大规模定制的成功运用案例分析
大规模定制的典型案例
大规模定制的典型案例“定制化”这个词语在当今社会已经变得越来越普遍。
人们在生活中不再满足于“标准”产品,他们开始倾向于寻求个性化的服务。
大规模的定制已经成为了一个新的趋势,不仅仅在消费市场中,而且在高科技领域也出现了许多创新。
从生物科技到智能制造,大规模定制正在革新着整个经济生态系统。
在这篇文章中,我将带领读者了解一些大规模定制的典型案例。
一、DNA 序列的大规模定制由于生物学和医药学的发展,DNA 序列的分析已经成为了现代化学的一个重要组成部分。
通过这一技术,可以获得有关人类遗传基因的重要信息,从而监测出与特定疾病相关的基因。
以 Illumina 公司为例,该公司向全球提供了一种基于DNA 序列的定制化产品。
它的产品基于一种独特的芯片(称为“肥皂芯片”),其可以用于提取特定区域的 DNA 序列信息。
通过使用这一技术,研究人员可以很快地获得有关疾病、物种、菌株、生态等的 DNA 序列。
该公司的 DNA 序列分析已经被应用在人类疾病的治疗和基因学研究中。
二、智能制造智能制造作为一种新的制造技术,在定制化当中也扮演着重要的角色。
不同于传统的批量生产,智能制造可让用户针对自己的需求量身定制产品,从而让生产过程更高效、更高质量。
虽然智能制造的范畴非常广泛,但是定制是其最重要的特点。
例如,汽车制造商 Local Motors 采用了一个基于3D打印的生产模型。
这一模型允许设计师和客户之间可以进行实时协作,生成一款在生产和预算方面都更加控制的产品。
该公司的汽车可以在24小时内生产出一台全尺寸汽车,这对于传统的汽车制造商来说几乎是不可能的。
三、服装和鞋类定制服装和鞋类定制是最最传统的定制行业之一。
它们不仅依据客户的体型来生产,还可以根据特定需要和个人审美来进行设计,从而给予客户更加个性化的体验。
由于这种方法对于制造过程的要求非常高,因此采用这种模式的厂商通常会把制造过程交给本地的制造商和工匠。
此外,新的技术也加速了这一行业的发展,如3D打印和基于机器学习的个性化设计。
定制化服务案例

定制化服务案例在当今竞争激烈的市场环境中,企业需要不断提升自身竞争力,以满足客户个性化需求。
定制化服务作为一种重要的营销策略,已经成为许多企业获取竞争优势的重要手段。
本文将通过案例分析,探讨定制化服务在实际应用中的重要性和效果。
案例一,汽车定制化服务。
某汽车品牌在市场竞争中陷入价格战泥潭,为了突破僵局,该品牌决定推出定制化服务。
客户可以根据个人喜好,在车辆外观、内饰、配置等方面进行个性化定制。
通过与客户深入沟通了解需求,品牌制定了一套定制化服务流程,包括设计方案确认、定制生产、交付等环节。
定制化服务不仅提升了客户满意度,也为品牌带来了更高的利润和市场份额。
案例二,定制化家居服务。
一家家居定制企业针对客户对家居产品个性化需求的增长趋势,推出了定制化家居服务。
客户可以根据自己的家居空间和喜好,定制家具、橱柜、装饰品等。
企业通过与客户充分沟通,了解他们的需求和喜好,设计出符合客户审美和实用需求的产品。
定制化家居服务不仅提升了客户的购买欲望,也为企业带来了更高的销售额和口碑。
案例三,定制化教育培训服务。
一家教育培训机构为了满足不同学员的学习需求,推出了定制化教育培训服务。
学员可以根据自己的学习目标和时间安排,定制个性化的学习计划和课程内容。
教育培训机构通过与学员充分沟通,了解他们的学习需求和特点,为他们量身定制了适合自己的学习方案。
定制化教育培训服务不仅提升了学员的学习效果,也为机构赢得了更多学员和口碑。
通过以上案例分析可以看出,定制化服务在不同领域的应用都取得了显著的效果。
定制化服务能够更好地满足客户个性化需求,提升客户满意度,增强品牌忠诚度,创造更高的附加值。
对企业来说,定制化服务也是一种有效的差异化竞争策略,可以帮助企业树立品牌形象,提升市场竞争力。
总之,定制化服务已经成为企业获取竞争优势的重要手段,通过不断深化定制化服务,企业可以更好地满足客户需求,提升市场竞争力,实现可持续发展。
因此,企业应该不断创新,积极推进定制化服务的发展,以应对市场竞争的挑战。
海尔案例分析

海尔案例分析海尔集团创立于1984年,创业26年来,坚持创业和创新精神创世界名牌,已经从一家濒临倒闭的集体小厂发展成为全球拥有7万多名员工、2010年营业额1357亿元的全球化集团公司。
海尔已跃升为全球白色家电第一品牌,并被美国《新闻周刊》(Newsweek)网站评为全球十大创新公司。
海尔要创造互联网时代的世界名牌。
互联网时代世界名牌的特点是能快速满足用户的个性化需求,企业需要大规模定制而非大规模制造。
海尔抓住互联网的机遇解决这一挑战,积极探索实践"人单合一双赢模式",通过"倒三角"的组织创新和"端到端"的自主经营体建设,实现从"卖产品"到"卖服务"的转型,创造出差异化的、可持续的竞争优势。
引领潮流的研发优势——海尔累计申请专利1万多项,居中国家电企业榜首,并率先实现国际标准的零突破。
海尔累计已经参与了61项国际标准的起草,其中27项标准已经发布实施。
海尔通过标准输出,带动整个产业链的出口。
零距离下的虚实网融合——海尔在国内市场有强大的市场营销网络优势,并与互联网进行充分的融合,以"零距离下的虚实网融合"创出第一时间满足用户第一需求的竞争力。
"虚网"指互联网,通过网络社区形成用户黏度;"实网"指营销网、物流网、服务网,第一时间送达用户满意。
因此许多世界名牌将他们在中国的销售全部或部分委托给海尔;海尔也通过他们在国外的渠道销售海尔产品,形成了资源互换,加快了海尔进军世界市场的步伐。
零库存下的"即需即供"——改变传统企业以产品为中心的发展模式,实施以用户为中心的即需即供大规模定制,实现了"零库存"和"零应收"。
在流动资金零贷款的基础上,海尔CCC(现金周转天数)达到负的10天。
在未来发展中,海尔紧扣住物联网时代的需求,将U-Home(智能家居)集成作为重点,掌控专利标准的话语权,进一步发展全球营销网络创造更多的用户资源。
大规模定制
回顾历史
Text 2
福特:立体声音响使汽车成 为小型音乐厅; 别克:汽车悬浮系统使客户 在“轻柔”和“运动”中选择; 奔驰: 13 种不同的调节装置, 客户可根据爱好调节汽车的环境。
大 规 You 模 r text 定 her e 制
回顾历史
Text 2
概念
大规模定制( Mass Customization , MC)是一种 集企业、客户、供应商、员工和环境于一体,在系统 思想指导下,用整体优化的观点,充分利用企业已有 的各种资源,在标准技术、现代设计方法、信息技术 和先进制造技术的支持下,根据客户的个性化需求, 以大批量生产的低成本、高质量和效率提供定制产品 和服务的生产方式。
敏 捷 You 制 r text 造 her
e
背景
Text 2
方式——敏捷制造(Agile Manufacturing,AM)的设想诞 生了。该计划始于1991年,有 100多家公司参加,由通用汽车 公司、波音公司、IBM、德州仪 器公司、AT&T、摩托罗拉等15家 著名大公司和国防部代表共
特点
Text 3
II.以模块化设计、零部件标准 化为基础
通过模块化设计、零部件标准化 ,可以批量生产模块和零部件,减 少定制产品中的定制部分,从而大 大缩短产品的交货提前期和减少产 品的定制成本。
大 规 You 模 r text 定 here 制
特点
Text 3
III.以现代信息技术和柔性制造 技术为支持
TEXT1 TEXT2
TEXT4
TEXT3 TEXT5
TEXT6
大 规 You 模 r text 定 here 制
优缺点
Text 5
大规模定制生产有哪 些优缺点呢?
