切割车间设备介绍与技术参数142页PPT
锯切机械教学课件PPT
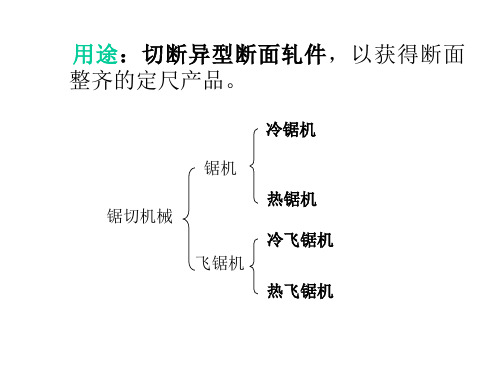
图10-1a、b是滚轮送进的滑座式热 锯机的结构图。这种热锯机的锯片是由 电动机直接传动的,在电动机周围有水 箱和水帘进行冷却和防护。通过滚轮实 现热锯机的送进操作。
滑座式热锯机,不论是滑动送进或 车轮送进,其设备重量都较大。四连杆 式热锯机,它的设备重量比滑座式热锯 机轻,而且装设有开式的送进齿轮、齿 条传动,工作行程也比较大。所以,近 年来应用较多。图10-2为Ф1800mm四连 杆式热锯机的结构图。
13.2 冷锯机
§13.2.1 圆盘式高速金属冷锯机 为提高锯切断面质量和定尺精度,现
代的大型和中型型钢轧钢厂,逐渐用冷锯 机代替热锯机,进行轧件的切头、切尾和 定尺锯切。
圆盘式金属冷锯机的锯片圆周速度v和进锯 速度u,与圆盘式金属热锯机相似:v≤130m/s, u≤200~300mm/s。比机械厂用于下料的圆盘式 金属冷锯机的圆周速度v≤10m/s要大得多。
对于方钢 D = 10A+300 (A —— 方钢边长)
10-1a
对于圆钢 D = 8d+300 (d —— 圆钢直径)
10-1b
对于角钢 D = 3B+350 (B —— 角钢对角线长度) 10-1c
对于槽钢,工字钢 D = C+400 (C——钢材宽度) 10-1d
根据计算的锯片直径值,参考有关系列标准和资料加以 最后确定。锯片直径的允许重磨量为5%~10%。
较为复杂的方式是应用气动系统将锯切机 构往复移送。但是,也只用于低速(一般在2m/s 以下)移送的钢管锯切中。
具有直线往复运动同步机构的飞锯机虽有 不少优点,如结构紧凑、设备较轻、在一定范 围内可以锯切任意定尺等。但由于往复运动时 惯性作用的影响,不适用于以较高速度运行的 钢管锯切。因此,在现代的焊管机组中应用较 少。
SHD31伸缩式数控切割机
4.文件传输储存方便灵活:支持USB和R232接口,用户可将所需切割文件输出到U盘然后插到微型切 割机USB接口即可实现文件的传输(也可配接掌上电脑传输程序文件)。256M超大加工文件程序空间 存储,满足各种复杂程序的运行与加工,轻松处理大程序的运行。并可方便实现程序的编辑、传输和 发送;
5.主机导轨采用高强度结构式双轴心导轨,精密传动系统组成,传动稳定;
SHD-3-1伸缩式数控切 割机
PPT文割机
PPT文档演模板
SHD31伸缩式数控切割机
PPT文档演模板
SHD31伸缩式数控切割机
n n
n n n n
n
n n n n n n
n
PPT文档演模板
产品描述:
其数控功能与龙门式大型数控切割机一样,能切割任意复杂平面图形,适用于氧燃气火焰切割和等 离子切割。采用高强度结构式导轨的形式与半自动切割小车一样方便灵活,随意搬移,不占固定场地, 价格经济实惠,适合中小型个体加工厂,可提高生产效率及材料的利用率,降低生产成本。
6.行走部分采用无间隙齿轮、齿条传动,电机驱动采用步进驱动技术;
7.底板采用优质方管和偏钢焊接,并经加工形成高精度基准面,防锈耐磨;
8.横梁采用特制铝合金工业型材,重量轻,不变形;
8.加工过程中可以随时更改程序,方便快捷;
9.友好的界面,中文汉显,随机提示操作方法,键盘简便,操作快捷,一目了然。接口指示灯可直接 提供故障诊断;
10.性价比高,结构紧凑,合理节约安排空间,强劲紧凑的结构设计,使得机器运行更加平稳,满足各
种复杂程序的运行加工,切割品质保证;
SHD31伸缩式数控切割机
演讲完毕,谢谢听讲!
