线束加工报价单20150517
农副产品加工工程报价单加工设备与生产线费用统计

农副产品加工工程报价单加工设备与生产线费用统计本报价单统计了农副产品加工工程中所需的加工设备与生产线费用,旨在为客户提供全面准确的价格信息,以便客户做出明智的购买决策。
一、设备费用统计1. 设备名称:粉碎机规格型号:XJ-200数量:2台单价:10000元/台总价:20000元2. 设备名称:搅拌机规格型号:JT-300数量:1台单价:15000元/台总价:15000元3. 设备名称:分离机规格型号:FL-500数量:1台单价:18000元/台总价:18000元4. 设备名称:干燥机规格型号:GD-400数量:1台单价:12000元/台总价:12000元5. 设备名称:包装机规格型号:BZ-600数量:2台单价:25000元/台总价:50000元二、生产线费用统计1. 生产线名称:小麦加工生产线包含设备:粉碎机、搅拌机、分离机、干燥机、包装机设备总价:20000元 + 15000元 + 18000元 + 12000元 + 50000元 = 115000元2. 生产线名称:水果饮料生产线包含设备:搅拌机、包装机设备总价:15000元 + 50000元 = 65000元3. 生产线名称:蔬菜干燥生产线包含设备:粉碎机、干燥机、包装机设备总价:20000元 + 12000元 + 50000元 = 82000元三、报价总结根据上述设备费用统计和生产线费用统计,我们可以得出以下结果:1. 设备费用总计:20000元 + 15000元 + 18000元 + 12000元 + 50000元 = 115000元2. 生产线费用总计:115000元 + 65000元 + 82000元 = 262000元综上所述,根据您的需求,农副产品加工工程的设备费用统计为115000元,生产线费用统计为262000元。
希望以上信息能够满足您对报价单的要求,如果有任何疑问或需要进一步了解,请随时与我们联系。
感谢您对我们的关注与支持!(以上为报价单的格式,仅为示例,具体的加工设备与生产线费用根据实际情况可能会有所不同。
线束加工工时对照表

S R
內 模
外 模
鐵粉芯
螺絲
八. 穿 套 管
L=5-60mm L=60-150mm L=150-200mm L=200-300mm 5.53" 6.00" 7.20" 9.00"
九. 烘 套 管
L=3-20mm L=20-XXmm L=3-30mm L=30-70mm L=5-XXmm L=5-XXmm 4.00" 3.60" 18.0" 30.0" 7.20" 6.00" HGS 扁 平 扁 平 重 疊 交 叉 端 烘 烘 烘 烘
單頭沾錫
1571#28併線 1571#30併線
三.檢驗端子
PITCH1.0-1.5 PITCH2.0-3.5 PITCH3.5-XX 1.20" 0.90" 0.80"
四.鉚
自動鉚端 剝帶打
端
L=30-100 L=101-250 L=250-500 單線 對絞線 L=25-40 L=40-100 L=101-300 L=101-300 L=101-300 L=25-40 L=40-100 L=101-300 L=300-XX PITCH1.0-1.5 PITCH2.0 PITCH2.54 PITCH 3.0-XX 1.20" 1.44" 1.62" 1.80" 3.00" 2.00" 1.63" 1.44" 1.02" 1.20" 2.40" 2.00" 1.80" 2.00" 6.00" 4.50" 4.50" 2.00"
單鉚端
塑料加工工程报价单

塑料加工工程报价单客户名称:XXX公司报价日期:2022年1月1日尊敬的XXX公司,感谢您对我司的支持与信任。
根据您提供的需求,我司特为您提供以下塑料加工工程的报价单。
请仔细阅读并核对,如有任何问题,请随时与我们联系。
项目一:注塑成型项目描述:根据您提供的塑料制品样品或图纸,使用注塑设备进行塑料成型,以满足您的需求。
报价包含塑料原材料、注塑机操作费用、人工费用等。
报价明细:编号产品名称材料单价(元)数量(个)总价(元)1 产品A ABS 10 1000 100002 产品B PP 8 500 40003 产品C PA 15 800 12000小计 26000项目二:挤压成型项目描述:利用挤出机将塑料柔化并通过模具进行挤压成型,制作塑料管道、板材等产品。
报价包含挤出机操作费用、模具制作费用、人工费用等。
