连杆螺栓断裂引起滑道碎裂的技术修复
螺纹滑丝损坏修复方法

螺纹滑丝损坏修复方法(总2页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除螺纹滑丝损坏修复方法关键词:螺纹滑丝螺纹算坏滑丝修复修复方法高分子材料一、前言随着工业现代化的发展,对各种机械设备的运行性能要求越来越高,一些在高速、高压、冲击、腐蚀等条件下工作的设备,往往因其局部损坏而使整个零件报废,最终导致设备停产。
近年来发达国家提出了“维修技术——未来的投资”“21世纪――复合材料的世纪”的口号,这是对传统维修概念的突破,说明在现代化大生产中,维修已不单是一种辅助手段或应急措施,而是生产力的有机组成部分,是提升资源价值保障经济效益的重要手段之一。
高分子聚合物与金属粉末或陶瓷颗粒组成的双组分或多组分的复合材料,它是在高分子化学、有机化学、胶体化学和材料力学等学科基础上发展起来的高技术学科。
其应用技术在设备维护领域方面取得了突破性的进展,除用于连接、密封、堵漏、绝缘外,还可广泛用于机械设备耐磨损、耐腐蚀、耐冲击修复,也可用于修补设备上的各种缺陷,如裂纹、划伤、尺寸超差、铸造缺陷等。
其优点是:受热少、无热影响和变形;不须专门设备,工艺简单,易于掌握,节省工时,可进行现场作业,避免拆卸,减少停机时间,降低劳动强度,施工安全。
实践证明的确是一种快速和价廉的工艺方法,是设备维护的有效手段。
二、螺纹滑丝损坏原因及修复方法小析在预紧螺栓的过程中,螺栓因受到拉伸应力而产生了变形,它的恢复应力使其与它所连接的密封部位紧紧地连在一起,随时间加长,部分拉伸变形成为永久变形,恢复应力下降,导致其发生了应力松弛,扭矩降落,从而出现了螺栓松动现象,造成螺纹的滑丝磨损。
严重时甚至会造成被紧固部件内螺纹的损坏。
上述部件一旦出现螺纹滑丝磨损或损坏现象,传统的解决办法是加大孔径后重新套丝并更换对应的螺栓进行紧固。
但是更多部件不能采用此种方法进行修复,就因为局部的损坏而导致部件报废更换,加大了企业的设备维护成本。
连杆螺栓断裂原因探讨及对策

应力 状态 更危 险 。所 以 , 当裂 纹扩 展 到一定 程 度 . 在
偶然的超载 冲击下 , 螺栓就会沿着被削弱 了的截面 发生 突 然脆 性 断 裂 , 与其 相 对 应 的螺栓 则 由于 连 而 杆 瓦 盖 失去 约 束 而 张 开 , 曲轴 在 旋 转 时 传 给 连 杆 的 力 同 时变 为连 杆 螺 栓 的拉 伸 和 弯 曲力 , 螺栓 发 生 使 塑性 型变 而最 后 断裂 。若 连杆 螺 栓 预 紧力 矩 未 达 到 规定 值 或 拧 紧力 不 均 , 动 机 工 作 时 在往 复 运动 惯 发 连 杆 工 结合 面产生缝隙 , 螺栓受 冲击力时将在很短 的时间 内使 连杆 螺 栓 产 生 疲 劳 破 坏 而 断 裂 。所 以 , 拧 紧 在 连杆 螺栓 时 , 一定 要按 照标 准 力矩 拧 紧连 杆螺 栓 , 千 万不 能粗 心大 意 , 更不 能认 为越 紧越 好 。 1 2 错 装连 杆盖 .
1 3 连 杆 螺栓 装配 时 没有仔 细检 查 .