大规模定制的成功运用案例分析
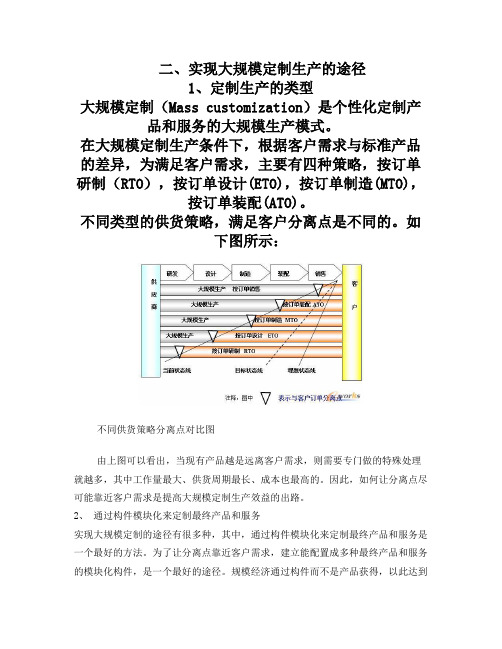
二、实现大规模定制生产的途径1、定制生产的类型大规模定制(Mass customization)是个性化定制产品和服务的大规模生产模式。
在大规模定制生产条件下,根据客户需求与标准产品的差异,为满足客户需求,主要有四种策略,按订单研制(RTO),按订单设计(ETO),按订单制造(MTO),按订单装配(ATO)。
不同类型的供货策略,满足客户分离点是不同的。
如下图所示:不同供货策略分离点对比图由上图可以看出,当现有产品越是远离客户需求,则需要专门做的特殊处理就越多,其中工作量最大、供货周期最长、成本也最高的。
因此,如何让分离点尽可能靠近客户需求是提高大规模定制生产效益的出路。
2、通过构件模块化来定制最终产品和服务实现大规模定制的途径有很多种,其中,通过构件模块化来定制最终产品和服务是一个最好的方法。
为了让分离点靠近客户需求,建立能配置成多种最终产品和服务的模块化构件,是一个最好的途径。
规模经济通过构件而不是产品获得,以此达到降低成本和最高的个性化水平。
三、大规模定制生产的实现1、面向生产的产品结构配置管理面向生产的产品配制管理是近年来对ERP系统提出的一个问题。
众所周知,在PDM中从产品设计角度有产品配置管理,但目前这种模式无法解决生产过程对产品结构BOM定制的要求,很难在ERP中使用。
结合机械制造的特点,我们采用视图技术,通过参数选择,自动生成面向生产的定制产品结构BOM。
在产品定制的过程中,最重要的是产品描述,引导客户更合理的地选择产品。
它一方面为设计的具体过程提供了指导,另一方面可以约束客户,使他们可以迅速、方便、无异议地表达他们的需求,用户通过如下的选择形成所需的产品:1)基形产品选择;2)必选的特征件,特征件是产品的基本属性单位,具体描述产品的某一特征,如某一关键尺寸,某力学特征,某运动速度等,例如主轴的转速,有10000转、15000转、20000转等;3)用户的选件与专门定制件,可以为用户分功能列出选件清单和由用户提出新增加件,设计部门依据提出的技术要求进行设计。
大规模定制的成功运用案例分析

大规模定制的成功运用——以合肥昌河汽车有限责任公司为例前言大规模定制(Mass Customization)生产模式已经替代统治了近一个世纪的大规模量产方式,成为21世纪的主流生产模式。
大规模定制生产模式结合了定制生产和大规模生产两种生产方式的优势,在满足客户个性化需求的同时,保持较低的生产成本和较短的交货期。
大规模定制以其独特的优势,引起了各行各业的关注,得到了迅速发展。
我国学者祈国宁教授认为,大规模定制是一种集企业、客户、供应商、员工和环境于一体,在系统思想指导下,用整体优化的观点。
充分利用企业已有的各种资源,在标准技术、现代设计方法、信息技术和先进制造技术的支持下,根据客户的个性化需求,以大批量生产的低成本、高质量和效率提供定制产品和服务的生产方式。
MC的基本思路是基于产品族零部件和产品结构的相似性、通用性,利用标准化模块化等方法降低产品的内部多样性。
增加顾客可感知的外部多样性,通过产品和过程重组将产品定制生产转化或部分转化为零部件的批量生产,从而迅速向顾客提供低成本、高质量的定制产品。
风行全球的著作《体验经济》一书的作者之一约瑟夫•派恩甚至预言:只需假以时日,超过一半的企业都得推出大规模定制业务。
具体案例在传统的营销模式中,产品虽然能够满足某些共同的需要,却不适应由于顾客性格各异造就的多样化偏好。
在消费行为日趋个性化的今天,少批次而大量生产出的产品越来越不灵验了。
因此,定制营销理论和模式应运而生。
定制营销是指企业将每一位顾客都视为一个单独的细分市场,根据个人的特定需求来进行市场营销组合,以满足每位顾客的特定需求的一种营销方式。
定制营销可看作是公司划分细分市场的极端化,即将每个顾客个体看作一个细分市场,因此定制营销在西方被称作“顾客化营销”。
随着人们生活水平的提高,消费者的需求越来越苛刻,消费需求带有浓厚的个性化色彩。
定制营销实际上就是解决顾客多样化需求与企业供给之间矛盾的一种营销方式。
合肥昌河汽车有限责任公司就是大规模定制营销的实践者。
基于敏捷制造及大量定制的案例分析

基于敏捷制造及大量定制的案例分析发表时间:2019-08-08T16:59:01.547Z 来源:《知识-力量》2019年9月37期作者:王思琦[导读] 随着我国经济贸易的不断发展,对传统产业提出了动能转化内在的要求,我国的传统产业需要催生新型态,根据这个问题,文章首先对敏捷制造和大量定制的概念分别进行了简单的阐述。
针对敏捷制造和大量定制两种制造模式,分别对广州顶益国际食品有限公司和红领集团服装企业进行叙述和分析,并给出了我国一些传统企业创新应变提升国际竞争力的启示。
(华北电力大学(保定)机械工程系,河北 保定 071000)摘要:随着我国经济贸易的不断发展,对传统产业提出了动能转化内在的要求,我国的传统产业需要催生新型态,根据这个问题,文章首先对敏捷制造和大量定制的概念分别进行了简单的阐述。
针对敏捷制造和大量定制两种制造模式,分别对广州顶益国际食品有限公司和红领集团服装企业进行叙述和分析,并给出了我国一些传统企业创新应变提升国际竞争力的启示。
关键词:敏捷制造;大量定制;广州顶益有限公司;红领集团前言敏捷制造与大量定制对企业提升国际竞争力起到很大的作用。
随着我国经济的不断发展,制造企业的发展大致经历过大量生产、精益生产、敏捷制造和策略柔性等阶段。
广州顶益食品有限公司主要因市场需求的快速反应可看作敏捷制造企业发展的一个代表。
近年来,消费者对服装产品的要求越来越高。
由于传统的服装生产工艺跟不上时代变化,我国服装制造业面临破产、倒闭、兼并等的问题。
