高温旋风分离器中心筒运行中产生的问题与解决方法
300MW CFB锅炉旋风分离器堵塞原因分析及解决方法
300MW CFB锅炉旋风分离器堵塞原因分析及解决方法【摘要】针对辽宁调兵山煤矸石电厂2号CFB锅炉,在运行中多次发生旋风分离器堵塞事故。
从CFB锅炉结构、设备维护、运行调整等几方面进行分析,并提出了解决方法。
【关键词】300MW CFB;分离器堵塞;原因分析;解决方法Abstract:For Liaoning Diaobingshan 2nd CFB boilers in gangue power plant,Cyclone separator blocking incident occurred more than once in the running.Runs from CFB boiler structure,equipment maintenance,adjustment,as well as an analysis,and proposes solutions.引言调兵山电厂2×300MW机组配备锅炉为上海锅炉厂生产的SG-1065/17.5-M804型、亚临界中间再热,单锅筒自然循环、循环流化床锅炉。
由于安装、调试、运行经验不足,运行中多次发生旋风分离器堵塞。
分离器堵塞影响灰循环系统不能正常循环,堵塞灰下落后,影响床压不稳定、突变,甚至导致翻床。
堵塞后短时间不及时疏通,影响汽温快速下降,床温急剧升高,易发生床层结焦及分离器、外置床结焦,使机组被迫停运。
通过跟踪CFB锅炉的运行及西安电科院的调试,最终总结出旋风分离器堵塞的原因及解决方法。
一、旋风分离器堵塞的原因旋风分离器堵塞的原因主要是制造、施工、养护、运行调整不当造成的。
如浇注料脱落、中心筒脱落、内部构件脱落,造成异物堵塞及运行异常、返料阀故障,造成堵塞。
调兵山电厂2号CFB锅炉,运行中发生分离器堵塞的原因,经电厂技术人员、运行人员、西安电科院专家分析,一是分离器立管上部棚灰,二是返料阀结焦或出口堵塞造成的。
二、旋风分离器堵塞的现象分离器上部棚灰与返料阀结焦或出口堵塞现象不同,表现在返料阀参数变化趋势相反。
催化旋风分离器机械故障的原因分析

CHENGSHIZHOUKAN 2019/15城市周刊90催化旋风分离器机械故障的原因分析连 仲 中国石油抚顺石化公司石油二厂罗 茜 中国石油抚顺石化公司烯烃厂摘要:近些年来,随着经济发展,现代化建设水平也突飞猛进。
催化裂化装置旋风分离器的操作条件比较苛刻,其温度比较高、分离催化剂的浓度大。
旋风分离器在长时间运行过程中承受各种机械载荷、高温和压力载荷、介质腐蚀,尤其是颗粒的冲蚀和摩擦等作用,某些零部件的功能不可避免会逐渐失效,最后发生各种各样的机械故障,例如冲蚀、磨损、断裂、堵塞等。
这些故障是影响催化裂化装置长周期运行的主要因素之一。
当旋风分离器发生机械故障后,主要的表现形式是分离效率下降,出口催化剂浓度上升,催化剂跑损量增大,压力降和压力也随之发生变化。
这些外部的表现形式与机械故障之间存在着直接的联系,可以通过旋风分离器跑损催化剂的浓度、粒度变化、入口速度和压力降的增大或减小、压力的波动等,对故障做出诊断,确定产生故障的原因和位置,为后续故障的消除提供支持。
关键词:催化旋风分离器;机械故障;原因分析催化裂化工艺中旋风分离器被用来进行催化剂与油气或与烟气的分离,是保证催化裂化装置长周期安全稳定运行的主要设备。
旋风分离器在高温和高浓度的环境下长时间工作有可能发生各种机械故障,例如冲蚀、磨损、断裂、堵塞等,这些故障是导致分离效率下降,催化剂跑损量增大,压力降减小等的主要原因之一。
这些不同的机械故障所引起的操作参数变化和跑损催化剂的物性变化是有所不同的,有些参数是突变的,有些是渐变的,还有一些是波动变化的,这些变化与机械故障之间存在着密切联系。
可以通过跑损催化剂的浓度和粒度的变化,旋风分离器入口速度和压力降的变化对旋风分离器产生机械故障的原因进行诊断和分析。
一、机械故障和催化剂跑剂催化裂化旋风分离器系统通常是由多组多级并联旋风分离器、翼阀料腿、吊柱和拉杆支架等构成。
旋风分离器系统长期处于高浓度气固两相流的流动环境中,一方面承载着不稳定两相流的诱导振动,另一方面受到流动颗粒的冲蚀磨损。
旋风分离器及回料阀阻塞的现象及原因【2015.1.22】

一、旋风分离器及回料阀堵塞时的现象及原因
1.回料阀又称“返料器”,旋风分离器和回料阀都发生堵塞时的主要现象有:
(1)炉膛压力增大;
(2)床压下降【返料不及时】;
(3)尾部烟道负压增大【没有烟气流入】;
(4)烟气阻力增大【没有动力】;
(5)回料阀高料位报警;
(6)回料阀温度上升迅速。
(7)一次风量增大;
(8)汽温、汽压、负荷均下降。
注:我觉得分离器与回料阀阻塞是一个很矛盾的东西,一方面烟气出不去造成炉内压力增大,另一方面物料回不来造成床压减小;
2.常见原因:
(1)回料阀故障:①高压流化风量低,使回料阀堵灰;②风帽损坏,造成风室堵灰;③旋风分离器、立管或回料阀等处耐火保温材料脱落而影响返料,造成堵灰;
(2)回料立管有堵塞,大量的灰由分离器中心管逸出,中心管内壁严重磨穿;
(3)分离器内积灰、结焦;
(4)返料风和松动风的配风不合理;
(5)返料温度过高,已结焦;
(6)给煤中细颗粒比例较大,回料阀内燃烧强烈,造成堵灰结焦;
(7)煤质变化大;
(8)局部床温过低,给煤量过大,大量较细碳粒进入回料阀内强烈燃烧,造成结焦。
循环流化床锅炉旋风分离器事故分析与改造措施