当连杆螺 栓 上有 划伤 、 扣 、 口 、 滑 裂 凹痕 、 颈 或 缩 裂纹 , 螺栓 、 或 螺母 配 合 松 弛 , 螺 栓 不 能 与 螺栓 孔 或 紧密 配合 . 螺 栓 长 度 比新 的 标 准螺 栓 长 度 长 2 , 或 % 在 装 配 时没 有 仔 细 检 查 , 这 些 带 有 各种 缺 陷 以及 把 有 各 种质 量 问题 的 螺栓 装 到发 动 机 上 , 造 成连 杆 是
如果 在修 理 发 动 机 的过 程 中 , 由于 粗 心 大 意将 连杆 盖装 错 , 会造 成连 杆大 头 结合 面配 合 不 紧 密 . 在
发动 机运 行 中 由于 连 杆 盖 松 动 导 致 连 杆 螺 栓 断裂 。
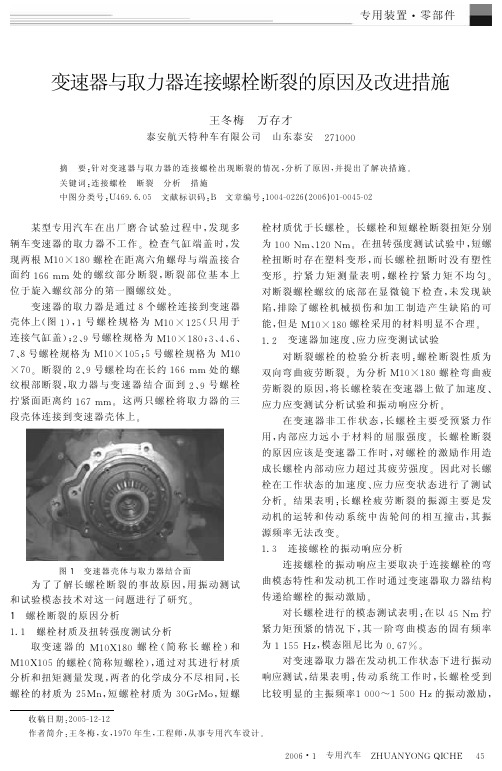
变速器与取力器连接螺栓断裂的原因及改进措施
我国将加快汽车电子创新能力
!! 我国将 加 快 汽 车 电 子 产 业 的 自 主 创新能力 ! 进一步推进国家汽车计算平 台工程实施 ! 这是 ! " " 1年3月$ $日在 长春举行的" ! " " 1中国汽车电子发展 高层论坛 # 传出的讯息 $ 会上 ! " 国家汽 车计算平台 # 成为与会者瞩目的焦点 $ 据信息产业部有关人士介绍 ! ! " " " 年! 王大珩 % 杨嘉墀院士联名提出发展 我国汽车电子信息产业 ! 抢占未来世界 2 # ! 汽车计算平台 制 高 点 的 建 议 $! " " 7年 二院士再次联 合 3 位 院 士 提 出 了 3月 ! 关于尽快由国家信息产业部牵头 ! 组织 实施支柱 产 业 振 兴 工 程 & & &国 家 汽 车 计算平台的建议 $ 在专家论证基础上 ! 信息 产 业 部 提 出 并 发 布 了 ’ 关于实施 " 国家汽车 计 算 平 台 工 程 # 国家重大专 项的方 案 ( 草 案) * ! 得到了一些省市和 汽车生产厂家的响应 $ 信息产业 部 科 技 司 司 长 闻 库 司 长 说! 实施国 家 汽 车 计 算 平 台 工 程 ! 有利 于促进汽车 产 业 和 电 子 信 息 这 两 大 产 业的 融 合! 解决这两大支柱产业的" 空 心化问题 # $ 国家汽车计算平台现在面 临难得的发展机遇 ! 一是国家产业政策 支持 ! 二是我国已具备实施汽车计算平 台的能力 $ ( ’ 中国汽车报 * ! " " 1年3月! 5日)
! " " #・$! 专用汽车 !% &’()* +), . /&0
螺栓孔破损修复技术及详细工艺
螺栓孔破损修复技术及详细工艺螺栓孔破损是最为常见的设备问题,所以采用什么样的方法修复孔破损至关重要。
目前,修复螺栓孔破损的方法有很多,但评价较好的是索雷碳纳米材料技术修复螺栓孔破损,本文介绍利用索雷碳纳米材料现场快速修复螺栓孔破损的详细工艺。
螺栓孔破损修复技术索雷碳纳米聚合物修复技术是目前较为成熟和性价比较高的一种维修方案。
时间短、费用低、效果好是该技术的几个主要特点。
索雷碳纳米聚合物技术是由纳米无机材料、碳纳米管增强的高性能环氧双组份复合材料。
该材料最大优点是利用特殊的纳米无机材料与环氧环状分子的氧进行键合,提高分子间的键力,从而大幅提高材料的综合性能,可很好的粘着于各种金属、混凝土、玻璃、塑料、橡胶等材料。
有良好的抗高温、抗化学腐蚀性能。
同时良好的机加工和耐磨性能可以服务于金属部件的磨损再造。
索雷技术产品具有超强的粘着力,优异的抗压强度等综合性能,采用索雷碳纳米聚合物复合材料,通过机加工方法修复齿轮轴轴承位磨损,即无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并大大延长设备部件(包括轴承)的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值;避免了报废更换,使企业内部的维修资源得到优化。
螺栓孔破损修复工艺1、做好施工前的准备工作,如工具、材料及需更换的备品备件(新螺杆、力矩扳手、氧气-乙炔气割工具、无水乙醇、调和板)等;2、此修复工艺是针对滑丝的螺纹连接,螺纹本身还具有一定强度的前提下,如螺纹部位已经完全磨损,螺栓不用旋转可自由出入的情况下不建议采用此工艺进行修复;3、首先需准备新的同规格螺栓作为修复模具,进行简单的表面处理并清洗干净,涂抹sd脱模剂晾干后备用;4、用气焊枪氧-乙炔焰烘烤内螺纹表面,去除渗入基体组织的油污,直至没有火星。