报价明细:编号产品名称材料单价(元/m)长度(m)总价(元)1 管道A PVC 20 100 20002 板材B PE 15 50 7503 管道C PP 25 80 2000小计 4750项目三:热压成型项目描述:利用热压机对塑料板材进行高温加热并施加压力,将其塑性变形成为需要的形状。
报价包含热压机操作费用、人工费用等。
报价明细:编号产品名称材料单价(元/kg)重量(kg)总价(元)1 配件A PC 30 10 3002 配件B PMMA 25 8 2003 配件C ABS 35 5 175小计 675项目四:吹塑成型项目描述:利用吹塑机将塑料颗粒通过加热并注入空气膨胀成型,制作塑料瓶、容器等产品。
报价包含吹塑机操作费用、模具制作费用、人工费用等。
报价明细:编号产品名称材料单价(元/个)数量(个)总价(元)1 瓶子A HDPE 5 5000 250002 瓶子B LDPE 6 3000 180003 瓶子C PP 8 2000 16000小计 59000总计: 90025元备注:1. 以上报价仅供参考,最终报价以签订合同为准。
标线报价单范本

标线报价单
致:__________
甲方(采购单位):名称:__________
地址:__________
联系电话:__________
乙方(供应商):
名称:__________
地址:__________
联系电话:__________
一、项目名称
项目名称:__________
二、标线种类及数量种类:__________
数量:__________三、单价及总价
单价:人民币____元/米
总价:人民币____元整
四、施工期限
预计开始日期:____年__月__日
预计完成日期:____年__月__日
五、付款方式
预付款:合同签订后支付____%。
余款:标线施工完毕并验收合格后支付。
六、双方责任
甲方提供施工条件。
乙方保证施工质量。
七、违约责任
违约方需支付违约金:人民币____元。
八、争议解决
协商解决;协商不成,提交甲方所在地人民法院。
九、报价单生效
本报价单自双方签字盖章之日起生效。
十、其他
本报价单一式两份,甲乙双方各执一份。
甲方(签字/盖章):_______________ 日期:____年__月__日乙方(签字/盖章):_______________ 日期:____年__月__日。
线束成本分析报告
线束成本分析报告线束成本分析报告一、引言线束是汽车制造过程中的关键部件之一,它由多个电线、电缆和连接器组成,用于将各种电子设备和系统连接起来。
线束的质量和成本直接影响汽车整体性能和维修成本。
因此,对线束成本进行分析和控制,对于汽车制造企业来说具有重要意义。
本报告将对线束成本进行详细的分析和评估。
二、线束成本的组成线束成本主要由以下几个方面组成:1. 材料成本:线束材料主要包括导线、电缆和连接器等。
导线和电缆的成本受材料类型、规格和供应商价格等因素的影响。
连接器的成本受购买数量和质量要求等因素的影响。
2. 劳动力成本:线束的制造过程需要人工操作和组装。
劳动力成本受到工人数量、工作时间、技术水平和薪资水平等因素的影响。
3. 设备和设施成本:线束的制造需要使用各种设备和设施,如剥线机、压接机和测试设备等。
这些设备的购买和维护成本将影响线束的总成本。
4. 运输和物流成本:线束的制造通常需要从供应商处采购材料,并将成品运送到汽车制造厂。
运输和物流成本受运输距离、货物重量和运输方式等因素的影响。
5. 质量成本:线束的质量问题将导致材料的浪费和返修成本的增加。
质量成本包括内部返工、外部返修和客户索赔等费用。
三、线束成本分析对线束成本进行分析和评估的目的是找到降低成本的潜在方式,并制定相应的措施。
下面是对线束成本的具体分析:1. 材料成本分析:通过对不同供应商的材料价格进行比较,并评估不同材料对线束性能的影响,可以找到性价比最高的材料供应商,并优化材料组合,从而降低材料成本。
2. 劳动力成本分析:通过评估线束制造过程中的工作量和难度,确定所需的人工数量,并培训工人提高其技术水平和效率,从而降低劳动力成本。
3. 设备和设施成本分析:通过评估线束制造过程中所需设备和设施的利用率,优化设备使用方案,并进行定期的维护和保养,从而降低设备和设施成本。
4. 运输和物流成本分析:通过优化供应链管理和物流规划,减少运输距离和货物重量,选择适当的运输方式,可以降低运输和物流成本。
日产汽车线束成本分析.

