钣金工艺规范及折弯及模具手册.doc
(完整版)钣金件结构设计工艺手册
钣金件结构设计工艺手册目录1 第一章钣金零件设计工艺 11.1 钣金材料的选材 11.1.1 钣金材料的选材原则 11.1.2 几种常用的板材 11.1.3 材料对钣金加工工艺的影响 31.2 冲孔和落料: 51.2.1 冲孔和落料的常用方式 51.2.2 冲孔落料的工艺性设计91.3 钣金件的折弯131.3.1 模具折弯:131.3.2 折弯机折弯141.4 钣金件上的螺母、螺钉的结构形式261.4.1 铆接螺母261.4.2 凸焊螺母291.4.3 翻孔攻丝301.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5 钣金拉伸321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸331.5.3 局部沉凹与压线331.5.4 加强筋341.6 其它工艺351.6.1 抽孔铆接351.6.2 托克斯铆接361.7 沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸361.7.2 孔沉头铆钉的沉头孔的尺寸的统一361.7.3 沉头螺钉连接的薄板的特别处理362 第二章金属切削件设计工艺372.1 常用金属切削加工性能372.2 零件的加工余量382.2.1 零件毛坯的选择和加工余量382.2.2 工序间的加工余量382.3 不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1 常用设备的加工方法与表面粗糙度的对应关系39 2.3.2 常用公差等级与表面粗糙度数值的对应关系392.4 螺纹设计加工402.4.1 普通螺纹的加工方法402.4.2 普通螺纹加工常用数据402.4.3 普通螺纹的标记412.4.4 普通螺纹公差带的选用及精度等级412.4.5 英制螺纹的尺寸系列422.5 常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1 压铸工艺成型原理及特点443.2 压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464 第四章铝型材零件设计工艺463.3 型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4 铝型材常用材料及供货状态493.5 铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1 金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2 点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3 角焊584.4 缝焊585 第六章塑料件设计工艺595.1 塑胶件设计一般步骤595.2 公司不同的产品系列推荐的材料种类。
(精品)钣金折弯加工能力的工艺技术规范

页数 9/9
展开计算式为:L= L1+L2-Q*(180-β )º /90 º+S L 为 展开长度 L1、L2 为外尺寸 Q 为折弯扣除 S=0.4 展开补尝尺寸
本规范自发布之日起正式执行,请研发、生产、品管知悉。
签发
发出部门:工艺部
抄送:XX、XX、XX 主送:XX、XX、XX
提出人:XXX
审批人: XXX 日期:XX-XX-XX
≥
≥
≥
≥
≥
≥
≥
板厚 1.2mm ≥
≥ ≥
≥
≥
≥
≥
页数 5/9
编号:XXXX 板厚 1.5mm
≥
板厚 2.0mm
XXXXX 公 司
折弯加工能力工艺技术规范
≥
≥
≥
≥
≥ ≥
≥
≥
页数 6/9
编号:XXXX 板厚 2.5mm
XXXXX 公 司
折弯加工能力工艺技术规范
≥
板厚 3.0mm
≥
≥
≥
≥
≥
≥
页数 7/9
4.5
5.5
10
16
编号:XXXX
XXXXX 公 司
折弯加工能力工艺技术规范
当孔为方孔和平行于弯曲方向的长圆孔时,长圆孔距折弯边最小距离
页数 2/9
L 最小距
离X
<26 2t+R
26~50 2.5t+R
>50 3t+R
3.2 折弯加工工艺 3.2.1 说明:厂内所拥有的折床以及折弯模具可达到的折弯加工尺寸范围:最大可折出 500mm 折边(如是盒形,另两边不可大于 150mm,如大 于 150,则需要在设计时进行结构拆分),最小可折出 5mm 折边(T0.4~1.0mm)。在设计的时候要注意所绘的尺寸必须在以下图表的尺寸范围 内,否则会造成折弯交涉,导致加工变形或难以加工。
钣金折弯工艺守则

共6页第1页1.适用范围:本守则适用于我公司生产的各种箱式变电站、高低压开关柜等产品所用钢板折弯工序。
2.引用标准及资料:JB/T6753.1-1993《电工设备的设备构件公差钣金件和结构的一般公差及其选用规则》《扬力数控折弯机使用说明书》《百超数控折弯机使用说明书》《埃锡尔数控折弯机使用说明书》《萨凡数控折弯机使用说明书》3.机床及工艺装备:3.1机床:扬力MB8-250×3200数控折弯机、扬力MB8-160×3200数控折弯机、百超AMF EP100数控折弯机、埃锡尔PSS-40数控折弯机、萨凡E-Brake35数控折弯机、萨凡E-Brake50数控折弯机、萨凡E-Brake80数控折弯机、萨凡E-Brake100数控折弯机、萨凡H-Brake240数控折弯机3.2量具:3.5m钢卷尺、300mm游标卡尺、角度尺、校验标准尺3.3辅具:工作台(自制)、转运车、托盘、扳手、皮锤(木锤)、手锉4.工艺规程:4.1工艺流程:阅读图纸→核对下料件→选择并安装模具→编辑程序→首件折弯→批量生产4.2工艺过程具体要求:4.2.1准备工作4.2.1.1上岗人员必须经过机床操作培训,并考核合格。
4.2.1.2按要求穿戴必要的劳动保护用品。
4.2.1.3清除工作区域内有碍工作的杂物,清扫地面保证无油水等易滑液体。
4.2.1.4检查设备的完好程度,检查开机关机过程是否正常,检查所有操作部分(如按钮、脚踏开关等)是否有效,检查指示灯是否有效,检查后进行润滑保养和表面清洁,如有异常请报检修部门,不得带故障作业。
4.2.1.5检查量具是否准确,要求量具准确度应与校验标准尺相同,如有误差请校正或更换量具。
4.2.1.6清除工作台上的工具和杂物,保证工作台平整光滑。
共6页第2页4.2.2核对下料件4.2.2.1钣金折弯人员在上岗前应具备阅读图纸的能力,明确图纸表达内容,能够通过图纸确定板材的材料、板厚、表面质量要求等,有较好的空间想象能力,能够想象出钣金零件的展开图(放样图),熟练掌握展开料的计算。
钣金工艺手册[1]
![钣金工艺手册[1]](https://img.taocdn.com/s3/m/cb1b7f990129bd64783e0912a216147916117e55.png)
钣金工艺手册[1]6.3.2. 折床的加工工艺参数:折床使用的下模V槽通常为5TV,如果使用5T-1V则折弯系数也要相应加大, 如果使用5T+1V则折弯系数也要相应减小.(T表示料厚,具体系数参见折床折弯系数一览表)折弯系数一览表6.3.3 折弯的加工范围:6.3.3.1折弯线到边缘的距离大于V槽的一半.如1.0mm的材料使用4V的下模则最小距离为2mm.下表为不同料厚的最小折边:注:①如折边料内尺寸小于上表中最小折边尺寸时,折床无法以正常方式加工,此时可将折边补长至最小折边尺寸,折弯后再修边,或考虑模具加工。
②当靠近折弯线的孔距小于表中所列最小距离时,折弯后会发生变形:6.3.3.2反折压平:当凸包与反折压平方向相反,且距折弯线距离L≦2.5t,压平会使凸包变形,工艺处理:在压平前,将一个治具套在工件下面,治具厚度略大于或等于凸包高度,然后再用压平模压平。
6.3.3.3电镀工件的折弯必须注意压痕及镀层的脱落(在图纸上应作特别说明)。
6.3.3.4段差用正。
焊缝尺寸符号是表示坡口和焊缝各特征尺寸的符号。
国标GB324-88中规定的16个尺寸符号见表7-6。
表7-5:焊缝补充符号表7-6﹕焊缝尺寸符号a7.4﹑焊接符号在图面上的位置7.4.1 基本要求﹕完整的焊缝表示方法除了上述基本符号﹐辅助符号﹐补充符号以外﹐还包括指引线﹐一些尺寸符号及数据。
焊缝符号和焊接方法代号必须通过指引线及有关规定才能准确的表示焊缝。
指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线﹐另一条为虚线)两部分组成。
7.4.2 箭头和接头的关系﹕下图实例给出接头的箭头侧和非箭头侧的含义﹕7.4.3箭头线的位置箭头线相对焊缝的位置一般没有特殊要求﹐但标注V﹑单边V﹐J 形焊缝时﹐箭头线应指向带有坡口一侧的工件。
必要时允许箭头线弯折一次。
7.4.4 基准线的位置基准线的虚线可以画在基准线的实在线侧或下侧﹐基准线一般应与图样的底边平行﹐但在特殊条件下也可与底边垂直。
钣金件设计规范
钣金件常用结构的工艺要求
外翻边高度H的规格:
H
R
R
H(MIN-MAX)
T 0.8
2.0 5.0 10.0 2.4-4.0 2.4-6.0 2.4-10.0
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
四.正反折:
钣金件的折弯工艺
五.切折:
钣金件的折弯工艺
钣金件的段曲成形
山折的成形工艺
钣金件的翻边
钣金件的沙拉孔
两种常用沙拉孔的规格:
钣金件的凸包成形 1.浅凸成形: 冲压工艺可实现一步成形.