循环流化床锅炉旋风分离器事故分析与改造措施【摘要】旋风分离器效率的提高是循环流化床锅炉经济运行的关键,其设备的长期完好运转是循环流化床锅炉稳定运行的关键。
通过对旋风分离器常见事故的分析、总结、提出并实施改造,为循环流化床锅炉满负荷运行提供保证。
【关键词】旋风分离器中心筒分离效率改造措施1 前言循环流化床锅炉的分离机构是循环流化床锅炉的关键部件之一,其主要作用是将大量高温固体物料从气流中分离出来送回燃烧室,以维持燃烧室的快速流化状态,保证燃料和脱硫剂多次循环,反复燃烧和反应,使锅炉达到理想的燃烧效率和脱硫效率。
黑化集团热电分厂的四台济锅生产的YG-75/3.82-M1型循环流化床锅炉采用高温绝热旋风分离器和悬挂中心筒,在运行中出现大量事故。
近几年在实践中对事故的不断分析总结和对设备的不断改造,使锅炉能够长期安全高效稳定运行。
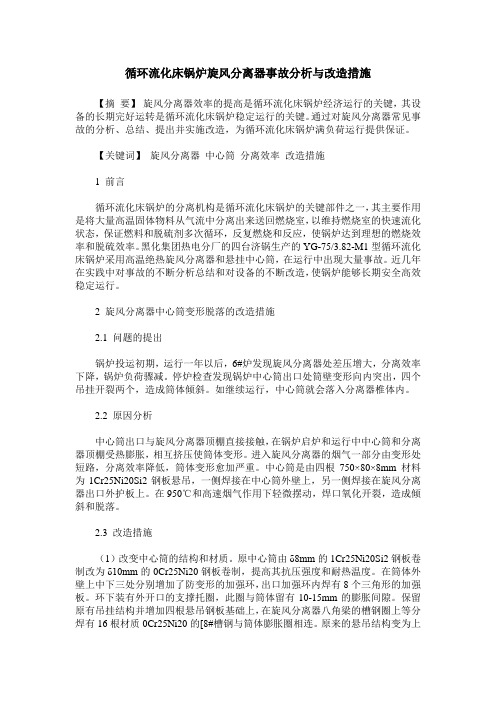
2 旋风分离器中心筒变形脱落的改造措施2.1 问题的提出锅炉投运初期,运行一年以后,6#炉发现旋风分离器处差压增大,分离效率下降,锅炉负荷骤减。
停炉检查发现锅炉中心筒出口处筒壁变形向内突出,四个吊挂开裂两个,造成筒体倾斜。
如继续运行,中心筒就会落入分离器椎体内。
2.2 原因分析中心筒出口与旋风分离器顶棚直接接触,在锅炉启炉和运行中中心筒和分离器顶棚受热膨胀,相互挤压使筒体变形。
进入旋风分离器的烟气一部分由变形处短路,分离效率降低,筒体变形愈加严重。
中心筒是由四根750×80×8mm材料为1Cr25Ni20Si2钢板悬吊,一侧焊接在中心筒外壁上,另一侧焊接在旋风分离器出口外护板上。
在950℃和高速烟气作用下轻微摆动,焊口氧化开裂,造成倾斜和脱落。
2.3 改造措施(1)改变中心筒的结构和材质。
原中心筒由δ8mm的1Cr25Ni20Si2钢板卷制改为δ10mm的0Cr25Ni20钢板卷制,提高其抗压强度和耐热温度。
在筒体外壁上中下三处分别增加了防变形的加强环,出口加强环内焊有8个三角形的加强板。
13 两起CFB锅炉旋风分离器中心筒故障的分析与处理
万方数据
第6期
李文广。等:两起CFB锅炉旋风分离器中心筒故障的分析与处理47
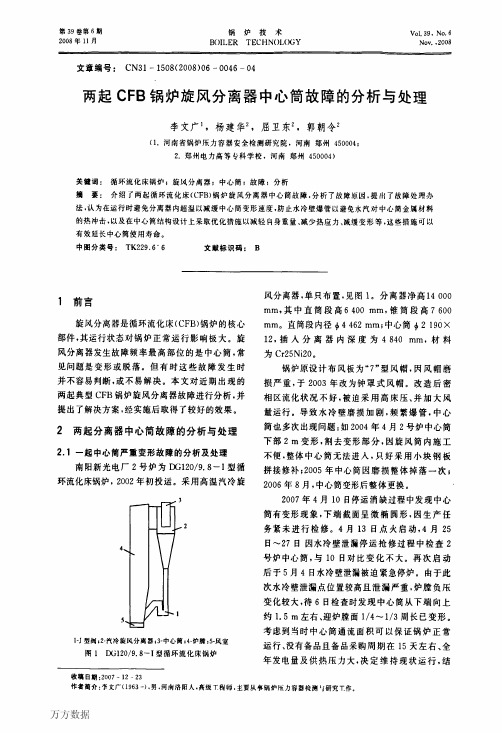
果启动后运行不到3天即发生中心筒严重变形 故障。 2007年5月10日10:30:OO,2号炉运行人 员发现炉膛出口压力上升较大,回料器异常.迅 速加大引风。调整燃烧。但锅炉出口压力继续上 升。从分离器顶部密封不严处及回料器立管膨胀 节处喷出大量的烟灰。运行人员判断中心筒变 形严重。为保证设备安全,锅炉降低负荷,主蒸
2
务紧未进行检修。4月13日点火启动,4月25 日"-27日因水冷壁泄漏停运抢修过程中检查2 号炉中心筒,与10日对比变化不大。再次启动 后于5月4日水冷壁泄漏被迫紧急停炉。由于此 次水冷壁泄漏点位置较高且泄漏严重,炉膛负压 变化较大,待6日检查时发现中心筒从下端向上 约1.5 m左右、迎炉膛面1/4~1/3周长已变形。 考虑到当时中心筒通流面积可以保证锅炉正常
卜汽包;2-二级过热器;3-水冷屏;4-布风板;5-高温旋风分离器l 6一三级过热器17-一级过热器;8-省煤器;9-空气预热器;
10一电除尘器
图3
YG--240
t/h循环流化床锅炉示意图
该炉曾于2007年4月进行大修,当时旋风分 离器结构没发现异常。故障前最近一次锅炉冷 态启动是6月4日,6月24日23:00:00至25日 凌晨1号锅炉出现以下故障现象: (1)床压下降不能维持,被迫间歇停运滚筒 冷渣机,减少排渣。 (2)床温升高难以控制,被迫减少给煤,降 低出力至180 t/h运行。 (3)炉膛差压明显降低,炉膛出口温度由正 常时的900℃以上降低至800℃左右。
℃。冷渣机排渣管喷渣,被迫停用冷渣机,改用
前墙
事故放渣。排渣中出现焦块,有些呈柱状,明显 是在排渣管中形成。在此期间,还发现以下异常 现象:尾部撞击式飞灰取样时,发现尾部烟道右 侧灰量大大增加,灰粗,色黄白,与回料阀循环灰 相似,含碳量低(<1%);而左侧撞击式飞灰取样
循环流化床锅炉旋风分离器事故分析与改造措施

循环流化床锅炉旋风分离器事故分析与改造措施作者:王元胜来源:《中国科技纵横》2013年第02期【摘要】旋风分离器效率的提高是循环流化床锅炉经济运行的关键,其设备的长期完好运转是循环流化床锅炉稳定运行的关键。
通过对旋风分离器常见事故的分析、总结、提出并实施改造,为循环流化床锅炉满负荷运行提供保证。
【关键词】旋风分离器中心筒分离效率改造措施1 前言循环流化床锅炉的分离机构是循环流化床锅炉的关键部件之一,其主要作用是将大量高温固体物料从气流中分离出来送回燃烧室,以维持燃烧室的快速流化状态,保证燃料和脱硫剂多次循环,反复燃烧和反应,使锅炉达到理想的燃烧效率和脱硫效率。
黑化集团热电分厂的四台济锅生产的YG-75/3.82-M1型循环流化床锅炉采用高温绝热旋风分离器和悬挂中心筒,在运行中出现大量事故。
近几年在实践中对事故的不断分析总结和对设备的不断改造,使锅炉能够长期安全高效稳定运行。
2 旋风分离器中心筒变形脱落的改造措施2.1 问题的提出锅炉投运初期,运行一年以后,6#炉发现旋风分离器处差压增大,分离效率下降,锅炉负荷骤减。
停炉检查发现锅炉中心筒出口处筒壁变形向内突出,四个吊挂开裂两个,造成筒体倾斜。
如继续运行,中心筒就会落入分离器椎体内。
2.2 原因分析中心筒出口与旋风分离器顶棚直接接触,在锅炉启炉和运行中中心筒和分离器顶棚受热膨胀,相互挤压使筒体变形。