另一方面,品牌附加值高、个性化品牌的服装企业利润却同比增长,青岛红领集团就是大量定制的一个典型的案例。
1敏捷制造案例分析顶新国际集团是一家台商投资企业,前身是1958年创立于台湾彰化的鼎新油厂,1988年10月开始投资大陆,经过10年的发展,顶新集团在大陆投资总额达12亿美元。
广州顶益国际食品有限公司是顶新集团方便食品事业群华南地区方便面生产基地,目前旗下有多个经销商,全国分布广泛,在销售方式上采用经销与直营相结合的方式,生产线,全部采用德国和日本进口的专用生产线,提高了效率,规模效益明显。
企业大规模定制的供应链管理分析——以戴尔公司为例
企业⼤规模定制的供应链管理分析——以戴尔公司为例企业⼤规模定制的供应链管理分析——以戴尔公司为例摘要20世纪在全球制造业和服务业领域占据统治地位的⼤规模⽣产模式,曾极⼤地促进了全球经济的飞速发展,使整个社会进⼊到⼀个全新阶段。
但随着世界经济的⽇益发展,市场竞争的⽇趋激烈,消费者的消费观和价值观越来越呈现出多样化、个性化的特点,市场需求的不确定性越来越明显,⼤规模⽣产⽅式已⽆法适应这种⽇益动荡的市场环境。
在这种情况下,戴尔公司能够迅速成长,其原因是⼈们往往只看到了戴尔表⾯的直销模式,⽽忽视了其背后⼤规模定制的⽣产⽅式以及⾼效先进的供应链管理所起的巨⼤作⽤。
对戴尔基于⼤规模定制的供应链管理的实施基础、总体模型、基本特点及弊端的分析表明,实⾏企业的有效整合,建⽴外部协作关系,把握客户需求,才能使企业在竞争中得到先机并实现可持续发展。
关键词:⼤规模定制,供应链管理,战略合作管理AbstractMass production mode in twentieth Century occupied the dominant position in global manufacturing and service sector, has greatly promoted the rapid development of the global economy, make the whole society into a new phase. In this case, Dell company was able to grow rapidly, the reason is that people tend to see only the direct model Dell surface, while neglecting the mass customization production mode and the tremendous role in supply chain management, advanced the. On the basic characteristics and disadvantages of Dell analysis showed that implementation of mass customization, supply chain management, based on the general model, the effective integration of enterprise, the establishment of external cooperation relationship, grasp the needs of customers, the company can have the initiative in the competition and realize the sustainable development.Key words:Mass customization, supply chain management, strategic management1. 引⾔ (4)2. ⼤规模定制下供应链管理的理论阐释 (4)2.1 ⼤规模定制的理念与分类 (4)2.2 供应链与⼤规模定制的耦合性 (5)3. “戴尔”⾯向⼤规模定制供应链管理的应⽤分析 (6)3.1 “戴尔”⼤规模定制供应链管理实施的背景 (6)3.1.1 戴尔公司简介 (6)3.1.2 “戴尔”实施⼤规模定制供应链管理的原因 (7)3.2 “戴尔”⾯向⼤规模定制供应链管理的实施基础 (7)3.2.1 零部件标准化 (7)3.2.2 按订单装配 (7)3.2.3 信息技术的发展 (8)3.3 “戴尔”⾯向⼤规模定制的供应链总体模型 (8)3.4 “戴尔”⾯向⼤规模定制供应链管理的特点 (9)3.4.1 严格挑选供应商,与供应商虚拟组合,建⽴合作伙伴关系 (9)3.4.2 ⾼效库存管理——物料的低库存与成品的零库存 (10)3.4.3 有效的客户关系管理(CRM) (10)3.5 “戴尔”⾯向⼤规模定制供应链管理的弊端 (11)4. 结论与启⽰ (11)参考⽂献 (12)20世纪在全球制造业和服务业领域占据统治地位的⼤规模⽣产模式,曾极⼤地促进了全球经济的飞速发展,使整个社会进⼊到⼀个全新阶段。
采购与供应链管理案例库09青岛红领-大数据驱动的大规模定制模式
企业案例青岛红领—大数据驱动的个性化大规模定制模式供应链运作模式的特征决定着供应链库存位置与相互协作的库存控制。
拉式供应链敏捷但难以实现规模化的低成本,推式供应链高效但难以满足客户日益增长的个性化需求,而推拉结合的供应链延迟策略也并未在根本上解决个性化与规模化的矛盾。
随着大数据技术的不断成熟,新的实践开始将规模定制成为可能,从而形成了新的供应链库存管理模式。
青岛红领集团1995年创立,以正装量体定制业务为主,技术服务为辅。
形成了西装、裤业、衬衫产业园区。
