山积表分析改善实例
山积表培训
8H (便分割 )
2.2.3 可分辨瓶颈设备 MC/T改善 山积表运用
秒
瓶颈设备
T/T
C/T
A B C D E 工序/设备
2.2.4 工序的削除(C/T的缩短)
60" 1.不均衡
50"
MAX
40"
T/T
30"
MIN
20"
10"
真
因
0
A
B
C
追
求
80"
70"
60"
MAX
50" MIN
40"
3 T/T
改善想法:
‧◎作业项目重新配分 ‧◎作业动作工时改善
1.2 适用同条线一个流生产
‧山积票(不同品番)
(T/T)
动作 a b c
人A
abc
B
abc
C
目的:
◎瓶颈工程的调查...瓶颈在C员工。 ◎加班原因的调查...整条线的Lead Time
受制于C员工。 ◎工程间在库的调查...整条线的工序间在
库也因C员工而产生。
2.2生产线平衡的改善
2.2.1 C/T 周期缩短
差
秒
T/T
OP 1
2
3
4
无法看出改善点
2.2.2 标准作业-山积表 第1类 单一种类
T/T
ABCD
2.2.2 标准作业-山积表
第2类 多种类
T/T
T/T
A
B
C
A
B
C
2.2.2 标准作业-山积表
第3类 直单位(班)
480' 8 7 6 5 4 3 2 1
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
时间/台
质量检查 首检
正常检查 终检
频次 合计
检查时间
时间/台
类型Ⅲ涉及 的工作类型比 较多,在调查 过程中需要应 用三种调查表 格。各项数据 按实际情况填 写。每项时间 测量三遍,取 平均值。
三
山积表编制的具体方法
类型Ⅲ调查作业时间实例
每种类型分别测 算3次
作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
CT=
=30.8S
100
三
山积表编制的具体方法
类型Ⅲ作业时间
类型Ⅲ的作业时间采用统计汇总与工作抽样相结合的 方法进行调查。
首先由操作人员与班组长统计汇总该员工的作业内容 及作业时间,再使用工作抽样的方法进行确认。
山积表改善手法教学课件
成功案例分享
通过优化制程和加强员工培训, 公司A成功减少了质量问题,并 提高了客户满意度。
数据驱动决策
公司B使用山积表分析销售数据, 找到了销售下滑的关键因素,并 采取相应措施。
实操演示
现在我们将进行实际操作来创建一个山积表,并通过实例演示如何运用改善 手法解决问题。
总结和反思
通过本次课程,我们学习了山积表的定义和作用,了解了常用的改善手法,并通过案例分析和实操演示深入理 解其应用。
常用山积表改善手法
1
优化目标设。
3
问题识别
利用山积表快速识别问题的关键原因, 并将其按重要性进行排序。
持续改进
定期更新山积表,跟踪优化成果,并持 续改进业务流程。
案例分析
公司A的质量问题
通过山积表分析,公司A发现质 量问题的主要原因是制程不稳定 和员工培训不足。
山积表改善手法教学课件 PPT
欢迎来到本次课程,我们将一起深入探讨山积表(Pareto Chart)改善手法的 应用。学习如何利用山积表优化业务流程,提高效率和质量。
山积表的定义和作用
山积表是一种统计图表,用于可视化问题中的主要原因和根源。它可以帮助 我们识别关键问题,并优先处理最具影响力的因素。
问题回答和讨论
现在是回答问题和讨论的时间。请大家积极参与,分享你对山积表改善手法 的想法和经验。
《山积表改善》课件

提高山积表管理效率,降低管理成 本
添加标题
添加标题
添加标题
添加标题
提供山积表分析,为决策提供依据
促进山积表数据共享,提高数据利 用率
优点:直观展示山积表数据, 便于理解和分析
缺点:数据量较大,不易于快 速查找和定位
优点:可以展示多个维度的数 据,便于进行综合分析
缺点:需要一定的专业知识和 技能,才能正确理解和使用
