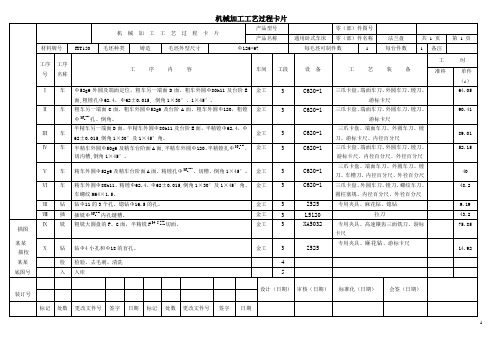
法兰盘工序卡片
CA6140车床法兰盘(84003)工艺过程卡
3
C620-1
三爪卡盘、端面车刀、外圆车刀、镗刀、车槽刀、内径百分尺、外径百分尺
40
Ⅵ
车
精车外圆Φ80h11、精镗Φ62.4,Φ62±0.015,倒角1×30°及1×45°角、车螺纹M64×1.5。
金工
3
C620-1
三爪卡盘、外圆车刀、镗刀、螺纹车刀、圆柱塞规、内径百分尺、外径百分尺
48.2
Ⅶ
钻
金工
3
C620-1
三爪卡盘、端面车刀、外圆车刀、镗刀、游标卡尺、内径百分尺
89.01
Ⅳ
车
半精车外圆Φ50g6及精车台阶面A面,半精车外圆Φ120、半精镗孔Φ ,切沟槽,倒角1×45°。
金工
3
C620-1
三爪卡盘、端面车刀、外圆车刀、镗刀、游标卡尺、内径百分尺、外径百分尺
52.15
Ⅴ
车
精车外圆Φ52g6及精车台阶面A面、精镗孔Φ 、切槽、倒角1×45°。
钻Φ11的3个孔、锪钻Φ16.5的孔。
金工
3
Z525
专用夹具、麻花钻、锪钻
9.19
Ⅷ
插
插铣Φ 内孔键槽。
金工
3
L5120
拉刀
43.2
描图
Ⅸ
铣
粗铣大圆盘的F、G面,半精铣F 切面。
金工
3
XA5032
专用夹具、高速镶齿三面铣刀、游标卡尺
75.85
某某
Ⅹ
钻
钻Φ4小孔和Φ18的盲孔。
金工
3
Z525
专用夹具、麻花钻、游标卡尺
14.92
描校
某某
检
检验、去毛刺、清洗
4
底图号
法兰盘工序卡片一套资料
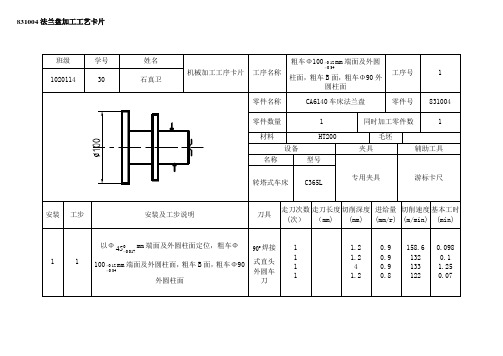
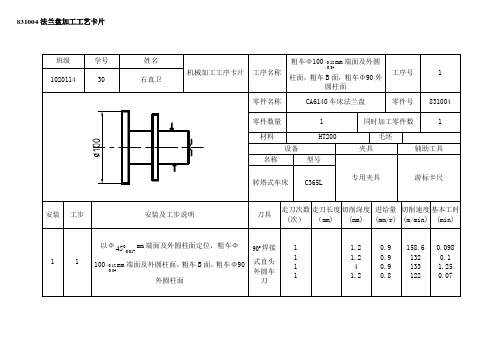
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
法兰盘机械加工工艺过程卡片--1

CA6140
三爪卡盘
车刀
游标卡尺
13
磨削B面
万能外圆磨床
M114W
砂轮
游标卡尺
14
磨削外圆面φ100mm、φ90mm
万能外圆磨床
M114W
砂轮
游标卡尺
15
磨削φ90凸台距离轴线24mm的侧平面
万能外圆磨床
M114W
砂轮
游标卡尺
16
B面抛光
钳工台
游标卡尺
17
Φ100mm划线刻字
18
Φ100mm外圆无光镀铬
铬离子缸
19
检测入库
检验台
游标卡尺、千分尺、塞规、卡规
三爪卡盘
车刀
游标卡尺
230.45min
7
半精车右φ45外圆及右端面,倒角C7,半精车φ90右侧面,切槽3×2,车φ20孔右端倒角C1
卧式车床
CA6140
三爪卡盘
车刀
游标卡尺
75.02min
8
精车φ100柱体左端面、外圆,精车B面,车过渡圆角R5
卧式车床Байду номын сангаас
CA6140
三爪卡盘
车刀
游标卡尺
62.99min
9
粗铣、精铣φ90mm柱体的两侧面
铣床
X63
专用夹具
硬质合金镶齿套面铣刀YT15
游标卡尺
62.99min
10
钻4XΦ9mm透孔
立式摇臂钻床
Z525
专用夹具
高速钢麻花钻Φ9
游标卡尺、千分尺
11
钻φ4孔,扩φ6孔
立式摇臂钻床
z525
专用夹具
高速钢麻花钻Φ4高速钢麻花钻Φ6
法兰盘 机械加工工艺过程卡片
二
钻床Z525
专用夹具,钻头,丝锥,游标卡尺
100
去毛刺
去毛刺
94
终检
终检入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
40
车
以加工过的Ø94mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
50
车
以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔
机
二
卧式车床CA6140
专用夹具,高速钢刀具,游标卡尺
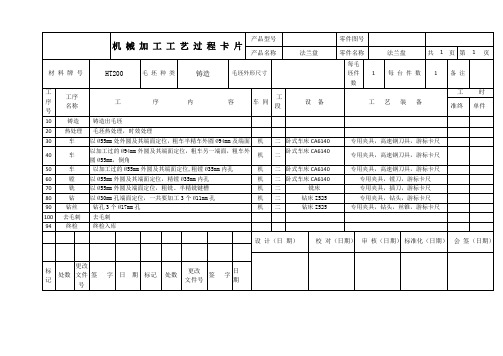
机械加工工艺过程卡片
产品型号
零件图号
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸造
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
铸造
铸造出毛坯
20
热处理
毛坯热处理,时效处理
30
车
以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø94mm及端面
60
镗
以Ø55mm外圆及其端面定位,精镗Ø35mm内孔
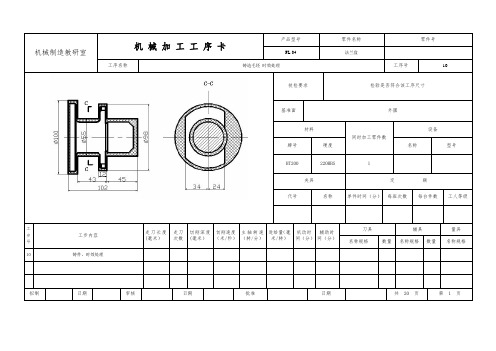
工序卡(法兰盘)--法兰盘工艺课程设计工序卡(有详细工序图)

中北大学机械加工工序卡片工序名称粗车工序号 1零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号三爪自定心卡盘卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持尺寸YG6 45·车刀游标卡尺 1 55 1.2 1.0 90 71 0.612 粗车外圆,保持尺寸YG6 45·车刀游标卡尺 1 20.5 2.5 1.0 90 71 0.23 设计zhang 指导老师马清艳、赵丽琴共14页第1页中北大学机械加工工序卡片工序名称粗车工序号 2零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号三爪自定心卡盘卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持YG6 45·车刀游标卡尺 1 312 1 90 14 0.352 粗车外圆YG6 45·车刀游标卡尺 1 43.5 1.85 1 90 13 0.48 设计zhang 指导老师马清艳、赵丽琴共14页第2页中北大学机械加工工序卡片工序名称钻孔工序号 3零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔18锥柄麻花钻内径百分表 1 108 9 0.81 185 10.5 0.722 扩孔19.7锥柄扩孔钻内径百分表 1 98.8 0.85 1 150 93 0.673 粗绞孔20钢锥柄机用铰刀内径百分表 1 98 0.12 0.96 185 11.6 0.554 精绞孔20钢锥柄机用铰刀内径百分表 1 97.8 0.03 0.5 185 11.6 1.055 倒角1×45·YG6 45·车刀游标卡尺 1 2.8 1 1 185 11.6 0.03 设计zhang 指导老师马清艳、赵丽琴共14页第3页中北大学机械加工工序卡片工序名称粗车工序号 4零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 30 1.2 1 90 14 0.172 倒角1.5×45·YG6 90·车刀游标卡尺 13 1.5 1 90 14 0.023 粗车外圆,YG6 90·车刀游标卡尺 1 35.1 1.85 1 90 14 0.204 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 26.2 1.2 1 90 14 0.155 粗车端面,保持尺寸mm YG6 90·车刀游标卡尺 1 26.2 0.9 1 90 14 0.156 粗车外圆YG6 90·车刀游标卡尺 1 10.3 1.8 1 90 14 0.077 车圆角YG6外圆车刀游标卡尺 1 5 2 1 90 14 0.13 设计zhang 指导老师马清艳、赵丽琴共14页第4页中北大学机械加工工序卡片工序名称半精车工序号 5零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号芯轴卧式车床C620-1工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 