过程中要控制好火焰温度和工艺方法,避免使螺孔出现局部损毁;5、用砂布、钢丝刷等工具,打磨去掉内螺纹表面氧化层,直至露出金属原色;6、用丙酮或无水乙醇将螺纹表面彻底清洗干净,确保表面干净、干燥、结实;7、严格按比例适量调和索雷SD7101H碳纳米修复材料,搅拌至颜色均匀一致,没有色差。
柴油机连杆螺栓断裂的原因
柴油机连杆螺栓断裂的原因
柴油机连杆螺栓断裂的原因可能有以下几点:
1. 连杆螺栓材质问题:螺栓材质不合格或者存在瑕疵,导致螺栓在工作过程中无法承受正常的载荷。
2. 连杆螺栓过紧或者松动:过紧的螺栓会引起过度应力,而过松的螺栓会导致螺栓在工作过程中受到振动和冲击,加速疲劳损伤。
3. 连杆螺栓使用寿命到期:长期使用后,螺栓会受到疲劳和应力的累积,超过其承载极限后容易发生断裂。
4. 连杆设计和制造不合理:连杆与螺栓的配合尺寸不合适、设计不合理、制造质量差等问题都可能导致螺栓断裂。
5. 柴油机运行工况异常:例如过载、高温、频繁启动等工况可能增加连杆螺栓的负荷,使其易于断裂。
为避免连杆螺栓断裂,建议定期检查和维护柴油机,确保螺栓的紧固力合适,材质和制造质量可靠,以及避免异常的工况和负荷。
中能化工化工车间2号压缩机连杆螺栓断裂后设备改进

中能化工化工车间2号压缩机连杆螺栓断裂后设备改进发布时间:2022-09-08T06:01:15.339Z 来源:《城镇建设》2022年第4月第8期作者:张林峰[导读] 连杆螺栓是指螺栓头部和螺杆连接在一起的紧固件,是需要配合螺母一起使用的张林峰安徽晋煤中能化工股份有限公司,安徽阜阳236400 摘要:连杆螺栓是指螺栓头部和螺杆连接在一起的紧固件,是需要配合螺母一起使用的。
我们在使用连杆螺栓时,会发现连杆螺栓有的存在很多问题,会有外观问题,公差长度问题,断裂问题,牙螺纹问题,安装时所发现的问题等等。
那么我们这时怎么办?很简单的方法,就是对连杆螺栓进行检验,找出问题的所在,从而改成它。
那对连杆螺栓检验需要方法,连杆螺栓是连接连杆大端轴承座与轴承盖使之成一体的重要螺栓。
连杆螺栓受到装配时的预紧力的作用,四冲程柴油机运转时连杆螺栓还受到往复惯性力的作用。
连杆螺栓的直径较小,因其受到曲柄销直径和连杆大端外廊尺寸的限制。
关键词:连杆螺栓;螺杆连接;压缩机1、综述分析压缩机是一种提高气体压力和输送气体的机器,素有化工企业的“心脏”之称。
它与脱硫、变换、脱碳、甲醇、铜洗、合成等岗位有着直接的联系,压缩机的运行正常与否直接关系着企业的产量和效益。
压缩机在运行中会经常出现一些故障,如活塞环磨损、气阀坏等。
经过往年的不断改进,这些故障都得到了很好的解决。
而曲轴是压缩机中最重要的部件,它承受连杆传来的力,并将其转变为转矩,通过曲轴输出并驱动发动机上其他附件工作,曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用。
因此要求曲轴有足够的强度和刚度,轴颈表面需耐磨、工作均匀、平衡性好。
现有技术中,由于曲轴在交变载荷情况下运转,连杆螺栓同时也受到交变载荷情况,连杆螺栓就有断裂风险,由于连杆螺栓是连接曲轴与连接重要传动部件,是非常重要部件,一断连杆螺栓发生断裂,曲轴与连杆就发会发生脱开,导致曲轴受力不平衡,连杆有可能打坏中体,曲轴打坏机身的风险,如果设备的旁边有人情况下,可能造成人员伤亡的风险存在。
发动机连杆螺栓断裂原因分析

发动机连杆螺栓断裂原因分析袁峰;靳宝宏;门菲【摘要】某汽车发动机连杆螺栓在发动机台架耐久试验中发生断裂.通过宏观检验、化学成分分析、扫描电镜分析、金相检验、能谱分析等方法,对螺栓的断裂原因进行了分析.结果表明:该连杆螺栓断裂模式为多源疲劳断裂;裂纹内部存在大量的磷和锌元素,说明在搓丝工序时螺栓已经产生了微小裂纹;在后期的磷化处理中,磷化液渗入微小裂纹中;台架耐久试验过程中裂纹逐步疲劳扩展并导致螺栓断裂.