●若电器件的配置、功能发生变化,相应的配套线束也要进行改变, 因此导致线束品番繁多,目前我司所有车型的线束品番数接近400。
4
(2)线束的主要原材料构成:
电线
5
接插件、端子
卡子、 胶带 等辅 料
①电线:电线是传导电流的导线。根据标准的不同,目前国内市
场上的电线分为美标、日标、国标及德标线。约定的主要标准参数 区别如下:
22
Thanks
23
胡连
0.13
胡连
0.09
胡连
0.10
胡连
0.10
胡连
0.10
胡连
0.10
胡连
0.07
胡连
5.77
0.48
胡连
0.08
余姚
0.05
余姚
0.06
余姚
0.09
余姚
0.15
余姚
0.07
余姚
0.09
余姚
0.15
余姚
0.25
今朝
0.08
余姚
0.08
余姚
0.20
余姚
1.50
余姚
0.27
余姚
襄樊群龙
价格
厂家
0.18
从整车线束的角度考虑,因铜占成本的比例较高,所以引入 “铜成本比例”的概念对各车型进行对比分析。
铜成本比例=铜重×铜基准价/单车成本
铜重=截面积×使用长度×铜的密度
铜成本比例越高,说明附加成本越少,价格越低;铜成本比例 越低,说明附加成本越多,价格越高。
各车型对比如下表:线束整体情况明细.xls
18
16
接插件对比
序号
日产图纸号
1 6618402 2 6605053BSS 3 6616222BSS 4 6617033KSS 5 6617133KSS 6 6619043BSS 7 6619403BSS 8 6825003BSS 9 YZK 7283-8180(白) 10 C02FW 11 DJ431-6D 12 DJ454B 13 DJ454C 14 DJ459 15 DJ611-G2*0.6A 16 DJ621-B6.3A 17 DJ621-F3*0.6A 18 DJ621-G2*0.6A 19 DJ621-W6.3A 20 DJ623-E3.5A 21 DJ7021-6.3-21 22 DJ7022-6.3-21 23 DJ7041Y-4.8-2B 24 DJ70611Y-6.3-11 25 DWJ-HU09
线材单价的计算方法
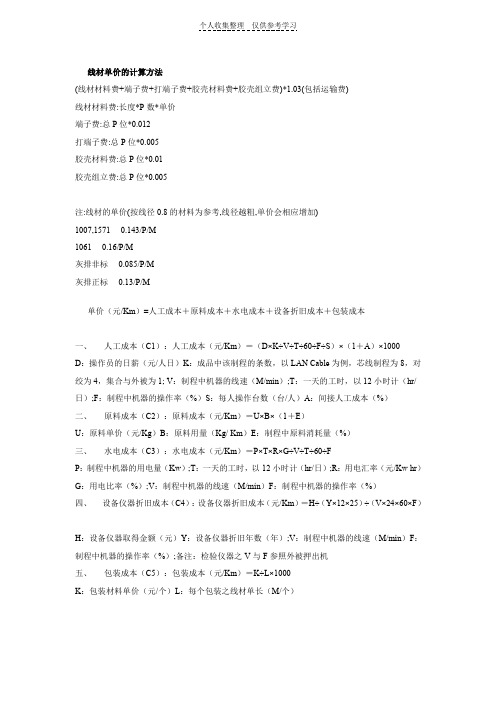
线材单价的计算方法(线材材料费+端子费+打端子费+胶壳材料费+胶壳组立费)*1.03(包括运输费) 3Av(| <-cR线材材料费:长度*P数*单价w or'=b h\端子费:总P位*0.012 p tcH>wM!打端子费:总P位*0.005 )hZ} $P 1胶壳材料费:总P位*0.01 d&R\ 7)0-胶壳组立费:总P位*0.005 ht c O ~bXJ 1nh E注:线材的单价(按线径0.8的材料为参考,线径越粗,单价会相应增加) H E- <% d1007,1571 0.143/P/M 0c;"bA0>Sx1061 0.16/P/M ] j?Fk$C灰排非标0.085/P/M R = c灰排正标0.13/P/M单价(元/Km)=人工成本+原料成本+水电成本+设备折旧成本+包装成本 "R tt~["%s <3 M_mt一、人工成本(C1):人工成本(元/Km)=(D×K÷V÷T÷60÷F÷S)×(1+A)×1000 >8$Lq j^iD:操作员的日薪(元/人日)K:成品中该制程的条数,以LAN Cable为例,芯线制程为8,对绞为4,集合与外被为1; V:制程中机器的线速(M/min);T:一天的工时,以12小时计(hr/日);F:制程中机器的操作率(%)S:每人操作台数(台/人)A:间接人工成本(%)WQ B V~.