55 1 1 185 58.1 0.302 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 27.5 0.9 1 185 58.1 0.153 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 22.5 0.9 1 185 52.3 0.134 半精车端面,保持尺寸YG15 端面车刀游标卡尺 1 26.85 0.8 1 185 52.3 0.155 半精车外圆YG15 切槽刀千分尺 1 34.2 0.5 1 185 26 0.186 半精车外圆YG15 切槽刀千分尺 1 10.6 0.55 1 185 52.3 0.077 半精车外圆YG15 切槽刀千分尺 1 44.7 0.5 1 185 26 0.25 设计zhang 指导老师马清艳、赵丽琴共14页第5页中北大学机械加工工序卡片工序名称精车工序号 6零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具卧式车床C616A工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 精车端面,保持尺寸YG30 端面车刀游标卡尺 1 55 0.8 0.1 305 98.8 1.832 精车端面,保持尺寸YG30 端面车刀游标卡尺 1 27.35 0.8 0.1 305 86.2 0.92 设计zhang 指导老师马清艳、赵丽琴共14页第6页中北大学机械加工工序卡片工序名称铣工序号7零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具立式铣床X51工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 粗铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 110.2 20 2.5 65 20.4 0.752 粗铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 91.8 10 2.5 65 20.4 0.623 半精铣平面,保证尺寸镶齿三面刃铣刀游标卡尺 1 94.1 1 1.2 65 7.8 1.224 精铣平面,保持尺寸镶齿三面刃铣刀游标卡尺 1 111.2 1 0.9 65 6.6 1.70 设计zhang 指导老师马清艳、赵丽琴共14页第7页中北大学机械加工工序卡片工序名称钻孔工序号8零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具摇臂钻床Z3025工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔8.4锥柄麻花钻头内径百分表 1 12.6 4.2 0.5 630 16 0.05×42 绞孔9锥柄机用铰刀内径百分表 1 55.2 1 1 400 12 0.15×4 设计zhang 指导老师马清艳、赵丽琴共14页第8页中北大学机械加工工序卡片工序名称钻孔工序号9零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具摇臂钻床Z3025工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 钻孔4锥柄麻花钻头内径百分表 1 16.652 0.2 1600 23 0.072 钻孔 5.8锥柄麻花钻头内径百分表 1 10.7 1 0.3 630 12 0.073 绞孔6锥柄机用铰刀内径百分表 1 9 0.05 0.08 630 12 0.18 设计zhang 指导老师马清艳、赵丽琴共14页第9页中北大学机械加工工序卡片工序名称磨削工序号10零件名称法兰盘(CA6140)零件号 1材料毛坯牌号硬度型式重量HT200 HBS170~241 铸造设备夹具辅助工具名称型号专用夹具万能磨床M131W工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1 磨B面、、成型磨具千分尺 1 50 0.4 10 65 39.6 0.082 磨外圆平行砂轮千分尺 2 1 0.075 10 65 39.6 0.023 磨外圆平行砂轮千分尺 2 28 0.075 10 65 39.6 0.054 磨平面,保持尺寸24平行砂轮游标卡尺 1 76 0.0 10 65 39.6 0.13 设计zhang 指导老师马清艳、赵丽琴共14页第10页。
法兰盘工艺卡工序卡资料

镀铬14 检测入库车间工序号工序名材料牌号1粗车左边两个端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ70mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.552 粗车φ130mm端面90°外圆车刀、游标卡136 38.4 0.72 2 1 0.094 0.853 粗车φ130mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.354 粗车φ70mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.09车间工序号工序名材料牌号2钻、扩、粗铰、精铰中心孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 5min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ40mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.352 扩φ40mm的孔至φ扩孔钻、内径150 8.7 0.96 1.66 0.8741mm 千分尺3 粗铰φ41mm的孔至φ41.95mm铰刀、内径千分尺300 6.5 0.40 0.95 1.124 精铰φ41.95mm的孔至φ42mm铰刀、内径千分尺450 3.2 0.40 0.95 1.83车间工序号工序名材料牌号3粗车右边端面外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 粗车φ55mm端面90°外圆车刀、游标卡尺136 38.4 0.72 2 1 0.094 0.252 粗车φ55mm外圆90°外圆车刀、游标卡尺136 42.7 0.92 2 1 0.094 0.22车间工序号工序名材料牌号4半精车左两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液盘工位器具编号工位器具名称工序工时准终单件0 2min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ70mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.722 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.96车间工序号工序名材料牌号5半精车右两个端面、外圆、倒角、退刀槽HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 2.52min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 半精车φ55mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.542 车退刀槽3×3mm 3mm宽切刀、游标卡尺238 45.2 