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
钣金件的卷圆成形 两种卷圆的成形工艺:
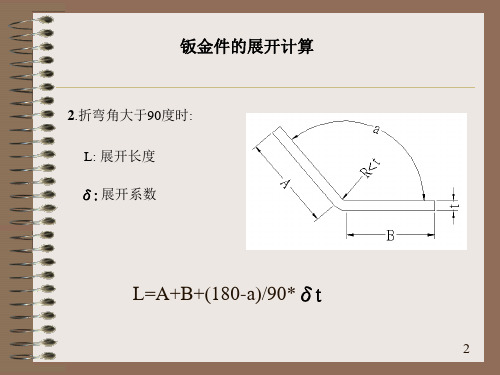
钣金件的展开计算
2.折弯角大于90度时: L: 展开长度 δ: 展开系数
L=A+B+(180-a)/90*δt
2
钣金件的展开计算
二.圆角折弯: L: 展开长度 C:中性层长度
R>t时,用求中性层长度的方法来计算展开长.
L=A+B+C
中性层位移系数 r R/t 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 1.0 1.2 1.3 1.5
L
T
T≦1.0>源自.0L 3.0 >3T
r 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30 0.32 0.33 0.34 0.36 3
钣金件的展开计算
三.180度反折: L: 展开长度
L=A+B+1.57t (B>3t)
钣金件折弯手册

钣金件折弯手册钣金的折弯是指改变板材或板件角度的加工。
如将板材弯成V形,U形等。
一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。
这两种折弯方式有各自的原理,特点以及适用性。
模具折弯:对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300X300),加工厂家一般考虑开冲压模具加工。
1常用折弯模具常用折弯模具,如下图。
为了延长模具的寿命,零件设计时,尽可能采用圆角。
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。
但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。
由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;缺点:压力小,只能加工简单的成形,效率较低。
成形基本原理成形基本原理下图所示:折弯刀(上模)折弯刀的形式如下图所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。
(完整版)钣金件结构设计工艺手册
39钣金件结构设计工艺手册1 第一章钣金零件设计工艺 11.1钣金材料的选材 11.1.1 钣金材料的选材原则 1 1.1.2 几种常用的板材11.1.3 材料对钣金加工工艺的影响 3 1.2冲孔和落料: 51.2.1 冲孔和落料的常用方式 5 1.2.2 冲孔落料的工艺性设计91.3钣金件的折弯13 1.3.1模具折弯:131.3.2 折弯机折弯 141.4钣金件上的螺母、 螺钉的结构形式 261.4.1 铆接螺母 261.4.2 凸焊螺母 291.4.3 翻孔攻丝301.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较1.5钣金拉伸 321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸 331.5.3 局部沉凹与压线 331.5.4 加强筋 341.6其它 :丄艺 351.6.1 抽孔铆接 351.6.2 托克斯铆接 361.7沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸 361.7.2 孔沉头铆钉的沉头孔的尺寸的统一 36 1.7.3 沉头螺钉连接的薄板的特别处理 362 第二 章金属切削件设计工艺 372.1常用金属切削加工性能 372.2零件的加工余量 38 2.2.1 零件毛坯的选择和加工余量 382.2.2 工序间的加工余量382.3不同设备的切削特性、加工精度和粗糙度的选择2.3.1常用设备的加工方法与表面粗糙度的对应关系2.3.2 常用公差等级与表面粗糙度数值的对应关系 392.4螺纹设计加工 40 2.4.1 普通螺纹的加工方法 40 2.4.2 普通螺纹加工常用数据 402.4.3普通螺纹的标记4131392.4.4 普通螺纹公差带的选用及精度等级41245 英制螺纹的尺寸系列422.5常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1压铸工艺成型原理及特点443.2压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464第四章铝型材零件设计工艺463.3型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4铝型材常用材料及供货状态493.5铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3角焊584.4缝焊585 第六章塑料件设计工艺595.1塑胶件设计一般步骤595.2公司不同的产品系列推荐的材料种类。
钣金厂数控折弯机使用操作及加工工艺规范

钣金厂数控折弯机使用操作及加工工艺规范1.折床模具1.1折床上模上模又称折刀,分整体式和分割式两种,整体式上模长度:415mm 和835mm两种分割式长度:10,15,20,40,50,100(左耳),100(右耳),200,300(mm);用分割模可以组合成不同长度的折弯长度.上模按类型分为:直刀,弯刀,圆弧刀,特殊刀四种.1.1.1、直刀的类型和加工特点适合折弯对称产品,前后方向均可以避位,刀具厚度6MM,故折弯开口可以小到6mm,刀具分析:从刀具折弯模拟图中可以看到,刀具的前后均可以避位,但Z,W的长度要小于X,Y的长度,这种刀具的刀尖角度为88度,刀尖R角为0.2,另外刀尖角度为30度和45度的刀具使用教为普遍.刀具分析:刀尖角度30度,刀尖R角为0.67,故可以折弯角度30度到180度,利用刀具尖端的小角度可以闪躲抽芽孔或螺母等,另外也可以作为插深模具使用,刀具前后都可以避位.1.1.2、弯刀的类型和加工特点刀具分析:刀具在折弯过程中主要是利用W方向上的避位,当X>15MM,其避位效果越来越差,当Y>30才满足折弯条件,否则将撞刀背,此种刀具俗称小弯刀.刀具分析:刀具在折弯过程中主要是利用W方向上的避位,当X>25MM,其避位效果越来越差,当Y>75才满足折弯条件,否则将撞刀背,此种刀具俗称大弯刀.1.1.3、圆弧刀的类型和加工特点刀具分析:圆弧刀具分为固定式和活动式两种,圆弧刀具是通过更换圆棒来满足1不同圆弧折弯的加工条件,固定式圆弧刀具当X尺寸>10MM时,其避位效果与小弯刀相同,下模V槽通俗的选择标准为圆弧的直径加两个板厚.1.1.4、特殊刀具的类型和加工特点折床的特殊刀具包括段差模具,压平模具和一些特殊形状的折弯上模,A:现有断差模具整支的分为415mm和835mm两种,分割形状的尺寸规格与刀具分割的规格一致,成型图示规格的折弯形状,但当板材厚度较厚时,如T=2.0,考虑到压痕较严重和模具本身的限制,将很难成型.B:压平模具上模为一个平模,下模可用普通折弯下模代替,但要避开V槽.