进入旋风分离器的烟气一部分由变形处短路,分离效率降低,筒体变形愈加严重。
中心筒是由四根750×80×8mm材料为1Cr25Ni20Si2钢板悬吊,一侧焊接在中心筒外壁上,另一侧焊接在旋风分离器出口外护板上。
在950℃和高速烟气作用下轻微摆动,焊口氧化开裂,造成倾斜和脱落。
2.3 改造措施(1)改变中心筒的结构和材质。
原中心筒由δ8mm的1Cr25Ni20Si2钢板卷制改为δ10mm 的0Cr25Ni20钢板卷制,提高其抗压强度和耐热温度。
旋风除尘器运行时的问题
旋风除尘器运行时的问题污水处理网整理旋风除尘器启动前的准备工作:检查各连接部位是否连接牢固;检查除尘器与烟道,除尘器与灰斗,灰斗与排灰装置,输灰装置等结合部的气密性,消除漏灰,漏气现象.一、旋风除尘器启动前的准备工作1.检查各连接部位是否连接牢固。
2.检查除尘器与烟道,除尘器与灰斗,灰斗与排灰装置、输灰装置等结合部的气密性,消除漏灰、漏气现象。
3.关小挡板阀,启动通风机、无异常现象后逐渐开大挡板阀,以便除尘器通过规定数量的含尘气体。
二、运行时技术要求1.注意易磨损部位如外筒内壁的变化。
2.含尘气体温度变化或湿度降低时注意粉尘的附着、堵塞和腐蚀现象。
3.注意压差变化和排出烟色状况。
因为磨损和腐蚀会使除尘器穿孔和导致粉尘排放,于是除尘效率下降、排气烟色恶化、压差发生变化。
4.注意旋风除尘器各部位的气密性,检查旋风筒气体流量和集尘浓度的变化。
三、作业后的技术工作1.为防止粉尘的附着和腐蚀,除尘作业结束后让除尘器继续运行一段时间,直到陶瓷旋风除尘器内完全被清洁空气置换后方可停止除尘器运行。
2.消除内筒、外筒和叶片上附着的粉尘,清除灰斗内的粉尘。
3.必要时修补磨损和腐蚀引起的穿孔。
4.检查各部位的气密性,必要时更换密封元件。
5.按照旋风除尘器使用说明书的规定对风机进行例行保养。
旋风除尘器运行时的各项技术要求:注意易磨损部位如外筒内壁的变化,压差变化和排出烟色状况。
含尘气体温度变化或湿度降低时注意粉尘的附着、堵塞和腐蚀现象。
旋风除尘器各部位的气密性,检查旋风筒气体流量和集尘浓度的变化。
旋风除尘器在长期使用中,为了达到低阻高效性能其结构不断进行改进,改进措施主要有:(1)进气通道由切向进气改为回转通道进气,通过改变含尘气体的浓度分布、减少短路流排尘量。
回转通道在90°左右时阻力较小。
(2)把传统的单进口改为多进口,有效地改进旋转流气流偏心,同时旋风除尘器阻力显著下降。
(3)在筒锥体上加排尘通道,防止到达壁面的粉尘二次返混。
300MW CFB锅炉旋风分离器中心筒变形脱落问题分析

300MW CFB锅炉旋风分离器中心筒变形脱落问题分析旋风分离器是循环流化床锅炉的重要部件,分离器的分离效率直接关系到锅炉的安全经济运行。
旋风分离器中心筒变形下移,造成气体短路引起分离器分离效率下降,分离器中心筒脱落,影响了锅炉的安全经济运行。
本文针对这些问题,分析了原因并采取了一系列措施,取得了一定的效果。
标签:旋风分离器;中心筒变形;措施循环流化床锅炉的旋风分离器是循环流化床锅炉的核心部件之一,中心筒是连接安装在旋风分离器上部部件,即排气管。
它不仅排出分离后的烟气,与分离器的外筒体形成环形通道,进入分离器的烟气绕着中心筒旋转,在离心力和重力作用下,大部分灰粒被分离出来,送回炉膛,以保证燃料多次循环燃烧反应,含有细灰的烟气向上折转成为旋流,由中心筒排出进入尾部烟道。
1 300 MW CFB锅炉及其分离器内蒙古京泰电厂采用DG1089/17.45-II1 型锅炉,锅炉为循环流化床、亚临界参数,一次中间再热自然循环汽包炉、紧身封闭、平衡通风、固态排渣、全钢架悬吊结构、炉顶设密封罩壳。
锅炉主要由一个膜式水冷壁炉膛,三台汽冷式旋风分离器和一个由汽冷包墙包覆的尾部竖井(HRA)三部分组成。
2 分离器出现问题分析2.1 13分离器中心筒变形及参数变化中心筒变形的影响:(1)中心筒变形后,炉膛上部差压低,带来床温升高,回料器温度升高、分離器入口烟温升高。
(2)影响烟气流旋转速度和分布,导致分离效率下降,循环物料浓度降低,锅炉烟气飞灰含碳量升高,锅炉不完全燃烧损失增大,锅炉效率降低。
烟气中的固体颗粒增加还会使过热器和烟道受热面磨损加剧,影响锅炉的安全运行。
(3)中心筒严重变形引起的浇注料脱落,进而使中心筒与烟道接口处超温烧红。
脱落的浇注料引起回料器回料不畅,回料器振动。
具体参数变化如下:机组负荷315MW,13分离器中心筒脱落时参数有较为明显的波动,脱落前后参数变化如下:回料器入口静压由-0.5KPa突升至1.2KPa;分离器出入口差压由1369Pa降至1235Pa;回料器料位有波动,由22.5KPa降至20KPa后升高至25.5KPa,稳定约2分钟后又降至至21.6KPa左右达到平衡状态;伴随床压由5.6KPa降至4.5KPa,炉膛上部差压由1.15KPa降至0.99KPa,锅炉床温由942℃升高至958℃。
旋风分离器斜三通管损坏原因分析及措施

旋风分离器斜三通管损坏原因分析及措施旋风分离器斜三通管是热力发电厂气力循环系统中常见的换热器,其损坏对整个循环系统的运行会产生严重影响。
因此,对旋风分离器斜三通管的损坏原因进行深入分析,并给出相应的措施,是确保热力发电厂气力循环系统的安全运行的重要依据。
旋风分离器斜三通管损坏的原因主要有以下几个方面:一是材料质量问题。
旋风分离器斜三通管由不锈钢制成,如果使用非优质材料,容易产生锈蚀而损坏斜三通管。
