重卷拉矫PPT课件
二重卷边操作及检查更新版ppt

二重卷边操作及检查更新版ppt饮料罐二重卷封简述操作方法和缺陷分析某操作方法与缺陷分析某第一节概述罐头食品能长期保持良好的品质,并给消费者提供既卫生又营养的食物,主要是依靠产品的密封与杀菌。
第二节术语未卷封术语A-盖边外径76.2mmB-盖弯曲钩边高度2mmC-盖边开口2.8mmD-未卷封埋头度6.40mmE-基板厚度0.245mmF-盖边内径72.2mm未卷封罐身术语(非王老吉三片罐)A-罐身外径65.4mmB-罐身翻边2.20mmC-翻边直径69.8mmD-翻边半径95-97°E-罐身高度113.5mmF-罐身厚度0.21mmG-缩颈内径57.1mm卷边术语W-卷边宽度T-卷边厚度C-埋头度BH-身钩长度CH-盖钩长度OL-叠接长度OL%-叠接率Uc-卷封上间隙Lc-卷封下间隙卷边术语W-卷边宽度T-卷边厚度C-埋头度BH-身钩长度CH-盖钩长度OL-叠接长度OL%-叠接率Uc-卷封上间隙Lc-卷封下间隙第三节二重卷边定义、形成及工作原理二重卷边的定义:二重卷边是罐头的罐盖、罐身相互卷合所构成的部分,由三层罐盖厚度和二层罐身厚长构成,罐头二重卷边通常借助头道卷封操作和二道卷封操作组合的二次操作来完成,故称为二重卷边。
二重卷边的形成及工作原理:二重卷边的形成是利用金属材料以机械方式把罐盖园边和罐身翻边相互钩合,锁紧并将它们压平,形成由三层罐盖和二层罐身铁皮叠接牢固的机械性结构,利用卷边内填充密封胶以保证密封。
罐头的二重卷边通常是借助头道卷封和二道卷封组合的二次卷边操作法完成,因此称为“二重卷边”。
罐头的二重卷边通常在封罐机中完成,二重卷边机的每1个工位都有1个托底盘,1个封罐压头,通常至少有1个头道滚轮以及至少1个二道滚轮。
卷边三要素的作用:卷边滚轮:头道滚轮使身钩、盖钩弯曲钩合。
二道滚轮在头道基础上将卷边压紧压实。
上压头:使罐身罐盖定位配合,固定罐盖在正确的封罐位置,防止卷边内倒作为靠山。
重卷培训教材
2007-2-16一、1.重卷目的1) 切除在轧钢工程发生的未压部分及其它不良部分.2) 改善产品的机械性能并矫正板形.3) 涂防锈油防止钢板表面生锈.4) 按照客户要求调节最终产品的重量和长度.5) 均匀地卷取最终产品.2.重卷作业定义:为了切除在前工程发生的未压部分及不良部分并矫正板形,调整产品的重量和长度并均匀地卷取的作业.3.静电涂油机定义:为防止冷轧钢板的锈蚀,利用防锈油进行涂油的涂油机.4.未压部定义:在轧钢作业过程中发生的内、外径部分的不良部分(厚度偏差).5.开卷卷筒带动钢卷穿带6.本设备利用2个别圆形刀片,剪切带钢的两边.7.给将要重卷的带钢的正面,背面涂防锈油.8.E.P.C 装置本装置利用光电传感导向装置控制带钢前进方向,使带钢在卷取机上卷齐.9. 作业方法9.1按工程顺序作业9.1.1 COIL CAR(钢卷车)1)入口操作工将待生产的钢卷放置在钢卷车的正确位置上.2)与跟踪卡的ID确认无误,并通告主操可以作业3) 入口操作工操作COIL CAR TRAVERSE键使钢卷中央与钢卷车鞍座对齐.4) 入口操作工操作入口操作台上的COIL CAR 动作键提高钢卷至100mm.5) 入口操作工将操作台上的COIL CAR TRAVERSE 做”IN”操作,在入口卷筒前200mm位置前停止.6) 入口操作工将COIL CAR 动作键做”UP”操作使入口卷筒的中心与钢卷的中心一致.7)入口操作工将COIL CAR TRAVERSE 