意度
及时更新山积表,反映最新 情况
定期检查山积表,确保数据 准确无误
加强员工培训,提高山积表 使用效率
鼓励员工提出改进意见,持 续优化山积表
定期检查山积表数据,确保数据准确性 跟踪改善措施的实施情况,确保措施有效实施 评估改善效果,分析改善成果与预期目标的差距 及时调整改善措施,确保改善成果持续提升
Part Four
问题:山积表数据不准确, 影响生产效率
企业背景:某制造企业,生 产汽车零部件
改善措施:引入自动化设备, 提高数据准确性
效果:生产效率提高,产品 质量提升,成本降低
企业背景:某电子企业,生产电子 产品
改善措施:引入自动化设备,提高 数据准确性
添加标题
添加标题
添加标题
添加标题
问题:山积表数据不准确,影响生 产效率
Part Three
数据收集:收 集山积表相关 的数据,如时 间、地点、事
件等
数据清洗:对 收集到的数据 进行清洗,去 除无效、错误、
重复等数据
数据分析:对 清洗后的数据 进行分析,找 出存在的问题
和原因
数据可视化: 将分析结果以 图表的形式展 示,如柱状图、 饼图、折线图
等
提出建议:根 据数据分析结 果,提出改善 山积表的建议
IE-山积表

8
1.00
6
0.95
0.95
0.91
0.95
M6 M5
1.00
1.00
0.91
4
5.55
4.92
1.89
5.34
0.95
5.11
4.98
5.11
5.59
2.526.415. Nhomakorabea92
1.80
4.37
1.80
4.40 1.22
M4 M3
0
1.00
0.95
1.00
1.47
0.95 0.95 0.91 0.95
改善前山积表
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S11 S12 S13 S14 AVE
M1 1.00 0.95 1.00 1.47 4.37 0.95 0.95 0.91 0.95 5.59 4.40 0.91 6.41 5.99 2.56
M2 5.55 4.92 1.80 5.34
7
6
0.48
M6
5 4 3
0.50 0.96
2.61
1.00 1.89
5.26
1.72
2.55 0.39
5.59
1.00
1.00
0.91 2.52
6.41
5.99
M5 M4
2
3.12
2.46
1.80
4.37
2.55
1 0
0.50
0.48
1.00
1.16
0.48
4.40
4.40
1.22
0.91
M3 M2
1.00 5.68 1.47
宽放备 注说明 处理品 质异常
山积表(工序平衡分析)

类型Ⅱ山积表
生产节拍T.T=37s
B型车
C型车
加权平均 作业时间 33.52秒
加权
13
2、山积表的编制
标准作业类型Ⅲ山积表
表示可用工作时间
堆积柱状图:用以表示对应人员的作业内容、作业时间 。
14
2、山积表的编制
标准作业类型Ⅲ
作业时间调查表1—调查总表
定义:生产线外的作业,算不出生产节 拍,不是反复作业的工序;其目的就是根据 全厂的效率核算,将生产线外的人的作业标 准化、量化到每个人每班。
步行 安放缸盖 螺栓与缸盖结合面涂油 螺栓涂油安装
步行 放车扫描
合计
时间/秒 14 22 8 12 8 20 14 4 24 14 64 4 24 232
232 148
32
谢谢大家!
33
换刀频率
换刀时间(分钟) 时间(分钟)/台
1
铰刀DX246-C1-60701
1000
2
丝锥M12-H2
300
3
丝锥M12-H2进口
1000
4
丝锥M16-H2侧面国产
300
5
丝锥M16-H2上平面全用进口
1000
6
丝锥M18×1.5-H2
300
7
丝锥M30×1.5
200
8
螺旋丝锥M8-H2国产
300
9
20
3、山积表的运用及改善案例
什么是生产线平衡?