二是焊接质量问题。
焊接时如果不按照正确的焊接方式,或采用非标准焊材,会造成焊缝不牢固,甚至漏焊等质量问题,进而导致斜三通管出现损坏象。
三是安装质量问题。
如果斜三通管的安装不当,会导致管道的弯曲变形,加速斜三通管损坏。
四是操作质量问题。
在斜三通管操作过程中,如果操作不当,会导致斜三通管出现破损、松动等现象,从而产生损坏。
依据以上分析,为了确保旋风分离器斜三通管的安全使用,应当采取一定的措施,如下:(一)使用材料要求有效的预防损坏的主要措施之一是使用优质的材料,采用高质量的304不锈钢,这样可以大大减少斜三通管的锈蚀情况。
(二)确保焊接质量所有的焊接作业环节都应当按照焊接标准进行,选择标准焊材,拆卸或连接管件之前,应当检查质量,确保每一处焊缝都是完全牢固。
(三)正确安装斜三通管的安装要根据设计和操作要求来进行。
安装好后,要按时进行维护保养,做到及时采取措施修复和补强,以确保斜三通管支架的牢固度。
(四)合理操作在操作斜三通管时,要严格按照操作规程进行,加强安全操作,严格按照技术要求进行安装,尽量减少斜三通管的破损、移动和振动等现象的发生。
总之,旋风分离器斜三通管的损坏,主要是由于材料质量、焊接质量、安装质量及操作质量等问题引起的。
为此,应当采取有效的措施,完善斜三通管的质检管理,以确保其安全可靠,维护热力发电厂气力循环系统的稳定性。
旋风分离器斜三通管损坏原因分析及措施

旋风分离器斜三通管损坏原因分析及措施旋风分离器作为热能互换设备的重要组成部分,其工作的稳定性和可靠性直接关系到整个系统的安全运行。
近期由于旋风分离器斜三通管受损,系统的运行受到了一定的影响,为了确保系统安全运行,本文对于旋风分离器斜三通管受损原因进行分析并提出了相应的改善措施。
一、旋风分离器斜三通管损坏原因1、质选择错误:旋风分离器斜三通管若采用不合格的材料,或者不是防腐蚀要求的材质,则容易发生腐蚀,影响正常使用。
2、毒物质作用:旋风分离器斜三通管容易受到有毒物质的侵蚀作用,如果使用条件不当,容易出现断裂、损坏等情况。
3、行环境:环境因素是影响斜三通管损坏的重要因素,如温度过高、湿度过大等,都会导致斜三通管受损。
4、行条件不当:斜三通管在运行中,如果条件不当的话也会发生损坏,例如操作不当,过度使用等。
二、风分离器斜三通管改善措施1、择合格的材料:对于旋风分离器斜三通管的材料,要求选择防腐蚀的合格材料,以确保在环境各种变化下,保证斜三通管使用寿命。
2、免有毒物质:在使用旋风分离器斜三通管时,要避免接触有毒物质,以免发生腐蚀,确保正常使用。
3、制环境:环境受到良好的控制可以有效防止斜三通管受损,如控制温度和湿度,改善施工环境等。
4、严格操作:只有在正确的操作条件下,才能使斜三通管使用得到最佳状态,不能过度使用,以免损坏斜三通管。
综上所述,旋风分离器斜三通管的损坏原因主要有材质不良,受有毒物质侵蚀,操作不当,以及环境因素。
要保证旋风分离器斜三通管能够正常使用,上述几点在实际操作中都要注意,只有正确的措施和方法才能有效地防止斜三通管的损坏。
为此,本文还针对此类情况建议如下几点措施,正确选择材料,避免有毒物质侵蚀,控制环境,严格操作等,这些措施和方法都有利于降低斜三通管的受损率,保证系统的正常运行。
总之,旋风分离器斜三通管的正常使用与维护是十分必要的,正确选择材料和环境以及严格操作,都有助于减少斜三通管受损,保证旋风分离器的稳定性和可靠性,以保证系统的安全运行。
旋风分离器故障汇总

J阀(旋风分离器)故障(此故障主要出现在国产化的CFB锅炉)。
J阀(旋风分离器)故障主要现象J阀入口静压波动大导致J阀回料不连续,床压、床温出现大幅度的波动,严重时破坏外循环,使尾部受热面积灰严重,造成尾部烟道再燃烧,损坏空预器。
J阀(旋风分离器)故障主要原因1)旋风分离器回料不正常。
旋风分离器因灰位较高而影响了分离器的分离效果,从而使一定量未分离灰进入烟道造成空预器积灰严重,引起J阀入口静压波动。
2)过高的循环倍率造成J阀循环灰量过大,超出J阀流通能力。
3)燃烧工况的突然改变破坏了J阀的循环。
4)流化风配比不恰当,J阀回料未完全流化。
J阀(旋风分离器)故障采取措施1)发现回料不正常时,及时对旋风分离器的风量进行调整,必要时降低锅炉负荷;尾部烟道积灰严重时,加强对其吹灰(注意控制炉膛负压),必要时采用从事故放灰口放灰。
2)适当降低冷渣器用风,适当提高二次风量的比例,降低燃烧风量,保证炉内的燃料和床料在炉内有足够的停留时间,即增加内循环的时间和数量,降低旋风分离器的物料比例。
3)在燃烧工况突然改变导致循环被破坏时,应及时调整锅炉运行参数建立新的平衡。
4)加强对J阀风量配比的经验总结,寻找J阀各部分最优化参数,选择合适流化风量和松动风,建议在风量调定且回料正常时,不宜对该风量做随意变更。
料层差压不能控制的过于低。
当料层过于薄时,一次风量也比较大的时候,一次风所形成的向上托力大大的大于了料层的重力(也就是对一次风的阻力),那么炉内物料将被气流带走,形成了气力输送,就象仓泵输灰一样,那么此时锅炉运行是非常危险的,大量的一次风都从炉膛内吹走了(料层对一次风阻力大大的减小了)。
返料风所需的一次风大量减少,炉膛上部灰浓度大量增加,分离器收集的返料灰增加,返料器所返的灰增加、返料风却减小,将直接引起返料器堵灰,停止返料并有可能返料器内部结焦。
煤粒加入炉膛后,由于一次风气力输送作用被吹到炉膛出口,由旋风分离器收集而进入返料器中,进行燃烧,引起返料器内部高温结焦。
循环流化床锅炉旋风分离器中的事故分析