做”IN”操作与入口卷筒的中心对齐.6.1.2 ENTRY REEL(开卷卷筒)1)入口操作工将钢卷放置在卷筒上,然后降下升降鞍座,卷筒涨紧.2)入口操作工降下钢卷车上的升降鞍座,回复到原来的位置上.3)将钢卷的中心与机组中心线对齐4)降下压紧辊,压在钢卷上.6.1.3 COIL OPENER(开卷机)1)在开卷机上卷时开卷机尾端KNIFE后退,开卷机本体下降.2)上完卷后开卷器接近钢卷时应注意尾端不要接近钢卷.3)在PINCH ROLL(夹送辊)中咬进钢带时开卷机后退,下降至下限位置.6.1.4 THREE ROLL FEEDER (3辊喂料机)1)带头穿带至THREE ROLL FEEDER 时暂停穿带.2)降下上辊3)辊转动的同时适当上下弯辊,调整钢卷的平坦度.4)辊缝按带钢的厚度调整到.5)在开卷卷筒产生的过大的张力会导致夹送辊和带钢之间的滑动所以这时候应减小张力.6.1.5 STRIP JOINER (带头连接器)1)前1卷的后端部应放在本装置的中央位置中.2)后1卷的头部与前1卷的尾部的重叠量约150mm.3)上升下部的夹紧刀片组,这时候会产生10双缝隙.4)降下下部的刀片组,在缝隙当中插入带钢条.6.1.6 TENSION LEVELLER (张力矫直机)1)本装置由BENDING 装置部分与LEVELLING 装置部分构成,在入、出口侧BRIDLE ROLL 之间排列成,在张力条件下引起需要的延伸.在2个BENDING UNITS当中1个是备用.2)上部CASSETTE 可以用油压CYLINDER快速开闭.3)下部的CASSETTE的深度可以用位置转换器控制.4)降下上部CASSETTE固定.5)上部CASSETTE在带钢连接部分通过时上升,防止机械受损.1)CASSETTE的开闭由手动完成.下部CASSETTE调整方法(深度调整)2)基本设定值:①板厚度范围: 0.4~1.5mm②板厚度范围: 1.5mm以上时6.1.7 MICRON OILER(静电涂油装置)出口操作工调整流量调节阀时喷射流量达到1Kg/㎡.1)调整粘度时调整.HEAT THERMOSTAT DIAL .2)将高压调整在120KV.3)将主操作台上的MICRON OILER 涂油BUTTON,在穿带时调整喷射量.6.1.8 TENSION REEL (张力卷取机)1)向卷筒咬入带钢头部,涨紧卷筒.2)驱动张力辊,在没有张力的条件下旋转(卷取)3~4圈3)在做薄板时使用助卷器.4)上述过程结束后穿带过程已经结束可以运行设备生产.5)做ERP的验收和投入报告,同时在运行中做好作业报告二.重卷工艺流程1.开卷机---上卷小车---入口夹送辊---切头剪---侧导装置---纠偏装置----废边卷取机----圆盘剪---光整机---矫直机---检查台---涂油机---分切剪---出口夹送辊---卷取机---卸卷小车---助卷器三、安全规程1.1.工作前必须戴好安全帽及一切劳保品,经过三级教育合格后方可上岗。
柳钢冷轧拉矫重卷生产线的自动控制系统
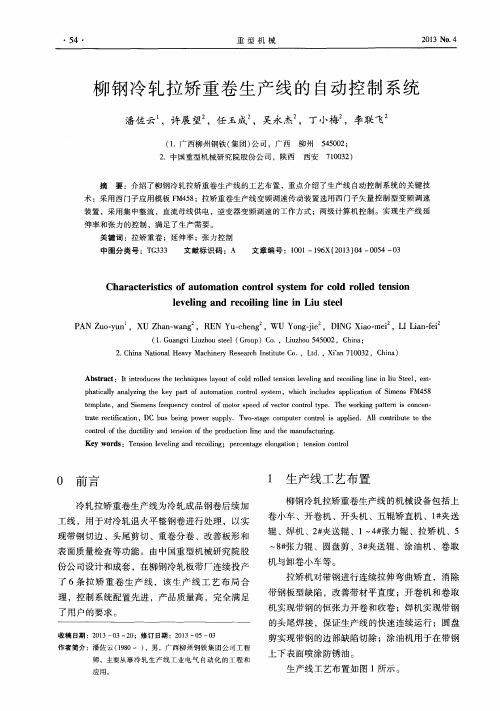
2 . C h i n a N a t i o n a l H e a v y Ma c h i n e r y R e s e a r c h I n s t i t u t e C o . ,L t d . , X i ’ a n 7 1 0 0 3 2,C h i n a )
摘
