 寿 不 利 ,为使 6号 高炉 生产 尽快 摆脱 不稳 定状 态 ,炼 铁 厂首先 抓好 了精料 工作 。 2 1 更换 烧结 矿筛 ,提 高筛 分效 果 . 6号 高 炉 开 炉初 期 烧 结 矿 质 量 较 好 ,粉 末 少 ,
昆 钢科 技 2o o8年第 4期 K na gK j u gn e i 2o 0 9年 1 月
昆钢 炼铁 厂 6号高 炉 长寿 技 术措 施
陈国伟 董 瑞章 赵先 胜
( 炼铁 厂 )
摘
要 昆钢 6号 高 炉 19 9 8年 1 月 2 日投 产 ,l 来 经 过 不 断摸 索 ,摸 索 出一 条 适 合 昆钢 原料 条件 的操 2 6 0年
粉末 多 ,给高 炉 的稳 定 顺 行 产 生 很 大 的影 响 。通 过 考察 学 习 ,从 2 0 04年 下 半 年 开 始 ,决 定 把 原 来 使 用 的梳 齿 筛 逐 步 更 换 为上 层 筛 孔 8 m,下 层 筛 m 孔 5 的 自清 理 棒 条 筛 ,筛 分 效 果 得 到 了 明显 改 mm 善 ,≤5 m 的人 炉粉末 原 来为 1% ,在 20 m 5 o 7年 全
高炉长寿技术.
高炉不同部位侵蚀强度示意图
高炉炉衬用耐火材料的损毁机理
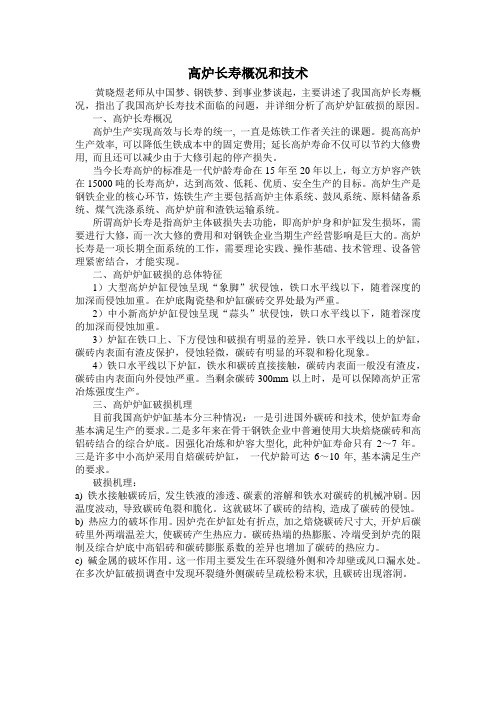
为了使高炉热态喷补技术成功地应用在高炉炉衬
修补中,必须全面了解高炉各部分炉衬侵蚀的程 度及机理。科学工作者研究认为,高炉耐火材料 内衬被侵蚀的原因及其所占比例大体为:碱金属侵 蚀占40%; CO, H2O等的氧化作用占20%;耐磨损 性占10%;导热性差占10%;热震损毁占15%;熔渣侵 蚀占5%。由于高炉炉体各个部位工作条件和侵蚀 机理的不同, 对内衬的侵蚀程度也不同。实际上高炉耐火材料 内衬的损毁,是以下几种侵蚀破坏因素综合作用 的结果,
洗炉中
喷涂中Biblioteka 喷补前喷补后喷补耐火材料的性能要求
根据喷补的工艺特点,
喷补料必须具备下列性能: (1)良好的粘结强度,使其能与受补面牢固地粘结 为一体 (2) 重烧线变化率小; (3) 回弹率低; (4) 较高的耐火度和抗折强度; (5) 气孔率低; (6) 耐磨性好; (7) 抗CO侵蚀性好。
3)热震的破坏作用
众所周知,高炉在生产过程中存在一定的炉 况波动,炉温处在变化过程中。在这种情况 下,炉衬不停的受到热胀冷缩作用,从而交 替产生压应力和拉应力,使炉衬产生裂纹, 最后造成了炉衬的剥落 高炉的不同部位对炉衬的损毁机理不同, 这就要求各部位所使用的耐火材料材质也不 同:
高炉各部位损毁情况
施工步骤
1、休风:根据喷补部位停风降料面,一般只喷补
炉身不需要将料面降到风口带。 2、降料面用覆盖料压火:覆盖料一般用干水渣, 隔绝空气防止焦炭继续燃烧,用覆盖料可以托着 反弹料,如在风口带便于扒出反弹料,在炉内易 于熔融造渣。 3、炉壁清洗,这样能确保喷涂料良好附着到炉壁 上。 清洗方法:(1)利用高压空气和少量水(2) 利用颗粒范围在1-3mm石英砂喷砂清理炉壁(3) 利用500公斤左右的高压水进行清洗。 4、喷涂耐火材料。 5、复炉恢复正常生产。
昆钢2000m 3高炉长寿面临的问题及措施
・
4 ・ 0
昆 钢 科技
2o 0 8年 秋 季 增 刊
南 方 ,2、3铁 口位 于北方 且 夹角 相对 较 小 ,铁 口
区域 由于 渣 铁 排 放 的原 因 ,温 度 变 化 相 对 较 大 ,
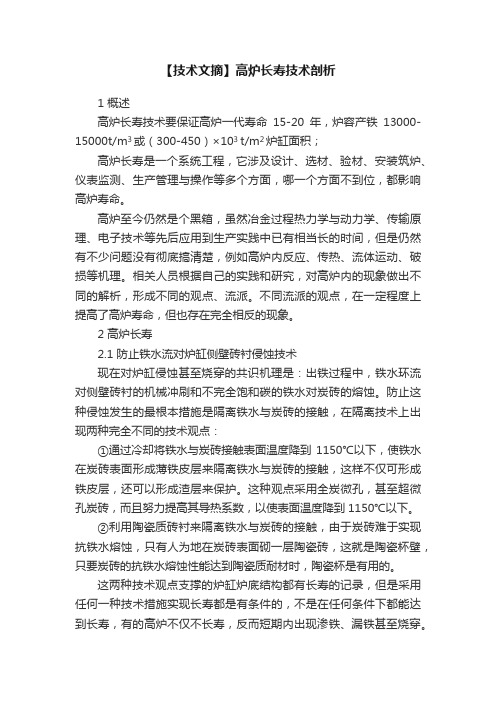
全 被侵蚀 掉 了 ,6号 高炉 已成为 “ 全碳砖 ” 炉 缸炉 底 。到 20 0 7年 6月 ,15 ℃ 等温 线 己经 进 入 到炉 l0 底 第 四层 砖 内 ( 温线 分 布 如 图 1 ,陶瓷 杯炉 底 等 )
现 了炉底 封 板 拉 裂 、炉 底 煤 气 泄 漏 等 问 题 。 为 了
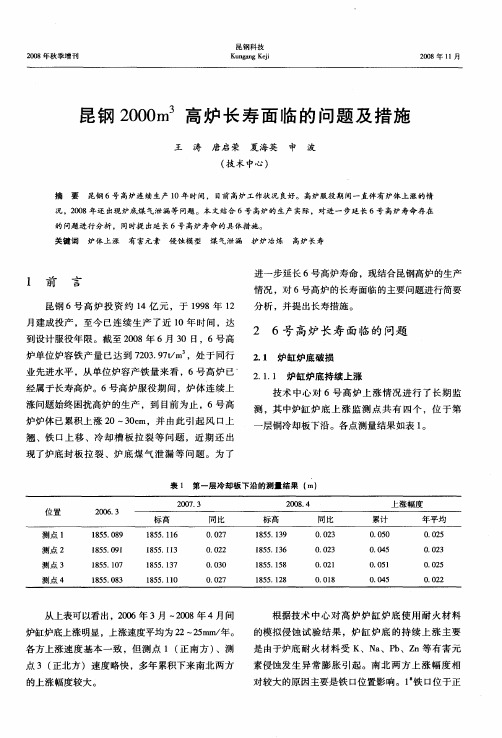
表 1 第一 层 冷 却 板 下 沿 的 测 量 结 果 ( m)