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能 的保持一致,从而消除各道工序间的各种等待的浪费,进而取得生产线平衡,达到生产效率的最 大化。
生产线平衡的计算
山积表
四.作成方法说明
⑨作业者;作业内 记入各作业者姓名和作业内容 容 ⑩编成人员数 记入时间观测时线体直接组立人员数 ⑾正味合计∑CT
⑿正味必要人工
记入各作业者的测定时间的最小值的 和 正味合计∑CT/节拍时间 (正味合计∑CT+∑附带作业时间) 节拍时间
⒀含附带作业人 工
五.作成时的注意事项
山积表作成前应进行详细的时间观测并记 录观测的时间结果. 人与机器的作业时间要彻底分开,人的作业 时间仅指人手动作的时间. 正味时间指全体作业者测定时间最小值的 和. 计算出的必要人工和含附带作业的人工应 至少保留一位小数.
最小值
218.27 192.29 158.84
217.03
50
0 第1工程 第2工程 第3工程 第4工程 第5工程 第6工程 第7工程
工程 作业者 作业 内容
1 ①者 主基板加工手插件 打螺钉 基板切割
2 ②者 ,外观检查 基板检测
3 ③者 面板加工 面基板动作检查
4 ④者 贴排线 ,框架组付 上盖加工
⑤测定时间 的最大值和 最小值 ⑥平均值
⑦ 附带作业 时间 ⑧ 段替时间
将各作业者的测定时间中的最小值用实线,最 大值用虚线记入该栏中 将平均值以圆点形式记入最小值右侧上方
将附带作业时间值以网格线形式记入最小值作 业时间的上方左半侧 一日内机种切换总时间/加工总数将段替时间, 以四方格形式记入最小值作业时间的上方左半 侧(如存在附带作业记在附带作业上方)
四.作成方法说明
项目 ①品名.工程 说明 记入品名.品番.生产线名
②作成年月日. 记入新规作成及改订时的时间;作成者 所属部门 姓名 ③必要数 ④节拍时间 计算出每班相当的必要数,并记入该栏 中 用工作时间除以必要数得出的结果记 入对应栏中 用红线表示时间,在作业时间栏从右画 到左
如何制作标准作业票

工程别能力表的作成
定义:产品在各工程加工时,各工程的生产能力的统计表格是制作标准作业组合票的主要工艺数据统计表 之一.其中手作业时间、机械自动加工时间及刃具交换时间皆要记入,而使这个工程中,机械的瓶颈或手中 作业的问题,都能很清楚的显示出,而成为改善的线索。 工程别能力表的作成步骤 1、产品名称:产品料号/客户等信息。 2、部门名称:填写所属部门及制作此表的人员。 3. 做成日期:填写新做成的日期或修订的日期. 4.加工作业的顺序及工序名称。 5. 基本时间:手工作业;自动加工;完成时间。
a. 手作业时间:作业者在机械进行之手作业时间,不含步行时间.
b. 自动加工时间:加工物在机械中加工的必要时间. ◇ 加工的时候,自动加工,自动取出的时间皆包含记入 ◇ 一般的设备,从按启动按钮到加工完了恢复到原位置的时间
线平衡与山积表分析

固 定 端 子 盖
固 定 风 叶
抽 真 空 拔 管
充 氟
封 口
卤 检 1
卤 检 2
1 5.5 4.7
1 9.9
1
1 11.1 5.4
1 6.4
1 5.6
1
1
1
1
14.6 17.6 26.7 12.5 14.8 7.5
12.9 25.2 18.8 18.1 7.7 9.1
17.1 15.2
10.2
9.9 34.6 32.4 26.7 22.1 15.5 18.5 16.5 23.5 20.8 20.6 25.2 27.8 18.1
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
19.2 16.7 14.9