0.3 0.5 1 0.094 0.053 半精车φ130mm端面90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.964 半精车φ55mm外圆90°外圆车刀、游标卡尺238 79.3 0.3 2 1 0.094 0.455 车倒角4×25°25°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.056 车倒角C145°外圆车刀、游标卡尺238 45.3 0.3 0.5 1 0.094 0.05车间工序号工序名材料牌号6精车左边两个端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数车间工序号工序名材料牌号7精车右两个外圆和端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数卧式车床CA6141夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件0 0.82min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量背吃刀量进给次数工步工时机动min辅助min1 精车φ130mm端面90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.352 精车φ130mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.083 精车φ55mm外圆90°合金外圆车刀、游标卡尺322 91 0.23 0.16 1 0.094 0.25车间工序号工序名材料牌号8 精铣拨叉头前后两端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式铣床X51 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 22.1s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/z背吃刀量mm进给次数工步工时机动s辅助s1 精铣φ130mm左面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 1.8252 精铣φ130mm右面YG6硬质合金镶齿铣刀、游标卡尺380 21.477 0.2 1.0 1 11.05 2.135车间工序号工序名材料牌号9 钻透孔并扩孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 4 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.4min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.112 扩φ7mm的孔至φ12mm,深度6mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.25车间工序号工序名材料牌号10 钻透孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 2 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具编号工位器具名称工序工时准终单件0 0.15min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm透孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.11车间工序号工序名材料牌号11 钻、扩、铰紧固孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1 设备名称设备型号设备编号同时加工件数立式钻床Z4025 1夹具编号夹具名称切削液压板工位器具工位器具名称工序工时准终单件0 0.8min工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时机动min辅助min1 钻φ7mm孔麻花钻、内径千分尺400 22.6 0.72 0.88 0.092 扩φ7mm的孔至φ7.9mm扩孔钻、内径千分尺150 8.7 0.96 1.66 0.233 铰φ7.9mm的孔至φ8mm铰刀、内径千分尺300 6.5 0.40 0.95 0.34车间工序号工序名材料牌号12划线刻字HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数专用机床1夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1左端刻字字形高5,刻线宽3,深0.5车间工序号工序名材料牌号13外圆无光镀铬HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸件1 1设备名称设备型号设备编号同时加工件数机床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r进给次数工步工时机动min辅助min1外圆无光镀铬车间工序号工序名材料牌号14 检测入库HT200毛坯种类毛坯外形尺寸每毛坯可制件数每件数铸。
(完整版)法兰盘机械加工工序卡
机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘工序名称铸造毛坯时效处理工序号10技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格10 铸件,时效处理拟制日期审核日期批准日期共 20 页第 1 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称粗车φ100mm柱体左端面、外圆,粗车B面工序号10技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格20 粗车∅100柱体左端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺30 粗车∅100mm外圆柱面10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺40 粗车B面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺50 粗车∅90外圆面 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 钻床Z525摇臂钻床夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格60 钻孔保证尺寸∅18mm 91 1 2 31.4 555 0.3 0.098 0.8 高速钢直柄麻花钻∅181 三爪卡盘 1 游标卡尺70 扩孔保证尺寸∅19.8mm 91 1 2 17.4 275 0.3 0.1 0.5 高速钢直柄麻花钻∅19.81 三爪卡盘 1游标卡尺80 粗铰孔保证尺寸∅19.94mm 91 1 2 16.7 2750.5 0.83 0.5锥柄机铰刀1 三爪卡盘 1游标卡尺90 精铰孔保证尺寸∅20 91 1 2 17.2 2750.5 0.87 0.5 锥柄机铰刀∅20 1三爪卡盘 1 游标卡尺拟制日期审核日期批准日期共 20 页第 3 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称粗车右φ45mm右端面、外圆,φ90mm外圆及右端面工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格100 