要 :介绍 了柳钢冷轧拉矫重卷生产线的工艺布置 ,重点介绍 了生产线 自动控制 系统的关键技
术 :采用西 门子应用模板 F M 4 5 8 ;拉矫重卷生产线变频调速传动装置选用 西门子矢量控 制型变频调速 装置 ,采用集 中整流 ,直流母线供电 ,逆变器变频 调速的工作方式 ;两级计算机控 制。实现生产线延
p h a t i e a l l y a n  ̄y z i n g t h e k e y p a r t o f a u t o ma t i o n c o n t r o l s y s t e m ,w h i c h i n c l u d e s a p p l i c a t i o n o f S i me n s F M4 5 8 t e mp l a t e ,a n d S i e me n s ̄e q u e n c y c o n t r o l o f mo t o r s p e e d o f v e c t o r c o n t r o l t y p e .T h e w o r k i n g p a t t e r n i s c o n c e n — t r a t e r e c t i f i c a t i o n,D C b u s b e i n g p o we r s u p p l y .T wo — s t a g e c o mp u t e r c o n t r o l i s a p p l i e d . Al l c o n t r i b u t e t o t h e c o n t r o l o f t h e d u c t i l i t y a n d t e n s i o n o f t h e p r o d u c t i o n l i n e a n d t h e ma n u f a c t u r i n g . Ke y wo r d s :T e n s i o n l e v e l i n g a n d r e c o i l i n g ;p e r c e n t a g e e l o n g a t i o n;t e n s i o n c o n t r o l
重卷拉矫PPT课件

.
37
去毛刺辊位于圆盘剪的后部。由两个固定辊和两 个气缸驱动的摆动压辊组成。
工作时,自动控制电机转动丝杠,带动左右滑座 沿两个导向光杠移动,调整立辊位置。由气缸驱 动使其对称于机组中心线快速闭合或打开,达到
使带材对中的目的。
主要技术参数:立导辊开口度:700~1850mm;
立导辊辊径:Φ80×100mm ;数量:6 个 ;由2个气
缸驱动立导辊的打开关闭. 。
13
焊机
名称:O型双轮单相AC窄搭接焊
主要技术参数:带材存储量: 20m 爬行速度: 4m/min 辊子规格: Ф1000x1850mm (焊接镀 铬) 5个
.
30
.
31
活套出口张力辊
用途:在尾部卸卷时,为矫直机出口张力 辊提供初张力。
组成:两个带刮刀的焊接镀碳化钨棍子及 传动电机和1#张力辊上的压辊。两个张力 辊呈S状。压辊上由液压缸驱动升降,穿带 时压辊打开。
由钢板型钢焊接而成,轨座上装有导轨。左右机 座对称安装在左右导轨上,在左右两个液压缸的 作用下,调整两个机座的开口度,可自动适应不 同的带材宽度。每个机座分别由机架、滑轨及下 剪刃组成。下剪刃固定于机架上,上剪刃在液压 缸的作用下沿滑轨上下滑动实现剪切。
.