主要用于死边压平,压铆螺母等加工方法.1.2、折弯下模折床的下模有折弯下模,插深下模,压平下模等1.2.1、折弯下模折床的折弯下模的选取主要是考虑加工产品的板厚,目前益新公司的下模选折标准是6T,非特殊情况下现场作业时以此为标准,当由于加工限制需要选折大V或小V槽加工时,折弯系数需做相应调整.模具分析:图示为下模种类中的一种,V槽的种类主要有4V,6V,7V,8V,10V,12,16V, 25V和部分特殊大V槽折弯刀具,此种折弯下模按高度区分主要有46高和26高两种.腐蚀湿润霉变1.2.2插深下模模具分析: 图示插深下模中的一种,V槽的种类主要有4V,6V,,8V,12和部分特殊插深下模,适合折弯30-180度之间的任意角度折弯和插深.1.2.3、压平下模目前公司无专用的压平下模,一般情况下是以折弯模具代替使用.2、折床的成型方法2.1、L折加工折弯的基本形状,折曲角度在30度到180度之间.折弯锐角时需选择插深下模和锐角上模,折弯90度或钝角可选折任意模具加工.2.1.1、L折加工的靠位原则A:以两个后定规靠位为原则(两点),并以工件外形定位。
钣金折弯常见成形方式与折弯步骤规范( 参考)

钣金折弯常见成形方式与折弯步骤规范1.折弯机《板材折弯压力表》意义说明:S:为加工板材厚度,一般设计指订,不允许更改(一般我们通常用“t”表示板厚);V:下模槽宽度(开口最大尺寸),一般根据板材厚度S和最小折弯宽度b决定选择,保证常规折弯成形成功必须是b>V/2;模具的槽口V尺寸的选择依据折弯工件的材质、板厚以及成形角度来确定。
b:最小折弯宽度,图表中所给数据是指该板材板厚情况下,采用图示折弯可以成功成型的最小宽度。
一般设计时应大于此数值。
r:图表中的r值是指折弯内圆角,是板材折弯部位弹性变形失效的最大曲率半径。
折弯刀的刃圆角一般不大于此值。
如果此r过大,折弯将无法折弯到位,且有涨裂下模的危险;r过小会在折弯角内圆上压出凹坑(质软的板材更明显),在折弯角外圆上出现拉裂(在拉伸变形率小的板材上更容易出现)。
实际折弯使用中,对于折弯刀来讲,其刃圆角r一般是固定的,其值应不大于图表中的数值。
2.折弯定位(靠位)工件在折弯机上折弯时,将以工件外形定位,在折弯机上的靠位一般有三种靠位定位方式:1)后靠位,即靠位在折弯刀后方,操作者与靠位在折弯刀两侧,一般数控折弯机采用较多,属主定位。
2)前靠位,即靠位在折弯刀前方,操作者与靠位在折弯刀同侧,一般普通折弯机或大深度工件采用较多,属主定位。
3)侧靠位,即靠位在工件的左或右方,主要目的是精确定折弯刀与工件的左右下刀位置或更好的保证有垂直(或精角度)要求的工件,属辅助定位(非必要定位)。
4)不管是前靠位还是后靠位,一般都应设计成可后拉或前退的结构方式,因为工件在折弯成形过程中是上翘变化的。
死靠位可能会造成工件变形。
在设计上一般采用翻转定位方式来满足后拉前退要求(数控折弯机可能有后拉这个动作,但普通折弯机本身没有这个功能,在设计靠位时应考虑此动作)。
5)靠位一般应设置两个,两个靠位间距应尽量大,同时应考虑方便工件定位的地方,并以折弯机压力中心(折弯刀、工件也应以折弯机压力中心作为布置参考)成对称布置。
钣金工艺标准规范标准及折弯及模具介绍材料

过渡模柄夹紧过渡联接块
适用于大行程机床的安装适用于滑块受重载的安装
YAWEI上模液压夹紧WILA上模液压夹紧式
适用于上模的快速安装NSCLⅡwith Top with Safety Click
常见下模夹紧形式
1V插槽式1V插槽式2V可调式
模具肩部受力模具底部受力下模口可前后调节
2V快换式多V插槽分段式
不锈钢S.S
δb=700 MPa
F=F(表)×1.6
F=F(chart)×1.6
折弯压力吨位计算公式(参考值)
F(表)=65×t2/ V(吨)
常见上模夹紧形式
普通斜楔夹紧重型斜楔夹紧
实用于50t~220t之间欧式上模的安装实用于220t以上欧式上模的安装
机械快速夹紧美式夹紧
快夹可以方便欧式上模的快速安装适用于美式上模的安装
Max Tons:100t/m Max Tons:80t/m Max Tons:60t/m
10.133 10.134 10.135
MaxTons:100t/m Max Tons:50t/m Max Tons:20t/m
标准上模88°
10.136 10.137 10.138
Max Tons:80t/m Max Tons:45t/m Max Tons:20t/m
Max Tons:160t/m Max Tons:60t/m Max Tons:40t/m
标准上模30°
10.190 10.191 10.192
Max Tons:80t/m Max Tons:80t/m Max Tons:90t/m
10.193 10.194 10.195
MaxTons:70t/m Max Tons:100t/m Max Tons:100t/m
钣金工艺规范及折弯及模具手册

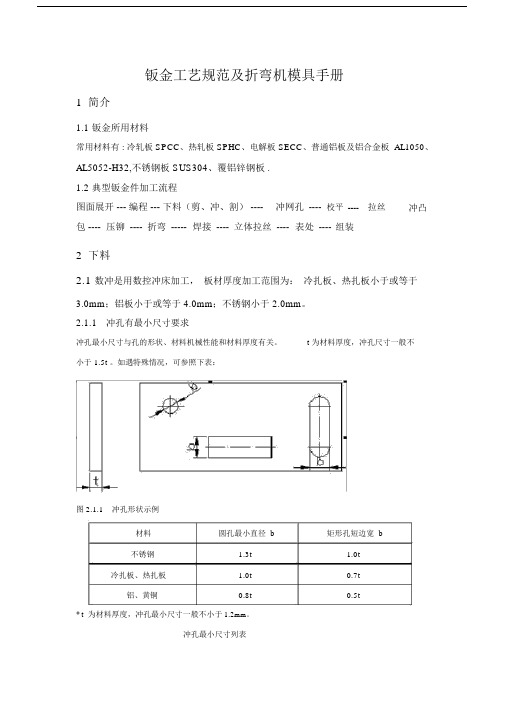
钣金工艺规范及折弯机模具手册1简介1.1钣金所用材料常用材料有:冷轧板SPCC热轧板SPHC电解板SECC普通铝板及铝合金板AL1O50AL5052-H32,不锈钢板SUS304覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、害【J) ----冲网孔----校平----拉丝----冲凸包----压铆----折弯——焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm 铝板小于或等于4.0mm 不锈钢小于2.0mm2.1.1冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不冲孔最小尺寸列表2.1.2数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图 2.1.2。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t ;平行时,应不小于1.5t。
图2.1.2 冲裁件孔边距、孔间距示意图2.1.3折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于沉头螺钉的沉头座及过孔用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm不锈钢小于或等于4.0mm ;铝板小于等于5.0mm其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
(完整版)钣金工艺规范及折弯及模具手册.docx