从 上表可 以看 出 ,20 o6年 3月 ~ 08年 4月 间 2o 炉缸炉底 上涨 明显 ,上 涨速度平 均为 2 2—2肌n 年 。 5 / 各方 上涨 速 度 基本 一 致 ,但 测 点 1 ( 南 方 ) 正 、测 点 3 ( 北方 )速 度 略快 ,多年 累积 下来 南 北 两方 正 的上 涨 幅度较 大 。
缸 炉底 的温度场 分布 如图 1 示 。 所
6
5
昆 明理 工 大 学 建 立 的炉 缸 炉 底 侵 蚀 模 型
计 算结果 ,复合 棕 刚 玉 陶瓷 杯在 20 04年 以前 就 完
图 1 20 0 7年 6月 炉缸 炉 底 等 温 线 分 布 图
已经全部 侵 蚀 完 ,陶瓷 杯 以下 的 自焙 炭 砖 已经 被
6 5 5 5 4 5 3 5 2 5 1 5 0 5
传热传质过程相对较快 ,炉缸炉底耐火材料容 易
受 有害元 素 侵 蚀 ,因此 表 现 为上 涨 速 度 较 快 。按
【技术文摘】高炉长寿技术剖析
【技术文摘】高炉长寿技术剖析1 概述高炉长寿技术要保证高炉一代寿命15-20年,炉容产铁13000-15000t/m3或(300-450)×103 t/m2炉缸面积;高炉长寿是一个系统工程,它涉及设计、选材、验材、安装筑炉、仪表监测、生产管理与操作等多个方面,哪一个方面不到位,都影响高炉寿命。
高炉至今仍然是个黑箱,虽然冶金过程热力学与动力学、传输原理、电子技术等先后应用到生产实践中已有相当长的时间,但是仍然有不少问题没有彻底搞清楚,例如高炉内反应、传热、流体运动、破损等机理。
相关人员根据自己的实践和研究,对高炉内的现象做出不同的解析,形成不同的观点、流派。
不同流派的观点,在一定程度上提高了高炉寿命,但也存在完全相反的现象。
2 高炉长寿2.1 防止铁水流对炉缸侧壁砖衬侵蚀技术现在对炉缸侵蚀甚至烧穿的共识机理是:出铁过程中,铁水环流对侧壁砖衬的机械冲刷和不完全饱和碳的铁水对炭砖的熔蚀。
防止这种侵蚀发生的最根本措施是隔离铁水与炭砖的接触,在隔离技术上出现两种完全不同的技术观点:①通过冷却将铁水与炭砖接触表面温度降到1150℃以下,使铁水在炭砖表面形成薄铁皮层来隔离铁水与炭砖的接触,这样不仅可形成铁皮层,还可以形成渣层来保护。
这种观点采用全炭微孔,甚至超微孔炭砖,而且努力提高其导热系数,以使表面温度降到1150℃以下。
②利用陶瓷质砖衬来隔离铁水与炭砖的接触,由于炭砖难于实现抗铁水熔蚀,只有人为地在炭砖表面砌一层陶瓷砖,这就是陶瓷杯壁,只要炭砖的抗铁水熔蚀性能达到陶瓷质耐材时,陶瓷杯是有用的。
这两种技术观点支撑的炉缸炉底结构都有长寿的记录,但是采用任何一种技术措施实现长寿都是有条件的,不是在任何条件下都能达到长寿,有的高炉不仅不长寿,反而短期内出现渗铁、漏铁甚至烧穿。
下面就支撑这两种技术措施的观点谈谈看法:(1)高炉炉缸侧壁上无凝固保护层生产中的高炉侧壁炭砖上是没有凝固保护层的,尤其是铁口周边地区,但是存在着粘滞层。
高炉长寿概况和技术
高炉长寿概况和技术黄晓煜老师从中国梦、钢铁梦、到事业梦谈起,主要讲述了我国高炉长寿概况,指出了我国高炉长寿技术面临的问题,并详细分析了高炉炉缸破损的原因。
一、高炉长寿概况高炉生产实现高效与长寿的统一, 一直是炼铁工作者关注的课题。
提高高炉生产效率, 可以降低生铁成本中的固定费用; 延长高炉寿命不仅可以节约大修费用, 而且还可以减少由于大修引起的停产损失。
当今长寿高炉的标准是一代炉龄寿命在15年至20年以上,每立方炉容产铁在15000吨的长寿高炉,达到高效、低耗、优质、安全生产的目标。
高炉生产是钢铁企业的核心环节,炼铁生产主要包括高炉主体系统、鼓风系统、原料储备系统、煤气洗涤系统、高炉炉前和渣铁运输系统。
所谓高炉长寿是指高炉主体破损失去功能,即高炉炉身和炉缸发生损坏,需要进行大修,而一次大修的费用和对钢铁企业当期生产经营影响是巨大的。
高炉长寿是一项长期全面系统的工作,需要理论实践、操作基础、技术管理、设备管理紧密结合,才能实现。
二、高炉炉缸破损的总体特征1)大型高炉炉缸侵蚀呈现“象脚”状侵蚀,铁口水平线以下,随着深度的加深而侵蚀加重。
在炉底陶瓷垫和炉缸碳砖交界处最为严重。
2)中小新高炉炉缸侵蚀呈现“蒜头”状侵蚀,铁口水平线以下,随着深度的加深而侵蚀加重。
3)炉缸在铁口上、下方侵蚀和破损有明显的差异。
铁口水平线以上的炉缸,碳砖内表面有渣皮保护,侵蚀轻微,碳砖有明显的环裂和粉化现象。