19
主要技术参数: 压下液压缸:160/90100mm2 横移液压缸:63/36500mm2 冲头圆弧半径:280mm 弦高 178mm 弦长:500 mm 前后两卷整个带宽差:220mm 剪刃:材质 6CrW2Si 数量: 2对
重卷拉矫课件
带钢位置控制装置 卷取机 外支撑 纸卷开卷机 皮带助卷器 钢卷鞍座及称重 半自动打捆机
三、生产线基本技术数据
拉矫重卷线生产的是经冷轧、退火、酸洗、平整和产 品研磨处理后的不锈钢冷轧卷 AISI300、AISI400系列年产 19万吨。 成品表面等级:2B、2D、NO.3、NO.4、HL。其中2B、 2D的产品约16万吨; 经修磨的NO.3、NO.4、HL约3万吨。 生产线性能: 拉矫产品厚度范围0.2-2mm;分卷厚度范围0.2-3mm 湿式一弯两矫,带有清洗和干燥装置 拉矫机前后均配置活套,避免在带钢表面产生振痕 拉矫产品的延伸率在0.2~2%范围内
重卷拉矫生产线工艺流程简图
出口活套
焊机
入口活套 拉矫
清洗装置
烘干装置
检查 台
垫纸
开卷机
覆膜及切 边
卷纸机 矫头机 拉矫入口 张力辊组
拉矫出口 张力辊组
废边卷曲
卷取机
助卷器
二、主要设备及其功能概述
入口段:
钢卷鞍座 上卷小车 卷纸机 开卷机 外支撑 导板台开卷刀 1号夹送辊
带钢张力
开卷张力……………40.5KN max 拉矫张力……………400KN max 活套张力……………40.5KN max 卷曲张力……………60.0KN max
抗拉强度………………………... max280—800N/m m² 屈服强度……………………....... max200—600N/m m² 线速度……………………….…… 2—3mm 15—100m/min 0.2—2mm 最大可150m/min 穿带速度……………………....... 0—30m/min 开卷方式……………………….... 上下开卷 卷曲方式………………………… 上下卷曲 生产线长度……………………… 大约102m 生产线宽度……………………… 大约20m
拉矫工艺讲课内容

•
宁波宝新不锈钢有限公司
NINGBO BAOXIN STANLESS STELL CO·L TD
矫直辊系布置图
宁波宝新不锈钢有限公司
NINGBO BAOXIN STANLESS STELL CO·L TD
矫直机参数
矫直方式:湿矫直 (Henkel VR6351-50) (1)弯曲辊系数量:4个 (2)矫平辊系数量:2个 (3)弯曲辊系工作辊:直径35mm-33mm,长度1570mm。 (4)弯曲辊系中间辊:直径50mm-48mm,长度1570mm。 (5)矫平辊系工作辊:直径150mm-148mm,长度1550mm。 (6)支撑辊(两种辊系相同):直径60mm,长度130mm
宁波宝新不锈钢有限公司
NINGBO BAOXIN STANLESS STELL CO·L TD
拉矫机组工艺简介
宁波宝新不锈钢有限公司
NINGBO BAOXIN STANLESS STELL CO·L TD
拉矫机组的作用
• 拉矫机组采用半连续张力矫直装置,将 冷轧、退火和平整后的钢卷通过使长度 方向延伸,进行板形矫直(分纯张力矫 直和带矫直机矫直两种模式)和切边分 卷处理,使产品符合质量规定并达到出 厂成品要求。