<Yv二、原料成本(C2):原料成本(元/Km)=U×B×(1+E)N ]\)-OkU:原料单价(元/Kg)B:原料用量(Kg/ Km)E:制程中原料消耗量(%). V ohW=D3三、水电成本(C3):水电成本(元/Km)=P×T×R×G÷V÷T÷60÷F Q 6N?cQtOTP:制程中机器的用电量(Kw);T:一天的工时,以12小时计(hr/日);R:用电汇率(元/Kw hr)G:用电比率(%);V:制程中机器的线速(M/min)F:制程中机器的操作率(%)9eR";Wm ])四、设备仪器折旧成本(C4):设备仪器折旧成本(元/Km)=H÷(Y×12×25)÷(V×24×60×F)5Z=GFKf|H:设备仪器取得金额(元)Y:设备仪器折旧年数(年);V:制程中机器的线速(M/min)F:制程中机器的操作率(%);备注:检验仪器之V与F参照外被押出机 4 i<GqG五、包装成本(C5):包装成本(元/Km)=K÷L×1000 " EE (O9qK:包装材料单价(元/个)L:每个包装之线材单长(M/个)_@ g\.7@0G`P$X`;Sw Eh <n2p z }工程一般报价8;H<Y;y QC=直接材料成本C1+加工成本C2 _B v GEM` o C1=原材料用量M×原材料单价P1; E 5mYC2=机时H1×加工单价P2+人时H2×加工单价P3 i ?|u$[^=+H1(h/km)=(1/r/60)×1000×N H1=h10+h11+……+h18+h19 z$ Qy<_l(r为线速m/min ; N为电线次数) {s =c!08=H2(h/km)=机时H/单个人所开机台数量N H2=h21+h22+…..+h29+h20 n1b^o~agwC 则依工序不同而有所不同: v9Lf|FXo&束绞人时h21=束绞机时h11/ 7; 绝缘人时h22=绝缘机时h12/ 1; 2Tv W对绞人时h23=对绞机时h13/ 7; 缭绕人时h24=缭绕机时h14/ 10; A[ ^ k 4 >中被人时h25=中被机时h15/ 1; 返捻人时h26=返捻机时h16/ 6; >;}(? +|f立式包带人时h27=立式包带机时h17/ 5; 集合人时h28=集合机时h18/ 2; wp@6 R J编织人时h29=编织机时h19/ 6; 外被人时h20=外被机时h10/ 1. g <:TsP' |! "y dl2材料用量计算公式EWWCh -0 {1.单导体A单股材料用量(kg/km)==(πd2/4)×σ×C×λ2×λ3 (捻入率(%)=√((πD’/P)2+1) ;d:单股铜线径(mm) ; σ:铜比重=8.9 ;C:电缆芯数;λ2:对绞捻入率(%);λ3:集合捻入率(%);D’:层心径(mm);P:对绞平均绞距或集合绞距(mm) Q{ { -=2.