从2003年开始,以美国市场做实践,以两化融合为基础,实践了流程再造、组织再造、自动化改造,同时与互联网技术深度融合,形成了完整的物联网体系,打造了独特的核心价值,同时形成了传统企业转型升级的解决方案。
面料、花色、纽扣……关于衣服上大大小小的100多个细节,都可以由订购者在手机APP上自行定制。
这些个性化需求将统一传输到后台数据库中,形成数字模型,由计算机完成打版,随后分解成一道道独立工序,通过控制面板及时下达给流水线上的工人。
这样的场景发生在青岛红领集团的智能化车间中,通过十三年来再造血般的内部流程改造,如今的红领已经从简单的规模量产模式转变为更加聚焦消费者的C2M(顾客对工厂)模式。
1.“消费者需求”驱动的有效供给和电商新业态红领自主研发了电子商务定制平台—C2M平台,消费者在线定制,订单直接提交给工厂。
C2M平台是消费者的线上入口,也是大数据平台,从下单、支付到产品实现全过程都是数字化和网络化运作。
这是“按需生产”的零库存模式,没有中间商加价,没有资金和货品积压,企业成本大大下降,消费者也不需要再分摊传统零售模式下的流通和库存等成本。
传统模式下,定制成本居高不下,质量无法保证,交期在1个月以上,实现不了量产,价格昂贵。
红领通过互联网将消费者和生产者、设计者等直接连通,个性化定制的服装1件起定制,传统服装定制生产周期为20-50个工作日,红领已缩短至7个工作日内。
定制营销的成功案例
定制营销的成功案例【篇一:定制营销的成功案例】电影公映后,掀起了一场对于社会上私人订制的讨论。
其实,在各行各业中都有许多私人订制的成功案例,它们为客户订制的创意方案不仅让公司的名誉极速上升,还为客户带来十分独特的用户体验。
专家聚焦网络为大家总结了一些为客户量身定制的营销案例,看看有没有你中意的个性范儿?订制专属自己的那一瓶——可口可乐在网络上越来越多流行语的时候,可口可乐抓住了这个机遇,把网络流行语与可口可乐瓶身设计完美结合在一起。
昵称瓶在每瓶可口可乐瓶子上都写着不同的昵称,这些昵称有纯爷们、型男、月光族、氧气美女、高富帅、粉丝、女神、表情帝等等。
这种独特的方式迎合了流行的网络文化,也抓住了人们心底里彰显个性的需求,于是很多喜欢可口可乐的人都开始去寻找专属于自己的可乐,甚至那些平时无所谓喝哪个牌子可乐的人也会更多地偏向于可口可乐一些。
订制独特的外贸网络营销方案——聚焦网络订制网站、订制seo优化方案、订制谷歌广告推广方案,看到这些词,你能想到这是一家帮助外贸企业把产品推广到国外的企业吗?这就是聚焦网络,一家成立将近九年,已经成功为超过10000家企业提供专业的外贸网络营销服务的企业。
其独有的样板工程项目“私人订制”服务,一个行业只服务一家的模式让外贸企业都争抢这唯一的名额。
这个模式,根据客户的产品特点,品牌形象定制网站的风格和架构,针对客户的产品和推广市场以及行业确定seo优化策略,根据产品的搜索情况,市场情况,客户的资金情况,定制广告投放策略。
当然,还有针对客户的需求,定制社媒营销策略。
这样的专属“私人订制”无疑能把外贸企业的产品快速、准确地传递到客户手中。
订制个性家居——尚品宅配尚品宅配——一家集云计算、个性化定制、免费设计等让人感到不可思议的特点于一身的家居企业。
它的商业模式,不仅受到业界的疯狂学习和模仿,并被互联网大佬阿里巴巴的高管推崇为c2b模式样板!它的个性化订制如今无疑成为行业标杆,当客户想装饰自己的家时,尚品宅配会派出专门的设计师上门测量勘察,再设计出一套符合客户住宅的家居摆设方案。
策划方案成功案例总结与实用案例分析
策划方案成功案例总结与实用案例分析一、引言近年来,策划方案在商业和广告领域中扮演着重要角色。
本文将总结一些成功的策划方案案例,并进行实用案例分析,旨在帮助读者理解和应用策划方案,提升工作效果。
二、成功案例一:产品推广活动某公司的新产品推广活动通过采用创意的策划方案取得了巨大成功。
他们首先进行了市场调研,了解目标客户群体的需求和喜好。
然后,他们设计了一个引人注目的促销方案,包括线上线下结合的推广活动、面向社交媒体的广告投放等。
通过精确的定位和营销策略,他们吸引了大量潜在客户,并成功提升了产品的知名度和销量。
三、成功案例二:品牌形象塑造另一家公司通过策划方案成功塑造了自己的品牌形象。
他们深入了解目标市场和竞争对手,找到了自己独特的定位点。
然后,他们通过一系列的品牌推广活动和创意广告,与消费者建立起了情感共鸣。
他们还利用红色系列的包装设计和广告语,成功地建立了强烈的品牌认同感。
通过持续不断的品牌形象塑造,他们在市场上取得了巨大成功。
四、成功案例三:公益活动策划有些公司通过策划方案成功地开展了一系列公益活动。
他们通过了解社会热点和公益需求,设计了一套激发公众共鸣的方案。
通过公益活动,他们不仅取得了媒体的关注和口碑的提升,还为公司树立了良好的社会形象。
这些公益活动不仅给予社会帮助,也为公司带来了积极的宣传效应。
五、实用案例分析一:制定明确的目标在进行策划方案时,制定明确的目标非常关键。
一个成功的策划方案需要明确其要达到的目标,并制定可衡量的指标进行监测和评估。
只有明确了目标,才能有针对性地采取各种策略和手段,提供有效的解决方案。
六、实用案例分析二:深入市场调研在策划方案执行之前,深入市场调研是非常重要的。
通过了解目标市场的需求、竞争环境和消费者心理,策划方案能更加精确地定位和满足目标客户的需求。
市场调研是策划方案成功的基础。
七、实用案例分析三:创新和创意在竞争激烈的市场中,创新和创意是吸引消费者注意力的关键。
智能制造案例分析:美国哈雷·戴维森摩托车公司的大规模定制生产重生之路
智能制造案例分析:美国哈雷·戴维森摩托车公司的大规模定制生产重生之路1 公司简介1903年,William Harley、Arthur Davidson和Walter Davision三兄弟在威斯康星州的密尔沃基(Milwaukee)创建了Harley-Davidson Motor Company——哈雷·戴维森摩托车公司(以下简称哈雷)。