粗车∅45mm端面94 1 27.4 94 600 1.2 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺110 粗车∅45mm外圆至∅46.2mm 10 1 4.4 117.75 750 2.2 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺120 粗车∅90mm右端面 1 1.2 135 480 1.2 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 4 页机械制造教研室机 械 加 工 工 序 卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车φ100左端面、外圆,半精车B 面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3技检要求 检验是否符合该工序尺寸基准面 外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定 额代号名称 单件时间(分) 每班次数 每台件数 工人等级KAPAN三爪卡盘11 A 工步号 工步内容走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分)刀具 辅具量具名称规格数量 名称规格 数量 名称规格 130 半精车∅100mm 端面 94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 140 半精车∅100mm 外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 150 半精车B 面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 160 半精车∅90mm 外圆∅92mm 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1 游标卡尺 170 车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C122150 480 0.9 0.87 0.545°成形车刀1 三爪卡盘1游标卡尺 拟制日期审核 日期批准日期共 20 页 第 5 页 机械制造教研室 机 械 加 工 工 序 卡 产品型号 零件名称 零件号 FL-04 法兰盘 831004 工序名称 半精车φ100左端面、外圆,半精车B 面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3 技检要求 检验是否符合该工序尺寸 基准面 外圆 材料 同时加工零件数 设备 牌号 硬度 名称 型号 HT200 220HBS 1 车床 CA6140 夹具 定 额 代号 名称 单件时间(分) 每班次数 每台件数 工人等级 KAPAN 三爪卡盘 1 1 A 工步号工步内容 走刀长度(毫米) 走刀次数 切削深度(毫米) 切削速度(米/秒) 主轴转速(转/分) 进给量(毫米/转) 机动时间(分) 辅助时间(分) 刀具 辅具 量具 名称规格 数量 名称规格 数量 名称规格 180 半精车∅100mm 外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺190 半精车B 面 23 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 200 半精车∅90mm外圆∅92mm 23 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀 1 三爪卡盘 1 游标卡尺 210车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C11 2 2 150 480 0.9 0.87 0.545°成形车刀 1 三爪卡盘 1 游标卡尺拟制日期审核日期 批准日期共 20 页 第 6 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车右φ45mm外圆及右端面,倒角C7,半精车φ90mm右侧面,切槽3×2,车φ20mm孔右端倒角C1 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格270 精车∅100mm端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺280 精车∅100mm外圆至∅100mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺290 精车B面保证尺寸∅45mm 28 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺300 车过渡圆角R5 2 2 2 150 750 0.9 0.87 0.5 R5圆角车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 8 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔φ20mm 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 钻床Z525摇臂钻床夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格350 钻孔保证尺寸∅18mm 91 1 2 31.4 555 0.3 0.098 0.8 高速钢直柄麻花钻∅181 三爪卡盘 1 游标卡尺360 扩孔保证尺寸∅19.8mm 91 1 2 17.4 275 0.3 0.1 0.5 高速钢直柄麻花钻∅19.81 三爪卡盘 1游标卡尺370 粗铰孔保证尺寸∅19.94mm 91 1 2 16.7 2750.5 0.83 0.5锥柄机铰刀1 三爪卡盘 1游标卡尺380 精铰孔保证尺寸∅20 91 1 2 17.2 2750.5 0.87 0.5 锥柄机铰刀∅20 1三爪卡盘 1 游标卡尺拟制日期审核日期批准日期共 20 页第 10 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称半精车φ100左端面、外圆,半精车B面并倒角C1.5,半精车φ90外圆,φ20左侧倒角C1 工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 车床CA6140夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 三爪卡盘 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格420 半精车∅100mm端面94 1 2 100 480 0.9 0.098 0.8 09号90°偏头车刀1 三爪卡盘 1 游标卡尺430 半精车∅100mm外圆至∅102mm 10 1 2 150 480 0.9 0.1 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺440 半精车B面 1 2 133 400 0.9 0.83 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺450 半精车∅90mm外圆∅92mm 2 2 150 480 0.9 0.87 0.5 09号90°偏头车刀1 三爪卡盘 1游标卡尺460车∅100,∅90外圆倒角C1.5,∅20孔左端倒角C1 