钣金工艺规范及折弯机模具手册1简介1.1 钣金所用材料常用材料有 : 冷轧板 SPCC、热轧板 SPHC、电解板 SECC、普通铝板及铝合金板 AL1050、AL5052-H32,不锈钢板 SUS304、覆铝锌钢板 .1.2 典型钣金件加工流程拉丝 ----冲凸图面展开 --- 编程 --- 下料(剪、冲、割) ----冲网孔----校平----包 ----压铆----折弯-----焊接----立体拉丝----表处----组装2下料2.1 数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于 2.0mm。
2.1.1冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t 为材料厚度,冲孔尺寸一般不小于 1.5t 。
如遇特殊情况,可参照下表:图2.1.1冲孔形状示例材料圆孔最小直径 b矩形孔短边宽 b不锈钢 1.3t 1.0t冷扎板、热扎板 1.0t0.7t铝、黄铜0.8t0.5t*t 为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图 2.1.2 。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t ;平行时,应不小于 1.5t。
(图 1.4 )图2.1.2冲裁件孔边距、孔间距示意图2.1.3折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔 d2和沉孔 D,应优先保证过孔 d2。
用于螺钉、螺栓的过孔* 要求钣材厚度t ≥ h。
用于沉头螺钉的沉头座及过孔* 要求钣材厚度t ≥ h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于 8.0mm;不锈钢小于或等于 4.0mm ;铝板小于等于 5.0mm。
2019-钣金加工工艺指导书-精选word文档 (11页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==钣金加工工艺指导书篇一:钣金加工作业指导书钣金加工作业指导书更多免费资料下载请进:好好学习社区钣金加工作业指导书一、目的为规范钣金的操作作业,提高本公司的产品质量,从而使我公司的产品让顾客满意。
二、适用范围适用于MPX178数字配线架、TYWZ户外柜、宽带箱、JPX-250总配线架部件、GXF5-106不锈钢光缆交接箱等钣金的操作作业。
三、使用设备QC12NJDK数控后挡料液压摆式剪板机、WD67NJDK双缸液压折弯机、J23系列冲床、ZXJ台式钻床、交直流弧焊机、磨光机和磅秤等。
四、操作流程1 、领料按照定单和技术要求去仓库领料。
2、取料按照设计图纸的要求,将原材料按照规格进行取料,并检查材料是否符合工艺的要求,为降低消耗,提高材料的利用率,要合理计算采取套裁方法。
首先,用钢板测量出与挡料板两端之间的距离(按工艺卡片的规定),反复测量数次,然后先试剪一块小料核对尺寸正确与否,如尺寸公差在正确范围内,即可进行入料剪切;如尺寸不符合公差要求,则重新调整定位距离,直至符合为止。
剪板时应检查剪板刀片是否锋利及紧固牢靠,并按板料厚度调整刀片间隙。
3、冲孔a) 检查材料的材质以及宽、长、厚是否符合图纸的要求。
b) 按工艺选择合适压力机。
c) 按工艺要求的顺序和要求调整好定位装置,冲出合格的工艺孔。
4、折弯a) 检查材料的材质以及宽、长、高是否符合图纸的要求,板材应清洁卫生。
b) 按图纸选用合适折弯机。
c) 按工艺要求的顺序和要求调整好定位装置,进行折弯。
d) 折弯时材料厚度、弯曲圆角与凹模深度表。
(括号内尺寸为数控折弯机尺寸)e) 各种材料的最小弯曲半径f) 弯曲圆角展开尺寸表5、焊接a) 检查上工序转下来的半成品零件和部分是否符合图纸和其他技术文件的要求,如不符合需及时调整。
(完整版)钣金件结构设计工艺手册
钣金件结构设计工艺手册目录1 第一章钣金零件设计工艺 11.1 钣金材料的选材 11.1.1 钣金材料的选材原则 11.1.2 几种常用的板材 11.1.3 材料对钣金加工工艺的影响 31.2 冲孔和落料: 51.2.1 冲孔和落料的常用方式 51.2.2 冲孔落料的工艺性设计91.3 钣金件的折弯131.3.1 模具折弯:131.3.2 折弯机折弯141.4 钣金件上的螺母、螺钉的结构形式261.4.1 铆接螺母261.4.2 凸焊螺母291.4.3 翻孔攻丝301.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5 钣金拉伸321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸331.5.3 局部沉凹与压线331.5.4 加强筋341.6 其它工艺351.6.1 抽孔铆接351.6.2 托克斯铆接361.7 沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸361.7.2 孔沉头铆钉的沉头孔的尺寸的统一361.7.3 沉头螺钉连接的薄板的特别处理362 第二章金属切削件设计工艺372.1 常用金属切削加工性能372.2 零件的加工余量382.2.1 零件毛坯的选择和加工余量382.2.2 工序间的加工余量382.3 不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1 常用设备的加工方法与表面粗糙度的对应关系39 2.3.2 常用公差等级与表面粗糙度数值的对应关系392.4 螺纹设计加工402.4.1 普通螺纹的加工方法402.4.2 普通螺纹加工常用数据402.4.3 普通螺纹的标记412.4.4 普通螺纹公差带的选用及精度等级412.4.5 英制螺纹的尺寸系列422.5 常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1 压铸工艺成型原理及特点443.2 压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464 第四章铝型材零件设计工艺463.3 型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4 铝型材常用材料及供货状态493.5 铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1 金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2 点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3 角焊584.4 缝焊585 第六章塑料件设计工艺595.1 塑胶件设计一般步骤595.2 公司不同的产品系列推荐的材料种类。
钣金折弯加工工艺(编著手册)

编著:xxx
10. 折床压三角补强
三角补强的成型有两种:
1.与折弯刀具同时共享,即折弯与三角补强同时加工
2.工件折弯后再压三角补强.
※※一般压筋在2-3个无须开模,只把上模空开,下模V型槽分段之间垫筋(自制简易)即可.