今天,哈雷的产品包括重型摩托车及全系列摩托车零部件、配件、服饰和多样化的商品。
通过全球1300多家授权经销商形成的销售网络,哈雷提供四大车系多种车型,以及6000多种部件、配件。
2 战略转型之旅哈雷摩托车及其2005年之前20年的年销售额变动如图所示。
而从2008年开始,由于全球金融危机,哈雷摩托车的销售额开始急剧下降,到了2009年则达到了谷底。
在这一过程中,哈雷的业务开始变得很难开展,原因是人们突然不那么愿意在奢侈品上大手笔花钱了。
从2007年开始,哈雷的收入便开始下滑(见图)。
与此同时,哈雷还面临着来自竞争对手(如Victory 摩托车、Big Dog 摩托车)的挑战,它们在哈雷所在的市场中占据了41%的份额。
并且,这些竞争对手作为挑战哈雷的一方,它们的市场策略是造就一批与哈雷那种穿着皮夹克巡航在高速公路上的传统不同的“新一代美国摩托”的形象。
Victory 和Big Dog 向市场提供高度可配置的产品,吹响了反叛哈雷的号角,将传统的机械驾驭分割变为个性化和自我表达的风格,这对哈雷的市场定位产生了冲击。
12图哈雷摩托车及其2005年之前20年的年销售额变动图哈雷业务转型的背景和要点伴随着严酷的经济环境,老化的驾驶者人群,以及不断加剧的竞争,哈雷摩托车的销售出现了明显的下滑。
年报显示,在2009年的第三个季度,哈雷摩托车的销售额同比下滑了22.1%,净收入从前一年的1.67亿美元下滑到2650万美元。
在业务下滑的同时,哈雷面临的另一个挑战是消费群的老化。
大规模生产案例
型牌男装大规模定制案例赏析在团体职业装领域,大规模定制理论的应用非常复杂。
所以,其产品的营销工作是由销售人员与设计师为客户上门服务而推动的。
这样做,对客户来讲可能很方便,但对服装公司来讲,成本太高。
至今为止,还没有真正看到大规模定制为企业带来显著的,优越于传统方法的好处。
另一方面,由于团体职业装的设计只是由企业的领导或部分领导决策的,绝大部分服装用户并没有参与到定制过程中来,也不能充分检验大规模定制营销对消费者的影响程度。
型牌男装则可以提供一个完整的服装大规模定制营销案例,可以用来研究大规模定制营销在服装业的应用情况。
下面我介绍一下型牌男装应用大规模定制理论的具体情况。
型牌男装通过互联网为职场人士提供衬衫、西裤、休闲裤、领带等产品的定制服务,消费者不需要与量体师进行面对面的量体过程,就可以自己定制产品,大大方便了顾客定制到合体的男装产品。
理论上讲,顾客完全可以通过定制来代替购买成衣,而且通过互联网来定制可以使定制过程变得非常简单。
大规模定制营销的产品开发,需要对产品进行模块化设计。
在型牌男装运营的初级阶段,我们为产品设计了两个模块,一个模块是服装号型体系,另一个模块是服装样品(实际上一套实物产品的设计方案)。
在服装号型方面,分不成的服装品种(产品族)提供的号型数量不等,少的500多个,多的2000多个,顾客可以通过3个尺寸来选择一个自己的服装号型。
为了让顾客能简单地选择到号型,并尊重顾客的穿着习惯,同时,又为了杜绝顾客不了解版型设计而产生错误,影响产品的美观。
所以,在选择号型时需提供的尺寸是将成品服装尺寸和身材尺寸结合起来使用.比如,顾客为定制衬衫而选择衬衫号型时,要提供衬衫的领围,这是尊重顾客对衬衫领围大小的穿着习惯,另外,顾客还需要提供两个身材尺寸,一个是身高,一个是净胸围。
总体而言,这三个尺寸对顾客来说,要得到准确的数据是不难的。
当顾客提供了衬衫领围、身高和净胸围以后,顾客就可以在型牌网上选择到一个自己的衬衫号型。
大规模定制生产模式理论综述及实践应用
大规模定制生产模式理论综述及实践应用内容摘要:大规模定制生产模式(Mass Customization,MC)是企业参与竞争的新方法,是一种关于企业成功的新思维模式,该模式有效解决了传统的大规模生产方式中不能很好地满足顾客差异化需求的缺陷。
这种面向体验式消费的MC在中国的实践才刚刚开始,本文主要论述了MC的产生背景及相关概念,分析其在国外的相关实践情况,最后研究了大规模定制生产在我国制造业企业中的发展现状及对策。
关键词:大规模定制生产特点应用大规模定制生产理论综述1970年,美国未来学家阿尔文·托夫在《Future Shock》中提出了一种全新的生产方式的设想:以类似于标准化和大规模生产的成本和时间,提供客户特定需求的产品和服务。
1987年,斯坦·戴维斯在《Future Perfect》中首次将这种生产方式命名为“Mass Customization”,即大规模定制(MC)。
1993年,B·约瑟夫·派恩在《大规模定制:企业竞争的新前沿》中给出定义:“大规模定制的核心是产品品种的多样化和定制化急剧增加,而不相应增加成本;范畴是个性化定制产品的大规模生产:其最大优点是提供战略优势和经济价值”。
我国学者祈国宁教授认为,大规模定制是一种“在系统思想指导下,用整体优化的观点,充分利用企业已有的各种资源,在标准技术、现代设计方法、信息技术和先进制造技术的支持下,根据客户的个性化需求,以大批量生产的低成本、高质量和高效率提供定制产品和服务的生产方式”。
大规模定制的基本思路是:根据产品族零部件和产品结构的相似性以及通用性特点,利用标准化、模块化等方法来降低产品的内部多样性,同时增加其外部多样性,为顾客更好感知。
然后,通过重组将产品定制生产全部转化或部分转化为零部件的批量生产,以此迅速向顾客提供质量高、成本低的定制产品。