绞铜线:材料用量(kg/km)=(πd2/4)×σ×N×C×λ1×λ2×λ3 (N:铜绞线股数;λ1:铜绞线捻入率(%) ) qpor1. 绝缘: 单股材料用量(kg/km)=(π(D2-d2)/4)×σ×C×λ2×λ3 p1IN%*IV+o2.. 绞线材料用量(kg/km)=((D2-d2)/4+0.3048×d2/4)×π×σ×C×λ2×λ3 (d:绞线径(mm);D:绝缘外径(mm) ) 1(3. 包带(绕包) 材料用量(kg/km)=W×T×σ (W:带宽(mm);T:带厚(mm);σ:带模拟重) ,X \qlT5C4. 包带( 卷包) 材料用量(kg/km)=(D+T)×π×T×σ×(N/(N±1)) (D:集合外径(mm);N:重迭或分开率之倒数,重迭:-,分开:+) /K<>Oy R5. 被覆材料用量(kg/km)=(D2-d2+d2×K)/4×π×σ (d:被覆前芯线外径(mm);D:被覆后完成外径(mm); NFf?~I&mfuK:管型押出K=0,半管型押出K=0.15~0.2,充实押出K=0.2~0.3 U \F ?{/6.. 编织材料用量(kg/km)=(πd2/4)×N×C×σ×λ (λ2=π2×(D+5d)2/(25.4×C/2/P)2+1;P=(tan(A)×C×25.4)/(2×π×D) ; A=cos-1((C×N×d)/(2×π×D×F));F=1-√(1-K) ; d:编织单股铜线径(mm) ;N:每锭铜线条数(6~9条);C:锭数(16锭或24锭) ; σ:镀锡铜比重8.8;P:每吋交叉花数;D:编织前线径(mm);A:编织角度(°);F:单向编织率(%);K:编织遮蔽率(%) { G=|fgz -制程一般损耗率:一﹐束绞0.20%﹔二﹐绝缘0.50%﹔三﹐集合0.20%﹔四﹐立式包带0.10%﹔五﹐编织0.10%﹔六﹐外被2.20%﹔七﹐剪线1.80% cf H tUv一般材料比重﹕Cu-8.89;AL/MY-3.69*10-5;PVC-1.45;充麻-0.47(1.775g/m);棉线-0.75(0.288g/m);PP 膜-0.74﹔。
线束加工计件单价表

热缩管 切2464#28 9-13芯屏蔽线
切2464#28气剥外皮
线 修剪编织+撕铝箔纸 处 修剪+芯线气剥 理 634-000-001扭地线并套管
屏蔽线 搓线
屏蔽线穿套管+定位+收缩4个套管
揸扎带 揸剪扎带 揸扎带
焊DP9公母头
焊锡 焊MD8P
焊磊科三相插头
压三件式有针
压三件式无针
插7,8位线扣
套187、250(200m以下) 穿拉护套 套187、250(200m以上)
0.0022
0.0029 2300
2500
2800
0.00185
0.0024 3000
3300
0.0026
0.0034 3500
1500
1200
0.0048
0.0062 1200
0.0067
#REF!
1100
0.0056
0.0073 500
550
600
0.0075
0.0098 600
1200
800
800
计时/H 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9 6.9
点
点
点
点
#REF!
点
点
点
点
点
#REF!