张紧辊
矫直机前4根,矫直机后6根 辊子直径:1000mm 表面长度:1600mm 衬层材料:PU 表面粗糙度:Ra≥3.2µm 驱动系统:单独AC马达传动, 矫直机前83/138/227/374KW, 矫直机后462/512/281/154/86/46KW
宁波宝新不锈钢有限公司
NINGBO BAOXIN STANLESS STELL CO·L TD
宁波宝新不锈钢有限公司
NINGBO BAOXIN STANLESS STELL CO·L TD
重卷的CU320-2DP
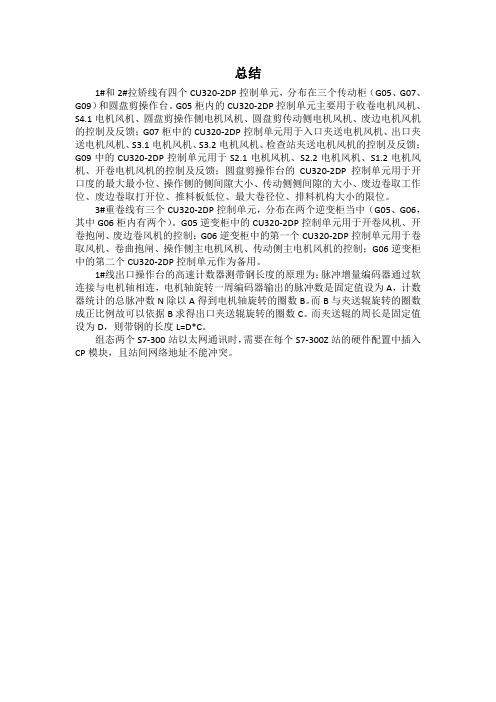
总结
1#和2#拉矫线有四个CU320-2DP控制单元,分布在三个传动柜(G05、G07、G09)和圆盘剪操作台。
G05柜内的CU320-2DP控制单元主要用于收卷电机风机、S4.1电机风机、圆盘剪操作侧电机风机、圆盘剪传动侧电机风机、废边电机风机的控制及反馈;G07柜中的CU320-2DP控制单元用于入口夹送电机风机、出口夹送电机风机、S3.1电机风机、S3.2电机风机、检查站夹送电机风机的控制及反馈;G09中的CU320-2DP控制单元用于S2.1电机风机、S2.2电机风机、S1.2电机风机、开卷电机风机的控制及反馈;圆盘剪操作台的CU320-2DP控制单元用于开口度的最大最小位、操作侧的侧间隙大小、传动侧侧间隙的大小、废边卷取工作位、废边卷取打开位、推料板低位、最大卷径位、排料机构大小的限位。
3#重卷线有三个CU320-2DP控制单元,分布在两个逆变柜当中(G05、G06,其中G06柜内有两个)。
G05逆变柜中的CU320-2DP控制单元用于开卷风机、开卷抱闸、废边卷风机的控制;G06逆变柜中的第一个CU320-2DP控制单元用于卷取风机、卷曲抱闸、操作侧主电机风机、传动侧主电机风机的控制;G06逆变柜中的第二个CU320-2DP控制单元作为备用。
1#线出口操作台的高速计数器测带钢长度的原理为:脉冲增量编码器通过软连接与电机轴相连,电机轴旋转一周编码器输出的脉冲数是固定值设为A,计数器统计的总脉冲数N除以A得到电机轴旋转的圈数B。
而B与夹送辊旋转的圈数成正比例故可以依据B求得出口夹送辊旋转的圈数C。
而夹送辊的周长是固定值设为D,则带钢的长度L=D*C。
组态两个S7-300站以太网通讯时,需要在每个S7-300Z站的硬件配置中插入CP模块,且站间网络地址不能冲突。
矫正、弯形与绕弹簧教学课件PPT

1.弯形时中性层的确定
首先,材料弯形时的中性层位置不一定位 于材料厚度的中间位置,其中性层位置 与弯形半径r和板厚t有直接关系,中性
层的位置系数x0可查阅下表来确定。
工件弯形前毛坯长度等于直线部分长度与圆弧部分中 性层长度之和。期中,中性层长度A用下式计算: 圆弧部分中性层长度的计算公式为:A=π(r+x0t)α/180°
② 薄板四周呈波浪形: 如下图示,从中间向四 周逐渐由重到轻、由密 到疏反复锤击,直至平 整为止。
③ 薄板对角翘曲:如下图所示,变形原因是翘 起的两对角材料变薄而伸展所致。锤击时, 应如图示中的箭头方向,沿没有翘曲的对角 线方向锤击,直至矫平为止。
2.扭转法 扭转法是用来矫正条料扭
曲变形的,一般将条料夹持 在虎钳上,用板料扭转到原 来形状。适用于条形板料或 角钢的矫正。