综上,可以得出大规模定制更全面的定义,即大规模定制是在系统思想指导下,集企业、客户、供应商、员工和环境于一体,用整体优化的观点,充分利用企业已有的所有资源,在标准技术、现代设计方法、信息技术和先进制造技术的支持下,根据顾客的个性化需求,以低成本、高质量和高效率提供定制产品和服务的生产方式。
定制化服务案例

定制化服务案例在当今竞争激烈的市场环境下,企业要想在激烈的竞争中脱颖而出,就必须提供与众不同的定制化服务。
定制化服务是指根据客户的特定需求,为其提供个性化的服务和产品,以满足客户的个性化需求。
本文将以一家成功的定制化服务案例为例,探讨定制化服务的重要性以及成功案例的经验和启示。
某家高端定制家具公司在市场竞争中脱颖而出,主要得益于其独特的定制化服务。
该公司不仅提供高品质的定制家具,更注重与客户的沟通和合作,以满足客户个性化的需求。
首先,该公司在接触客户时,会派遣专业的设计师与客户进行深入的沟通,了解客户的喜好、空间需求、风格偏好等方面的信息,以便为客户量身定制最适合的家具方案。
其次,该公司在生产过程中,严格按照客户的要求进行定制生产,确保每一件家具都能完美地符合客户的需求。
最后,在售后服务方面,该公司也提供定制化的服务,确保客户在使用过程中能够得到及时的支持和帮助。
这家公司的成功经验给我们带来了一些启示。
首先,定制化服务需要与客户建立良好的沟通和合作关系。
只有深入了解客户的需求,才能为其提供真正符合期望的定制化服务。
其次,定制化服务需要企业具备高度的灵活性和个性化定制能力。
企业需要拥有一支专业的团队和先进的生产设备,以应对不同客户的个性化需求。
最后,售后服务也是定制化服务成功的关键。
企业需要在售后服务方面给予客户更多的关怀和支持,以建立长期的合作关系。
总之,定制化服务在当前市场竞争中越发重要,它不仅能够满足客户的个性化需求,还能够提升企业的竞争力和品牌形象。
通过上述成功案例的分析,我们可以看到,定制化服务的成功并非偶然,而是需要企业具备专业的团队、先进的生产设备以及良好的售后服务。
只有这样,企业才能在激烈的市场竞争中脱颖而出,赢得更多客户的青睐和信任。
希望本文的案例分析能够给大家在定制化服务方面带来一些启示,提升企业的服务水平和竞争力。
ZARA公司基于大规模定制的生产运作管理分析

ZARA公司基于大规模定制的生产运作管理分析本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载按钮下载本文档(有偿下载),另外祝您生活愉快,工作顺利,万事如意!面向大规模定制的服装供应链管理主要有三个关键问题需要解决:一是服装企业内部的资源的有效整合和协调;二是利用好外部资源,加以有效整合,与外部建立战略合作伙伴关系;三是准确快速把握消费者需求,建立有效的客户关系管理。
ZARA 公司之所以在其服装供应链的整合和协调上获得如此的成功,是与较好地解决这三个关键问题是分不开的。
一、整合企业内部资源ZARA 公司实现其服装产品的模块化设计,服装产成品零部件的通用化和标准化ZARA 在其生产的面料仓库中有着通用化的面料,根据订单和设计师的要求适时生产,把共性和个性相结合,一方面节约了成本,另一方面也加速了生产速度。
ZARA 公司对于 ERP 系统的应用ZARA 公司将其所有业务流程都视为一个紧密联系的供应链,企业内部不是彼此独立的,而是相互协同作业的子系统,如财务、进销存、生产、维护、服务等,它对其供应链上所有环节如订单、采购、库存、计划、生产、质量控制、物流、财务等进行综合管理,不仅在范围上而且在深度上都为ZARA 公司提供了强有力的管理。
ZARA 的内部控制生产由订单推动,ZARA 为全球各门店经理配备PDA,由各经理根据自己对销售情况的把握和对当地市场的预测将消息反馈给总部,总部的设计人员、市场分析人员和采购人员共同参与设计,发出生产要求由生产工厂进行生产。
物流配送上,所有服装产成品由位于总部拉科鲁尼亚的物流中心发出,从门店经理通过PDA 反馈的信息到新服装产品配送到门店上架不会超过一个星期。
二、整合外部资源ZARA 将采购视为战略性行为Bruce 认为在快速时尚业的服装供应链下,采购已经不再是纯粹的操作性或者技术性的行为了,而必须得上升到战略性层面。
采购对于 ZARA 公司至关重要,因为原材料即面料,全球市场和敏捷供应可以以不同的价格快速给ZARA 公司的生产提供各类面料,这直接影响到ZARA 最终上架的服装产品,可以使得其产品更具竞争力并且取得价格优势,增强对消费者的吸引力。
大规模定制生产模式在我国旅游行业中的应用
大规模定制生产模式在我国旅游行业中的应用进入21世纪以来,发展潜力巨大的大规模定制生产模式陆续被各行各业研究并实践。
21世纪现代工业的迅速发展带来了高度的物质文明,越来越丰富的商品供应带来了激烈的市场竞争,同时也促进了客户的需求的多样化。
企业不但要提高自身的产品生产力,而且也要满足客户不断提高的个性化需求。
当前我国旅游行业面临着经营模式死板、经营成本较高的难题。
本文分析了大规模定制生产模式的意义与特征,将大规模定制生产应用于旅游行业,以期为我国旅游企业应用大规模定制生产模式提供参考。
关键词:大规模定制旅游业生产模式服务需求大规模定制生产模式实施的意义21世纪现代工业的迅速发展带来了高度的物质文明,越来越丰富的商品供应带来了激烈的市场竞争,同时也促进了客户的需求的多样化。
企业不但要提高自身的产品生产力,而且也要满足客户不断提高的个性化需求。
怎样在价值最大化和成本最低化之间求得一个适当的折衷,从而实现企业利润最大化,成为当今企业面临最大的难题。
1970年美国未来学家阿尔文•托夫(Alvin Toffler)在《Future Shock》一书中提出了一种全新的生产方式的设想:以类似于标准化和大规模生产的成本和时间,提供客户特定需求的产品和服务。