4)铁口水平线以下炉缸,铁水和碳砖直接接触,碳砖内表面一般没有渣皮,碳砖由内表面向外侵蚀严重。
当剩余碳砖300mm以上时,是可以保障高炉正常冶炼强度生产。
三、高炉炉缸破损机理目前我国高炉炉缸基本分三种情况:一是引进国外碳砖和技术, 使炉缸寿命基本满足生产的要求。
二是多年来在骨干钢铁企业中普遍使用大块焙烧碳砖和高铝砖结合的综合炉底。
因强化冶炼和炉容大型化, 此种炉缸寿命只有2~7年。
三是许多中小高炉采用自焙碳砖炉缸,一代炉龄可达6~10年, 基本满足生产的要求。
高炉长寿技术

浅析高炉长寿技术【关键词】高炉;长寿;控制0 前言高炉长寿技术一直是炼铁工作者努力专研的课题。
一代炉龄的长短,一代炉龄内高炉的生铁产量,以及一代炉龄内高炉是否进行中修,这些直接影响生铁的成本和钢铁企业的经济效益。
特别是现在钢铁企业利润及其有限,甚至出现亏损,各钢铁企业都在寻求降本增效的措施的情况下,高炉长寿技术就尤为重要了。
日本一高炉寿命已达20多年,我们高炉的寿命照此有很大差距。
高炉长寿技术是找出影响高炉寿命因素并严格控制好每一环节。
1 高炉的设计及施工高炉的内型结构、炉体内衬结构、炉体冷却结构的设计是否合理是高炉长寿的关键。
高质量的施工是高炉长寿的保障。
1.1 高炉的内型结构合理的内型结构必须适应煤气和炉料的体积变化和运动规律,并能促使冶炼指标得到改善。
按照公式计算的内型必须与同类型高炉的生产效果进行比较,并调整各部位尺寸。
高炉内型要着重考虑风口数目、炉缸直径、鼓风机能力三者之间的关系。
风口数目按经验公式计算获得,风口数目有增多的趋势,有利于提高炉缸圆周工作的均匀化和强化冶炼。
但风口数目过多,炉缸直径大,而鼓风机能力不足时会导致燃烧带过小,吹不透中心。
从而影响高炉顺行,达不到强化的目的。
国内就有由于风口数目过多的高炉,投产后达不到预期的冶炼强度,不得不长期堵上两个风口进行操作。
1.2 高炉的炉体内衬结构高炉内不同部位内衬承受的破坏因素都是多个,炉身上部以机械冲刷为主,也有少量的碱金属和沉积碳的侵蚀,材质选择上应首选致密度大的砖,粘土砖和高铝砖均可。
炉身中下部及炉腰受热震、初渣侵蚀作用,同时也受机械冲刷和碱金属和沉积碳的侵蚀,采用碳化硅砖是不错的选择。
炉腹处受机械冲刷和外力作用,主要靠渣皮维持工作,这个部位可以采用刚玉莫来石砖或铝碳砖。
炉缸和炉底是高炉内工作条件最恶劣的部位,承受上述所提到的所用破坏作用,此处砖衬的侵蚀程度决定着高炉寿命的长短,最好采用陶瓷杯技术。
当冷却设备比较好时,可适当降低砖衬级别。
【钢铁知识】高炉长寿技术的应用及评价
前言高炉的长寿技术在70年代以后得到了很大发展,如日本在70年代新建和改建的高炉寿命大都在10年以上,最长的是日本川崎千叶6号高炉(内容积4500m3),于1977年6月投产,到1994年11月以连续运转了17年零4个月,创造了大型高炉长寿的世界记录,其寿命有望达到20年以上。
西欧和日本70年代后建的其它高炉寿命也都在10年以上。
八十年代以来我国在高炉长寿技术上也有了很大提高,现在也有一批高炉的寿命已有或将要达到8-10年的水平。
如宝钢1号高炉、梅山1、2号高炉寿命都已达到或超过8年。
“八五”期间我国高炉的设计寿命为8年,“九五”我国高炉寿命的目标为12-15年,因此,应用成熟可靠的高炉长寿技术是一项非常重要的任务。
高炉长寿技术是一项综合技术,它与冷却介质,冷却器,耐火材料,合理的设计,施工,高炉的操作与维护及稳定的原燃料条件等密切相关。
2、高炉长寿技术的应用高炉长寿技术在我国已得到了广泛的应用和发展,如目前我国新建和改建的高炉大都采用了软水冷却技术、第三代或第四代冷却壁、在关键部位采用优质耐火材料,如在炉缸炉底采用UCAR 的小块炭砖和陶瓷杯等,炉身下部、炉腰、炉腹采用碳化硅砖、在操作上以认识到了操作与长寿的关系。
2、1冷却设备与冷却系统冷却设备的长寿是高炉长寿的关键,大约在1884年,为延长高炉寿命开始对高炉炉壳采用水冷技术,从那时起直到原苏联人发明了冷却壁,为延长高炉寿命而采用的冷却方式主要是炉壳外部喷水和冷却板。
目前高炉所采用的冷却器主要有冷却板、冷却壁部分高炉在炉缸采用炉壳外部喷水冷却。