再见,see you again
线切割机床教学课件课件
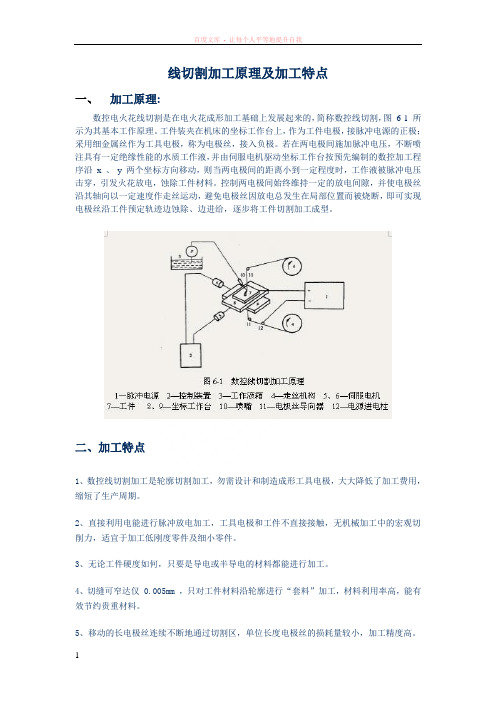
线切割加工原理及加工特点一、加工原理:数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割,图6-1 所示为其基本工作原理。
工件装夹在机床的坐标工作台上,作为工件电极,接脉冲电源的正极;采用细金属丝作为工具电极,称为电极丝,接入负极。
若在两电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱动坐标工作台按预先编制的数控加工程序沿x 、y 两个坐标方向移动,则当两电极间的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。
控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨迹边蚀除、边进给,逐步将工件切割加工成型。
二、加工特点1、数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低了加工费用,缩短了生产周期。
2、直接利用电能进行脉冲放电加工,工具电极和工件不直接接触,无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件。
3、无论工件硬度如何,只要是导电或半导电的材料都能进行加工。
4、切缝可窄达仅 0.005mm ,只对工件材料沿轮廓进行“套料”加工,材料利用率高,能有效节约贵重材料。
5、移动的长电极丝连续不断地通过切割区,单位长度电极丝的损耗量较小,加工精度高。
6、一般采用水基工作液,可避免发生火灾,安全可靠,可实现昼夜无人值守连续加工。
7、通常用于加工零件上的直壁曲面,通过 X-Y-U-V 四轴联动控制,也可进行锥度切割和加工上下截面异形体、形状扭曲的曲面体和球形体等零件。
8、不能加工盲孔及纵向阶梯表面。
线切割机床的分类线切割机床一般按照电极丝运动速度分为快走丝线切割机床和慢走丝线切割机床,快走丝线切割机床业已成为我国特有的线切割机床品种和加工模式,应用广泛;慢走丝线切割机床是国外生产和使用的主流机种,属于精密加工设备,代表着线切割机床的发展方向。
切割设备简介介绍

切割设备的重要性
提高生产效率
使用切割设备能够快速、准确地完成物料的切割任务,提高生产 效率。
降低人力成本
切割设备能够替代传统的手工切割方式,降低人力成本。
提高产品质量
使用先进的切割设备能够实现高精度的切割,提高产品质量。
切割设备的历史与发展
历史
早期的切割设备主要依赖于手工操作 ,随着科技的发展,逐渐出现了机械 化的切割设备。