1987年,斯坦•戴维斯(Start Davis)在《Future Perfect》一书中首次将这种生产方式称为“Mass Customization”,即大规模定制(MC)。
1993年B•约瑟夫•派恩(B•Joseph Pine II)在《大规模定制:企业竞争的新前沿》一书中写到:“大规模定制的核心是产品品种的多样化和定制化急剧增加,而不相应增加成本;个性化定制产品的大规模生产:其最大优点是提供战略优势和经济价值”。
大规模定制(Mass Customization,MC)是一种集企业、客户、供应商、员工和环境于一体,在系统思想指导下,用整体优化的观点。
充分利用企业已有的各种资源,在标准技术、现代设计方法、信息技术和先进制造技术的支持下,根据客户的个性化需求,以大批量生产的低成本、高质量和效率提供定制产品和服务的生产方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、实现大规模定制生产的途径1、定制生产的类型大规模定制(Mass customization)是个性化定制产品和服务的大规模生产模式。
在大规模定制生产条件下,根据客户需求与标准产品的差异,为满足客户需求,主要有四种策略,按订单研制(RTO),按订单设计(ETO),按订单制造(MTO),按订单装配(ATO)。
不同类型的供货策略,满足客户分离点是不同的。
如下图所示:不同供货策略分离点对比图由上图可以看出,当现有产品越是远离客户需求,则需要专门做的特殊处理就越多,其中工作量最大、供货周期最长、成本也最高的。
因此,如何让分离点尽可能靠近客户需求是提高大规模定制生产效益的出路。
2、通过构件模块化来定制最终产品和服务实现大规模定制的途径有很多种,其中,通过构件模块化来定制最终产品和服务是一个最好的方法。
为了让分离点靠近客户需求,建立能配置成多种最终产品和服务的模块化构件,是一个最好的途径。
规模经济通过构件而不是产品获得,以此达到降低成本和最高的个性化水平。
三、大规模定制生产的实现1、面向生产的产品结构配置管理面向生产的产品配制管理是近年来对ERP系统提出的一个问题。
众所周知,在PDM中从产品设计角度有产品配置管理,但目前这种模式无法解决生产过程对产品结构BOM定制的要求,很难在ERP中使用。
结合机械制造的特点,我们采用视图技术,通过参数选择,自动生成面向生产的定制产品结构BOM。
在产品定制的过程中,最重要的是产品描述,引导客户更合理的地选择产品。
它一方面为设计的具体过程提供了指导,另一方面可以约束客户,使他们可以迅速、方便、无异议地表达他们的需求,用户通过如下的选择形成所需的产品:1)基形产品选择;2)必选的特征件,特征件是产品的基本属性单位,具体描述产品的某一特征,如某一关键尺寸,某力学特征,某运动速度等,例如主轴的转速,有10000转、15000转、20000转等;3)用户的选件与专门定制件,可以为用户分功能列出选件清单和由用户提出新增加件,设计部门依据提出的技术要求进行设计。
下面我介绍一下四种BOM。
EBOM --- 产品设计BOM,产品结构的设计数据,是BOM的基础。
GBOM --- 产品特征BOM,用户定货时根据使用要求选择。
例如,数控机床的主轴转数提供8000转、10000转、15000转和20000转四种,在GBOM中要体现出来。
用户需要15000转的主轴,定货时通过参数选择,系统就自动将其形成用户定制的产品结构CBOM的组成部分。
产品特征选件可以是分布在产品结构的不同层次。
PBOM --- 产品制造BOM,产品的基本结构,不需用户选择,产品必须有的结构。
CBOM --- 用户定制的BOM,用户通过选择特征件、专用件,系统将自动建立用户的定制产品结构。
4种BOM的特点和作用如下表所示:4种BOM的特点和作用对比图我们知道,每个产品肯定是由部件组成的,对于某一个产品来说,有固定部件,这个叫EBOM;也有某些部件可选择,比如说主轴,有一万转,有两万转,这个叫GBOM;再从各级可选件向下展开就是PBOM,再加客户的专有件形成的CBOM,最后就面向CBOM进行生产。
2、适应大规模定制的生产计划传统的MRP计算,为了提高生产效率,在各最终产品按BOM展开后,将按时段合并同类项,对这个合并的同类项生产任务给一个工作令号,也可以说,到产品总装之前,这些生产任务难以与客户订单号挂钩,这种管理模式难以满足以下管理的需要:1)对客户一对一服务的需求:客户关心其订单进度情况,他希望了解整个生产进程中进展状态,而不愿等到为其装配产品时才通报他。
2)对客户定制产品或按批号生产产品的实际成本核算的需求:生产过程中是把定制产品工作令号或批号生产产品工作令看作一个大口袋,凡是名下的料费、工时费统统按产品工作令号归集,无法核算用户定单的实际成本。
3)在尽量缩短交货期以抢占市场,争得更多的用户:如果拿到定单后再组织生产,往往会因为部分物料的制造周期过长而不能及时交货,为此会失掉用户和市场,笼统的预测又会占用过多的资金而增加成本。
3、JIT与MRP计划的有机结合在装配过程中突发情况比较多,配套非常影响完成,尤其是配套装备现场的面积直接影响生产力和质量,这样装配的时候一旦各种原因没有按计划执行,就会导致现场比较混乱,或者中断,形成恶性循环的话,导致不能按时交货。
我们在装配上采取了JIT的思想,传统来说计划可以下达的库存,下达的库存,根据产品下达,根据装配工作令和装配工作路线向各个装配点进行配送,传统是这么做的。
但是在实际过程中,装配线进度不一样,各个装配点的配送申请,按照这个来发货,一旦拿到客户订单的时候,会形成真正总装的结构,总装会提出最终的配送。
这样就使整个装配现场有条不紊。