2 2 150 480 0.9 0.87 0.545°成形车刀1 三爪卡盘 1游标卡尺拟制日期审核日期批准日期共 20 页第 12 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻4Xφ9mm透孔工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 铣床X63夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 铣床夹具 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格550 钻孔保证尺寸∅4mm 94 1 2 100 200 0.9 0.098 0.8 高速钢直柄麻花钻∅81 钻床夹具 1 游标卡尺560 扩孔保证尺寸∅6mm 10 1 2 150 200 0.9 0.1 0.5 高速钢直柄扩孔钻∅8.41钻床夹具1游标卡尺拟制日期审核日期批准日期共 20 页第 16 页机械制造教研室机械加工工序卡产品型号零件名称零件号FL-04法兰盘831004工序名称钻φ4mm孔,扩、铰φ6mm孔工序号 3技检要求检验是否符合该工序尺寸基准面外圆材料同时加工零件数设备牌号硬度名称型号HT200 220HBS 1 铣床X63夹具定额代号名称单件时间(分)每班次数每台件数工人等级KAPAN 铣床夹具 1 1 A工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格570 钻4X∅9mm孔保证尺寸∅8mm 94 1 2 100 200 0.9 0.098 0.8 高速钢直柄麻花钻∅81 钻床夹具 1 游标卡尺580 扩4X∅9mm孔保证尺寸∅8.4mm 10 1 2 150 200 0.9 0.1 0.5 高速钢直柄扩孔钻∅8.41钻床夹具1游标卡尺590 铰4X∅9mm孔保证尺寸∅9mm 28 1 2 133 290 0.9 0.83 0.5 锥柄机铰刀∅91钻床夹具1游标卡尺拟制日期审核日期批准日期共 20 页第 17 页。
CA6140法兰盘标准加工工序卡片
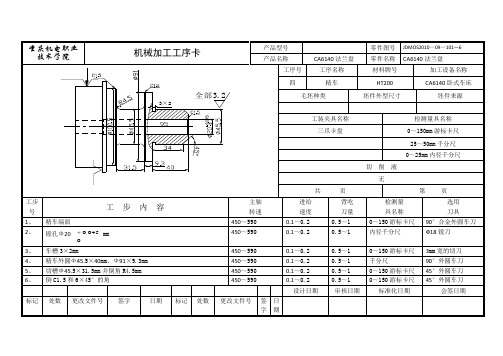
重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—6产品名称CA6140法兰盘零件名称CA6140法兰盘3×23.2全部工序号工序名称材料牌号加工设备名称四精车HT200 CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺25~50mm千分尺0~25mm内径千分尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、精车端面450~5900.1~0.20.5~10~150游标卡尺90°合金外圆车刀2、镗孔Ф20045 .0mm450~5900.1~0.20.5~1内径千分尺Ф18镗刀3、车槽3×2mm450~5900.1~0.20.5~10~150游标卡尺3mm宽的切刀4、精车外圆Ф45.5×40mm、Ф91×9.3mm450~5900.1~0.20.5~1千分尺90°外圆车刀5、切槽Ф45.5×31.5mm并倒角R4.5mm450~5900.1~0.20.5~10~150游标卡尺45°外圆车刀6、倒C1.5和6×45°的角450~5900.1~0.20.5~10~150游标卡尺45°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—7产品名称零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称五粗、精车端面HT200 CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗、精车右端面保证总长91mm 450~5900.1~0.20.8~10~150游标卡尺90°外圆车刀2、精车外圆Ф100.5mm 450~5900.1~0.20.8~10~150游标卡尺90°外圆车刀3、倒C1的角450~5900.1~0.20.8~10~150游标卡尺45°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—8产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称六粗、精铣HT200 X5030普通铣床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板0~150游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗铣Ф90.5mm外圆,铣削距离26mm和36mm 300~4500.2~0.31~30~150游标卡尺立式铣刀Ф30mm2、精铣Ф90.5mm保证铣削距离24.5mm和34.5mm 450~5900.1~0.20.8~10~150游标卡尺立式铣刀Ф30mm设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—9产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称七钻孔HT200 Z4025立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板塞规0~150游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、钻孔4×Ф9mm 300~4500.2~0.30.8~1内径千分尺Ф4的麻花钻设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—10产品名称CA6140法兰盘零件名称CA6140法兰盘A A A A工序号工序名称材料牌号加工设备名称八钻孔HT200 Z4025立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘塞规切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、钻孔Ф4mm 300~4500.2~0.3塞规Ф4的麻花钻2、扩孔Ф5.8mm 300~4500.2~0.3塞规Ф5麻花钻3、绞孔Ф6mm 300~4500.2~0.3塞规Ф 5.8和Ф 6的铰刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业 技术学院机械加工工序卡产品型号零件图号 JDMOS2010—09—101—11 产品名称CA6140法兰盘 零件名称 CA6140法兰盘工序号 工序名称 材料牌号 加工设备名称 九粗、精磨削 HT200 MGB1432万能磨床毛坯种类坯件外型尺寸坯件来源工装夹具名称 检测量具名称 三爪卡盘 0~150游标卡尺顶尖 千分尺切 削 液共 页第 页工步号 工 步 内 容主轴 转速进给 速度 背吃 刀量 检测量 具名称 选用 刀具1、 粗磨Ф456.00-mm 槽及圆角R5,槽壁,Ф45017.00-mm 外圆,Ф90mm 外圆及倒角C1.5 1500~28005~8 0.3~0.5 0~150游标卡尺 2、精磨Ф456.00-mm 槽及倒角R5,Ф45017.00-mm 外圆保证粗糙度为Ra0.8,Ф456.00-mm外圆、槽壁、Ф90mm 外圆及倒角C1.5,保证粗糙度为Ra0.8。
法兰盘工序卡片一套