材料厚度超过2.0则需开冲床模
11.折床简易模
※折床简易模分为两类:
11.1. 折弯模具型:这类模具没有特定的规格,一般开制全凭技术者的创新,好处是可以使产品缩短交期.
11.2 用来成形抽桥﹑段差﹑异形小折﹑铆钉﹑抽形﹑抽孔﹑压印﹑整形等, 设计比较复杂,多样化,需要我们学习专业的课程《简易模设计》.
AMADA折床模具清册
.xls。
钣金件折弯工艺守则

描 描
表 校
旧底图总号
底图总号 资 签 日 字 期 处数 标记 更改文件号 签字 日期 编 制 部 门 料 来 源 编 制 校 对 标准化 审 定 批 准
工 艺 守 则
代号 名称
XXX.XXX.001
钣金件折弯工艺
编制 校对 审定 批准
XXXX 电 气 有 限 公 司 20XX 年 X 月
工艺守则
XXX 电气有限公司 冷作件折弯操作工艺 1. 适用范围 本守则适用于本公司在折弯机上进行的低碳钢及有色金属的折弯加工。 2. 主要设备与工具 折弯机、万能角度尺、卷尺、卡尺、深度卡尺。 3. 注意事项
XXX.XXX.001Байду номын сангаас
共1页
第1页
冷作件折弯操作应符合折弯机的使用说明书、安全操作规程、作业指导书,做好各种防护工 作,确保人身安全和设备安全。 4. 冷作件折弯工艺过程 4.1 准备好必要的操作工具和测量工具。 4.2 认真阅读图纸,测量待加工零部件应符 合 图 纸 尺 寸 和 技 术 要 求 , 不 符 合 图 纸 尺 寸 和 技术要求的零部件不准进行折弯操作,并及时报告有关部门。 4.3 根据图纸要求,更换相应的模具,进行较小尺寸零部件的折弯时多余的上刀排应卸下。 4.4 根据图纸要求,确定合理的折弯顺序,进行折弯加工(有工艺卡片的按工艺卡片进行加工) ; 对于数控折弯机,编制正确程序后应先空运行一次然后进行折弯加工。首件检验时,每进行一 道折弯加工应进行一次检验,修正偏差。 4.5 折弯加工完成后,按检验规范对加工件进行检验。
钣金加工:折弯工艺手册

钣金加工:钣金制造工艺手册—31 数控折弯(Numerical Control To Bend)1.1 折弯机的结构折弯机由机械、电气控制、电气、液压四大部分构成1.2 折弯机的工作原理1.2.1 折弯机的工作是利用液压传输驱动机身上、下的相对运动,结合折弯上、下模具的形状实现平板绕折弯线被弯曲为具有一定折弯角度和折弯半径的特性功能,与简易模具完成特殊形状成形;其运动方式分为上、下运动两种:a) 上动式:下工作台不动,由上面滑块下降实现施压;b) 下动式:机身上部固定不动,由下工作台上升实现施压;1.3 折弯机的加工技术数据机型项目RG50RG100工作台长度20003000最大折弯长度20853100最大折弯尺寸(深度)500500D轴行程0~99.990~99.99最大压力50T100T工作台开口高度370370后定位升降量60~14060~140后定位宽度6060L轴后定位行程420420L轴定位精度±0.1±0.1D轴运行精度±0.1±0.1折弯加工精度±0.2±0.21.4 折弯模具简绍:(具体见折弯刀具统计表)1.4.1 折弯上模也称为折弯刀具,它有整体式与分割式两种:a) 整体式上模长度(mm):835b) 分割式上模长度(mm):10、15、20、40、50、100、200、4001.4.2 常用折弯刀具R为R=0.2、R=0.6,刀具角度有88º、90º两种,折弯刀具类型(见下图)大R刀模段差模压平模 88º小弯刀压线模 88º鹅颈刀 88º直弯刀 30º尖刀 88º直刀1.4.3 折弯下模也称为V槽,它有整体式与分割式两种:a) 整体式上模长度(mm):835b) 分割式上模长度(mm):10、15、20、40、50、100、200、4001.4.4 常用折弯下模类型(见下图)1.4.4.1 常用V槽大小、角度与材料板厚的关系a) 常用V槽大小有:V4、V5、V6、V7、V8、V10、V12、V16、V25(例“V5”表示V槽完度为5mm)b) 常用V槽角度有:88º与90º两种c) V槽与板厚的关系:折弯时选用下模V槽大小与材料无关,通常为5倍的板厚(即5T);如4T≤V<5T时,折弯系数要相应加大,如5T<V≤6T时,折弯系数要相应减小;各材料与板厚所对应的折弯系数参照《机加中心钣金厂展开作业指南》1.4.4.2 插深V槽主要用来加工折弯内角小于90º的折弯,与配合30º尖刀压死边(反折180º)前的角度处理,常用大小有:V6、V101.4.4.3 段差模是用来完成普通V槽无法加工的Z字形小折弯,它分直边(90º)与斜边(45º)段差,取值范围H<最小折弯尺寸+T+1.5+内R1.4.5 折弯刀具和V槽的关系如下图1.4.6 折弯模具的耐压能力与模具的形状有关,常用折弯上下模的耐压能力根据模具形状与长底计算,标准取值为4Ton/100mm1.5 折弯的工艺性要求1.5.1 折弯工序与相关工序的工艺流程1.5.2 最小折弯尺寸和V槽大小有关,和折弯上模与材料无关,如下表是“普通折弯”与“Z字形折弯”a=90º的最小折弯尺寸的计算公式和数据,当a>90º或a<90º时,H值需做相应增减普通折弯Z字形折弯材料厚度V槽大小折弯角度(a)/折弯半径(R内)普通折弯最小尺寸(H=0.5V+T)Z字形折弯最小尺寸(H=0.5V+2T+1.5+R内)孔到折弯边的最小距离(L=0.6V)T=0V4a=90º 2.7 5.1 1.9.5/R=0.6T=0 .8V4a=90º/R=0.63.0 5.7 2.4T=1 .0V6a=90º/R=0.64.07.1 3.3T=1 .2V6a=90º/R=0.64.37.5 3.6T=1 .5V8a=90º/R=0.65.59.1 4.8T=2 .0V10a=90º/R=0.6711.16T=2 .5V12a=90º/R=0.68.513.17.2T=3 .0V16a=90º/R=0.61116.19.61.5.3 压死边的工艺性与要求:(如下图)a) 压死边需进行两次折弯加工,首先利用30º尖刀与插深V槽折弯30º~45º,然后再利用压平模压平,不同材料板厚压死边的范围:0.5≤T≤2.0b) 压死边的长度(L)与材料厚度、插深V槽有关,当0.5≤T≤1.5选用V6插深槽,Lmin≥5T+R(即Lmin≥6);当2.0≤T≤2.5选用V10插深槽,Lmin≥5T+R(即Lmin≥9);以上两者的死边长度Lmax≤14mmc) 反折弯后再压死边的长度L受插深V槽的限制,Lmin≥11mmd) 压死边孔到折弯边的距离不宜太小,否则孔会受折弯过程中角度的变化而变形:L1min≥0.7Ve) N折的工艺性与以上a、b、c相同,H加工是在C图示1的基础上放一块H值尺寸治具,然后再利用压平模压平后,把治具取出,H值的范围:0.5≤H≤5.01.5.4 翻边孔到折弯边的最小距离需满足如下条件:1.5.5 孔到折弯边的工艺处理不能满足最2.5.2与2.5.4孔到折弯边的最小距离时可根据结构需求采用如下工艺:a) 开工艺缺口(如下图):先折弯后特征孔会变形,在折弯线处开一方孔避位;如此孔是压铆螺柱孔或翻边孔,工艺可先加工此孔特征后再折弯,且在折弯线处开避位孔,折弯时上、下模可选择性避空此孔b) 折弯后再加工(如下图):先折弯后特征孔会变形,可减小特征孔增大图示L尺寸,折弯后可利用钻、铣、冲裁等加工方式加工特征孔到结构所需尺寸;例折弯后再攻丝、折弯边太小加长折弯尺寸后再铣等工艺c) 先压线后折弯(如下图):利用压线模在折弯中线处先压线再折弯,可以避免特征孔折弯后变形与保证图示L尺寸,压线槽尺寸范围(宽:0.8~1.2,深0.2~1.0)1.5.6 在折弯有撕裂的地方,需要做折弯撕裂槽与工艺缺口的处理,撕裂槽的宽度一般不小于1.5T,且≥1.5,具本见1.6.3 NCT冲裁件的工艺性要求;撕裂槽的长度和宽度与壁厚的关系如下图b,c 所示,或者是折弯线让开阶梯线如下图a所示或或1.5.7 折弯工艺处理时要考虑表面处理对尺寸精度的影响(如:喷粉、喷油等),加工尺寸余量按表面处理的镀层、涂层厚度调配;各表面处理层厚详见第七章《表面处理》1.5.8 折弯定位多以平面定位,定位边与折弯模具垂直;定位边是斜边或不规则形状时需制作折弯定位治具1.5.9 折弯加工顺序跟折弯机的工作台开口高度、后定位长度、折弯上下模的安装与选用有密切关系,其加工顺序的基本原则为:由外到内折弯、由小到大折弯、由特殊形状到一般形状折弯、前工序折弯后对后继折弯工序不产生影响或干涉1.5.10 编制折弯工艺a) U形小尺寸折弯时为了避开折弯上模与下模,采用折弯后再翻边攻丝(如下图表), Y为翻边攻丝孔:b) 电镀后再折弯(压死边),避免电镀后电镀液无法流出,腐蚀产品表面。