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
0.0 0.0 0.0
8.0 14.4 14.9 8.7 4.7 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
贴 标 贴 件
封 箱
山积表

二
认识山积表
标准作业类型三
控制线:表示可用工作时间;绘制要求:线粗 1.5磅,若条件允许建议用红色,若条件不允许 可用黑色
一名 操作 者对 应一 个柱 状图
堆积柱状图:用以表示对应人员的作业内容、作业时间。绘制 要求:若条件允许,建议用彩色柱状图;若条件不允许可用黑 白色柱状图。
三
3.1知识点汇总
②生 产科 室及 车间 主任
标准作业类 型一、类型 二山积表
①确保每名操作者在节拍内 完成作业。 ②确保人员作业时间均衡。 ③提高装配线生产能力。
①确保员工在不加班的情况 下完成工作。 ②提高加工线或本班组人员 的作业时间均衡程度。 ③减少人员等待浪费。
标准作业类 型三山积表
①在保证所有人员能够正常完成产量的前提下,可以 采取作业再分配及工序削减的办法,对每名操作者的 作业内容进行调整,促使其作业时间接近或一致。
三
3.2生产线平衡
知识点
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的各 种等待的浪费,进而取得生产线平衡,达到 生产效率的最大化。
三
知识点
装配人员循环作业时间
3.2生产线平衡率的计算
3.2.1对于装配车间(以山积表数据模板计算)
时间最长人员时间*人员数 代入数据: :生产线平衡率= *100%
(60+50+40+55+62+94)S 94S*6
*100%
=64% 答:本装配线的生产线平衡率为64%。
四
编制步骤
1、编制准备: 数据准备: 类型一:汇总作业人员的作业数据,包含作业内容及作业时间。(此数据来 源于对应生产线或班组作业人员的标准作业两票)
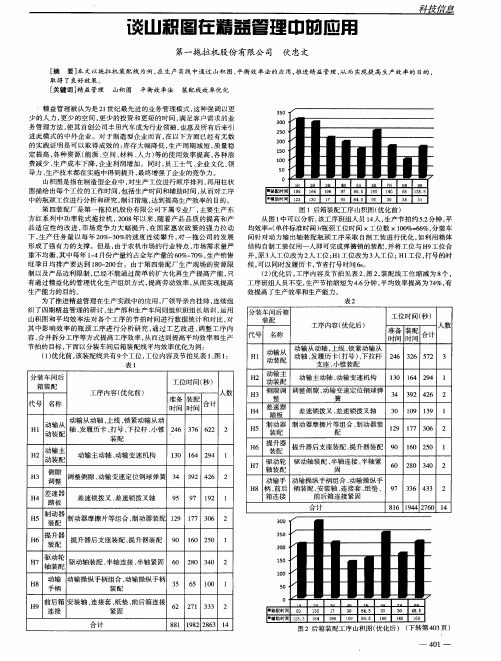
谈山积图在精益管理中的应用
分装车间后 箱装配
工 序 内容 ( 化 前 ) 优 代 号 名 称
工位 时间( ) 秒
人 数 准 备 配 装 时间 时间 合计
动输从 动输从动轴 , 上线 、 锁紧动输从 H1 动装配 动轴 、 发履历卡 ( 打号 )下拉杆 2 6 2 5 2 3 、 4 3 6 7 支座 、 小锥装配 H2 动输 主 动输主动轴 动装配 动输变速机构 l0 14 9 1 弹簧销 的装 配 , 将工位与 H9 并 工位合 并, 3 原 人工位改 为2 人工位 ; 工位改为 3 H1 人工位 ; 工位 , H1 打号的时 候 , 以 同 时发 履 历 卡 , 省 打号 时 间 6 。 可 节 s ( ) 化后 , 2优 工序 内容及节拍 见表 2 图2, 、 装配线工位 缩减为 8 , 个 工序班组人员 不变 , 生产节拍缩短为 4 分钟 , . 6 平均效 率提高为 7 %, 4 有 效提高 了生产效率和生产能力 。 表2 分装 车间后箱 装 配 代号 名称 工序 内容 ( 优化后 ) 工位时间( ) 秒 人 数 准备 装配 时 间 间 时 合计
H 侧隙 调 整侧隙 3 调整 动输变速定位钢球弹簧 3 3 2 2 2 4 9 4 6
●
H 制动器 制动器摩擦片等组合 、 5 制动器装 1 9 1 7 0 2 2 7 3 6 装配 配 H 提升器 提升器 后支座装 配 6 装配 提升器装 配 9 1O 5 l 0 6 2 0
、
H 动输主 2 动装配
动输主动轴
、