点
每小时产 量 3500 3000 3500 3800 4000 1500 1800 2000 2200 2500 2500 2200 2600 600 500
加工报价单

加工价格明细加工价格系统:基本价:5元/张,最多超过整页彩色版块的一半10元/张。
特殊标价纸/ 10元/次(用红色字体标出的纸)菲林成本:7元/ P [客户责任],每个P为A4,价格是指可以安排在所有名片纸上的费用A4尺寸:标出的纸价x 1.3 =实际纸价[0.3是严格保证名片质量和数量的损失。
]运输费用:客户负责[为了保证速度和服务,我们公司仅使用顺丰快递,如需其他快递,请自行注明。
]例如:如果您选择10元纸,两种不同款式,正面两种颜色,背面两种颜色,每盒的价格名片是10x1.3 + 5X4 = 33元。
另外,这两盒胶卷的成本是33x2 + 7 = 73元。
胶卷的价格是从整体上计算的。
一张A4胶片可以产生许多名片,这取决于所分割的颜色。
如果下次还有名片,则不需要电影费。
注意:1.只有收到的文件为CDR格式,版本不能使用9.0。
所有文件必须转移。
2.高档名片主要以专色印刷,以确保色彩的准确性,所有文档的颜色均必须标有Pantone颜色:我们的配色将基于Pantone色卡,我们将不负责任如果未按规定使用,则表示颜色的准确性。
3.标准名片尺寸90 * 54±1 mm备注:文件接收时间:上午8:00-下午17:30,此时间之后收到的文件应计算为第二天。
从确认收到文件的第二天起,交货时间为48小时,应在第二天清晨交货。
3.具有凹凸/烫金/ UV /模切工艺的名片应延迟48小时。
4.数量保证:每盒95张或更多。
5.保证所有原装进口纸张。
一假一赔十。
6.如因运输延误,将凹凸/烫金/ UV /模切加工的名片延迟48小时,本公司不承担制版责任价格:为了保证工艺的精细度,我们使用电雕铜板。
这个价格是一次性的。
如果未更改,则无需第二次或更多次进行更改。
热冲压板:25-35元/套凹凸板:50元/套模切模具:25-35元/套浮雕板:150元/套加工生产价格:烫金:10元/色水平/盒凹凸:10元/盒模切:10元/盒紫外线:15元/盒/浮雕:20元/盒水晶刻字:10元/盒7色压纹:15元/盒配件:单价某些纸张(样式会不时增加)(每个系列包括其颜色系列,例如Gangu条纹乳白色,Gangu条纹米色等)Ganggu条纹系列:8.50 /盒Ganggu 滑动表面系列:9.00 / box Ganggu滑动表面钻孔白色系列:9.50 /盒新概念系列:12.00 /盒星色系列:13.50 /盒凝结色系列:11.00 /盒柔感系列:24.00 /盒雪系列:10.00 /盒魔术系列:12.50 /盒图纸系列:20.00 /盒星空幻想系列:10.00 /盒星河系列:10.00 /盒超滑表面系列:6.00 /盒超小ense模式系列:10.00盒钻石系列:17.00 /盒肤色系列:18.50 /盒深色系列:25.00 /盒。
产品生产流程单及计件单(线束)

备注
6 检验包装
线序、尺寸、外观
7 穿烘套管
套管位置、套管型号
8 修改返工
根据具体执行
备注:1、产品加工中,各工序操作人员需填写该表单,该表单将作为质量考核依据
产品名称 产品型号
合肥德通电驱动系统有限公司
产品生产流程单(线束)
计划交期
计划数量
实际交期
实际数量
序号 工序
工作内容
1 裁线剥皮 线型、下线长度、剥皮长度
2 压端子
端子压接外观、拉力 端子型号
3 分线 分线尺寸、分支方向、线序
工序单价
操作人员 关键参数
4 组装
配件数量、套管型号
检验包装
线序、尺寸、外观
7 穿烘套管
套管位置、套管型号
8 修改返工
根据具体执行