2、1、1冷却板在冷却壁应用之前,高炉风口区及其以上的炉体部位主要依靠冷却板(或冷却箱)冷却。
冷却板是呈棋盘式布置插入炉内的,相邻两块间的水平距离通常为冷却板宽的两倍,其层距虽着高度向上由300mm到600mm或更大。
冷却板的制造形式也有铸铁冷却板、钢制(焊接)冷却板、铜制冷却板、铜制冷却板有单室单通道、单室双通道和双室六通道。
武钢1号高炉炉底与炉缸长寿新技术 (1)
第37卷 第2期2002年2月钢 铁I RO N AN D ST EELV ol.37,N o.2Februar y2002武钢1号高炉炉底与炉缸长寿新技术许美兰 赵忠仁(武汉钢铁集团公司)摘 要 武钢1号高炉改造性大修,炉底与炉缸采用长寿新技术:增大炉缸容积,加深死铁层;选用半石墨炭砖和德国的高密质炭砖;炉底冷却采用软水密闭循环,以及设置完善的检测设施。
总结运用钒钛矿护炉经验,以减缓或消除炉底与炉缸“环缝”、“熔洞”、“蒜头状”侵蚀,达到炉底、炉缸高效长寿的目的。
关键词 高炉 炉底 炉缸 长寿新技术NEW LONG LIFE TECHNIQUE FOR BOTTOM A ND HEARTHON NO.1BLAST FURNACE AT WISGC OXU Meilan ZHAO Zhong ren(W uhan Iron and Steel Group Co.)ABSTRACT For majo r repair of reco nstructio n nature o f No.1BF at W ISGCO,the long life technique has been applied to the relining o f the furnace bo ttom and hear th,w hich in-v olves enla rg ement of hea rth vo lume,deepening the mo lten metal layer,using semi g raphite carbon bricks a nd highly com pacted German carbon bricks,ado ption of soft wa ter circulatio n fo r bo ttom coo ling and inspection system.The ex periences o f smelting V-Ti o re are used to eliminate the`ring co rrosio n’,`hole making’and`g arlic shape’corro sion in the bo tto m and hear th to reach lo ng life.KEY W ORDS blast furnace,bo ttom,hearth,new technique fo r lo ng life1 前言武钢1号高炉于1958年9月13日建炉投产,截止1999年5月13日停炉大修,高炉服役40年,历经二代炉龄,高炉先后采用综合炉底和全炭砖水冷薄炉底技术,均获得20年长寿效果[1,2],见表1。
保证炉缸安全为重点的高炉长寿技术
保证炉缸安全为重点的高炉长寿技术现状:据不完全的统计,去年我国就有10余座高炉发生炉缸烧穿事故,事故的不可预见性及危害的严重性给企业带来巨大的经济损失,同时严重威胁员工的人身安全。
相关技术介绍:★设计为基础,这是高炉长寿的前提(1)注意设计合适的死铁层深度。
减少铁水的纵向环流和圆周方向环流,尽量避免在铁口两侧下方300-500mm区域交汇,形成涡流;又要考虑铁水静压力对碳砖的影响。
(2)冷却系统优化设计。
冷却能力大小以及能否充分发挥作用,是决定炉缸寿命的关键因素。
工作状态良好的冷却系统能够使炉缸砌筑的耐火材料不产生过热,延长工作寿命;一些专家认为,冷却水量不足常常是炉缸烧穿的重要原因,因此,冷却系统设计时,要留有炉役后期强化冷却所需要的水量。
★严把耐材质量和施工质量关(1)重视碳砖质量:重视导热率、透气性、抗氧化率、抗碱性、抗渣铁溶蚀性等;从发生烧穿事故的高炉碳砖检测来看,普遍存在微气孔指标差、抗渣铁溶蚀性差等问题。