%A connecting rod bolt of an engine fractured during the durability bench test of the engine.The fracture reasons of the bolt were analyzed through macroscopic inspection,chemical composition analysis,scanning electron microscopy analysis,metallographic inspection,energy spectrum analysis and so on.The results show that:the fracture mode of the connecting rod bolt was multi-source fatigue fracture;there were plenty of elements of phosphorus and zinc inside cracks,which indicated that the cracks had been produced in thread rolling process;the phosphatizing liquid infiltrated into the micro cracks during the following phosphatizing treatment,and the fatigue cracks gradually expanded and led to the fracture of the bolt during the durability bench test.【期刊名称】《理化检验-物理分册》【年(卷),期】2017(053)011【总页数】4页(P833-836)【关键词】发动机;连杆;螺栓;断裂;磷化;多源疲劳【作者】袁峰;靳宝宏;门菲【作者单位】泛亚汽车技术中心有限公司,上海 201201;泛亚汽车技术中心有限公司,上海 201201;泛亚汽车技术中心有限公司,上海 201201【正文语种】中文【中图分类】TG115.2众所周知,对于汽车发动机来说,连杆螺栓与缸盖螺栓、曲轴皮带轮螺栓、飞轮螺栓和曲轴轴承盖螺栓并称为5大关键螺栓。
严防柴油机连杆螺栓折断(一) 规章制度
严防柴油机连杆螺栓折断(一)规章制度
柴油机连杆螺栓在运行中断裂将会产生严重的捣缸事故,它不但会造成缸盖、缸套的损坏,还会使连杆变形弯曲,甚至造成捣破机体、折断曲轴等重大经济损失。
为避免连杆螺栓折断而产生的捣缸事故,在使用维修保养中应注意以下几点。
一、使用中应定期检查连杆螺栓的松紧情况,发现松退时应查找原因,检查螺栓有无损伤,再用扳手拧至规定值。
二、当某根连杆螺栓有滑扣、裂损或断裂时,应将同一连杆上的两根连杆螺栓成对更换,不得新旧搭配使用。
三、当发动机多次烧瓦或一次烧瓦严重时,连杆螺栓材料受高温退火作用,机械强度和承载能力下降,应予以更换。
四、检查连杆螺栓或螺母与连杆端盖台肩支撑面的贴合情况,如果有毛刺或不平,应予以修磨,否则连杆螺栓受附加力矩作用,极易折断。
五、装配时应用扭力扳手将连杆螺栓交替分次(一般分3~4次)拧至规定扭矩。
如果扭矩过松,工作中连杆结合面产生缝隙,螺栓受冲击力时易被拉断或剪断;拧得过紧,螺栓伸长变形,强度降低,受力后易折断损坏。
各种机型发动机的
连杆螺栓规定扭矩不尽相同,在缺乏技术的情况下,可根据螺栓直径估算其安全扭矩范围。
六、当发动机出现飞车、咬缸或翻车事故时,切不可忽视对连杆螺栓的仔细检查,当发现螺栓变形、裂损后,应及时更换。
七、为预防连杆螺栓疲劳断裂损坏,在发动机工作累计6000~7000小时后,即使螺栓外表无明显损伤,也应予以更换。
现场修复螺栓孔破损案例

h
3
螺栓孔破损修复案例
随着工业4.0的到来,国内工矿企业也逐渐向自动化、智能化方向发 展以及技术方面的改造。面对自动化生产,避免设备的“跑、冒、滴、 漏”等问题尤其重要。
2015年6月企业减速机螺栓孔破损出现泄漏油,这对此类减速机渗漏 油问题索雷工业给出了科学分析和解决方案,具体知道修复如下:
h
2
螺栓孔破损修复技术对比
传统的补焊机加工方法易造成材质损伤,导致部件变形或断裂, 具有较大的局限性;刷镀和喷涂再机加工的方法往往需要外协, 不仅修复周期长、费用高,而且因修补的材料还是金属材料,不 能从根本上解决造成磨损的原因(金属抗冲击能力及退让性较 差);更有许多部件只能采取报废更换,大大增加了生产成本和 库存备件,使企业良好的资源优势遭到闲置和浪费。