循环流化床锅炉旋风分离器中的事故分析循环流化床锅炉技术是近二十年来迅速发展的一项高效低污染清洁燃烧枝术。
它在运行当中暴露出了若干问题并逐一得到了解决。
旋风分离器是循环流化床锅炉的重要设备之一。
在循环流化床锅炉的运行当中回料装置将会遇到一系列的故障,由于回料装置常常出现各种问题,引起锅炉的非计划性停炉,给企业带来直接的经济损失。
2.回料裝置出现故障的表现形式回料装置的问题主要表现为:2.1 回料器床料不均匀回料不均的现象,回料器本体剧烈振动,回料器床压、床温大幅度波动,导致锅炉被迫减负荷运行。
此外炉膛内循环物料入口正对的布风板风帽受到循环物料的长期冲击,部分风帽从根部折断,致使炉膛布风板漏渣、流化风带渣及布风不均匀等一系列现象发生。
2.2 U阀回料器的磨损U阀回料器中耐磨材料及回料腿处的磨损较为严重,从而有一些非常坚硬的防磨材料脱落,炉膛出口处水平烟道内也会发现同类防磨材料。
在回料腿内部的浇注料出现大面积脱落现象。
2.3 返料装置床层结焦结焦是高温分离器回料系统内经常出现的故障。
原因是循环物料在炉膛内停留时间短温度过高,灰渣超过了自身的软化温度而粘结在床层上。
结焦后导致物料不能正常流化,形成的大渣块堵塞物料流通回路。
2.4 回料装置辅助部件的故障回料装置辅助部件的问题表现为U阀风的流量表计实测误差大,流化风的控制门设置不合理,无法实现风量的平稳调节,不能使风机的风门在关闭状态下实现快速启动。
3.返料装置中回料器的结构U型回料器由立管、布风板、松动室、回料室、风室、舌板等组成。
U型回料器的结构如图1所示。
4.返料器投运时的注意事项及处理措施分离器工作时分离下来的物料落入U型回料器立管,立管下方为松动风侧,以舌板为分界线,另一侧为流化风侧。
实际上,旋风分离器就是一个小型流化床。
在运行时,由于分离器分离下来的物料在立管内聚积,所以松动风侧的压力大于流化风侧的压力。
因此物料在松动风、流化风的作用下,依靠压差的作用顺利的进入料腿,物料经过回料腿进入炉膛进一步燃烧,从而完成整个物料循环过程。
高温旋风分离器中心筒运行中产生的问题与解决方法

高温旋风分离器中心筒运行中产生的问题与解决方法山东省阳光工程设计院马会芹司丽丽250013摘要:针对循环流化床锅炉高温旋风分离器中心筒在使用中出现的各种问题,分析了产生问题的原因,并提出了解决方法。
关键词:旋风分离器中心筒分离效率磨损变形1中心筒简介旋风分离器是循环流化床锅炉的核心部件之一,而中心筒是安装在旋风分离器上的组成部件,即排气管。
它不仅排出分离后的烟气,更与分离器的外筒体形成环形通道,进入分离器的烟气绕着中心筒旋转,在离心力和重力和作用下,大部分灰粒被分离出来,含有细灰的烟气向上折转成为旋流,由中心筒排出进入尾部烟道。
目前中心筒有两种制作工艺:一种是用耐热不锈钢板卷制而成,一种是采用铬镍合金铸造而成的铸件中心筒。
2中心筒运行中产生的问题两种制作工艺制造的中心筒都能基本达到使用要求。
但在实际运行中,用耐热不锈钢板卷制的中心筒容易发生变形,影响烟气流旋转速度和分布,导致分离效率下降,循环倍率降低,锅炉烟气飞灰中的含碳量升高,锅炉不完全燃烧损失增大,锅炉效率降低,使电厂经济性下降。
烟气中的固体颗粒增加还会使过热器和烟道受热面磨损加剧,影响锅炉的安全运行。
铸造的中心筒则由于材质或制造工艺水平低,使铸造的中心筒在运行中出现裂纹、烧损、炭化现象,同样会影响锅炉的安全经济运行。
各锅炉厂的中心筒均不同程度的存在类似问题。
济南锅炉厂2000年生产的75t/h循环流化床锅炉,分离器采用高温旋风分离器。
用不锈钢板卷制的中心筒,在运行中中心筒出现上、下口及筒体变形严重,连接板断裂,十字撑开焊脱落,经过校正中心和重新固定方重新投入使用,坚持运行了8年。
铸造的中心筒问题更为严重,运行几个月就发生变形、炭化烧损现象,严重的甚至整个中心筒烧毁损坏了大半,烧毁的碳化物残片堵塞返料器,迫使锅炉停炉;而变形的中心筒影响烟气流通,分离效率下降,过热器严重磨损直至爆管被迫停炉。
中心筒插入分离器的深度对旋风分离器的分离效率起着决定性的作用。
旋风除尘器使用中常见故障的排除方法

旋风除尘器使用中常见故障的排除方法使用离心力让粉尘颗粒跟气体旋转分离开来,旋风除尘器这样的除尘器工作原理跟其他布袋除尘器、滤筒除尘器、静电除尘器、水膜除尘器等除尘设备完全不同,因此,旋风除尘器的维护和操作与其他除尘器设备完全不同。
随着旋风除尘器在木工车间除尘和纺织车间除尘的广泛适用,旋风除尘器的操作和常见故障排除方法非常值得普及,以方便客户对旋风除尘器进行维护和保养,下面介绍一下旋风除尘器使用中常见的故障处理方法:旋风除尘器运行时应稳定运行参数、防止漏风和关键部位磨损、避免粉尘堵塞,否则将严重影响除尘效果。
一、稳定除尘器的运行参数:旋风除尘器运行参数主要包括:除尘器入口气流速度,处理气体的温度和含尘气体的入口质量浓度等。
1)、入口气流速度:对于尺寸一定的旋风除尘器,入口气流速度增大不仅处理气量可提高,还能有效地提高分离效率,但压强也随之增大。
当入口气流速度提高到某一数值后,分离效率可能随之下降,磨损加剧,旋风除尘器的使用寿命也会缩短,因此入口气流速度应控制在18~23m/s范围内。
2)、处理气体的温度:因为气体温度升高,其粘度变大,使粉尘粒子受到的向心力加大,导致分离效率下降,所以高温条件下运行的旋风除尘器应有较大的入口气流速度和较小的截面流速。
3)、含尘气体的入口质量浓度:浓度高时大颗粒粉尘对小颗粒粉尘有明显的携带作用,除尘器分离效率会随之提高,有利于增强旋风除尘器的除尘效果。