(2)炉缸碳砖的砌筑要严格按照规范执行,要严格控制外形尺寸、充分焙烧,避免因为侵蚀而常常形成气隙热阻,阻碍了炉缸热量的导出,甚至为铁水渗透提供了通道;(3)格外重视炭素捣打料的低温性能,尤其注意:捣打料工作温度一般较低,用高温下的导热性来评价是不科学的。
★完善监测手段,尤其在高炉薄弱部位加强监测工作良好的监测系统可以及时预警炉缸工作状态,从而采取有效措施,降低炉缸烧穿风险。
多座高炉炉缸烧穿是在没有征兆的前提下发生的。
目前要特别强调解决的主要问题:一是监测点过少,二是监测设备失灵。
★严格控制原燃料中的碱金属及锌负荷★精心操作,科学护炉(1)经常关注碳砖温度升高(2)存在气隙部位及时休风压浆处理。
高效长寿高炉技术措施
贴冷却壁全部砌筑热压碳砖NMA,炉底总厚度为2800mm,
有的高炉采用了1600mm。这种碳砖具有以下特点:导热性好,
他的导热性是普通大块碳砖的2倍;抗渗透性;抗碱性好。
但是采用薄炉底时,水冷强度必须保证1150℃等温线不 能下移。
下面是首钢1号到4号高炉炉缸炉底采用的结构和选用的 材质。
炉号 炉底、炉缸结构 炉底、炉缸
(AI203≥80%)
国产碳砖NMA砖高铝砖ω (AI203≥80%)
NMD砖 粘土砖 (ZGN-42)
NM D砖 Si3N4-SC砖 粘土砖 (ZGN-42)
粘土砖 (ZGN-42)
高铝砖 (GL-65)
碳化硅-莫来石异型砖
• 6.加强精料和高风温
• 7. 高炉自动化检测技术
一、选择合理的设计炉型
合理的高炉内型,应高适效长合寿高在炉技一术措定施 的原料条件和操 作制度下的稳定、顺行、高产、低耗、长寿的十字方 针。
在精料、风机允许的情况下,90年代以后设计炉 型时,主要考虑两个方面:
⑴炉腹、炉腰、炉身下部的横向尺寸适当扩大 ⑵以合理的冷却结构形式适当缩小炉腹高度、缩 短炉身高度,这样,把设计炉型调整到操作炉型。 总之,高炉目前采用矮胖炉型。目前推荐的不同 容积的高炉内型主要参数
有效容积/m3
d/mm D/d d1/d Hu/D α(°) β(°)
表1
1300-2000 2000-2500 高效长寿高炉技术措施
8400-9800 1.12-1.08 0.69-0.67 2.85-2.65 80.5-79.5 84-83.8
10000-13400 1.11-1.09 0.67-0.65 2.52-2.23 81.5-80.5 83.5-82
高炉耐火材料与炉身长寿技术
高 炉 耐 火 材料 与 炉 身 长 寿技 术
王 中伦译 张志仁校
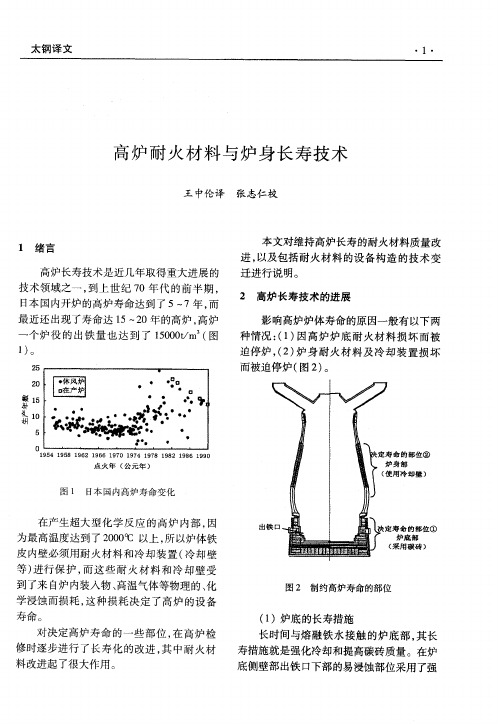
1 绪言
本 文对 维 持高炉 长寿 的耐火 材料质 量 改
进, 以及包括耐火材料的设备构造的技术变
迁进行 说 明 。 2 高炉 长寿 技术 的进展
高炉长 寿技术 是 近几年 取得 重大进 展 的 技 术 领域之 一 , 上世 纪 7 到 0年代 的前 半 期 , 日本 国 内开 炉 的高 炉 寿命 达 到 了 5~ 7年 , 而
在碳砖耐蚀性试验开始时 , 为提高材料 中微粉部分的耐蚀性 , 加入了对酸性渣有强
耐蚀 作用 的氧 化铝微 粉 。实验证 明用 这种 材
料制成 的 A材质 , 实验室 耐蚀性 提 高 了 其 4 %。A材质于 17 0 95年被用于大分高炉。 在抑制铁水浸入 的措施 中, 首先考虑 的
到了来 自炉内装人物、 高温气体等物理的、 化 学浸蚀而损耗 , 这种损耗决定 了高炉 的设备 寿命 。
对 决定 高炉 寿 命 的 一些 部位 , 高炉 检 在 修时逐 步进 行 了长 寿化 的改 进 , 中耐 火 材 其 料改进 起 了很 大作 用 。
图 2 制约高炉寿命的部位
( )炉底的长寿措施 1 长时间与熔融铁水接触 的炉底部 , 其长 寿措施就是强化冷却和提高碳砖质量。在炉 底侧壁部出铁口下部的易浸蚀部位采用了强
3 炉 底碳砖 损 耗的原 因与 高耐 用性 高炉 炉底 耐火 材 料 采 用 了 耐铁 水 浸 蚀 、 导热性 能好 、 冷却 效率 高 的碳质 耐火砖 , 近 是 半个 世纪 发展 起 来 的 。过 去 的碳 砖 , 是采 用 耐铁 水浸蚀 的焙 烧无 烟煤 与高导 热性 人造石
的表面上形成保护层 , 并提高砖的导热性能,