【优质文档】钣金折弯标准

折弯一、折弯⑴首先检查上工序冲切好的产品与图纸是否一致,在做好工作前的准备时严格按图纸进行调机折弯。
⑵做到无图纸不施工、不审图不施工、无上岗证不施工的三无原则。
⑶成型好的板面平整度公差2mm,≤2000mm,≥2000mm的公差在3mm-4mm。
⑷成型好的板5件以内的板面长≤2000mm、宽≤1200mm公差控制在±0.5mm,5件以上的公差要与图纸相符,≥2000mm的公差在±1mm。
⑸密拼板的角度控制在88-89°为宜,除特殊情况下(包柱最佳角度为88°)。
⑹成型好的板对角线公差在±1mm。
⑺成型好的板非标件要全检、标准件要进行三检的标准,(三检是,首检、过程检验、最终检验)。
⑻对有特殊技术要求的板成型好后要进行拼装检验。
⑼对以加工的产品数量要做上记录以方便查阅数量。
⑽小角度5件以上的板要用折弯机折压而成。
⑾大小角度的公差控制在±1°⑿对成型好的产品要轻拿轻放并放到指定位置。
⒀样板的制作要专人负责生产,尺寸公差应与图纸尺寸公差一致,表面要美观。
二、焊接1先审图后施工,严格按图纸进行焊接。
2焊接前要对成型好的角度进行初矫,在焊接时要牢固、不得漏焊、少焊、脱焊、裂缝、而且满焊要平整光滑。
3焊接后不管是大角度还是小角度还是90°都要进行角度娇正。
4图纸要求特殊焊接的要特殊焊接并确保质量。
5焊接的配件公差不得超过±2mm。
6样品要专人负责焊接并作满焊处理。
7超大板组焊焊接时内须做点焊处理。
8刨槽后的板在焊接时不管长与短均做点焊处理。
三、辊弧(内装、外装通用)1严格按图纸要求的半径进行滚弧。
2辊弧时注意正反滚的方向。
3滚出来的弧一定要顺,不能有直线段,滚出来的半径与实际半径小10mm为宜。
4滚弧前要对滚铜上的杂质进行清理。
5滚弧时要从大的半径逐步下调到图纸所要半径为止,并做到是从大件到小件或小件到大件的方式进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金工艺规范及折弯机模具手册1简介钣金所用材料常用材料有 :冷轧板 SPCC、热轧板 SPHC、电解板 SECC、普通铝板及铝合金板AL1050、 AL5052-H32,不锈钢板 SUS304、覆铝锌钢板 .典型钣金件加工流程图面展开 ---编程 ---下料(剪、冲、割) ----冲网孔 ----校平 ----拉丝 ----冲凸包 ----压铆----折弯 -----焊接 ----立体拉丝 ----表处 ----组装2 下料2.1 数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于;铝板小于或等于;不锈钢小于。
冲孔有最小尺寸要求t 为材料厚度,冲孔尺寸一般不冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
小于。
如遇特殊情况,可参照下表:图冲孔形状示例b 矩形孔短边宽 b材料圆孔最小直径不锈钢冷扎板、热扎板铝、黄铜*t 为材料厚度,冲孔最小尺寸一般不小于。
冲孔最小尺寸列表数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于。
(图 1.4 )图冲裁件孔边距、孔间距示意图折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔 d2和沉孔 D,应优先保证过孔 d2。
用于螺钉、螺栓的过孔*要求钣材厚度 t≥ h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度 t≥ h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于;不锈钢小于或等于;铝板小于等于。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径等于。
(弯曲半径是指弯曲件的内侧半径,t 是材料的壁厚 )弯曲件的直边高度一般情况下的最小直边高度要求弯曲件的直边高度不宜太小,最小高度按(图)要求:h> 2t> 。
t2>h(图 1.10 )图弯曲件的直边高度最小值特殊要求的直边高度如果设计需要弯曲件的直边高度h ≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸(可采用激光二次切割或者机加工);或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
t2<h压槽( 图1.11 )图特殊情况下的直边高度要求弯边侧边带有斜角的直边高度当弯边侧边带有斜角的弯曲件时(图),侧面的最小高度为:h=( 2~ 4) t>图1.12 )图弯边侧边带有斜角的直边高度折弯件上的孔边距孔边距:先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。
孔壁至弯边的距离见下表。
如遇特殊情况,孔边距小于下表尺寸,可采用先小孔,折弯后再钻孔,或者在孔投影在折弯线的位置割线,折弯后焊接磨平。
折弯件上的孔边距局部弯曲的工艺切口折弯件的弯曲线应避开尺寸突变的位置局部弯曲某一段边缘时,为了防止尖角处应力集中产生弯裂,可将弯曲线移动一定距离,以离开尺寸突变处(图a),或开工艺槽(图b),或冲工艺孔(图。
注意图中的尺寸要求:S≥R ;槽宽 k≥ t ;槽深 L≥t+R+k/2。
工艺孔kL(图1.13 )图局部弯曲的设计处理方法当孔位于折弯变形区内,所采取的切口形式当孔在折弯变形区内时,采用的切口形式示例(图);或者在孔投影于弯曲线的位置割线或者切口,折弯后可根据需要焊接磨平。
弯曲线弯曲线(图 1.14 )图切口形式示例带斜边的折弯边应避开变形区也可采用在变形区域对应位置割线,折弯后可根据需要焊接磨平。
图带斜边的折弯边应避开变形区反折压死边的设计要求压死边的死边长度与材料的厚度有关。
如下图所示,一般死边最小长度L≥ 3t+R。
其中 t 为材料壁厚, R为打死边前道工序(如下图右所示)的最小内折弯半径。
图死边的最小长度L折弯加强筋在板状金属零件上压筋,有助于增加结构刚性,加强筋结构及其尺寸选择参见表6。
加强筋结构及尺寸选择打凸间距和凸边距的极限尺寸打凸间距和凸边距的极限尺寸按下列公式计算。
当 D≤16mm 时:I-1/2D ≥2tL-1/2D ≥16mm当 D≥16mm 时:根据实际情况结合生产确定,可选用数冲或者简易冷冲模具加工百叶窗百叶窗通常用于各种罩壳或机壳上起通风散热作用,其成型方法是借凸模的一边刃口将材料切开,而凸模的其余部分将材料同时作拉伸变形,形成一边开口的起伏形状。
百叶窗的典型结构参见图。
图百叶窗的(结图构1.25 )百叶窗尺寸要求:a≥ 4t; b≥ 6t; h≤ 5t; L≥24t ; r≥。
具体尺寸要求以生产需要为准,可选择数冲或者普通冷冲加工。
孔翻边如图所示。