(1)扁钢扭曲的矫正:如下图所示,其矫正方 法是,将工件的近弯曲处装夹在台虎钳上,然 后用扳手在扁钢的另一端向扭曲的反方向扭转, 使扭曲变形消除。
(2)角钢的扭曲矫正:如下图 所示,其矫正方法是,将角 钢一端夹持在台虎钳上,另 一端用扳手朝反方向扭转。
3.弯形法 对工件施加弯矩, 使之产生弯曲变形,以达到 矫正的目的。主要用于条形 板料在厚度方向上的变形, 以及棒料和型钢的变形矫正。
1.延展法 用手锤锤击材料的适当部位,使之 局部伸长和展开,以达到矫正的目的,主要用于 薄板变形以及在宽度方向弯曲的板料。
(1)薄板的矫正(板厚4mm);薄板的变形主要 有中凸、四周波浪变形以及对角翘起等。
① 薄板中凸:如下图,变形原因是 由于中间材料变薄而鼓起,矫正 方法,如下图中的箭头及小圈所 示。锤击时,应从外缘向中部逐 渐由重到轻、由密到疏的顺序进 行,直到矫平为止。
冷轧重卷拉矫控制系统自主开发及应用

输 出侧通过不同规格逆变器连接 至各设备
电机 ,逆 变器 用 于将 直 流 电逆 变 为一 定 频 率 的 交 流 电 ,驱动 相 应 电机 。逆变 器 直 流 侧 设 置 电 容 ,用 于储 存 直 流 电能 ,并 通过 快 熔 连 接 到 直 流母 线 。 由 于 电机 距 离 逆 变 器较 近 ,逆 变 器 输 出侧不 设 置输 出 电抗 器 。 公 共 直 流 母 线 为各 逆 变 器 提 供 适 当等 级 的 直 流 电压 。 逆变 器 工 作 于 电动状 态 时 ,电能 从 直 流母 线 逆变 后 输 出到 电机 ;逆 变 器 工 作 与 制
此 外 ,为 防止 大 容 量 逆 变 器 中 间直 流 快 熔 熔 断浪 涌 对 小 容 量 逆变 器 的影 响 ,设 备 并 柜 时 要 考 虑将 容量 相 当 的逆 变 器就 近排 放 ,并 在 大 、 小 容 量 逆 变 器 问 直 流母 线 加 装 白振荡 吸 收二 极 管。
过接触器合分 闸 ,并设置快熔保护 。为防止变
频 系 统 对 动 力 电 网 的谐 波 干 扰 ,进 线 侧 还 配 置
E MC滤 波器 。
要保证带钢静止状态下转 矩控制 与速度 控
制 的精 度 ,除 上卷 小 车 、卸 卷 小 车 外 ,各设 备
均需 设 置 测 速 码 盘 ,采 取 闭 环矢 量 控 制 方 式 。
自主开 发设 计 了一 级和二 级 控制 系统 。
P L C选用 西 门子 S 7 — 4 0 0系列 ,S 7 — 4 0 0是 具
有 中高档 性 能 的 P L C,采 用 模 块化 无 风 扇设 计 , 适 用 于 对 可 靠 性 要 求 极 高 的 大 型 复 杂 的 控 制 系 统 ,机组 的顺 序控 制 部分 由 C P U 4 1 4 — 2 D P完成 ,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁粉残量单面少于150 mg/m2
焊接搭接量:
搭接允许量 搭接补偿量
0~3.0mm(无级调节)精度±0.1mm, 0~1.0mm(无级调节)精度±0.1mm,
焊缝超厚 :
δ=0.3~0.8mm时:δ+0.12mm
δ=0.8~2.5mm时:δ×1.14 (δ—焊接材料原始厚度)
.