动输变速机构
10 14 9 1 3 6 2 4
、
H3 侧 隙调 调 整 侧 隙 、 输 变 速 定 位 钢 球 弹 3 3 2 4 6 2 动 4 9 2 整 簧 H 差速器 差速锁拨叉 4 踏板 差速锁拨叉轴 3 1 9 l9 l 0 0 3
山积表

1毛藤子20170729山 积表APOLLO TPS 训练营Agenda一、生产节拍的概念二、工时测定步骤三、山积表的制作四、山积表制作案例分析23是指卖向顾客的速度 对生产部门 部品1个或1台份应该用多少时间生产的时间值 ※ 将工作量正确赋予的尺度一天生产必要数 客户节拍 =一天的作息时间(定时)(※)作息时间以就业的规定时间、可动率以100%计算 客户节拍的计算式1、客户节拍(T.T)42、生产节拍(C.T)3、必要人工数完成生产必要数所需的人工数。
指作业者1人按所规定的工序作业顺序1循环所要的时间,生产线节拍指瓶颈工序节拍。
∑C.T 指所有工序生产节拍之和,即指产品从粗材到成品1循环所要时间。
客户节拍T.T 必要人工数=∑C.T1、时间测定标准作业需要每一个要素作业时间、要求有正确的测定技能。
2、观测点所谓观测点是将各要素作业1個1個区別开,在测定时间节点时,以其要素作业结束瞬间作为观测点。
561.仔细观察作业顺序暗记下来.2.记入要素作业 3.测定1循环周期的时间 6.测定没测定的要素作业 5.1循环周期的时间和各要素作业时间对合4.测定各要素作业的时间 7.测定线外作业 27・8・91・2134567891 2 3 4・・・・・・ 3・4561・23・4567・8・9……247893、工时测定要领原则:遵照事实的原样,没有遗漏,正确的测定。
4、时间观测表71、山积表的概念:山积表是指将各分解动作时间,以叠加式直方图表现的一种研究作业时间结构的手法。
2、样式:T.T目标:C.T=T.T83、生产线平衡改善的方法1人→2人分担转移作业改善少人化拆解去除重新分配改善合并9四、山积表制作案例分析1.时间测定2.改善前山积表(工时节拍分析)3. 改善后山积表10四、山积表制作案例分析4.山积表实例张贴11A-TPS 训练营•全員改善•一點一滴改善•持續改善END12。
精益生产--山积表

作业时间调查表
车间
班组
作业 类型
工序
調査日期
调查员
步骤 1
发动机种类
第1回
第2回 第3回 平均值
时间总计
作 业 内 容 作业 歩行 作业 歩行 作业 歩行 作业 歩行
2
3
4
5
6
7
作业时间
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
三
山积表编制的具体方法
类型Ⅰ调查作业时间举例
三
山积表编制的具体方法
类型Ⅰ调查作业时间举例
一
山积表的编制
秒
120
100
80
60 38秒
40
44秒
20
0
1
2
30秒 3
生产节拍T.T=102秒
28秒 4
三
山积表编制的具体方法
类型Ⅱ调查作业时间 举例
使用时间调查表
一个周期完成后 的等待时间不计
算在内
节拍时间
④
③
⑤
作业顺序
②
⑥
指①作业者能够最为安全且又
效率最好地生产合格品的作
业顺序。它是实现高效率的
重要保证。
主要内容
三
山积表编制的具体方法
编制 山积 表的 流程
类型Ⅰ 调查作业时间 编制山积表
开始编制山积表
判断该工序的作业类型
类型Ⅱ 调查作业时间 编制山积表
发现问题 分析问题 实施改善
类型Ⅲ 调查作业时间 编制山积表
14
丝锥M6-H2
精益生产工具--山积表简介

山积表的生产线平衡改善——缩短C/T
4.缩短C/T
不均衡
最大差异 →要改善
不均衡的改善
减人
查找真因
谢
谢!