831004法兰盘加工工艺卡片班级学号姓名机械加工工序卡片工序名称粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面工序号 11020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ0017.045-mm端面及外圆柱面定位,粗车Φ10012.034.0--mm端面及外圆柱面,粗车B面,粗车Φ90外圆柱面90︒焊接式直头外圆车刀11111.21.241.20.90.90.90.8158.61321331220.0980.11.250.07班级学号姓名机械加工工序卡片工序名称粗车Φ0017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
工序号 21020114 30 石真卫零件名称CA6140车床法兰盘零件号831004零件数量 1 同时加工零件数 1材料HT200 毛坯设备夹具辅助工具名称型号专用夹具游标卡尺转塔式车床C365L安装工步安装及工步说明刀具走刀次数(次)走刀长度(mm)切削深度(mm)进给量(mm/r)切削速度(m/min)基本工时(min)1 1以Φ10012.034.0--mm端面及外圆柱面定位,粗车Φ017.045-mm端面及外圆柱面,粗车Φ90mm右端面。
90︒焊接式直头外圆车刀1111.21.31.20.90.80.8187891220.060.090.07班级 学号 姓名 机械加工工序卡片 工序名称 钻Φ20045.00+mm 孔,并粗铰。
工序号 3102011430石真卫零件名称 CA6140车床法兰盘零件号 831004 零件数量 1 同时加工零件数1 材料HT200毛坯设备夹具辅助工具名称 型号 专用夹具游标卡尺转塔式车床C365L安装 工步 安装及工步说明 刀具 走刀次数(次) 走刀长度(mm) 切削深度(mm) 进给量(mm/r) 切削速度(m/min) 基本工时(min)1 1以Φ10012.034.0--mm 端面及外圆柱面定位,钻Φ20045.00+mm 孔,并粗铰。
机械制造课程设计CA法兰盘机械加工工艺过程卡片及工序卡片
面铣刀Φ50mm、游标卡尺、专用夹具
6
铣削后平面
粗铣及半精铣法兰盘后平面
X51
整体硬质合金立铣刀、专用夹具
7
铣削前平面
粗铣及半精铣法兰盘前平面
X51
端面车刀, 专用夹具,游标卡尺
8
钻Φ9mm孔
钻 mm孔
Z525
麻花钻,专用夹具,游标卡尺
9
钻Φ6、Φ4孔
钻Φ6、Φ4孔
Z525
麻花钻,专用夹具,内径百分尺
每 台 件 数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能外圆磨床
M1412
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
磨削Φ90mm外圆面
砂轮
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
0
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
工艺过程卡片(法兰盘)--法兰盘工艺课程设计工艺过程卡
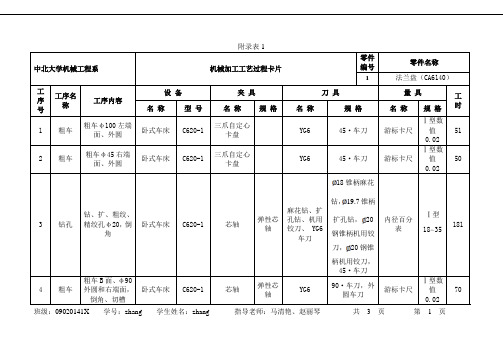
中北大学机械工程系
机械加工工艺过程卡片
零件编号
零件名称
1
法兰盘(CA6140)
工序号
工序名称
工序内容
设备
夹具
刀具
量具
工时
名称
型号
名称
规格
名称
规格
名称
规格
1
粗车
粗车φ100左端面、外圆
卧式车床
C620-1
三爪自定心卡盘
YG6
45·车刀
游标卡尺
Ⅰ型数值0.02
51
2
粗车
粗车φ45右端面、外圆
卧式车床
镀铬
14
检验入库
按零件图样要求检查
班级:09020141X学号:zhang学生姓名:zhang指导老师:马清艳、赵丽琴共3页第3页
C620-1
三爪自定心卡盘
YG6
45·车刀
游标卡尺
Ⅰ型数值0.02
50
3
钻孔
钻、扩、粗绞、精绞孔φ20,倒角
卧式车床
C620-1
芯轴
弹性芯轴
麻花钻、扩孔钻、机用铰刀、YG6车刀
18锥柄麻花钻, 19.7锥柄扩孔钻, 20钢锥柄机用铰刀, 20钢锥柄机用铰刀,45·车刀
内径百分表
Ⅰ型18~35
181
4
粗车
粗车B面、φ90外圆和右端面,倒角、切槽
卧式车床
C620-1
芯轴
弹性芯轴
YG6
90·车刀,外圆车刀
游标卡尺
Ⅰ型数值0.02
70
班级:09020141X学号:zhang学生姓名:zhang指导老师:马清艳、赵丽琴共3页第1页
5
法兰盘工序卡片

工艺 装备
主轴 转速 (r/s)
切削速度 (m/min)
进给量 (mm/r)
背吃刀 量
(mm)
进给 次数
工步工时 (s)
机动 辅助
8
158.6
0.9
4
1 5.88
8
132
0.9
1
2
6
6.7
126
0.9
2
15 75
3.05
51.7
0.76
4
1 0.20
9.22
89
0.8
1.2
1 3.6
12.5
89
0.8
工艺
Ⅷ
毛坯种 类
毛坯外形尺寸
铸件
设备名 称
设备型号
立式钻 床
Z525
夹具编号
钻孔 每毛坯可制件数
1 设备编号
夹具名称
HT200 每台件数
1 同时加工件
数
切削液
工位器具编号
工位器具名称
工序工时 (s)
准终 单件
主轴 切削速度 进给量 背吃刀 进给 工步工时
19 / 25 下载文档可编辑
号
1
钻 4* Φ9 孔
1
工 步内容 精铰Φ 20 的孔
工艺 装备
更改文 标记 处数
件号
签
标
日期
字
记
处数
主轴 转速 (r/s)
切削速度 (m/min)
进给量 (mm/r)
背吃刀 量
(mm)
进给 次数
工步工时 (s)
机动 辅助
5
19.3
0.5
43.8
设计 (日 期)
审核 (日 期)
法兰盘工序卡全套
机械加工工序卡片
产品型号
大批量
零件图号
彭艺策
产品名称
法兰盘
零件名称
法兰盘
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
金工车间
1
粗车左端成型
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140型卧式车床
1
夹具编号
夹具名称
切削液
乳化液
工位器具编号
0.1
1
725
137.2
25
0.6
1
2
铣平面
铣刀,游标卡尺
725
137.2
25
0.6
1
辽宁科技大学
机械加工工序卡片
产品型号
大批量
零件图号
彭艺策
产品名称
法兰盘
零件名称
法兰盘
共
11
页
第
8
页
车间
工序号
工序名称
材料牌号
金工车间
8
精铣两平面
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
金工车间
3
半精车左端成型
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法兰盘工序卡片案场各岗位服务流程销售大厅服务岗:1、销售大厅服务岗岗位职责:1)为来访客户提供全程的休息区域及饮品;2)保持销售区域台面整洁;3)及时补足销售大厅物资,如糖果或杂志等;4)收集客户意见、建议及现场问题点;2、销售大厅服务岗工作及服务流程阶段工作及服务流程班前阶段1)自检仪容仪表以饱满的精神面貌进入工作区域2)检查使用工具及销售大厅物资情况,异常情况及时登记并报告上级。