18
月牙剪
用途:用于将焊缝边部挖去,便于通过圆盘剪。 主要结构:月牙剪由底座、左右机座组成。底座
.
6
开卷机
.
7
直头机
用途:用于将带卷的头部打开,与开卷机 建立开卷张力,实现张力开卷,机组联动 时,上开卷时,上辊起转向辊作用;下开 卷时,下辊起转向辊作用。
组成:刮板装置(刮板、摆动液压缸、伸缩液压 缸)、夹送辊(2个聚氨酯辊,双电机传动,上辊由液 压驱动可上下运动)、直头辊( 2个聚氨酯辊。上辊由
A ~380V
B
焊接启动
16
.
17
要技术参数:
最大焊接能力 : 焊接宽度 900~1650mm max焊接板厚 0.3~
2.5mm
焊接带钢的组合偏差要求厚度(最大): A/B=1/1.5
A:薄带钢厚度 B:厚带钢厚度
宽度(最大) 300mm(单边150mm)
钢带表面条件: 单面残油少于400mg/m2
由钢板型钢焊接而成,轨座上装有导轨。左右机 座对称安装在左右导轨上,在左右两个液压缸的 作用下,调整两个机座的开口度,可自动适应不 同的带材宽度。每个机座分别由机架、滑轨及下 剪刃组成。下剪刃固定于机架上,上剪刃在液压 缸的作用下沿滑轨上下滑动实现剪切。
.
19
主要技术参数: 压下液压缸:160/90100mm2 横移液压缸:63/36500mm2 冲头圆弧半径:280mm 弦高 178mm 弦长:500 mm 前后两卷整个带宽差:220mm 剪刃:材质 6CrW2Si 数量: 2对
.
20
入口张力辊
用途:为拉伸弯曲矫直机提供入口张力。
组成:四个呈S状的焊接镀碳化钨辊及两个 位于1#4#张力辊上的压辊、机架、电机、 液压缸;4#张力辊上有高精度编码器,用 于测量延伸率,每个张力辊上都配有刮刀
(3) 钢卷内径:Φ610mm/ Φ508mm
(4) 钢卷外径:Φ1000~Φ2150mm
(5) 钢卷重量:Max 40t (6) 钢卷最大错层公差:≤±4mm (7) 钢卷最大塔形公差:≤20mm (8) 带材最大镰刀弯:≤10mm/10000mm (9) 来料板形:≤30I
.
4
开卷机
抗张强度:δb:≤780MPa 屈服强度:δs:≤520MPa 当带钢的机械性能为δb :≥590MPa, δs
≥450MPa 时,带钢的极限尺寸为: 1.4mm×1450mm
.
3
机组主要参数
1、来料尺寸及重量: (1) 带厚:0.3~2.5mm(头、尾纵向厚差≤±10%) (2) 带宽:900~1650mm
工作时,自动控制电机转动丝杠,带动左右滑座 沿两个导向光杠移动,调整立辊位置。由气缸驱 动使其对称于机组中心线快速闭合或打开,达到
使带材对中的目的。
主要技术参数:立导辊开口度:700~1850mm;
立导辊辊径:Φ80×100mm ;数量:6 个 ;由2个气
缸驱动立导辊的打开关闭. 。
13
焊机
名称:O型双轮单相AC窄搭接焊
.