动作/人
1 2 3 1 2 3 1 2 3
A
B
C
改善想法:
作业项目重新分配
作业动作工时改善
2个及2个以上品种,每个种类作 业内容和时间不同的工序
山积表的三种类型
第三类 (适用于生产线或某工序批量生产) 目的:
480’
抽样 时间 20’
配合PQ图的调查,求出合理的
批量 物流运搬的工时调查
T/T
动作/人
A
B
C
改பைடு நூலகம்想法:
作业内容重新分配
作业动作工时改善
每次作业内容和时间相同的工序
山积表的三种类型
第二类 (适用于同一生产线多品种产品一个流生产) 目的:
T/T
瓶颈工序——瓶颈在操作员 加班原因——整条线的瓶颈受 制于操作员C
生产过程在制品——整条线的
在制品也因操作员C而产生
空闲 60’
设备维修保养的工时调查
生产 400’
改善想法:
A’ A”
动作/人
A
作业项目重组优化
作业频次/内容改善
统计汇总与工作抽样相结合
山积表的构成及用法
前提——标准作业
生产节拍(T/T) 作业顺序 标准在制
作业员或工序
构成——三要素
生产节拍(T/T) 作业顺序/人员 作业周期时间
用途——生产线平衡的改善
人员优化:减少作业人员
分辨瓶颈:确认瓶颈工序及瓶颈设备 缩短C/T:提升生产效率
VDD~山积图案例分析
标贴/测试
开关接线
插座
板
接线
线1
调速板
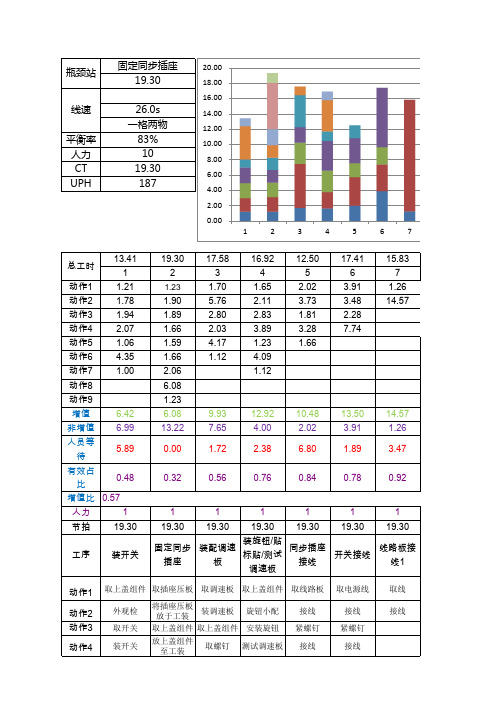
动作1 取上盖组件 取插座压板 取调速板 取上盖组件 取线路板 取电源线
取线
动作2
外观检
将插座压板 放于工装
装调速板
旋钮小配
接线
接线
接线
动作3 取开关 取上盖组件 取上盖组件 安装旋钮 紧螺钉 紧螺钉
动作4
装开关
放上盖组件 至工装
取螺钉
测试调速板
接线
接线
动作5 动作6 动作7 动作8
瓶颈站
固定同步插座 19.30
线速
平衡率 人力 CT UPH
26.0s 一格两物
83% 10 19.30 187
20.00
18.00
16.00
14.00
12.00
10.008.006.Fra bibliotek04.00
2.00
0.00
1
2
3
4
5
6
7
总工时
13.41 1
动作1
1.21
动作2
1.78
动作3
1.94
动作4
2.07
3.91 3.48 2.28 7.74
13.50 3.91 1.89
15.83 7
1.26 14.57
14.57 1.26 3.47
0.32
0.56
0.76
0.84
0.78
0.92
1
1
1
1
1
1
19.30 19.30 19.30 19.30 19.30 19.30
装旋钮/贴
固定同步 装配调速
同步插座
WOS精益生产工具之山积表(PPT 91页)
30秒/1台 38秒/1台 34秒/1台
16台 4台 1H 80台
共 100台/1H
30秒×16%= 38秒× 4%= 34秒×80%=
4.8秒 1.52秒 27.2秒
33.52秒 33.52秒
三
山积表编制的具体方法
标准作业类型Ⅱ :可以算出生产节拍,但是组合种类多,表示 出一个人在一道工序作业量很困难的作业类型(多种循环作业)
每种类型分别测 算3次
三
山积表编制的具体方法
条件: T.T=37秒
在组装生产线上组装A・B・C、3种车型、在某工序操作者张某装配零部件 时间为:
A型车:30秒 B型车:38秒
C型车:34秒
假设在1个小时测定的数据
零部件种类 作业时间 每小时生产台数 每台作业时间/生产比率 = 加权平均作业时间
A型车 B型车 C型车Leabharlann 二标准作业三要素及三种类型
相关概念:C.T(循环时间)
C.T 也称循环时间,指作业者一个人进行标准作业时,正常的一 个循环的实际作业时间(包括步行时间,但不包括完成作业并返 回原位置后的空手等待时间)