不同材料的切割设备选择
• 切割设备在工业制造和维修中应用广泛,不同的材料需要选择不同的切割设备,以保证切割效率和精度。下面将介绍金属 材料、非金属材料和特殊材料的切割设备选择。
04
切割设备的操作与维护
切割设备的操作与维护
• 切割设备是一种广泛应用于工业和建筑领域的设备,它能够 将各种材料进行切割和加工。根据不同的应用场景和需求, 切割设备的种类和功能也各不相同。下面将对切割设备进行 简要介绍。
05
切割设备的应用领域与案例
切割设备的应用领域与案例
• 切割设备是一种广泛应用于各种行业和领域的设备 ,它通过使用不同的刀具和操作方法,能够将各种 材料进行精确和高效的切割。下面将详细介绍切割 设备的应用领域和案例。
THANKS
感谢观看
切割设备简介介绍
汇报人: 2023-12-07
• 切割设备概述 • 切割设备的核心部件与功能 • 不同材料的切割设备选择 • 切割设备的操作与维护 • 切割设备的应用领域与案例
01
切割设备概述
定义与分类
定义
切割设备是指用于将物料进行分 割、切削的机械设功能,切 割设备可分为多种类型,如数控 切割机、等离子切割机、激光切 割机等。
发展
现代的切割设备已经实现了数字化、 自动化和智能化,能够满足各种复杂 和高精度切割的需求。
数控切割机技术及要求
设备技术要求
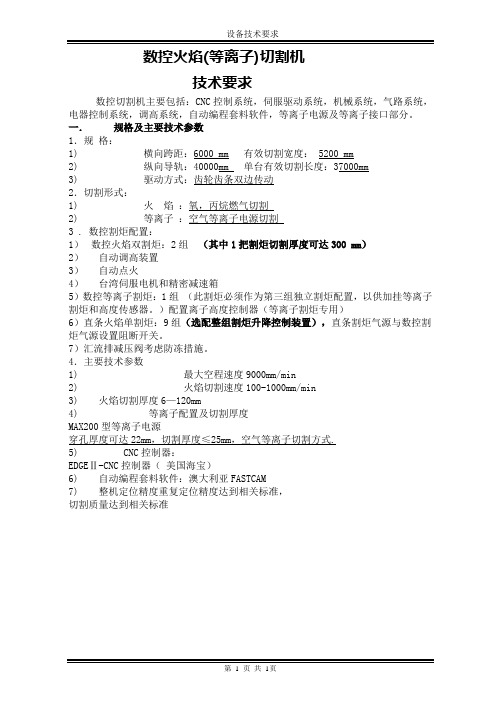
数控火焰(等离子)切割机
技术要求
数控切割机主要包括:CNC控制系统,伺服驱动系统,机械系统,气路系统,电器控制系统,调高系统,自动编程套料软件,等离子电源及等离子接口部分。
一.规格及主要技术参数
1.规格:
1) 横向跨距:6000 mm 有效切割宽度: 5200 mm
2) 纵向导轨:40000mm 单台有效切割长度:37000mm
3) 驱动方式:齿轮齿条双边传动
2.切割形式:
1) 火焰:氧,丙烷燃气切割
2) 等离子:空气等离子电源切割
3 . 数控割炬配置:
1)数控火焰双割炬:2组(其中1把割炬切割厚度可达300 mm)
2)自动调高装置
3)自动点火
4)台湾伺服电机和精密减速箱
5)数控等离子割炬:1组(此割炬必须作为第三组独立割炬配置,以供加挂等离子割炬和高度传感器。
)配置离子高度控制器(等离子割炬专用)
6)直条火焰单割炬:9组(选配整组割炬升降控制装置),直条割炬气源与数控割炬气源设置阻断开关。
7)汇流排减压阀考虑防冻措施。
4.主要技术参数
1) 最大空程速度9000mm/min
2) 火焰切割速度100-1000mm/min
3)火焰切割厚度6—120mm
4) 等离子配置及切割厚度
MAX200型等离子电源
穿孔厚度可达22mm,切割厚度≤25mm,空气等离子切割方式.