班中工作程序服务流程行为规范迎接指引递阅资料上饮品(糕点)添加茶水工作要求1)眼神关注客人,当客人距3米距离时,应主动跨出自己的位置迎宾,然后侯客迎询问客户送客户注意事项15度鞠躬微笑问候:“您好!欢迎光临!”2)在客人前方1-2米距离领位,指引请客人向休息区,在客人入座后问客人对座位是否满意:“您好!请问坐这儿可以吗?”得到同意后为客人拉椅入座“好的,请入座!”3)若客人无置业顾问陪同,可询问:请问您有专属的置业顾问吗?,为客人取阅项目资料,并礼貌的告知请客人稍等,置业顾问会很快过来介绍,同时请置业顾问关注该客人;4)问候的起始语应为“先生-小姐-女士早上好,这里是XX销售中心,这边请”5)问候时间段为8:30-11:30 早上好11:30-14:30 中午好 14:30-18:00下午好6)关注客人物品,如物品较多,则主动询问是否需要帮助(如拾到物品须两名人员在场方能打开,提示客人注意贵重物品);7)在满座位的情况下,须先向客人致歉,在请其到沙盘区进行观摩稍作等待;阶段工作及服务流程班中工作程序工作要求注意事项饮料(糕点服务)1)在所有饮料(糕点)服务中必须使用托盘;2)所有饮料服务均已“对不起,打扰一下,请问您需要什么饮品”为起始;3)服务方向:从客人的右面服务;4)当客人的饮料杯中只剩三分之一时,必须询问客人是否需要再添一杯,在二次服务中特别注意瓶口绝对不可以与客人使用的杯子接触;5)在客人再次需要饮料时必须更换杯子;下班程序1)检查使用的工具及销售案场物资情况,异常情况及时记录并报告上级领导;2)填写物资领用申请表并整理客户意见;3)参加班后总结会;4)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.3.3吧台服务岗1.3.3.3.1吧台服务岗岗位职责1)为来访的客人提供全程的休息及饮品服务;2)保持吧台区域的整洁;3)饮品使用的器皿必须消毒;4)及时补充吧台物资;5)收集客户意见、建议及问题点;1.3.3.3.2吧台服务岗工作及流程阶段工作及服务流程班前阶段1)自检仪容仪表以饱满的精神面貌进入工作区域2)检查使用工具及销售大厅物资情况,异常情况及时登记并报告上级。
班中工作程序服务流程行为规范问询需求按需求提供饮品客户离开后清理桌面阶段工作及服务流程服务准迎客:保得知需客户班中工作程序工作要求注意事项1)在饮品制作完毕后,如果有其他客户仍在等到则又销售大厅服务岗呈送;2)所有承装饮品的器皿必须干净整洁;下班程序5)检查使用的工具及销售案场物资情况,异常情况及时记录并报告上级领导;6)填写物资领用申请表并整理客户意见;7)参加班后总结会;8)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.4展示区服务岗岗位职责1.3.4.1车场服务岗1.3.4.1.1车场服务岗岗位职责1)维护停车区的正常停车秩序;2)引导客户车辆停放,同时车辆停放有序;3)当车辆挺稳时,上前开车门并问好;同时提醒客户锁好车门;4)视情况主动为客户提供服务;5)待车辆停放完好后,仔细检查车身情况请客户签字确认;1.3.4.1.2阶段工作及服务流程班前阶段1)自检仪容仪表2)检查周边及案场区设备、消防器材是否良好,如出现异常现象立即报告或报修3)检查停车场车位是否充足,如有异常及时上报上级领导班中工作程序服务流程行为规范1.敬礼2.指引停车3.迎客问好4.目送阶段工作及服务流程班中工作程序工作要求注意事项1)岗位应表现良好的职业形象时刻注意自身的表现,用BI规范严格要求自己2)安全员向客户敬礼,开车门,检查车辆情况并登记,用对讲系统告知销售大厅迎宾,待客人准备离开目送客人离开;迎送引导敬为问指引销售检查车为引敬下班程序1)检查使用的工具情况,异常情况及时记录并报告上级领导;2)参加班后总结会;3)统计访客量;4)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.4.2展示区礼宾岗1.3.4.2.1展示区礼宾岗岗位职责1)对过往的客户行标准的军礼,目视;2)与下一交接岗保持信息联系,及时将信息告知下一岗位,让其做好接待工作;3)热情礼貌的回答客户的提问,并做正确的指引;4)注视岗位周边情况,发现异常及时上报上级领导;1.3.4.2.2展示区礼宾岗工作及服务流程阶段工作及服务流程班前阶段1)自检仪容仪表2)检查周边及案场区设备、消防器材是否良好,如出现异常现象立即报告或报修班中工作程序服务流程敬礼问指引样板敬礼目送行为规范1.迎接客户2.指引客户3.为客户提供帮助4.目送客户工作要求注意事项1)礼宾岗必须掌握样板房户型、面积、朝向、在售金额、物业服务管理费用等客户比较关注的话题;2)礼宾岗上班后必须检查样板房的整体情况,如果发现问题必须及时上报并协助销售进行处理;3)视线范围内见有客户参观时,远处目视,待客户行进1.5米的距离时,敬军礼并主动向客户微笑问好,“欢迎您来参观样板房,这边请,手势指引样板房方向”;阶段工作及服务流程班中工作程序工作要求注意事项4)参观期间,礼宾岗需注意背包或穿大衣等可以重点人员进行关注,避免样板房的物品丢失,当巡检时发现有物品丢失及时上报上级领导,对参观的可疑人员进行询问,根据销售部的意见决定是否报警;5)样板房开放时间,在未经销售、项目部允许而进行拍照、摄像等行为劝阻,禁止任何人员挪动展示物品;6)样板房开放时礼宾岗要关注老人、小孩、孕妇及行动不便的人群,对在参观过程中出现的意外及物品损坏必须及时上报上级领导,根据销售部的意见进行处理并做好登记;7)样板房开放期间礼宾岗要礼貌准确的回答客户的问题,对不能回答的问题需引导给销售人员由其进行解答,严禁用含糊不清或拒绝来回答;8)留意客户是否离开样板房,通知电瓶车司机来接客户;9)当客户参观完毕离开样板房,待客户1.5米距离时微笑敬礼目送客户,手势指向出门的方向,若电瓶车未到,向客户致歉并说明电瓶车马上就到;10)每天下班要对样板房物品进行检查并做好登记,如出现丢失或损坏须向上级领导呈报,根据销售部意见进行处理并做好记录;11)礼宾岗下班后要关闭样板房的水源、电源及监控系统并与晚班人员做好交接;12)对于特殊天气,样板房礼宾岗要检查周边环境,以防不则;下班程序1)检查使用的工具情况,异常情况及时记录并报告上级领导;2)参加班后总结会;3)统计访客量;4)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.4.3电瓶车服务岗1.3.4.3.1电瓶车服务岗岗位职责1)严格按照规定的路线及线路行驶,将客人送到指定地点;2)正确执行驾驶操作流程,确保车行安全;3)了解开发建设项目的基本情况并使用统一说辞,在允许的情况下礼貌回答客户问题;4)车辆停放时及时对车辆进行清洁,确保车辆干净;5)负责车辆的检查;6)对车辆实施责任化管理,未经允许任何人不得驾驶;7)不允许非客户人员乘坐电瓶车;8)做好电瓶车的交接工作1.3.4.3.2电瓶车服务岗工作及服务流程阶段工作及服务流程班前阶段1)自检仪容仪表2)检查电瓶车运行状态,如发现问题立即上报上级领导进行维修并做好记录班中工作程序服务流程行为规范1)迎接客户上车2)转弯、减速、避让提示客户3)下车提示客户小心工作要求注意事项1)电瓶车驾驶员载客至样板房过程中禁止鸣笛、超速、遇车避让;2)客户上车时应主动问好,欢迎您来到XX项目,车辆行驶时应提示客户坐稳扶好,到达目的地时,驾驶员提示客户样板房已经到达请小心下车,客户离开电瓶车时应说:欢迎下次乘坐,谢谢再见,问指引车辆起车辆行驶下请慢走;3)带客户下车时应检查车上是否有遗留物品,并提示客户随身带好物品;4)电瓶车必须严格按照规定路线行驶;5)做好行车记录;下班程序1)待客户全部离开后将电瓶车开至指定位置,并将车辆进行清洁及充电;2)整理客户意见,参加班后会;3)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.5样板房服务岗1.3.5.1样板房讲解岗岗位标准1.3.5.1.1样板房讲解岗岗位职责1)负责来访样板房客户的全程接待与讲解;2)协助、配合置业顾问介绍;3)客户离开后,样板房零星保洁的处理;4)收集客户意见、建议及现场问题点的填写(样板房日常庶务)反馈单,下班后递交案场负责人;1.3.5.1.2样板房讲解刚工作及服务流程阶段工作及服务流程班前阶1)自检仪容仪表,以饱满的工作状态进入工段作;2)检查样板房设备设施运行情况,如有异常及时上报并做好登记;3)检查样板房保洁情况及空调开启情况;设备设施班中工作程序服务流程行为规范1)站立微笑自然2)递送鞋套3)热情大方、细致讲解4)