高炉长寿的影响因素及措施-2

高炉长寿的影响因素及措施1. 影响炉身寿命的主要因素1) 耐火材料砖衬优良耐火材料是长寿的基础。
除了具有高的抗炉料的机械磨损外,抗碱金属、锌和炉渣的侵蚀以及抗炉内附着物脱落的热震是炉身竞争耐材必须具备的基本品质。
2) 生产操作控制高炉生产的稳定顺行对高炉长寿至关重要。
首先必须强调顺行,平稳的炉料下降,稳定的气流分布,最大限度地减少高炉的休减风。
热负荷适度应以不发生周期性炉墙附着物生成脱落为限度。
3) 炉料结构及条件一般认为不同的炉料结构煤气流分布特征不同,高球团生产的边缘气流难以抑制,长期高热负荷运行对砖衬不利;炉料的冶金性质也是高炉长寿的一个重要组成部分;炉料给高炉带入有害元素,碱金属使砖衬渣化而蚀损;金属锌在炉内蒸发后再与CO 作用,被氧化而脆化砖衬。
2. 影响炉缸寿命的主要因素1) 应力的作用由于高炉间隔出铁及铁口间的交替工作,同一位置铁水的流量随时间变化,这就使炉缸砖衬中产生巨大的热应力,在热应力的作用下,产生与热流方向垂直的环状裂纹。
这种裂纹阻滞了热量的传递,导致砖层内侧的温度上升,变质劣化而最终剥离母体,这是炉寿命的最大威胁。
2) 操作参数高炉风口的鼓风状况。
当煤气流一次分布不能充分深入炉心时,煤气流会过多地偏炉墙侧上升,这使中心死料柱中焦炭不能得到及时置换,炉缸中心焦炭透液性恶化,产生环流。
环流的增强给炉缸侧壁砖衬负担加重。
3) 焦炭的作用焦炭的骨架作用在炉缸内尤为重要,这取决于焦炭的反应后强度(CSR),当焦炭下降至风口水平,CSR高使炉缸具有很好的透液性。
尤其是高炉增大喷煤后,风口前消耗的焦炭减少,焦炭在风口平面停留的时间增长,必须增强焦炭的强度。
3. 生产操作基本对策思路1) 炉体冷却强化在炉龄的中后期加大冷却水量以稳定冷却器前端的附着物,实现稳定操作炉型。
2) 以保护炉缸侧壁为主的炉缸监控加强炉缸侧壁的监控,通过灌浆消除铁口区域可能存在的煤气通道,改善铁口煤气火状况。
3) 上下部的总体考虑对高炉炉身、炉缸两部分的破损进程应有手段加以控制。
提高高炉寿命的方法与措施解析

提高高炉寿命的方法与措施解析高炉是冶金工业中重要的生产设备,其寿命的提高对提高冶金工业的效益和降低生产成本有重要意义。
下面将对提高高炉寿命的方法与措施进行解析。
1.温度控制:高炉的温度控制是关键因素之一、过高或过低的温度都会对高炉寿命造成不利影响。
应使用先进的温度控制技术和设备,确保高炉内温度在合适的范围内稳定。
2.操作管理:严格的操作管理措施可以保证高炉正常运行。
操作人员应具备专业知识和丰富经验,能够准确判断高炉运行状况并及时调整操作参数。
此外,应建立完善的操作规程和操作记录,定期对操作人员进行培训和考核。
3.炉况监测:对高炉的炉况进行实时监测是提高高炉寿命的重要手段之一、可以利用现代化的传感器和监测设备对高炉内各种参数进行监测,及时发现问题并采取措施进行修复。
4.保护涂层:高炉炉壁和冷却设备的保护涂层非常重要,可以减少高温和腐蚀对设备的影响。
选择合适的保护涂层材料,确保其附着牢固、耐高温和耐腐蚀。
同时,经常检查和修补涂层,确保其完整性和有效性。
5.水冷设备维护:高炉内的水冷设备常常受到高温和腐蚀的侵蚀,因此对水冷设备进行定期维护和清洗是非常重要的。
定期检查水冷设备的完整性和冷却效果,确保其正常工作。
6.减少炉渣侵蚀:炉渣对高炉炉壁的侵蚀是高炉寿命缩短的主要原因之一、减少炉渣侵蚀可以用于选择合适的炉渣成分和熔融性能,减少其对炉壁的腐蚀作用。
此外,也可以考虑采用有效的炉渣保护措施,如增加炉渣保护层和炉渣注入装置。
7.渣口和风口维护:渣口和风口是高炉进出料和供气的重要部位。
定期检查和维护渣口和风口,保证其通畅和正常工作。
特别是渣口易受到渣铁侵蚀,应选择合适的材料和采取防腐措施。
8.引入先进技术:改善高炉冶炼过程和设备是提高高炉寿命的重要手段。
可以引入先进的燃料喷吹技术、高效热交换设备、炉内烟气控制技术等,提高高炉冶炼过程的能效和控制精度。
综上所述,提高高炉寿命的方法与措施包括温度控制、操作管理、炉况监测、保护涂层、水冷设备维护、减少炉渣侵蚀、渣口和风口维护以及引入先进技术等。
济钢1750m 3高炉长寿措施
3 长寿措施
31 喂线 护炉 .