❖ 对于减速机静密封点泄漏可采用高分子聚合物技术现场免拆卸治理渗漏,直接从 渗漏部位直接治理。其产品具备的优越的粘着力、耐油性及350%的拉伸度,克 服减速机振动造成的影响,很好地为企业解决了多年无法解决的问题,省时省力, 效果立竿见影。如果减速机运转中静密封点漏油,可用表面工程技术的油面紧急 修补剂粘堵,从而达到消除漏油的目的。
现场修复螺栓孔破损案例
1
h
螺栓孔破损分析
❖ 轴封密封端盖螺栓孔破损,在减速机工作时,油液会甩到箱体上。如检查孔密封 不严,就会漏油。传统方法修复是在检查孔盖与箱体之间加垫密封垫或涂密封胶, 并通过螺栓压紧,就好阻止漏油。放油螺栓处漏油是因为螺塞根部与箱体结合面 存在间隙。在放油螺塞和箱体结合面加紫铜垫或O型密封圈,并拧紧,可阻止泄 露,但会导致停产时间增长,造成巨大经济损失。采用索雷系列高分子聚合物材 料是以高分子聚合物、金属或陶瓷超细粉末、纤维等为基料的复合而成的材料。 各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原 组成材料。具备极强的粘接力、机械性能、和耐化学腐蚀等性能,因而广泛应用 于金属设备的机械磨损、划伤、凹坑、裂缝、渗漏、铸造砂眼等的修复以及各种 化学储罐、反应罐、管道的化学防腐保护及修复。
柴油机连杆螺栓断裂的原因、检查及上紧注意事项
柴油机连杆螺栓断裂的原因、检查及上紧注意事项1. 连杆螺栓材质不合适,强度不足造成断裂。
2. 连杆螺栓松动会引起断裂。
3. 连杆螺栓过紧会造成断裂。
4. 连杆螺栓安装不正确,导致应力不均衡,从而断裂。
5. 连杆螺栓出现缺陷或裂纹,也会导致断裂。
6. 油润滑不良会导致连杆螺栓断裂。
7. 连杆螺栓的工作环境温度过高或过低,都会增加断裂的风险。
8. 连杆螺栓的紧固力度不均衡会导致断裂。
9. 连杆螺栓的使用寿命超过了设计要求,也会引发断裂。
10. 连杆螺栓过度疲劳,也会导致断裂。
11. 不适当的振动会导致连杆螺栓断裂。
12. 连杆螺栓的松紧程度不匹配会导致断裂。
13. 连杆螺栓的制造质量问题会导致断裂。
14. 连杆螺栓的表面处理不当会增加断裂的风险。
15. 连杆螺栓的拧紧力矩不当会导致断裂。
16. 连杆螺栓过度变形会导致断裂。
17. 连杆螺栓受到外力冲击会导致断裂。
18. 连杆螺栓的老化和腐蚀会增加断裂的可能性。
19. 连杆螺栓的设计缺陷会导致断裂。
20. 连杆螺栓的槽孔不正常会导致断裂。
21. 连杆螺栓的使用过程中,过度超负荷会增加断裂的风险。
22. 辅助零部件(如螺母、垫圈等)的使用不当会造成连杆螺栓断裂。
23. 连杆螺栓的锈蚀会导致断裂。
24. 连杆螺栓的紧固扭力不均匀会导致断裂。
25. 连杆螺栓的锥度不正确会增加断裂的风险。
26. 连杆螺栓上存在悬浮颗粒物,会增加断裂的可能性。
27. 连杆螺栓的螺纹磨损会导致断裂。
28. 连杆螺栓在使用过程中发生过热会增加断裂的风险。
29. 连杆螺栓在安装过程中受到强力冲击会导致断裂。
30. 连杆螺栓在低温环境下工作会增加断裂的可能性。
31. 连杆螺栓的未经过适当的热处理也会导致断裂。
32. 连杆螺栓表面涂层不均匀会增加断裂的风险。
33. 连杆螺栓的安装不规范会导致断裂。
34. 连杆螺栓的设计尺寸不合适会增加断裂的可能性。
35. 连杆螺栓在使用过程中受到频繁的振动会导致断裂。
4M40型压缩机十字头滑道断裂的技术修复

对损 坏 的十字 头 滑 道 部分 进 行 了重新 设 计 。 首 先 , 虑 到新对接 的滑道必 须要稳 固 , 考 我们设 计 用 6根 M2 0的螺 栓 把 新铸 件与 原机 体 筋 板 连 接 固定好 ; 二 , 保 证新 铸 件 的强 度 , 此我 们 采 第 要 为 用 了局部 有 加强 筋 的设 计 , 采 用 铸 造成 一 体 加 并 支撑 的方式 , 直接 把铸 件安装 到箱 体上 , 这样 可 以 满 足机 组在 运行过 程 中滑道 所承受 的交 变载荷 的 作 用力 ; 三 , 了使新 铸件 与原 滑道在 修复后 成 第 为
2 2 损 坏 滑 道 部 分 的 设 计 .
大 了 1 mm, 5 以便 加 工后 可 以保 证 新 接 滑 道 比原
滑道厚度 大 2 5 ~ mm。
2 3 新 铸 件 制 作 .