二、防止除尘器设备漏风:旋风除尘器一旦漏风将严重影响除尘效果。
据估算,旋风除尘器下锥体或卸灰阀处漏风1%时除尘效率将下降5%;漏风5%时除尘效率将下降30%。
旋风除尘器漏风有三个部位:进出口连接法兰处、除尘器本体和卸灰装置。
引起漏风的原因如下:1)、连接法兰处漏风的主要原因是螺栓没有拧紧、垫片厚薄不均匀、法兰面不平整等引起的。
2)、旋风除尘器本体漏风的主要原因是磨损,特别是下锥体。
总结使用经验得出,当气体含尘质量浓度超过10g/m3时,在不到100天时间里可以磨坏3mm的钢板。
300MW CFB锅炉旋风分离器中心筒脱落原因分析及预防措施

脱 落 原 因 分 析 及 预 防 措 施
廖 鹏 张 鸿 , , 刘 磊 , 登 友 王 智 微 袁 ,
1 大 唐 红 河 发 电 有 限 责 任 公 司 , 南 开远 . 云 6 1 0 6 60
2 西安 热 工研 究 院有 限公 司 , 西 西安 7 0 3 . 陕 1 02 [ 摘 要 ] 某发 电公 司 3 0MW F 0 C B锅 炉旋 风 分 离器 中心 筒在 运行 中 出现 了变 形脱 落 , 析认 为 分 其主要 原 因是 锅 炉旋 风 分 离器 中心 筒 区域 温 度 变 化 幅度 很 大 , 并且 经 常 处 于超 温运 行 状 态 , 热膨 胀和 冷 收缩 的反 复过 程 中使 中心 筒挂撑 发 生断 裂 。对 此 , 出 了通过 燃 烧 在 提
2 Xi n The m a we s a c n t u e Co Lt Xi n 71 0 2, a nx o i c . . ' a r lPo r Re e r h I s i t d, 0 3 Sh a i t a Pr v n e PRC
Ab t a t Th s r c : e phe o e a o e r lb r e e or a i n a o —ou r m yco c s p r t r of 3 0 n m n f c nt a a r l d f m to nd dr p t f o c l ni e a a o 0
.
m a n c us s a e:a g a niur e pe a u e v ra i n i he z ne ofc n r lba r li he c c o c i a e r l r e m g t e oft m r t r a i to n t o e t a r e n t y l ni s p r t r, n ti t n s t a e n ov r— t m pe a u eop r to o e a a o a d i sofe iu t d i e e r t r e a i n c ndii n, he r pe ii e ho x nson to t e ttv te pa i a ol ont a to r e s m a e t r c e r Iba r jt u ur d Fo hi p e e i e s nd c d c r c i n p oc s k he b a eofc nt a r e o ber pt e r t s, r v ntvem a —
480t h循环流化床锅炉旋风分离器中心筒改造

480t h循环流化床锅炉旋风分离器中心筒改造摘要:保德神东发电有限责任公司2×480t/h循环流化床锅炉旋风分离器中心筒因设计缺陷,锅炉运行中中心筒变形严重,甚至出现中心筒脱落。
针对问题的原因进行了详细分析后,对中心筒的结构和安装方式两个方面提出了改造方案,经过改造的中心筒运行稳定,未出现变形、脱落等现象。
关键词:循环流化床锅炉中心筒改造Abstract:Due to design defects,the central cylinders of 2×480t/h CFB cyclone separators are always seriously deformed and even fall off in Baode Shendong Power Plant.Carrying on detailed analysis,we provide improvement schemes for the structure and installation of the central cylinders.After these improvements,the central cylinders operate stably and avoid deforming and falling off.Key words:CFB Central Cylinder Transformation循环流化床是一种新型的洁净煤技术,在我国近几年得到飞速发展,我国已是世界上循环流化床锅炉最多的国家,我国是产煤、用煤大国,煤炭的开采必然有煤矸石的产生,大量煤矸石堆积,给环境造成严重的污染。
由于我国重视环保事业的发展,煤矸石再利用受到社会各界的关注,利用循环流化床燃烧高热值的煤矸石在我国许多产煤区得到推广,效果显著。
但是我国的循环流化床技术还不太成熟,许多锅炉厂设计的锅炉存在缺陷,给机组安全稳定运行带来了极大的障碍。
循环流化床锅炉中心筒变形脱落原因分析及处理
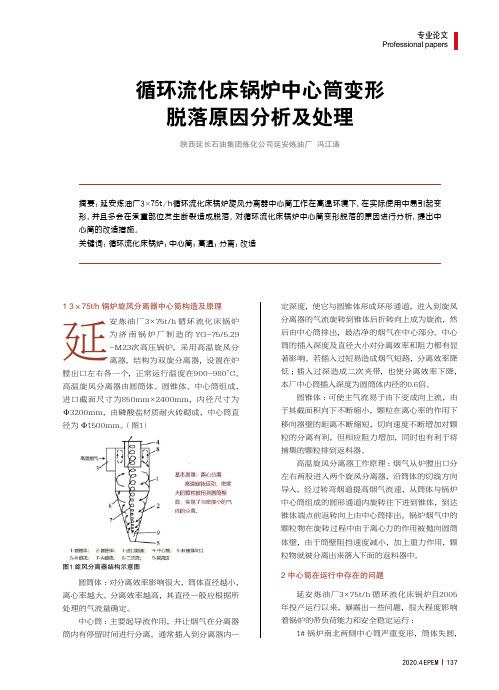
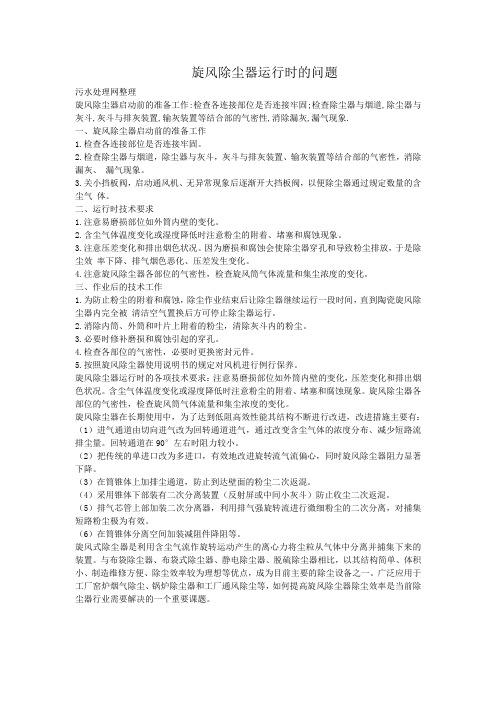