喂线 料选 择含 钛包 芯线 , 由喷煤 枪通 道借 助联
喂 线 4 .t 4 2 。发 现 E 点 温 度 从 8 1o迅 速 下 降 到 1 0 C 50o左 右 , 且 温度在 50℃左 右基 本保 持稳定 , 0 C 并 0
摘
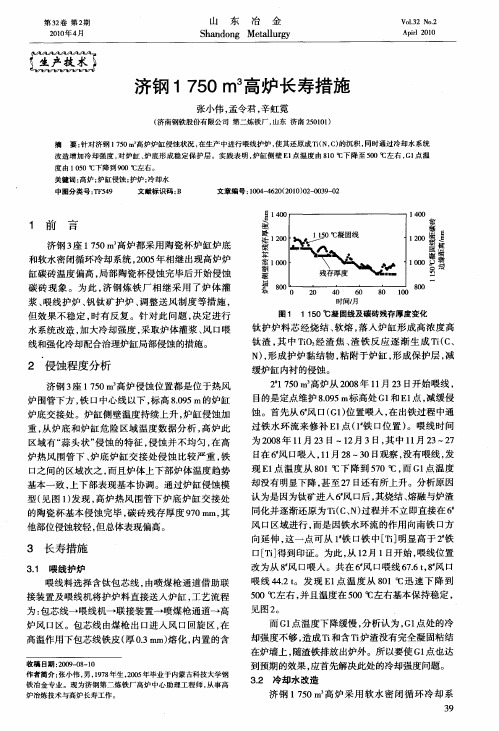
要: 针对济钢 l 5 m高炉 炉缸 侵蚀状况 , 0 7 在生产 中进行 喂线 护炉 , 使其还原成 T( , ) i c 的沉积 , N 同时通过冷却水 系统
改造增加 冷却强度 , 对炉缸 、 炉底形 成稳定保 护层 。实践表 明 , 炉缸侧 壁 E 点温 度 由8 0℃下降至 5 0℃左右 , l 1 1 0 G 点温
但 效 果不 稳定 , 有反 复 。针 对 此 问题 , 定 进 行 时 决
时 间 j
图 1 11 O℃凝 固线及碳 砖残存厚度变化 5
水 系统改 造 , 加大冷 却强 度 , 取 炉体灌 浆 、 口喂 采 风 线 和强化冷却配合 治理炉缸 局部侵蚀 的措施 。
钛 护 炉料 芯 经烧 结 、 软熔 , 落人 炉 缸形 成 高浓 度 高
炉底交 接处 。炉 缸侧 壁温度 持续 上升 , 缸侵蚀 加 炉
缓炉 缸 内衬 的侵蚀 。 21 5 炉从 2 0 年 1 月 2 # 7 0I 高 n 08 1 3日开始 喂线 ,
目的是定点 维护 8 9 I 高处 G 和 E 点 , . 5T 0 I标 1 1 减缓侵 蚀 。首先从 风 口( ) G1位置 喂人 , 出铁 过 程 中通 在 过铁 水 环 流来 修 补 E 点 ( 口位 置 ) 喂线 时 间 1 1 铁 。 为 20 年 1 月 2 08 1 3日 ~1 月 3日, 中 1 月 2 2 2 其 1 3~ 7
高炉长寿技术概况

高炉长寿技术概况高炉长寿是现代高炉所追求旳目旳,高炉长寿就意味着经济效益旳提高。
近几年,我国高炉旳设计水平得到了较大旳提高,高炉旳寿命也得到了较大旳提高。
但与国外高炉寿命相比,我国只有少数高炉可以到达国,外高炉寿命旳水平。
本文重要简介现代长寿高炉设备旳设计思想和最新发展趋势,但愿能对我国钢铁企业旳高炉大修或新建高炉项目有所协助。
国外先进高炉长寿水平较高,一代炉役(无中修)寿命可达23年以上,部分高炉达23年以上。
日本川崎企业千叶6号高炉(4500m3)和水岛2号、4号高炉都获得了23年以上旳长寿实绩。
日本矢作制铁企业旳361m3高炉、岩手制铁企业旳150m3高炉一代炉役寿命在上世纪90年代就到达了23年以上旳水平。
近来,通过大修旳部分高炉已将长寿目旳定为30年。
相比而言,我国高炉设备旳长寿水平则较低,一般一代炉役无中修寿命低于23年,仅少数高炉可实现10至23年旳长寿目旳,其长寿总体水平与国外先进水平相差较大。
影响高炉长寿旳重要原因高炉能否长寿重要取决于三个原因旳综合效果:一是高炉大修设计或新建时采用旳长寿技术,如合理旳炉型、优良旳设备制造质量、高效旳冷却系统、优质旳耐材和良好旳施工水平。
二是稳定旳高炉操作工艺管理和优质旳原燃料条件。
三是有效旳炉体维护技术。
这三者缺一不可,但其中第一项是高炉能否实现长寿旳基础和主线,是高炉长寿旳“先天原因”。
假如这种“先天原因”不好,要想通过改善高炉操作和炉体维护技术等后天措施来获得长寿,将变得十分困难,并且还要以投入巨大旳维护资金和损失产量为代价。
因此,提高高炉旳设计和建设水平,是高炉实现长寿旳主线。
现代长寿高炉旳新思想国内外专家认为,现代高炉旳长寿设计思想有6个方面:一是重视提高高炉整体寿命优化设计,大修精心施工,保证高炉各部位同步长寿。
二是强调高效冷却设备和优质耐材炉衬旳有效匹配,从炉底至炉喉所有采用冷却器,无冷却盲区,并针对高炉不一样部位旳不一样特点,选用不一样材质旳冷却系统和耐材。
攀钢新3号高炉高效长寿装备技术

摘要对攀钢新建的新3号2000m3高炉采用的高效长寿装备技术进行了总结。
攀钢新3号高炉采用了双出铁场、3个铁口、全冷却壁炉体结构、并罐无料钟炉顶、皮带上料、4座外燃式热风炉、先进的DCS控制系统、2台A V80—15电动轴流鼓风机等工艺装备,装备技术水平达到了当前国内先进水平。
关键词高炉装备技术高效长寿1概况攀钢3号高炉易地大修(以下称新3号高炉)设计有效容积2000m3,利用系数2.2,年产炼钢铁水158万t。
该高炉采用双出铁场,3个铁口,2个渣口,炉体为全冷却壁薄壁炉墙结构,并罐式无料钟炉顶l皮带上料,4座外燃式热风炉,采用先进的DCS控制系统,配套干式煤气净化系统及其TRT余压发电,2台A V80—15静叶可调电动轴流鼓风机。