温馨道别保持整洁工作要求注意事项1)每日对接样板房设备清单,检查空调开启及保洁状态;2)站在样板房或电梯口,笑意盈盈接待客户;3)顾客出现时,身体成30度角鞠躬“欢迎光顾XX样板房”4)引领入座并双手递上鞋套,双手递上时不宜过高,与客人坐下时的膝盖同高;5)与客户交谈时声音要足,吐字清晰避迎客,引导客协助置向客户免重复;6)专注你接待的客户,勿去应其他客户,以示尊重,对其他客户微笑点头以示回应;7)若无销售人员带领的客户,要主动介绍房子的户型及基本信息,谈到房子的价位时请客户直接与销售人员联系不要直接做回答;8)参加样板房时,未经销售或其他人员允许谢绝拍照及录像,谢绝动用样板房物品及附属设施,对客遗失物品做好登记并上报上级领导;9)时刻注意进入样板房的客户群体,特别是小孩,要处处表达殷勤的关心,以示待客之道;10)时刻留意客户的谈话,记下客户对样板房的关注点和相关信息;11)送别,引领客户入座示意脱下鞋套双手承接,客户起身离去时,鞠躬说感谢您参观样板房,并目送客户离开;下班程序1)检查样板房设备设施是否处于良好的运营状态,如出现异常及时维修;2)需对接样板房物品清单;3)整理客户意见,参加班后会;4)积极配合销售人员的接待工作,如果下班时间已经到,必须待客人离开后下班;1.3.5.2样板房服务岗岗位标准(参见销售大厅服务岗岗位标准)1.3.6案场服务岗管理要求培训及例会岗前培训BI规范及楼盘基本情况在岗培训每月至少一次1)公司企业文化2)客户服务技巧3)客户心理培训4)突发事件处理5)营销知识培训6)职业安全7)7S现场管理例会日会:每日参加案场管理岗组织的总结会并及时接收案场信息周会:每周参加管理岗组织的服务类业务点评会客户信息收集反馈每日汇总客户信息反馈到案场管理岗样板房客户车场岗客户监督考核1)考核频次:至少每月一次;2)考核人:案场管理岗;3)每月汇总客户信息反馈表,依据上级检查及客户满意度调查情况进行绩效加减;4)由案场负责人直接考核;5)连续两个月考核不合格者直接辞退1.4案场基础作业岗1.4.1案场基础作业岗任职资格岗位类型岗位名称任职资格基础作业岗安全岗基本要求:1)男性:身高1.80米以上;2)年龄:(18-30)岁;3)普通话标准;4)学历:高中以上;技能要求:1)熟悉项目的基本情况2)具备过硬的军事素质素质要求:1)性格:开朗、主动服务意识强有亲和力;2)从业经历:具有同岗位经验半年以上案场保洁岗及绿化养护岗基本要求:1)男女不限;2)年龄30岁以下3)学历:初中以上技能要求“案场保洁岗:熟知药剂使用及工具使用案场绿化养护岗:熟知树木习性及绿化养护知识素质要求:具有亲和力,对保洁及绿化工作有认同感案场技术保障岗基本要求:男性五官端正学历:中专(机电一体化)技能要求:1)具有水或电及空调证书;2)熟悉各岗位操作工具的使用;3)同岗工作一年以上素质要求:踏实肯干,具有亲和力及主动服务意识1.4.2案场基础作业岗通用行为规范通用规范 参照标准君正物业员工BI 规范手册1.4.3安全岗岗位标准1.4.3.1安全岗岗位职责1)负责销售案场管理服务区域的安全巡视工作,维持正常秩序;2)监督工作区域内各岗位工作状态及现场情况及时反馈信息;3)发现和制止各种违规和违章行为,对可疑人员要礼貌的盘问和跟踪察看;4)谢绝和制止未经许可的各类拍照、摆放广告行为;1.4.3.2安全岗作业要求1)按照巡视路线巡视签到检查重点部位;2)遇见客户要站立、微笑、敬礼,礼貌的回答客户的提问并正确引导;3)人过地净,协助案场保洁人员做好案场的环境维护;4)在每一巡视期内检查设备设施运行状态并做好记录;5)协助做好参观人员的车辆引导、指引和执勤工作;6)积极协助其他岗位工作,依据指令进行协助;1.4.4保洁岗岗位标准1.4.4.1保洁岗岗位职责1)负责案场办公区域、样板房及饰品的清洁工作;2)负责案场外围的清洁工作;3)负责案场垃圾的处理;4)对案场杂志等资料及时归位;1.4.4.2保洁岗作业要求1)每天提前半小时上岗,对案场玻璃、地面等进行全方位清洁;2)卫生间每十分钟进行一次巡视性清洁;3)阴雨天提前关闭门窗;4)掌握清洁器具的使用;5)熟知清洁药剂的配比及使用;1.4.5绿化岗岗位标准1.4.5.1绿化岗岗位职责1)负责管理区域内一切绿化的养护;2)确保绿化的正常存活率;3)对绿植进行修剪及消杀;1.4.6案场技术岗岗位标准1.4.6.1案场技术岗岗位职责1)全面负责案场区域内设备设施的维护、维修及保养;2)协助管理岗完成重大接待工作案场的布置;3)现场安全的整体把控;1.4.6.2案场技术岗岗位要求1)每日案场开放前对辖区设备设施进行检查,保障现场零事故;2)每日班后对设备设施进行检查保障正常运行并做好相关记录;3)报修后5分钟赶到现场;4)接到异常天气信息,对案场设备进行安全隐患排除;1.4.7案场基础作业岗岗位要求培训及例会岗前培训BI规范及楼盘基本情况在岗培训每月至少一次1)公司企业文化2)客户服务技巧3)客户心理培训4)突发事件处理5)营销知识培训6)职业安全7)7S现场管理例会日会:每日参加案场管理岗组织的总结会并及时接收案场信息周会:每周参加管理岗组织的服务类业务点评会客户信息收集反馈每日汇总客户信息反馈到案场管理岗监督考核1)考核频次:至少每月一次;2)考核人:案场管理岗;3)每月汇总客户信息反馈表,依据上级检查及样板房客户车场岗客户客户满意度调查情况进行绩效加减;4)由案场负责人直接考核;5)连续两个月考核不合格者直接辞退2服务创新案例项目推荐亮点服务为客户爱车提供遮阳服务服务员面向客户时刻关注客户上午11点给客户送上点心,关怀到心2服务创新案例项目推荐亮点服务夏日毛巾送清凉,冬日毛巾暖人心洗手间提供百宝箱样板房门口提供卷尺待客户使用摆件销售大厅销售大厅标准摆设:布置整齐规范布置整齐规范水中花、烟缸、百宝箱、项目推介书茶几物品、花、烟缸水中花时尚周围用木桩装饰垃圾桶装饰(石子边缘放置一枚花卉)垃圾桶上方加印LOGO整齐的伞架样板房没有电样板房门口鞋销售大厅设置梯所设的温馨字画套分门别类摆放娱乐实施(桌球等)湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称CA6140法兰盘共10页第1页车间工序号工序名材料牌号Ⅰ粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140潍坊学院机电工程学院机械加工工序卡片产品型号零(部件)图号产品名称CA6140法兰盘零(部件)名称CA6140法兰盘共10页第2页车间工序号工序名材料牌号Ⅱ钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式Z525湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第3页车间工序号工序名材料牌号Ⅲ精铰HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第4页车间工序号工序名材料牌号Ⅳ半精车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式CA6140湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第5页车间工序号工序名材料牌产品名称法兰盘零(部件)名称法兰盘共10页第6页车间工序号工序名材料牌号Ⅵ粗铣HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1 设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称切削液湖南工业大学机械加工工序卡片产品型号零(部件)图号产品名称法兰盘零(部件)名称法兰盘共10页第7页车间工序号工序名材料牌号Ⅶ精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数。