C.T是指按照操作顺序进行一个循环作业的正常(实际)时间。
二
标准作业三要素及三种类型
C.T与T.T的关系
例如:每天平均作业时间 8小时,480分,其中休息30分,实际作业时间 450分 每天所需数量: 600件 设备可动率80%
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
山积表改善

改善想法:
‧◎作業項目重新配分 ‧◎作業動作工時改善
現瑒改善(三類山積表旳使用)
第三類 (適用批量生產)
‧山積票(含段取時間)
480'
動作
人
段取20' 餘力60'
生產 400'
a
A
ab c
A'
定時
目旳:
◎配合PQ圖旳調查, 求出合理旳批量。
◎物流運搬旳工時調查。 a b c ◎設備維修保養旳工時調查。 A"
‧◎作业项目重新配分 ‧◎作业动作工时改善
現瑒改善(三類山積表旳使用)
第二類 (適用同Line一個流生產)
‧山積票(不同品番)
(T/T)
動作 a b c
人A
ab c
B
ab c
C
目旳:
◎瓶頸工程旳調查...瓶頸在C員。 ◎加班原因旳調查...整條Line旳
Lead Time受制於C員。 ◎工程間在庫旳調查...整條Line
?
?
?
?
8
1
2
3
10
STEP UP的實施事項
定期點檢為主體的保全之例
1.全部重新整顿「定时點檢作 業」,決定各直旳作業內容 。
2.層別各作業旳緊急度(當週 中、當直中…)、時間蒂(稼 動中、停止中…)。
水準評價表
水準
作業的狀態
未作個人旳山積票
21
2 19 17
15
12
?
10
?
8
1
2
? ?
3
10
STEP UP的實施事項
生產線平衡表旳作成
山積表旳分類及使用方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.76
1.83
1.89
8.00
0.28 0.81 0.05 2.41
6.48
6.00
4.00
8.53
9.09
8.21
7.52
9.06
9.51
9.13
9.01
9.14
9.56
6.83
9.24
8.17
8.11
9.72 9.20 9.95 7.59
2.00
3.52
0.00
1
2
3
4
5
6
7
8
9
10
11
12
13
4
8贴 0背 P胶 I+ N压
1 9.06 9.06 0.94
5
点 胶
1 9.51 9.51 0.49
6
盖扫 2主 p板 c条 条形 形码 码+
贴 后
1 9.13 9.13 0.87
7
组扫 合主 前板 后后 盖盖 组条 件形
码 +
1 9.01 9.01 0.99
8
锁 整 机 4 颗 螺 丝
1 9.14 9.14 0.86
1 7.59 7.59 2.41 19
扫 描 装 箱
山积表(改善前)
12.00
瓶颈时间(S)
直接人力(人) 平衡率
产能(UPH)
10.24
24 55.5%
352
10.00
8.00 4.43
2.41
5.05
4.57
2.26
2.18
6.00
1.79
5.97
3.46
0.58
5.32
1.86 4.00
2.06 2.00
1.40 0.00
1.86 1.44 1.40
5
贴 前 盖 背 胶
1
1
1
1
10.05 5.21
10.05 5.21
1.40 1.89
3.60 3.32
5.05
6
7
装
装
压
主
主
板
键
到
盘
前
盖
1
1 7.47 7.47 1.40 2.61 3.46
8
压 8 0 P I N
2
1 6.35 3.17 1.89 1.72 2.16 0.58
9
点 胶
1
1
1
1
10.24 8.31
10.24 8.31
1.44 1.4
1.11 6.91
3.11