具体的翻边孔尺寸的具孔翻边型式较多,本规范只关注要加工螺纹的内孔翻边,体参数参看表 6图带螺纹孔的(内孔图翻1边.26结构)示意图螺纹材料厚度t翻边内孔D1翻边外孔d2凸缘高度h预冲孔直径凸缘圆角半径R M312 221 2M42 133M5 32 1432 1M6 4433带螺纹孔的内孔翻边尺寸参数钣金连接钣金联接主要采用焊接、螺纹联接、铆接和粘接.我司采用的联接方式:焊接、螺纹联接和铆接.焊接焊接是对焊件进行局部或整体加热或使焊件产生塑性变形,或加热与塑性变形同时进行,实现永久连接的工艺方法.可分为 : 手工电弧焊、气体保护电弧焊、激光焊、气焊、段焊和接触焊.我司主要采用气体保护焊和接触焊.气体保护电弧焊在进行气体保护电弧焊时,电极电弧区及焊接熔池都处在保护气体的保护下 .采用氩气保护焊缝表面没有氧化物及夹杂物.可以在任何空间位置施焊,可以用肉眼观察焊缝的成形过程并进行调整生产效率高.二氧气体保护焊则成本相当低.接触焊接触焊是瞬时加热连接部位在熔化状态或非熔化状态下对被焊件加压形成焊接接头的焊接方法 .它可分为对焊、点焊和缝焊.螺纹联接螺纹联接具有安装容易、拆卸方便、操作简单等优点,常用于可拆的钢结构连接.它可分为螺钉联接和螺栓联接.铆接铆接是用铆钉将金属结构的零件或组合件连接在一起的方法,铆钉种类较多,我司常用的铆钉有封闭形圆头抽芯铆钉、封闭形沉头抽芯铆钉及开口型圆头抽芯铆钉、开口型沉头抽芯铆钉。
铆钉长度可根据以下公式计算:L=+d:铆钉直径t:板厚粘接用粘接剂将所需连接件粘接在一起的一种连接方法。
6钣金表面处理方式1.拉丝2.喷砂3.烤漆、喷粉、主要技术指标:光泽度、膜厚和色差4.电镀:主要镀五彩锌、白锌、黑锌、镀铬、蓝白锌5.抛光6.氧化7钣金加工主要设备1.下料设备:数控剪床、激光切割机、数控冲床2.成形设备:普通冲床和数控折床。
3.焊接设备:氩弧焊机、二氧化碳保护焊机、点焊机、机器人焊机。
4.表面处理设备:拉丝机、立体拉丝机、抛光机、烤漆线5.调形设备:校平机8折弯机模具手册自由折弯的折弯压力对照表本表格中的数据是在90°折弯,材料抗拉强度δb=420MPa,折弯长度为1m 基础上计算的结果。
V 6 8 10 12 16 18 20 24 32 35 40 50 60 63 80 100 120 130 140 150 160 180 190 200 230 260 b 5 7 12 13 15 17 23 25 28 35 43 45 57 71 85 92 100 105 115 130 135 140 160 180 r 1 2 3 5 6 8 10 12 19 21 23 26 28 30 32 36 40711 8 612 9 715 12 823 16 13 1226 22 20 15 1130 24 16 14 1244 31 28 23 1853 47 43 31 2561 45 36 3488 69 65 47 3610 110 80 60 47 43 3912 120 90 71 65 58 55 5016 140 125 115 105 95 81 80 7118 148 135 125 110 100 95 8020 140 130 120 110 90内径 R 约等于凹模开口宽度V的 16%自由折弯建议凹模开口宽度V材料厚度 (t) ~ 3~8mm 9~10mm >12mm凹模开口宽度 (V) 6 × t 8 ×t 10 × t 12 × t折弯力铝Aluδb=300 MPa F=F(表)×F=F( chart )×不锈钢δb=700 MPa F=F(表)×F=F( chart )×折弯压力吨位计算公式(参考值)F(表) = 65 × t 2 / V (吨)普通斜楔夹紧重型斜楔夹紧实用于 50t~220t 之间欧式上模的安装实用于220t以上欧式上模的安装机械快速夹紧美式夹紧快夹可以方便欧式上模的快速安装适用于美式上模的安装过渡模柄夹紧过渡联接块适用于大行程机床的安装适用于滑块受重载的安装YAWEI上模液压夹紧WILA 上模液压夹紧式适用于上模的快速安装NSCL Ⅱ with Top with Safety Click1V 插槽式1V 插槽式2V 可调式模具肩部受力模具底部受力下模口可前后调节2V 快换式多V插槽分段式下模口可快速更换适用于分段多 V 下模多 V 工作台式下模插片式适用于整体多 V 下模YAWEI下模液压夹紧模口可分级增大,适用于大吨位折弯机液压夹紧工作台适用于 1V 下模快速安装NSCR Ⅱ with OZU bottom tool标准上模上模模柄结构标准欧式加强型欧式美式大吨位过渡模柄上刀标准分段方式Max Tons:100t/m Max Tons:80t/m Max Tons:60t/m Max Tons:80t/m Max Tons:100t/m Max Tons:80t/m Max Tons:50t/m Max Tons:50t/m Max Tons:100t/mMax Tons:80t/m Max Tons:40t/m Max Tons:80t/m Max Tons:70t/m Max Tons:40t/m Max Tons:50t/m Max Tons:100t/m Max Tons:60t/m Max Tons:45t/m标准上模 85°Max Tons:80t/m Max Tons:80t/m Max Tons:50t/m标准上模 88°Max Tons:100t/m Max Tons:80t/m Max Tons:60t/m Max Tons:100t/m Max Tons:50t/m Max Tons:20t/m标准上模 88°Max Tons:80t/m Max Tons:45t/m Max Tons:20t/m Max Tons:70t/m Max Tons:50t/m Max Tons:50t/m Max Tons:30t/m Max Tons:20t/m Max Tons:50t/mMax Tons:100t/m Max Tons:35t/m Max Tons:80t/m Max Tons:80t/m Max Tons:20t/m Max Tons:60t/m Max Tons:60t/m Max Tons:20t/m Max Tons:50t/mMax Tons:80t/m Max Tons:80t/m Max Tons:70t/m Max Tons:100t/m Max Tons:100t/m Max Tons:60t/m Max Tons:160t/m Max Tons:60t/m Max Tons:40t/mMax Tons:80t/m Max Tons:80t/m Max Tons:90t/m Max Tons:70t/m Max Tons:100t/m Max Tons:100t/m Max Tons:80t/m Max Tons:160t/m Max Tons:70t/mMax Tons:100t/m Max Tons:100t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m标准 R 型圆模Max Tons:80t/m Max Tons:80t/m Max Tons:80t/mMax Tons:80t/mMax Tons:80t/mRmm RmmR3 3R6 6R4 4R7 7R5 5标准圆模Max Tons:100t/m Max Tons:100t/m分段方式Rmm RmmR8 8 R20 20R10 10 R25 25R30 30R15 15 R35 35R40 40+ + +Max Tons:A 80t/m B 100t/m Max Tons:A 80t/m B 100t/m Max Tons:A 80t/m B 100t/mMax Tons:A 50t/m B 100t/m Max Tons:A 50t/m B 100t/m Max Tons:A 50t/m B 100t/mA Bs A 450Mpa 700Mpa s A 450Mpa 700Mpamm mm t/m t/m mm mm t/m t/m9 15 23 3512 20 32 5015 25 40 6017 26 