我们 委 托沈 阳气体 压缩 机厂对 新设计 的铸 件 进行制 作 。铸 件材 质 为 HT2 0 与 原机 体 曲轴 箱 5, 十字头 滑道 的材质 相 同 。新铸 件见 图 7 图 8 、 。
罔 1 损 坏 的轴 瓦
21 6 79 4j
维普资讯 卷
该 机组 自安装 投运后 , 直未 进行大 检修 , 一 从 十字头 滑道损 坏 的 现象 看 , 滑道 是 被 硬物 撞 击 造 成 了损 坏 。十字 头 的大 头 瓦磨 损 严 重 , 瓦 间 隙 轴 超大 , 且 十字 头 的连 杆 螺 栓 由 于长 期 疲 劳被 拉 并 长 , 造成 滑道被 撞 击碎裂 的主要 原 因 。 是
件 的 制 作 并 同 原机 体 安 装好 。在 同 行 业 中 开创 了 先 河 , 提 升 设 备 管 理 水 平 和 设 备 维 检 修 工作 有 很 大 对
螺栓断裂原因及处理方案

查手册,选螺栓
No. 4
金风科技
1、螺栓连接受力形式及预紧力控制
1.3螺栓受力分析
2) 紧联接 (1)只受预紧力F’的紧联接
外载荷FR——对螺栓为横向力——靠摩擦力传递
a. FR作用下,板不滑移:FR≤Ff,而Ff—→F’。 b. 按F’计算: F’为螺栓轴向负荷—→拉应力 c. 拧紧过程中,在T1作用下螺栓受扭—→产生τ T
3/17/2015
No. 14
金风科技
3/17/2015
Mechanical Laod test
3/17/2015
No. 15
金风科技
螺栓断裂原因:机组运行时,螺栓应力幅值过大,现场更换螺栓时未按 要求进行“十”字交叉紧固,造成法兰面间存在间隙。
3/17/2015
Mechanical Laod test
3/17/2015
No. 9
金风科技
3、螺栓断裂原因及案例分析
案例二
某项目现场叶片与轮毂连接螺栓频繁发生断裂,现场检查时发现该位置螺 栓有松动迹象。
3/17/2015
No. 5
金风科技
1、螺栓连接受力形式及预紧力控制
3/17/2015
Mechanical Laod test
3/17/2015
No. 6
金风科技
1、螺栓连接受力形式及预紧力控制
3/17/2015
Mechanical Laod test
3/17/2015
No. 7
金风科技
2、螺栓断裂分析时注意事项
杂、间隙等。 5) 登机检查时注意断裂螺栓位置法兰与螺杆是否存在干涉的情况。 6) 关注同批次多颗螺栓断裂的问题。
3/17/2015
螺丝断裂处理方法
螺丝断裂的处理方法?
大家可能都会遇见螺丝或者螺母在槽内断裂导致取不出的问题,根据这个问题小编在此为您做出最专业的解决方式,根据断裂的部位我们可以采取不同的处理方式:
1.根据螺丝断裂在孔的外露部分,我们可以在螺杆的顶部锯一个一字槽出来,然后用螺丝刀拧出即可,或者将螺杆顶部用工具锉出两对称的六角平面后用扳手扳出;对于淬过火的高强度螺栓,可以在顶部焊上一个螺母后用扳手拧出
2.螺栓断在孔内时,可以用直径比螺纹底径稍微小0.5~1毫米的钻头将螺丝钻掉后,再攻内螺纹。
连杆锻造裂纹的原因分析及纠正措施

连杆锻造裂纹的原因分析及纠正措施连杆是柴油机中重要的传动部件,由于受力复杂,要求具有良好的结构刚度和疲劳强度,以保证传动机构的可靠性。
柴油机连杆由于其重要性对原材料、锻压工艺及热处理要求都极为严格。
我公司开发的某型连杆在试制过程中,有三根连杆产生了表面裂纹。
本文通过宏观检验、金相分析、化学成分和硬度梯度分析,对裂纹产生的原因进行逐一排查,以避免类似的裂纹重复产生。
宏观检验三根连杆裂纹均产生于靠近大头端的分模面上。
裂纹的宏观形态为裂纹刚直,有次生裂纹产生,整体呈纵向分布。
裂纹整体与纤维流线重合,尾部较尖细。
根据连杆的剖切面,裂纹深度约10mm,属于裂纹的扩展造成。
金相分析在距加工区边缘约8mm处取样,见图1。
加工区一侧裂纹完整,与表面呈一定角度,深度约10mm,与锻造变形流线一致;而另一侧裂纹仅在次表层残留一小段,为裂纹的纵向尾部,见图2。
图1 裂纹分布形态图2 裂纹形态在未加工处制样后抛光状态观察,该处裂纹未贯穿连杆表面,距表面约0.2mm,见图3。
裂纹前端与表面呈大角度夹角,裂纹刚直,曲折分布,尾部较尖细,图3中残留裂纹尾部尖细,见图4。
腐蚀后观察,裂纹前端与连杆锻造纤维流线重合,未贯穿到连杆表面,见图5。
裂纹两侧无脱碳现象,前端较平直,中间部分有明显的曲折,尾部较尖细,两侧有较多氧化物,见图6。
残留裂纹的分布与连杆的带状组织一致,无脱碳现象,两头较尖细,见图7。
连杆基体组织为回火索氏体,而表层组织为细小均匀回火索氏体,见图8。
图3 裂纹靠表面处形态图4 裂纹尾部形态图5 裂纹靠表面处形态(腐蚀)图6 裂纹形态及组织图7 残留裂纹附近组织形态图8 连杆基体及表层组织由理化分析可知,连杆次表层组织基本为细针状马氏体回火组织,基体为板条状马氏体回火组织。
由于连杆表面有裂纹区域大部分已加工,取样位置位于裂纹的尾部,该处裂纹未贯穿表面,前端与纤维流线重合。
裂纹中部曲折,尾部较尖细,为典型的应力裂纹形态。
维修人的经验│取断螺丝的方法总结及螺栓断裂的主要原因及防治
维修人的经验│取断螺丝的方法总结及螺栓断裂的主要原因及防治取断螺丝的方法总结下面有13种方法,应根据自己的实际情况来选择,也可以几种方法一起用。
要讲究灵活性,希望可以帮助大家。
1、可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径。
2、在断入物上焊接一铁棒,然后拧出。
(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。