新3号高炉在采用攀钢钒钛磁铁矿冶炼成熟技术的基础上,采用了一系列新工艺、新技术、新设备、新材料,技术装备和自动控制水平达到了国内当前同级别高炉先进水平。
2 2000m3以上高炉冶炼钒钛磁铁矿可行性探讨至2000年,攀钢冶炼高钛型钒钛磁铁矿工艺与技术已经成熟与完善,相关技术经济指标已达到世界领先水平,但当时的高炉有效容积为1200m3或1 350m3,炉容扩大到2000m3还没有实践经验,还必须探索研究。
攀钢建2000 m3高炉首先必须解决大高炉冶炼钒钛磁铁矿工艺技术问题。
2.1 炉缸直径、风口回旋区长度攀钢高炉的炉型与冶炼普通矿同等炉容高炉的炉型比较表明,两者之间没有明显的区别。
攀钢新建2000m3高炉的炉缸直径也应与冶炼普通矿高炉相似,因此,设计选择炉缸直径10.0 m。
攀钢一期高炉的风口回旋区长度与冶炼普通矿同等容积高炉的风口回旋区长度比较要长,炉缸环带活跃区的面积所占炉缸总面积的比例要高20%左右。
风口回旋区长度差别较大的原因是由于攀钢高炉的入炉原料含铁低,渣量大,焦比高,风量大。
设计参照选定的炉缸直径适当地选择了风口长度、风口数量和风量。
2.2鼓风速度攀钢一期高炉的鼓风速度与冶炼普通矿同等容积高炉的鼓风速度比较略高10%。
1高炉长寿技术

5
三 国内高炉炉龄情况
6
四 影响高炉寿命的因素
(1)高炉长寿的影响因素 高炉能否长寿主要取决于以下因素的综合效
果:一是高炉大修设计或新建时采用的长寿技术, 如合理的炉型、优良的设备制造质量、高效的冷 却系统、优质的耐火材料。二是良好的施工水平。 三是稳定的高炉操作工艺管理和优质的原燃料条 件。四是有效的炉体维护技术。这四者缺一不可, 但第一项是高炉能否实现长寿的基础和根本,是 高炉长寿的“先天因素”。如果这种“先天因素” 不好,要想通过改善高炉操作和炉体维护技术等 措施来获得长寿,将变得十分困难,而且还要以 投入巨大的维护资金和损失产量为代价。
15
铜冷却壁。在此区域应用铜冷却壁能满足快速形 成稳定渣皮的要求。铜冷却壁导热性好、冷却强 度大,在冷却水量足够并稳定的条件下,工作时 冷却壁体温度均匀,表面工作温度一般在40℃以 下,并且能在其热面形成非常稳定的渣皮。即使 高炉操作过程中发生渣皮脱落,也能在短时间 (15min)内形成新渣皮。铜冷却壁一般不必外砌 耐火砖,仅需在开炉前喷涂一层抗磨损的耐火喷 涂料,其工程造价与采用铜冷却板相当。自20世 纪90年代初以来,世界上已有50多座高炉采用了 铜冷却壁,尚未发现有一根水管烧坏。铜冷却壁 是迄今为止最彻底地贯彻自我造衬、自我保护设 计理念的无过热冷却设备。我国近年来新建或大 16 修的高炉绝大多数都采用这种方式。
一 高炉长寿技术的内涵
新建一座大型高炉或对一座大型高炉进行改 造性大修, 投资多达十几亿元甚至几十亿元, 因此 国内外高炉工作者对高炉长寿问题特别重视。
高炉为什么要长寿?初看是一个老生常谈的 问题。如果进一步思考,人们似乎对这个问题的 认识并不一致。
从长远观点看高炉长寿应当是钢铁工业走向 可持续发展的一项重要措施,以减少资源和能源 消耗、减轻地球环境负荷为目标。在这一点上容 易取得共识,而对达到什么程度的高炉才能算长 寿,钢铁界的认识并不一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高炉长寿的技术和措施
高炉长寿的技术和措施包括以下几项:
1.合理的设计和选型:选用高质量的耐火材料,设计合理的炉型和炉衬结构,以
提高高炉的稳定性和寿命。
2.严格控制操作条件:合理控制高炉的送风温度、压力、流量等参数,避免过度
操作导致炉衬受损。
同时,要定期检查炉衬的磨损情况,及时修复或更换。
3.强化炉衬维护:通过合理的炉衬维护,减缓炉衬的磨损和腐蚀,延长高炉的使
用寿命。
例如,可以采用喷涂、涂抹等方式,在炉衬表面形成保护层,提高炉衬的耐火性能。
4.定期检查和维修:对高炉进行定期的检查和维修,及时发现并修复潜在的问题,
防止问题扩大导致重大事故。
5.优化操作流程:通过优化高炉的操作流程,降低炉衬的磨损和腐蚀,提高高炉
的使用寿命。
例如,可以采用低氧燃烧技术、控制炉内温度波动等措施,减少炉衬的氧化和热震。
6.采用先进的技术和设备:采用先进的技术和设备,提高高炉的自动化和智能化
水平,降低人为操作失误和设备故障的风险。
例如,可以采用传感器、智能仪表等设备,实时监测高炉的运行状态,实现远程控制和自动调节。
7.加强培训和管理:加强对高炉操作人员的培训和管理,提高他们的专业技能和
素质,确保他们能够熟练掌握高炉的操作和维护技能。
同时,要建立健全的管理制度,规范高炉的操作和维护流程。
总之,高炉长寿的技术和措施需要从设计、选型、操作、维护、维修、技术和管理等多个方面入手,全面提升高炉的稳定性和寿命。