50 8022 38 63 9530 50 80 130Max Tons:60t/m Max Tons:60t/m Max Tons:60t/mMax Tons:40t/m Max Tons:100t/m Max Tons:100t/ms A 450Mpa 700Mpa s A 450Mpa 700Mpamm mm t/m t/m mm mm t/m t/m9 15 23 3512 20 32 5015 25 40 6017 26 50 8022 38 63 9530 50 80 13055 9070 100标准 Z型模Max Tons:100t/m Max Tons:100t/m Max Tons:100t/mZ B°mmZ-1 1 160°160°Z-2 2 150°140°Z-3 3 90°90°Z-4 4 90°90°Z-5 5 90°90°Z-6 6 90°90°Z-7 7 90°90°Z-8 8 90°Z B°mmZ-9 9 90°Z-10 10 90°Z-11 11 90°Z-12 12 90°s max max t/m100100100100100100100100100100100100 2 100 2100100 s maxmax t/m100 3100 3100 3100Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:160t/m特殊折弯方式Max Tons:100t/mMax Tons:40t/m Max Tons:40t/m Max Tons:50t/m Max Tons:60t/m Max Tons:80t/m Max Tons:85t/m Max Tons:90t/m Max Tons:100t/m Max Tons:100t/mMax Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:145t/m Max Tons:40t/m Max Tons:40t/m Max Tons:55t/m Max Tons:55t/m Max Tons:60t/mMax Tons:40t/m Max Tons:40t/m Max Tons:40t/m Max Tons:40t/m Max Tons:55t/m Max Tons:55t/m Max Tons:60t/m Max Tons:50t/m Max Tons:50t/mMax Tons:95t/m Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m Max Tons:95t/m Max Tons:95t/mMax Tons:60t/m Max Tons:65t/m Max Tons:70t/m Max Tons:70t/m Max Tons:70t/m Max Tons:70t/m Max Tons:70t/m Max Tons:65t/m Max Tons:70t/m1V 下刀Max Tons:70t/m Max Tons:70t/m Max Tons:70t/m 分段方式特殊下模Vmm Rmm Max Tons35310040410050510060610080810010010100Max Tons:70t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/m Max Tons:60t/m Max Tons:60t/m Max Tons:100t/m Max Tons:100t/mMax Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:80t/m Max Tons:80t/m Max Tons:80t/mMax Tons:70t/m Max Tons:80t/m Max Tons:80t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:60t/m Max Tons:60t/m Max Tons:100t/mMax Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:60t/m Max Tons:60t/m Max Tons:60t/mTx TxMax Tons:100t/m Max Tons:100t/m Vmm Rmm Smm max t/mT6 6 14 100T8 8 14 100T10 10 18 100T12 12 18 100T16 16 24 100T20 20 3 30 100T25 25 3 35 100TR6 6 14 100TR8 8 14 100TR10 10 18 100TxMax Tons:60t/mVmm Rmm Smm max t/mT6 6 14 60T8 8 14 60T10 10 18 60T12 12 18 60T16 16 24 60T20 20 3 30 60T25 25 3 35 60TR6 6 14 60TR8 8 14 60TR10 10 18 60TR12 12 18 60Tx Tx TxVmm Rmm Smm max Vmm Rmm Smm max Vmm Rmm Smm max T6 6 14 50 T6 6 14 35 T6 6 16 20 T8 8 1 18 50 T8 8 1 16 35 T8 8 1 20 20 T10 10 18 50 T10 10 20 40 T10 10 24 20 T12 12 24 50 T12 12 22 40 T12 12 26 20 T16 16 26 50 T16 16 3 30 45T20 20 3 30 50 T20 20 3 35 50T25 25 3 37 50 T25 25 3 40 50Tx TxMax Tons:100t/m Max Tons:100t/m Vmm Rmm Smm max t/mT6 6 14 100T8 8 14 100T10 10 18 100T12 12 18 100T16 16 24 100T20 20 3 30 100T25 25 3 35 100TR6 6 14 100TR8 8 14 100TR10 10 18 100TxMax Tons:60t/mVmm Rmm Smm max t/mT6 6 14 60T8 8 14 60T10 10 18 60T12 12 18 60T16 16 24 60T20 20 3 30 60T25 25 3 35 60TR6 6 14 60TR8 8 14 60TR10 10 18 60TR12 12 18 60Tx Tx TxVmm Rmm Smm max Vmm Rmm Smm max Vmm Rmm Smm max T6 6 14 50 T6 6 14 35 T6 6 16 20 T8 8 1 18 50 T8 8 1 16 35 T8 8 1 20 20 T10 10 18 50 T10 10 20 40 T10 10 24 20 T12 12 24 50 T12 12 22 40 T12 12 26 20 T16 16 26 50 T16 16 3 30 45T20 20 3 30 50 T20 20 3 35 50T25 25 3 37 50 T25 25 3 40 50Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m1V 下刀Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:100t/m Max Tons:80t/m Max Tons:80t/m 分段方式Max Tons:80t/m Max Tons:80t/m Max Tons:60t/m20551Max Tons:100t/m组合凹模Max Tons:100t/m Max Tons:100t/m。