4、ERP与MES的协同随着现在机械加工自动化程度的升高,底层已经形成一个自动化独立制造单元,叫作MES,就是制造过程发生实时变化的时候,MES要能够及时作出反映报告,并用当前准确的数据对他们进行指导和处理,MES的关键是强调生产过程中的优化和处理,它接受MRP的指令,提取制造工艺过程信息进行作业。
作为车间来讲,是力图车间整体最优化,每一个加工零件会经过多个加工工段完成,同时根据加工零件种类,经页的加工工段不同,按零件加工的工艺、设备能力进行整个排序,形成车间整体最优化,这是车间整体优化过程的一个可视化管理。
从计划下来,到做好排序计划,确认进度,有了窝工对策,再反馈回来,形成一个闭环。
这是加工计划的制作,根据MRP下达的计划,进行排序,并且分配到各个机床。
各个机床按计划执行,按照订单和工艺路线进行执行,执行情况进行确认,完成情况进行确认。
发生窝工现象之后,如何解决采取对策。
同时它分析整个实际的成绩,找出瓶颈,进行反馈信息。
作为大规模定制生产,要ERP跟MES协同的话,有两个方面,一是业务流程的协同,一是信息集成,刚才讲的是业务流程,下面还有一个数据集成。
作为ERP来说,它定时每天早上八点,或者中午,将今天的计划,生产号,车间工作令号,产品号等信息下达给MES,整个协调计划和协调符合进行工作,然后汇报上去,整个数据也协同起来。
整个协同叫业务流程协同和数据协同。
5、ERP与自动化立体库的协同管理现在现代化制造业除了物流自动化,库存自动化也是越来越多,自动化仓库如何与ERP进行集成,按照计划,安全定额,按时把你的料配送到加工现场,配送到施工现场,这个也要做集成。
如下图所示:ERP与自动化立体库协同管理图6、物流信息和财务信息无缝集成大规模定制的成功运用具体案例在传统的营销模式中,产品虽然能够满足某些共同的需要,却不适应由于顾客性格各异造就的多样化偏好。
在消费行为日趋个性化的今天,少批次而大量生产出的产品越来越不灵验了。
因此,定制营销理论和模式应运而生。
定制营销是指企业将每一位顾客都视为一个单独的细分市场,根据个人的特定需求来进行市场营销组合,以满足每位顾客的特定需求的一种营销方式。
定制营销可看作是公司划分细分市场的极端化,即将每个顾客个体看作一个细分市场,因此定制营销在西方被称作“顾客化营销”。
随着人们生活水平的提高,消费者的需求越来越苛刻,消费需求带有浓厚的个性化色彩。
定制营销实际上就是解决顾客多样化需求与企业供给之间矛盾的一种营销方式。
合肥昌河汽车有限责任公司就是大规模定制营销的实践者。
合肥昌河汽车有限责任公司,主要生产“昌河”牌和“飞虎”牌两大微型汽车品牌,主导产品为“昌河”牌面包车、双排座货车和单排座货车三大微型汽车系列产品。
上世纪90年代,由于微车行业的生产能力过剩,各微车厂家产品结构雷同,技术水平相仿,于是相继展开了价格大战。
昌河公司经过调研认为,微型客车已从过去的出租、载客为主,发展成为市内配送、集团专用、快捷服务、特定服务、上班代步等多种用途;微型汽车的用户群体又主要是个体消费者,他们对微型车的个性化有着强烈追求,所以预示着微车已开始进入个性化和多样化发展阶段。
面对如此巨大的个人需求市场,面对越来越理性的个性化消费,面对个性化定制越来越为顾客所注重,公司认为,这种定制与规模化的市场需求有着巨大的潜力,实行定制与规模化优势互补的生产经营方式,已成为企业满足市场需求的必然选择。
(背景)于是,公司于1999年全面推行规模定制生产经营与管理,以市场细分到个性需求的探索实践为墓础,以定制需求的生产为起点,充分满足消费者在个性化、多样化方面的追求,努力扩大定制生产的规模化,逐渐发挥规模生产的优势。
顾客需求是大规模定制的龙头在传统的大规模生产方式中,先生产,后销售,因而大规模生产是一种生产推动型的生产模式。
而在大规模定制中,企业以客户提出的个性化需求为生产的起点,因而大规模定制是一种需求拉动型的生产模式。
所以,作为大规模定制流程中的第一个环节,就是要准确地掌握顾客的需求,而这就必须依赖于用户订单的拉动性。
因此,公司在从导入规模定制的初期就把“订单市场化”及其持续运作放到首位:一是以较高服务满意度保老顾客订单“零流失”。
公司以“随时定随时予”的态度,在交货周期上、在定制质量上保证使顾客满意。
二是以个性化、多样化的全新服务,来吸引更多的新顾客。
三是不断创新,对老市场以新的个性化服务来强化吸引力。
接到订单后,对订单实行程序化管理。
首先是与顾客进行订单内容有效性确认,其次交由销售部门确认,最后交由技术、产品资源、财务部门进行相关内容的确认,以便各项工作迅速接轨。
各方确认后,生产管理部门正式下达定制任务,各生产环节进入定制生产阶段。
规模定制生产经营方式的信息化特点是量大、种类繁多,并要求能及时储存、分析、处理、交换和应用。
为加快对顾客需求的反应速度和敏捷化生产,公司将信息化技术体系作为规模定制的“神经系统”:一是建立定制成本与价格管理的电算化系统,在保证了会计核算信息的准确性、真实性的同时,也保证了核算产品成本、核定销售价格的实时性。
二是利用MRPU建立产品配套资源管理系统,使采购信息,物资进出库信息,物流动态管理信息,资源储备信息,应付账款的入库、记账、付款信息等等大量的数据与流程都得到及时化管理,保证了定制规模化生产经营的高效运作。
三是建立装配适时指导系统,它是根据规模定制的发展,由公司创意、主导开发的一个重要子系统。
四是建立规模定制销售与库存管理系统,其特点是:可以与装配适时指导系统对接,以二维条码信息作管理依据,使销售业务流程和库存管理纳入信息化管理体系,既提高了规模定制销售的作业效率,也使产品的入库、出库、移库、退库等环节都得到有效控制和相应的管理。
五是加快网络化和系统集成的建设步伐,从而保障公司规模定制有更强的竞争力。
柔性化是定制生产的保障既要实现大规模,又要满足客户的个性化需求,就要有生产流程的柔性化。