)3、用比断入物硬的锥状工具撬。
(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。
)4、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。
(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对太小的断入物无用;d、耗时、费事。
)5、直接用比断入物小的电极,用电火花机床打。
(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。
)6、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。
)7、现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出。
8、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取出器反向拧出即可。
9、如果买不到断丝取出器,就用大一点的钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下的丝牙,然后用丝锥重新修整就行。
10、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来。
11、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长T型杆,这样就能从焊接的杆轻易拧出。
掘进机行走部连接螺栓断裂问题的解决办法

运输与提升掘进机行走部连接螺栓断裂问题的解决办法通用重机公司金长春孙伟针对EBZ200A掘进机主体与行走机构连接螺栓易折断问题进行原因分析,对其行走部连接摘要锚固工艺进行技术改造,应用检验后效果良好。
关键词掘进机行走机构故障分析掘进机是井下开拓巷道的主要设备,因其重量较大,在行进过程中需要较大的驱动力;其行走机构支撑机器的自重及牵引整机的行走。
当掘进机作业时,它承受切割机构的反力、倾覆力矩和动载荷。
行走机构对整机正常运行、通过性能和工作稳定性具有重要作用。
出现故障将直接影响掘进机整机的生产工作。
针对EBZ200A掘进机作业过程中主体与行走机构连接的螺栓发生折断问题,做出分析并提出了鮭方法,取得良1故障现象EBZ200A掘进机投入巷道掘进1~2个月时,行走部与本体国家利益螺栓个别出现松退,继而发生折断,再接着其他螺栓亦会发生松退、折断。
据观察螺栓松退晃动后,掘进机本体纹杆螺纹孔、行走部幅盘孔相继发生塑性变形,最终掘进机本体部分的螺纹孔丧失工作性能。
经统计,自第]个螺栓松退、折断后,大约7天掘进机主体部分和行走部分的连接螺栓就铮失效。
掘进机行走机构与其主体部分之间的连接螺栓折断故障,表现为断口平直,残留在掘进机本体内部的螺栓连接有较松和较紧现象。
其中,连接较松的螺技术改造栓螺纹有极大的磨损变形,本体部分纹杆孔的内螺纹从螺纹纵深产生变形处到最外部呈内小外大的梯形变形,正对主体部分的纹杆孔内螺纹孔呈不规则的椭圆形变形,其椭圆形变形为上下长,左右短。
行走机构幅盘孔眼与主体部分的纹杆孔内螺纹成同轴放射性内小外大的梯形变形,行走机构幅盘孔眼产生不规则椭圆形扩大变形的同时,幅盘孔内壁被螺栓挤压出明显的螺纹。
连接较紧的螺栓,螺栓螺纹及掘进机主体部分的纹杆孔内螺纹有互相挤压、啮合现象,螺纹连接极为紧固,无法采用常规人力手工方式取出,只能采用钻、铳等机械加工方式取出。
2原因分析⑴与连杆螺栓质量不合格有关。
如螺栓材质不好、加工粗糙、强度不足等。
连杆螺栓断裂引起滑道碎裂的技术修复

连杆螺栓断裂引起滑道碎裂的技术修复周萍;左伟兵;徐慧芬;徐樟松【摘要】Aiming to the connecting rod bolt fracture in second stage of gas compressor,the slide in the first and second stage of crankcase fragmented by impact and the crankshaft bended,the repair project for broken slide is made. Design and make the broken slide and installed with the original slide,which is not only the exploration and practice for repair technique of compressors, but also the promotion of repair technique and management level.%针对煤气压缩机二段连杆螺栓断裂,曲轴箱一、二段上下滑道受撞击碎裂,曲轴弯曲,制定破碎滑道的修复方案,设计制作破损的滑道,并与原滑道安装好,不仅是一项压缩机维修技术的探索和实践,更是一项维修技术和管理水平的提升.【期刊名称】《压缩机技术》【年(卷),期】2012(000)002【总页数】2页(P54-55)【关键词】煤气压缩机;曲轴箱体滑道破碎;修复【作者】周萍;左伟兵;徐慧芬;徐樟松【作者单位】浙江江山化工股份有限公司,浙江江山324100;浙江江山化工股份有限公司,浙江江山324100;浙江江山化工股份有限公司,浙江江山324100;浙江江山化工股份有限公司,浙江江山324100【正文语种】中文【中图分类】TH4571 引言煤气压缩机是我公司CO生产系统的关键设备之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