5) CNC控制器:
EDGEⅡ-CNC控制器(美国海宝)
6) 自动编程套料软件:澳大利亚FASTCAM
7) 整机定位精度重复定位精度达到相关标准,
切割质量达到相关标准
第 1 页共1页。
切割车间设备介绍与技术参数

切割车间设备培训
切割车间设备培训
金属圆锯机日常保养 1、严格按照润滑图进行住油(脂),并保养油量适当,油路畅通。 2、检查安全装置使之安全可靠。 3、检查电机接线、电器装置是否良好。 4、经常注意主传动各部、润滑、及虎钳等工作是否正常,是否有噪音、 5、查看电机、电器的运转、温升、声响、振动等情况。 6、将各操作手柄(开关)置于空档(零位),断开电源开关。 7、擦拭设备,清扫场地、锯屑。 定期保养 1、半月进行一次,保养注油。 2、超出自检自修范围,操作者无法修理和恢复使用时,应及时报告维修班组
3、夹具:由于工件一般为矩形工件,机床采用成束夹压方式,通过机床 左侧液压油缸将工件夹紧。一前一后两个夹具,分别为工作夹具、送 料夹具。
4、锯架: 锯架是一个弓形结构,分为左、右锯架盒、横梁,锯架板采 用优质钢板,通过合理的加强筋组焊而成,振动时效后将焊接应力重 新分布和消除,从而保证了锯架的稳定性。主动轮、张紧轮、左右导 向装置均安装在锯架上,机床工作时,锯轮逆时针转动。
5、导向装置:本机床的导向分为活动导向臂和固定导向臂,活动导向臂 的移动采用手动移动。调整完毕,导向臂的锁紧采用燕尾装置手动锁 紧。导向座顶部及侧面均采用硬质合金,另设有预导向装置,以确保 导向的稳定性,延长锯条的使用寿命。
2015/3/19
切割车间设备培训
6、左右立柱装置:为增加机床的稳定性,本机床采用方形结构和直线导轨,锯 架的升降采用液压油缸驱动。锯架升降速度是固定的。
孔径(mm) φ32
销孔(mm) 2×Φ11×PCD63
最大夹持能力(mm) 140
净重(KG) 310
2015/3/19
切割车间试题培训
技术参数 MC-275A
1、锯片驱动马达 YD90L-2/4
切割机-1ppt课件

切割机外壳三 面开门。 前门:方便装卡 工件。 左右门:适合装 卡长料。 有机玻璃门:增 加工作透明度。
大工件的装卡
主要研究内容
课题组设计了三种切割工艺的测试方案,对多种材 料进行切割实验,大量实验数据证明该切割机工作可 靠、性能良好。
切割模式 匀速直切 进三退一 分层切割 工件尺寸 直径 ≤80mm 直径 ≤120mm 宽度 ≤300mm 切割速度 ≤12mm/ min ≤8mm/ min ≤6mm/ min 效果 表面不烧伤不卡锯 表面不烧伤不卡锯 表面不烧伤不卡锯
三 种 切 割 模 式
匀速直切(动画)
进三退一切割(动画) 逐层切割(动画)
主要研究内容
3.快速卡具的设计 经过多年对各种方案的 比较研究,创新设计了快 速偏心弹性卡具,夹紧可 靠,比普通台钳提高工效 数倍,适合对不同直径棒 料和不同规格板型工件的 夹紧。 快速卡具动画演示
主要研究内容
4.切割机外壳设计
主要研究内容
5.控制系统框图
TL - Q5MC1
由PLC控制三台步进 电机,一台异步电机
触摸屏
CP1W - CIF01
CP1W - CIF11 CP1H - X40DT -D