备注:1、产品加工中,各工序操作人员需填写该表单,该表单将作为质量考核依据
产品名称 产品型号
合肥德通电驱动系统有限公司
产品生产流程单(线束)
计划交期
计划数量
实际交期
实际数量
序号 工序
工作内容
1 裁线剥皮 线型、下线长度、剥皮长度
2 压端子
端子压接外观、拉力 端子型号
3 分线 分线尺寸、分支方向、线序
操作人员
关键参数
备注(异常情况)
4 组装
配件数量、套管型号
5 缠胶带
缠绕外观、分支方向
机械加工报价单【范本模板】
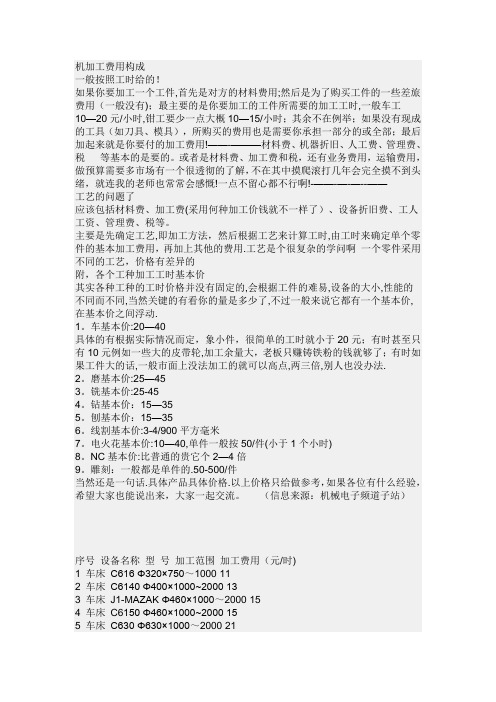
机加工费用构成一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10—20元/小时,钳工要少一点大概10—15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!——-———材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!-——-—-—--——工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用.工艺是个很复杂的学问啊一个零件采用不同的工艺,价格有差异的附,各个工种加工工时基本价其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价,在基本价之间浮动.1。
车基本价:20—40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2。
磨基本价:25—453。
铣基本价:25-454。
钻基本价:15—355。
刨基本价:15—356。
线割基本价:3-4/900平方毫米7。
电火花基本价:10—40,单件一般按50/件(小于1个小时)8。
NC基本价:比普通的贵它个2—4倍9。
雕刻:一般都是单件的.50-500/件当然还是一句话.具体产品具体价格.以上价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。
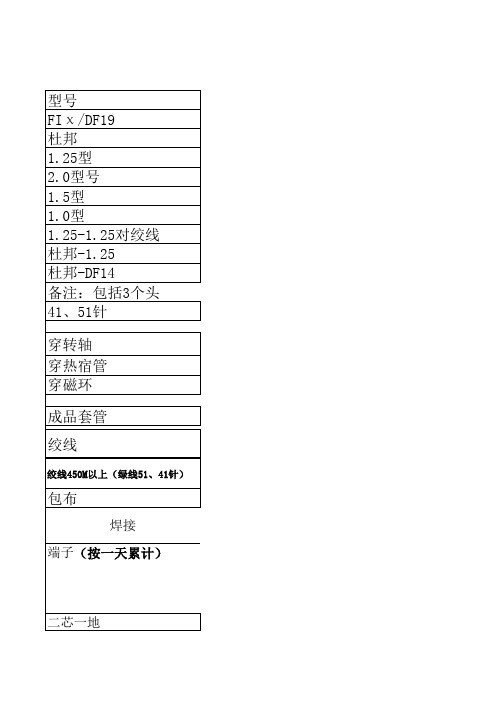
线束工序计件产品价位表
二芯一地
一芯一地
计件产品价位表
单价(现在) 0.006/位 0.004/位 0.004/位 0.004/位 0.004/位 0.005/位 0.01/线 0.01/线 0.01/线 单价(以前) 0.006/位 0.0035/位 0.004/位 0.004/位 0.004/位 0.005/位 0.008/线 0.0075/线 0.0075/线
型号 FIχ/DF19 杜邦 1.25型 2.0型号 1.5型 1.0型 1.25-1.25对绞线 杜邦-1.25 杜邦-DF14 备注:包括3个头 41、51针 穿转轴 穿热宿管 穿磁环 成品套管 绞线
绞线450M以上(绿线51、41针 绞线450M以上(接 端子(按一天累计) (按一天累计)
0.25/把 0.3/把 0.3/把 0.35/把
长度为70MM以上包含70MM(100把以内包含100把) 超出部分 长度为70MM以下(100把以内包含100把) 超出部分
0.0425/条
0.0325/条
按线数加减0.01计算以27线为准按0.43/条 0.40/条 0.02/条 0.02/条 0.02/条 0.015/条 0.0075/对
0.008/对 008/
半 成 品
0.02/条 0.02/条 0.02/条 0.015/条 0.0075/对
一节
焊接 插位
0.02/条
一整条
0.05/条
0.015/点 0.005/位