l 引言
煤气 压 缩机 是我 公 司 C O生产 系 统 的关 键 设备 之 一 。该机 组 4级压 缩 , 用分 体式 机 身 , 采 滑道 与 箱
执行且未进行无损探伤 , 未能及 时发现缺陷并在交 变载 荷 的作用 下产 生 疲 劳 断 裂 , 上 没 有按 说 明 书 加 要求定期更换是引起连杆螺栓断裂的另一原因。
ma e D sg d ma e te b o e l ea d i sald w t h rgn l e w ih i n to l e e po ai n a d d . e in a k r k n si n n tl i te oi ia si , h c o ny t x lr t n h d e h l d s h o n
该机 于 2 1 年 1 01 0月 6 日, 曲轴 箱 内发 出异 常
响声 , 操作工作紧停处理。解体检查发现 , 因二段连 杆螺栓断裂 , 受撞击使该机主要部件多处严重损坏 , 二段 连杆 严重 弯 曲 , 、 一 二段 十字 头滑履 受 损 , 曲 轴弯曲, 二段 曲柄 销 处 受 撞 击 成 凹坑 , 、 段 上下 一 二 滑 道被 打碎 成 1 1块 ( 图 1 。该 机 因连 杆 瓦 更 换 见 ) 频繁, 由于检修时连杆螺栓预紧力没有按规范要求
Ab t a t Ai n o t e c n e t g r d b l fa t r e o d sa e o a o r s o ,h l ei h r t n sr c : mi g t h o n c i o ot r cu e i s c n tg fg sc mp e s r t e si n t ef s a d n n d i
体整体结构 。自2 0 0 3年投用后连杆瓦和主轴瓦故 障较 多 , 厂家 来人 现场 分析 原 因 , 经 主要 是安 装 时 4 个 主轴 孔不 同心 造成 , 20 于 08年 3月 对整 机进 行 全 部 解体 , 新找 正安 装投 用后 取得 较好 效果 。 重
2 故 障情况及原因分析
p a t e f rrp rtc n q e o o r so s b tas h r moin o e art c n q e a d ma a e n v 1 r ci o e a h i u fc mp e s r , u o t e p o t fr p i e h iu n me tl e . c i e l o n g e Ke r s g sc mp e s r c a k a e si e f g n a in;e ar y wo d : a o r so ; r n c s l r me tt d a o rp i
・
5 4・
21 02年第 2期 ( 22期) 总 3
文章编号 :0 62 7 (0 2 0 -0 40 10 -9 1 2 1 20 5 -2 J
连杆螺栓断裂 引起滑道碎裂的技术修复
周 萍 , 伟 兵 , 慧 芬 , 樟 松 左 徐 徐
( 浙江江山化工股份有 限公 司, 浙江 江山 34 0 ) 2 10
Z HOU P n , U W e — i g XU Hu -e XU Z a g s n i g Z O ib n , i n, h n :o g f
( h i gf nsa hmcl o ,t ,in sa 2 10,hn ) Z ea a gh nC e i . Ld Jagh n34 0 C i jn l aC . a
21 0 2年第 2 期 Nhomakorabea周 萍 , : 等 连杆螺栓 断裂引起滑道碎裂 的技术修 复
关键词 : 煤气 压缩机 ; 曲轴箱体滑道破碎 ; 修复
中 图分 类 号 :H 5 T 47 文 献 标 志码 : B
Te hn c lRe a rf rS i eFr g e t t n Ca s d b n e t g Ro l r c u e c i ia p i o l a m n a i u e y Co n ci d BotF a t r d o n
摘
要: 针对煤气压缩机二段连杆螺栓 断裂 , 曲轴箱一 、 二段上 下滑道 受撞 击碎 裂 , 曲轴 弯 曲, 制定破碎
滑 道 的修 复 方 案 , 计 制 作 破 损 的 滑 道 , 与原 滑道 安 装好 , 仅 是 一 项 压 缩 机 维修 技 术 的 探 索 和 实践 , 设 并 不
更是一项 维修技 术和管理水平的提 升。
一
、
图 2 撞 坏 的 滑 道
3 滑道修复情况
3 1 滑道 修 复方 案确定 .
图 1 滑道碎 片及 断裂 的连杆螺栓
收 稿 日期 :0 2— 2—1 21 0 0
该机故 障发生后 , 特邀请压缩机制造厂售后服 务人员来现场讨论修 复方案 , 厂家确认 曲轴箱体和 曲轴已报废需更换 。当时厂家加工周期要 4个月 , 因该机一、 二列曲轴箱 与三、 四列为对接箱体 , 将整 机拆下重新安装还需 1 个月。由于箱体材质为铸铁 ( T 5 ) 焊 接性 能极 差 , 法作 补焊 修 复处 理破 损 H 20 , 无 的滑 道形状 ( 图 2 。经 过 充分 的研 究 和 论 证 , 见 ) 决
scn aeo r kae am ne yipc adtecakhf bn e , er a rj t o boe l ei eods g ca cs g et b at n r sa e dd t e i po c f rknsd t f n r f d m h n t h p r e r i s