5
开卷机
芯轴材料:42CrMo; 扇形板:锻钢; 卷筒有效长度:1850mm; 压辊尺寸: 265×600 mm(聚氨酯); 开卷机本体浮动范围:±100mm
外支撑:用来支承开卷机卷筒。开卷机轴头支承由
支承柱、支承臂、链板和液压缸组成。工作时, 液压缸驱动两链板,使两链板处于同一直线。
下压辊:下开卷时,用来配合开卷机打开带卷。
(1) 用途:开卷机用于将来料带卷的打开,并 与拉矫机的入口张力辊建立开卷张力。
(2) 组成 :开卷机本体(卷筒、齿轮减速箱、压辊、传动装 置、卷筒涨缩液压缸、旋转给油装置 )、开卷机浮动装 置(浮动底座和浮动液压缸组成 )、润滑系统 (稀油润滑 。 系统和干油润滑系统 )
(3) 主要技术参数:开卷张力45kN、卷筒真圆 直径610mm和508(加橡胶套筒后)、
结构:夹送辊由一对夹送辊、机架和底座 及传动装置组成。上下夹送辊为一对聚氨 酯包胶辊,上夹送辊为一空转辊,下夹送辊 为一传动辊。上夹送辊由液压缸驱动实现 上下运动,下夹辊为固定辊。
.
12
立导辊
用途:用来使带材对准机组中心线。
结构:由左右滑座、移动丝杠、导向光杠等组成。
在每个滑座上设有三个空转立辊。
(1) 焊机主机主要组成:入、出口夹紧压板 装置;焊接车架(“O”型)底座及传动装 置;双刃剪切机构、冲孔及废料输送装置; 焊接头装置;回火头装置;碾压装置;下 焊轮轮高检测装置;修磨轮及真空吸渣装 置
.
14
焊机
.
15
焊接变压器 B1
焊接轮
回火轮
可控硅单元
焊接运行方向
焊接变压器 B2
.
焊接控制器
重卷拉矫机组
.
1
生产流程
立式活套 双辊纠偏
带夹 送辊切 的直头 头机剪
立 导 辊
焊机月牙剪
拉弯矫直机
圆盘剪 (去毛 刺辊)
检 查 站
夹 送 辊
涂油机 切尾剪
夹送辊
入口张力辊
1#转向 辊
出口张力辊
活套出口张 月牙剪 废边卷取机 力辊
数
来料:碳素结构钢、优质碳素结构钢、IF、 高强钢
液压驱动上下运动,下辊由液压驱动实现左右摆动)、
传动装置、机架
.
8
切头剪
用途:用于将带材的头、尾部废料切除。
组成:机架、下刀座、上刀座、剪切连杆机构、
剪切液压缸、抛料辊等。 上剪刃固定于上刀座上为斜剪刃,上刀座可在机 架上的滑道内上下运动。在上刀座和机架之间有 一套连杆机构,由剪切液压缸驱动。同时,在切 头剪的出口侧还设有废带头溜板。剪刃为矩形, 上下剪刃可互换,上切式。上刀座由液压缸驱动, 上剪刃是直剪刃,下剪刃是斜剪刃,剪刃间隙由 下剪刃通过螺栓推拉机构调整下刀座的方式完成。
.
9
切头剪
抛料辊由一对辊子组成,上辊由气缸升降,下辊由 液压马达驱动,用于将带尾推入废料小车。 废料小车、导板台
主要参数:剪刃开口度:130 mm;
剪刃尺寸:25×80×1850 mm (6CrW2Si); 上剪刃斜度:1.5°;
.
10
切头剪
.
11
1#夹送辊
用途:用于将带材送进焊机;机组正常工 作时,起稳定带钢运行的作用。