4.57
10
组 合 前 后 盖
11
锁 整 机 4 颗 螺 丝
1
1 6.53 6.53 1.4 1.87 3.26
12
装 天 线
1
1 5.72 5.72 1.40 2.57 1.75
13
锁 天 线 1 颗 螺 丝
1
1 7.81 7.81 0.77 4.86 2.18
3.00 1.40
1.43 1.40
2.73 1.96 1.40
3.60 1.40
3.32 1.89
2.61 1.40
2.16 1.72 1.89
3.11
1.11 1.44
6.91 1.4
3.26
1.87 1.4
1.75 2.57 1.40
4.86 0.77
2.67 2.31
2.30
1.24 0.75
9
螺装 丝天
线 + 锁 天 线 1 颗
1 9.56 9.56 0.44 10
拉 伸 天 线 3 次 + 跌 落
1 6.83 6.83 3.17 11
前拆 后电 盖池 间﹑ 隙后
盖 + 压 合
1 18.48 9.24 0.76
12
整 机 外 观 检 查
1 32.67 8.17 1.83
13
按 键 测 试
3.36
1.22 1.41 0.77
1.18 0.85 1.40
0.65 2.40 0.75
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
人力
1
1回产出
数
1
C/T 9.75
T/T 9.75
动作1 1.40
动作2 2.06
动作3 1.86
动作4 4.43
动作5
时工间站9 1.169
盖主
条板
14
15
16
17
18
19
人力
1
1回产出
数
1
C/T 8.53
T/T 8.53
等待时间 1.47
工站
1
纸贴
前
盖
背
工站名称
胶 +
撕
离
型
1
1 9.09 9.09 0.91
2
装 + 压 主 键 盘
1
1 8.21 8.21 1.79
3
主装 板支 到撑 前架 盖到
主 板 + 装
1
1
1
1
1
1
1
1
2
4
1
2
1
2
1
1
1 7.52 7.52 2.48
形扫
工站名称 码 描
&
贴
后
1
1 6.49 6.49 1.40 1.44 1.86 1.79
2
条扫 形描 码主
板 与 后 盖
1
1 4.40 4.40 1.40 3.00
2.322
装 支 撑 架 到 主 板
1
1 8.80 8.80 1.40 1.43 5.97
4
检 查 前 盖
1
1 8.50 8.50 1.40 1.96 2.73 2.41
14
跌 落
1
1 4.98 4.98 2.31 2.67
15
拆 后 盖 ﹑ 电 池
1
1 4.29 4.29 0.75 1.24 2.30
16
压 合 前 后 盖 间 隙
2
1 9.01 4.50 0.77 1.41 1.22 3.36 2.26 17
外 观 检 查
4
1 8.75 2.19 1.40 0.85 1.18 5.32
18
按 键 测 试
1
1 3.80 3.80 0.75 2.40 0.65
19
S F C 系 统 扫 描
山积表(改善后)
12.00
瓶颈时间(S)
直接人力(人) 平衡率
产能(UPH)
9.95
25 83.4%
362
10.00
1.47
0.91
1.79
2.48
0.94
0.49
0.87
0.99
0.86
0.44
3.17
1 8.11 8.11 1.89 14
S F C 系 统 扫 描
1 7.04 3.52 6.48 15
全 面 性 能 检 查
1 9.72 9.72 0.28 16
螺装 丝左 塞右
螺 丝 塞 + 压 合
1 18.39 9.20 0.81
17
全 面 外 观 检 查
1 9.95 9.95 0.05 18
S I M 卡 测 试