2020.4 EPEM137专业论文Professional papers1 3×75t/h 锅炉旋风分离器中心筒构造及原理延安炼油厂3×75t/h 循环流化床锅炉为济南锅炉厂制造的YG-75/5.29 -M23次高压锅炉,采用高温旋风分离器,结构为双旋分离器,设置在炉膛出口左右各一个,正常运行温度在900~980。
C。
高温旋风分离器由圆筒体、圆锥体、中心筒组成,进口截面尺寸为850mm×2400mm,内径尺寸为Φ3200mm,由磷酸盐材质耐火砖砌成,中心筒直径为Φ1500mm。
(图1)圆筒体:对分离效率影响很大,筒体直径越小,离心率越大、分离效率越高,其直径一般应根据所处理的气流量确定。
中心筒:主要起导流作用,并让烟气在分离器筒内有停留时间进行分离。
通常插入到分离器内一图1 旋风分离器结构示意图循环流化床锅炉中心筒变形 脱落原因分析及处理陕西延长石油集团炼化公司延安炼油厂 冯江涛摘要:延安炼油厂3×75t/h循环流化床锅炉旋风分离器中心筒工作在高温环境下,在实际使用中易引起变形,并且多会在承重部位发生断裂造成脱落。
对循环流化床锅炉中心筒变形脱落的原因进行分析,提出中心筒的改造措施。
关键词:循环流化床锅炉;中心筒;高温;分离;改造定深度,使它与圆锥体形成环形通道,进入到旋风分离器的气流旋转到锥体后折转向上成为旋流,然后由中心筒排出,最洁净的烟气在中心部分。
中心筒的插入深度及直径大小对分离效率和阻力都有显著影响。
若插入过短易造成烟气短路,分离效率降低;插入过深造成二次夹带,也使分离效率下降,本厂中心筒插入深度为圆筒体内径的0.6倍。
圆锥体:可使主气流易于由下变成向上流,由于其截面积向下不断缩小,颗粒在离心率的作用下移向器壁的距离不断缩短,切向速度不断增加对颗粒的分离有利,但相应阻力增加,同时也有利于将捕集的颗粒排到返料器。
高温旋风分离器工作原理:烟气从炉膛出口分左右两股进入两个旋风分离器,沿筒体的切线方向导入,经过转弯烟道提高烟气流速,从筒体与锅炉中心筒组成的圆形通道内旋转往下进到锥体,到达锥体端点前返转向上由中心筒排出。
大型循环流化床锅炉旋风分离器中心筒改造分析
大型循环流化床锅炉旋风分离器中心筒改造分析郭宗林;温佳琪【摘要】文中针对300 MW机组循环流化床锅炉旋风分离器中心筒在实际运行过程中产生的各种问题进行了分析与说明,并从中心筒的型式、尺寸、吊挂等方面提出了相关的改造建议.【期刊名称】《应用能源技术》【年(卷),期】2019(000)006【总页数】3页(P14-16)【关键词】中心筒;膨胀;变形;改造【作者】郭宗林;温佳琪【作者单位】河北建投水务环境工程有限公司,石家庄050051;河北建投水务环境工程有限公司,石家庄050051【正文语种】中文【中图分类】TK229.40 引言河北南网某电厂锅炉是由东方锅炉(集团)股份有限公司制造的亚临界、一次中间再热、单汽包、单炉体、自然循环、平衡通风、旋风气固分离、固态排渣、半露天布置的循环流化床锅炉。
锅炉型号为:DG1100/17.4-Ⅱ3。
锅炉中心筒长度h=6343.5 mm,中心筒直筒外径Φ4149 mm,厚度δ=12,由R253MA板材卷制而成。
直筒与锥筒之间采用焊接方式固定,16个固定点,其中每个固定点有3道筋板,全部48道筋板连接起固定密封作用。
中心筒直筒段上部2 000 mm由16块扇形长板拼装而成,下部筒体为整圆。
中心筒入口烟道高1 020 mm,宽175 mm,高宽比5.8,旋风分离器直径Φ8 500 mm,中心筒直筒段上部2 000 mm置于分离器的耐火浇注料中,插入深度为4 320 mm,he/a≈0.45。
1 中心筒设备存在的问题(1)运行参数问题有相关研究表明单炉膛中心气流流速一定大于两侧靠近边界层的流速,且中间颗粒物浓度较小,从而造成中间区域B对应的分离器b入口流速及压降均大于A、C两侧的a、c分离器,而入口颗粒物浓度及返料量均小于A、C两分离器。
随着流速的增大,返料量偏差亦会增大。
在机组实际运行过程中,三个分离器再压降、返料量及入口烟道体积率均存在差异,中间回路B返料量比A、C侧返料量少10%左右,中间床温比两侧高70~100 ℃,造成床温偏差较大。
高温旋风分离器中心简存在的问题及改进措施
高温旋风分离器中心简存在的问题及改进措施
冯长青
【期刊名称】《华电技术》
【年(卷),期】2009(031)007
【摘要】针对循环流化床锅炉高温旋风分离器中心筒在使用中出现的各种问题,分析了产生问题的原因,提出了可行的改进措施并在实践中得以应用,取得了实效.【总页数】3页(P39-40,49)
【作者】冯长青
【作者单位】郑州煤炭(集团)有限公司东风电厂,河南,新密,452371
【正文语种】中文
【中图分类】TK223
【相关文献】
1.高温旋风分离器中心管的改进与问题探讨 [J], 杨金华
2.循环流化床锅炉气固分离器选择与高温旋风分离器结构计算 [J], 周一工
3.循环流化床锅炉气固分离器选择与高温旋风分离器结构计算 [J], 周一工
4.循环流化床锅炉气固分离器选择与高温旋风分离器结构计算 [J], 周一工
5.循环流化床锅炉旋风分离器中心筒的高温蠕变失稳分析 [J], 张晓蕾;刘建新;张海鹏;王江云;魏耀东
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高温旋风分离器中心筒运行中产生的问题与解决方法
山东省阳光工程设计院马会芹司丽丽250013
摘要:针对循环流化床锅炉高温旋风分离器中心筒在使用中出现的各种问题,分析了产生问题的原因,并提出了解决方法。