D4BS - 25FS
E6C3-AG5C
CP1H - X40DT -D
3G3MZ - A4110
MS-2H090M MS-2H090M
大 尺 寸 切 割 模 式 研 究
不 同 尺 寸 切 割 实 验 与 分 析
步 进 细 分 驱 动 技 术 研 究
变 频 调 速 技 术 研 究
自 动 控 制 技 术 研 究
监 控 人 机 界 面 研 究
主要研究内容
1.摇臂式动力传动机构设计
激光切割机介绍课件

目录
• 激光切割机概述 • 激光切割机技术参数 • 激光切割机操作与维护 • 激光切割机优势与局限性 • 激光切割机应用案例
01
激光切割机概述
定义与特点
定义
激光切割机是一种利用高能激光束照射在材料表面,通过光 能转化为热能,使材料熔化、汽化或达到点燃点,再由高速 气流将熔化或燃烧的材料吹走,从而实现切割的设备。
未来发展
01
智能化
未来激光切割技术将更加智能化, 实现自动化、无人化操作。
多功能化
未来激光切割机将具备更多功能, 如打标、焊接等。
03
02
高效能
随着技术的不断进步,激光切割速 度和精度将进一步提高。
环保节能
未来激光切割技术将更加注重环保 节能,减少对环境的影响。
04
05
激光切割机应用案例
金属板材切割
清洁工作台面
清除工作台面上的杂物 ,保持清洁,以便放置
待加工材料。
检查安全防护罩
确保激光切割机的安全 防护罩完好无损,并处
于关闭状态。
操作步骤
打开电源开关
按照操作手册的指示,打开激 光切割机的电源开关。
设置参数
根据加工需求,设置激光功率 、切割速度等参数。
放置材料
将待加工材料放置在工作台面 上,并确保其固定。
环保节能
激光切割过程中无需使用任何化学试 剂或冷却剂,具有环保节能的优点。
局限性
高成本
操作技术要求高
激光切割机设备成本较高,一次性投资较 大。
激光切割技术需要专业的操作人员,对操 作人员的技能要求较高。
对材料厚度有限制
对烟雾和粉尘处理要求高
激光切割技术对于较厚或较硬的材料切割 效果不佳。
数控切割技术参数介绍
数控切割技术参数1上机操作前注意事项1.1 检查各气管、阀门,不允许有泄漏,检查气体安全装置是否有效。
1.2 检查所提供入口气体压力。
(符合规定)2 火焰切割规范2.1 火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净。
切割宜采用精密切割,氧气纯度、丙烷纯度应达到国家标准纯度。
2.2 调整被切割的钢板、尽量与轨道保持平行。
2.3 根据板厚和材质,选择适当割嘴。
割嘴尽量与钢板垂直。
2.4 根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧合理压力。
2.5 在点火一刻任何人不得进入点火区。
工作人员应尽量采取飞溅小的切割方法,保护割嘴。
2.6 检查加热火焰,以及切割射流,如发现割嘴弄脏或损坏,应及时更换、清理。
清理割嘴应用随机专用工具清理。
2.7 切割过程中发生回火现象,应及时切断电源,停机关闭气体阀门,回火阀片如被烧化,应停止使用,等待厂家或专业人员进行更换。