关键词:旋风分离器中心筒分离效率磨损变形
1中心筒简介
旋风分离器是循环流化床锅炉的核心部件之一,而中心筒是安装在旋风分离器上的组成部件,即排气管。
它不仅排出分离后的烟气,更与分离器的外筒体形成环形通道,进入分离器的烟气绕着中心筒旋转,在离心力和重力和作用下,大部分灰粒被分离出来,含有细灰的烟气向上折转成为旋流,由中心筒排出进入尾部烟道。
目前中心筒有两种制作工艺:一种是用耐热不锈钢板卷制而成,一种是采用铬镍合金铸造而成的铸件中心筒。
2中心筒运行中产生的问题
两种制作工艺制造的中心筒都能基本达到使用要求。
但在实际运行中,用耐热不锈钢板卷制的中心筒容易发生变形,影响烟气流旋转速度和分布,导致分离效率下降,循环倍率降低,锅炉烟气飞灰中的含碳量升高,锅炉不完全燃烧损失增大,锅炉效率降低,使电厂经济性下降。
烟气中的固体颗粒增加还会使过热器和烟道受热面磨损加剧,影响锅炉的安全运行。
铸造的中心筒则由于材质或制造工艺水平低,使铸造的中心筒在运行中出现裂纹、烧损、炭化现象,同样会影响锅炉的安全经济运行。
各锅炉厂的中心筒均不同程度的存在类似问题。
济南锅炉厂2000年生产的75t/h循环流化床锅炉,分离器采用高温旋风分离器。
用不锈钢板卷制的中心筒,在运行中中心筒出现上、下口及筒体变形严重,连接板断裂,十字撑开焊脱落,经过校正中心和重新固定方重新投入使用,坚持运行了8年。
铸造的中心筒问题更为严重,运行几个月就发生变形、炭化烧损现象,严重的甚至整个中心筒烧毁损坏了大半,烧毁的碳化物残片堵塞返料器,迫使锅炉停炉;而变形的中心筒影响烟气流通,分离效率下降,过热器严重磨损直至爆管被迫停炉。
中心筒插入分离器的深度对旋风分离器的分离效率起着决定性的作用。
中心筒插入分离器的长度偏短,烟气旋转力度不够,会引起分离器的分离效率偏低,燃烧不完全的煤粉在混合室二次燃烧,导致混合室温度过高,流经受热面的烟温过高,引起过热器材质发生蠕变,降低使用寿命;而中心筒插入分离器的长度偏长,又会引起分离器阻力增大,增加引风机能耗,厂用电增加。
安装不当同样会引起中心筒分离效率降低。
由于中心筒直径大,壁厚薄,强度不够,需要用加固肋、内撑杆来加固以保持强度。
而焊在中心筒内的十字内撑杆不但会增加中心筒的阻力,安装时各组内撑杆若不能保持在一条线上,还会产生烟气涡流和扰动,引起过热器磨损加剧,也会影响锅炉的安全经济运行。
3原因
从配置循环流化床锅炉的电厂运行看,中心筒在锅炉启动、停炉时要随温度的变化产生热膨胀、冷收缩,焊接在中心筒上的连接钢板与浇注料的热膨胀系数不同,热膨胀量就不一致,就会产生巨大的热应力而造成中心筒变形、连接板、内撑杆开裂。
如发现不及时或没有及时进行有效的加固,还可能发生中心筒脱落,更会造成严重恶劣的后果。
制作中心筒使用的材料不能够支持中心筒在恶劣的工作条件下长期运行。
使用不锈钢板Gr25Ni20Si2(无锡锅炉厂使用的材料为Gr25Ni20)卷制的中心筒在高温工况下强度不够,很容易产生变形。
铬镍钢的铸造件性能取决于铸造工艺和热处理工艺水平,国内铸造工艺和
热处理工艺水平不均,达不到较快的冷却速度会使铸件有回火脆性倾向,影响到铸件塑性,使得铸件易碳化,脆化,容易产生裂纹。
中心筒的外部加固肋设计强度不够,安装固定方式不正确,也会引起中心筒变形。
尤其是当中心筒的内撑杆一旦开裂,会加剧中心筒的变形。
4解决方法
改进中心筒的加固结构。
外部加固肋设计少,容易引起中心筒变形,而内撑杆又会影响到烟气流的流动。
因此去掉中心筒的内撑加固,改在外部多道加固,靠外部的加固肋完成加强。
检修人员细心检查。
中心筒工作的环境高温、磨损颗粒多,导致中心筒迎烟气侧更易磨
损,检修时重点检查,发现孔洞及时修补。
改进中心筒固定方式。
中心筒上沿法兰固定在浇注料内,连接板即使断裂也不会掉落。
(1)焊接固定式:采用4根直板和4根斜板焊接固定在钢架上。
这种方式没有补偿热膨胀,多会在承重部位发生断裂。
在热应力的作用下,很容易引起连板拉断的现象,对此应及时检查,及时采取修补、加强固定措施。
(2)连接板和吊钩联合式:采用4根直板和4根斜板焊接固定在钢架上,然后再用16根直径为14mm的耐热钢筋拉钩斜吊固定。
这种安装方式对运行中的热膨胀也不能很好的补偿,吊钩会拉断或挤压筒体使中心筒变形。
对此也应及时检查,及时修补和加强固定。
(3)自由吊挂式:最上部的法兰是承重件,需要进行加固处理,在吊挂安装中使用。
在中心筒中心校正好后,利用8个耐热钢托架焊接在圆形承重梁上作支撑点,安装时将中心筒上部肋板水平放置在耐热钢托架上即可,需要注意的是在支座上及筒体上应铺设10mm厚的保温玻璃棉,防止传热引起钢架上的焊缝强度降低,并保证筒体自由膨胀。
托架与中心筒不焊接,可以使筒体上下左右自由膨胀,不发生变形、歪斜和连接板断裂现象。
如果一旦发现中心筒已经变形或烧毁程度严重,影响到锅炉的安全运行,则必须更换中心筒。
5改进后的效果
中心筒结构改造后,强度得到了明显的提高。
固定、连接方式改变后,没有出现连接板断裂及上口变形的现象,保证了锅炉的安全运行。
中心筒结构改造后,中心筒插入深度为入口管高度的3/4,烟气阻力略有增加,但混合室烟气温度明显下降(由930℃降为约830℃),返料量增加,锅炉效率提高,引风机耗能变化不大。
参考文献:
【1】路春美,程世庆,王永征。
循环流化床锅炉设备与运行【M】。
中国电力出版社,2003年。
【2】程强,施宪明,云山.循环流化床中心筒技术改造【J】。
锅炉技术.2008,39(2)。