2.8 操作人员应注意,切割完一个工件后,应将喷枪提升回原位,运行到下一个工位时,再进行切割。
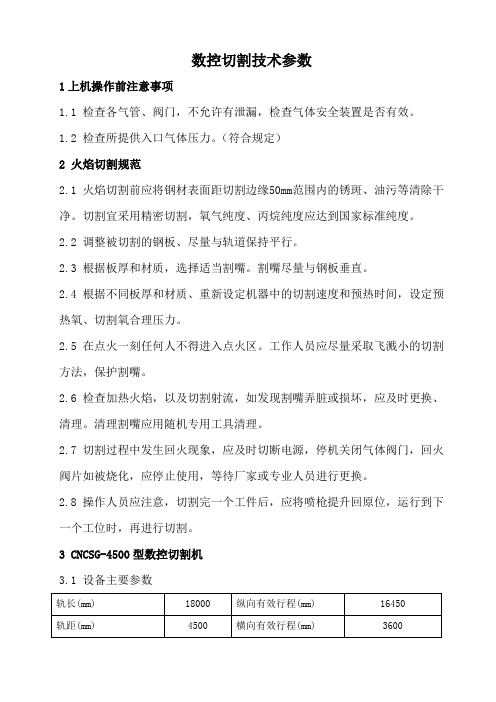
3 CNCSG-4500型数控切割机3.1 设备主要参数3.2 CNCSG-4500型数控切割机氧、燃气(乙炔、丙烷)切割工艺参数3.3 工作压力设备的工作压力调整。
在机器上均有切割氧、预热氧、燃气三种调压阀,通过这些阀可方便地控制氧和燃气必要的工件压力,可以从切割表中查得所需要的值。
调整各减压阀必须打开割炬上相应的手控阀来调整所需的工作压力。
使用不合理的工作压力将会造成切割效率低或切割表面不佳等缺陷。
3.4 设定切割速度和燃气压力切割表中所规定的切割速度,燃气耗量,压力等值均是平均值,该机器可能高于或低于这些平均值来操作,操作人员应根据这些特性及时掌握好切割速度,压力的参数,铁锈灰尘及氧化层会使切割氧降低,同样地火焰调节不正确使得切割速度和质量发生偏差。
3.5 调节加热焰打开加热氧阀和燃气阀,点燃喷出的混合气体,调整好合适的加热焰。
数控切割技术参数介绍
数控切割技术参数1上机操作前注意事项1.1 检查各气管、阀门,不允许有泄漏,检查气体安全装置是否有效。
1.2 检查所提供入口气体压力。
(符合规定)2 火焰切割规范2.1 火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净。
切割宜采用精密切割,氧气纯度、丙烷纯度应达到国家标准纯度。
2.2 调整被切割的钢板、尽量与轨道保持平行。
2.3 根据板厚和材质,选择适当割嘴。
割嘴尽量与钢板垂直。
2.4 根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧合理压力。
2.5 在点火一刻任何人不得进入点火区。
工作人员应尽量采取飞溅小的切割方法,保护割嘴。
2.6 检查加热火焰,以及切割射流,如发现割嘴弄脏或损坏,应及时更换、清理。
清理割嘴应用随机专用工具清理。
2.7 切割过程中发生回火现象,应及时切断电源,停机关闭气体阀门,回火阀片如被烧化,应停止使用,等待厂家或专业人员进行更换。
2.8 操作人员应注意,切割完一个工件后,应将喷枪提升回原位,运行到下一个工位时,再进行切割。
3 CNCSG-4500型数控切割机3.1 设备主要参数3.2 CNCSG-4500型数控切割机氧、燃气(乙炔、丙烷)切割工艺参数3.3 工作压力设备的工作压力调整。
在机器上均有切割氧、预热氧、燃气三种调压阀,通过这些阀可方便地控制氧和燃气必要的工件压力,可以从切割表中查得所需要的值。
调整各减压阀必须打开割炬上相应的手控阀来调整所需的工作压力。
使用不合理的工作压力将会造成切割效率低或切割表面不佳等缺陷。
3.4 设定切割速度和燃气压力切割表中所规定的切割速度,燃气耗量,压力等值均是平均值,该机器可能高于或低于这些平均值来操作,操作人员应根据这些特性及时掌握好切割速度,压力的参数,铁锈灰尘及氧化层会使切割氧降低,同样地火焰调节不正确使得切割速度和质量发生偏差。
3.5 调节加热焰打开加热氧阀和燃气阀,点燃喷出的混合气体,调整好合适的加热焰。